A Design Approach of Porthole Die for Flow Balance in Extrusion of Complex Solid Aluminum Heatsink Profile with Large Variable Wall Thickness



Abstract
:
1. Introduction
2. Geometry of the Aluminum Heatsink and Initial Die Structure
- The base bearing length is approximated as twice the wall thickness of the extrudate.
- The bearing length at the thin fin position is multiplied by a coefficient Kc = 0.75, which takes into account the flow obstruction due to the complex geometry.
- The bearing length at the thick fin position under the port bridge is multiplied by a coefficient Kb = 0.52, which takes into account the flow obstruction due to the port bridge geometry. Thus, the bearing length calculated for this region is about 24 mm.
- The bearing length at the tip of the extrudate is approximated as 0.6 times the adjacent bearing length [19].
3. Construction of Finite Element Model
4. Results and Discussion
4.1. Velocity Distribution with the Initial Die Design
4.2. Adjusting Die Structure
4.2.1. Resizing Porthole
4.2.2. Modifying Pocket Profile
4.2.3. Adjusting Bearing Lengths
4.3. Effects of the Port Bridge Structural Parameters and the Welding Chamber Height
4.3.1. Effect of the Port Bridge Parameters
4.3.2. Effect of the Welding Chamber Height
4.4. The Final Die Structure
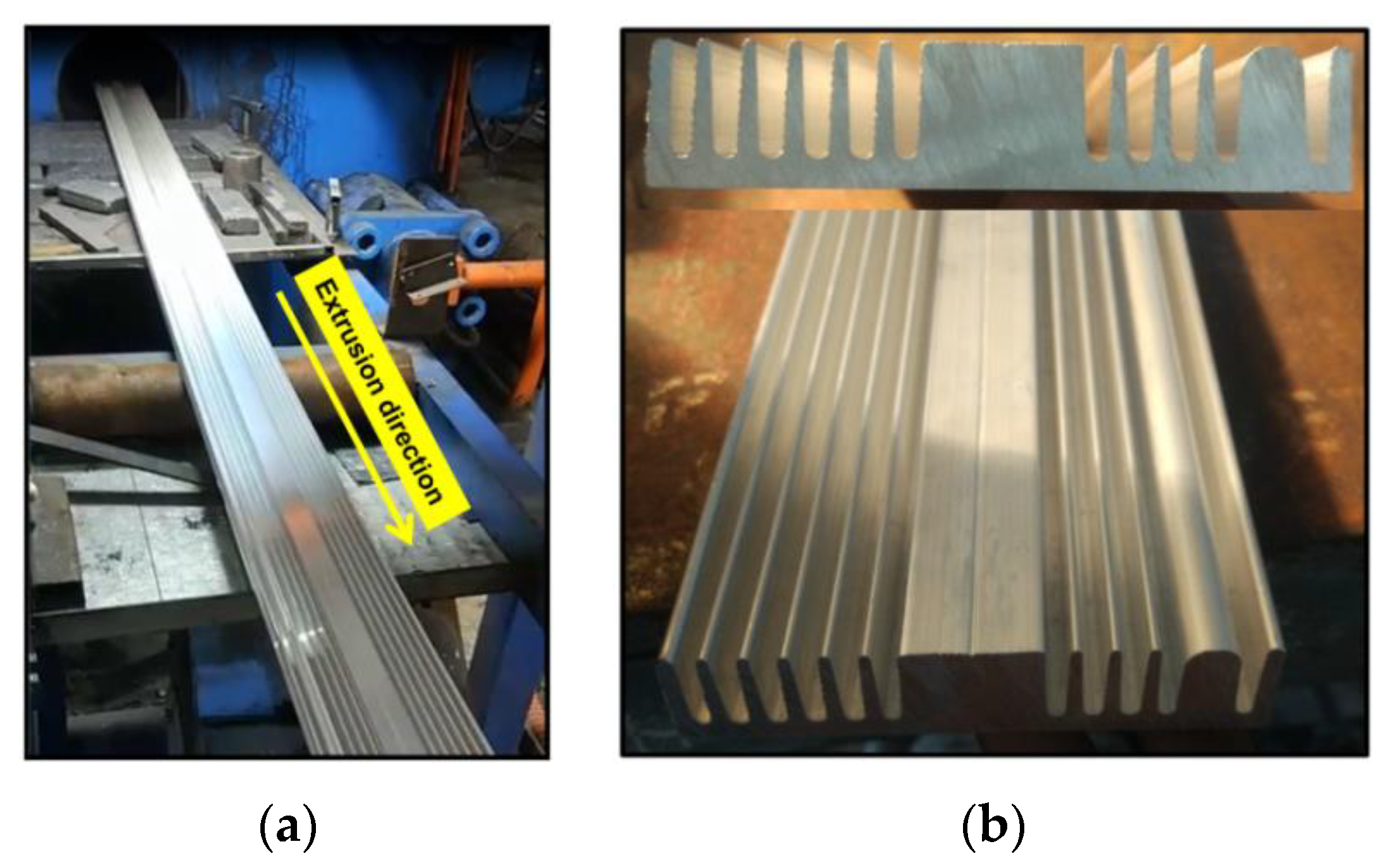
4.5. Extrusion Experiment
5. Conclusions
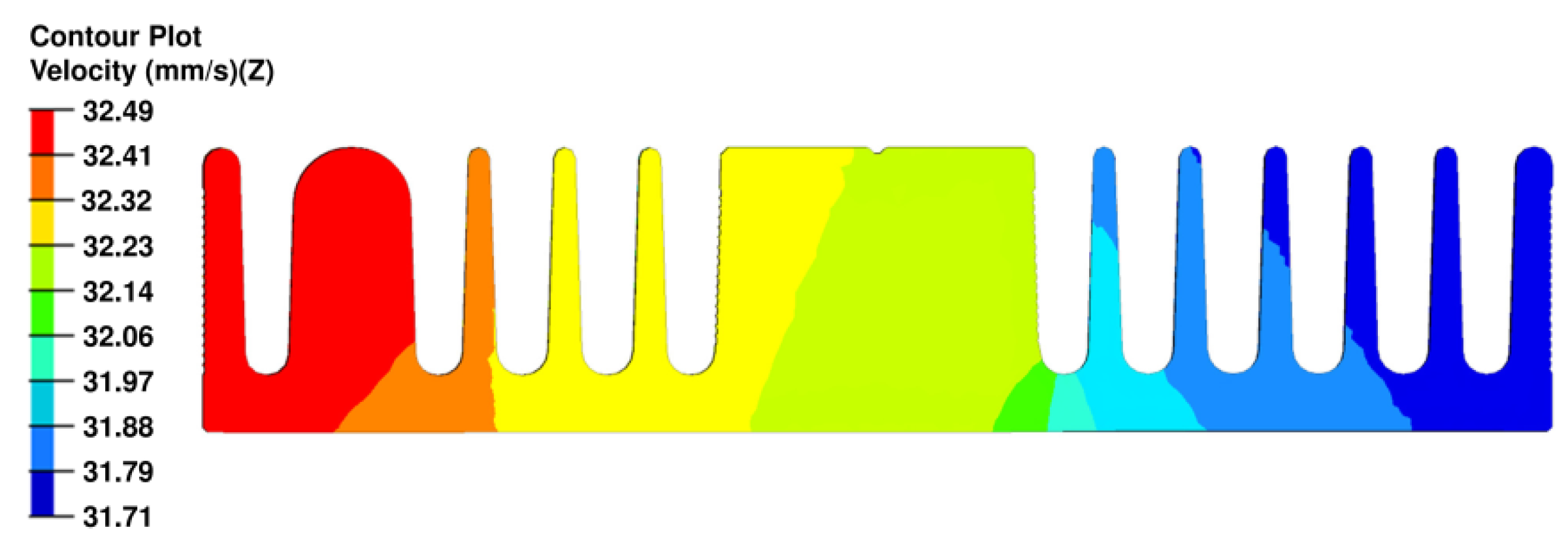
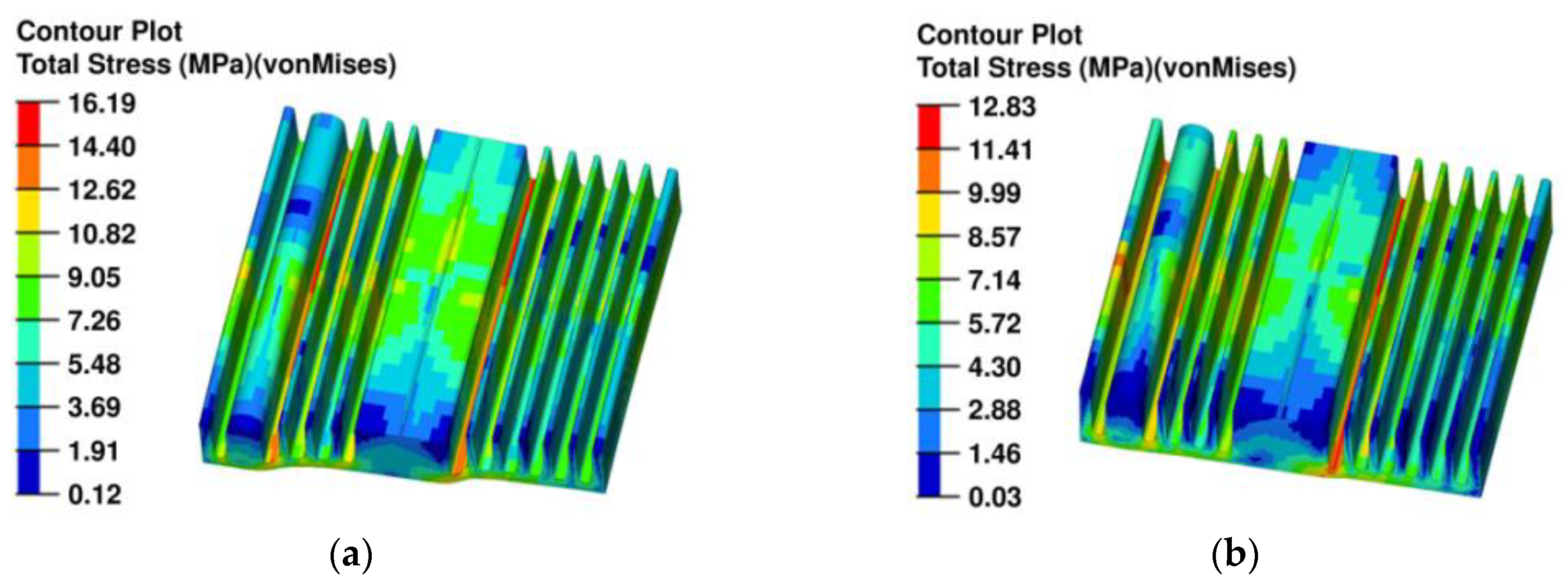
- The following steps are proposed to obtain suitable porthole extrusion die: (1) resizing the porthole and pocket profiles; (2) adjusting the bearing lengths; (3) modifying the port bridge structure. The simulation results indicate that using the proposed die, the quality of flow balance of metal in the die was improved considerably. Comparing to the initial die, the velocity distribution measures of the proposed solution such as VRD and ΔV are reduced from 4.1% and 4.72 mm/s to 0.82% and 0.86 mm/s, respectively; the required extrusion force and residual stresses in the extrudate are also reduced from 479.55 tons and 16.19 MPa to 477.88 tons and 12.83 MPa, respectively. The maximum exit temperature of the extrudate increases slightly as compared to the initial die.
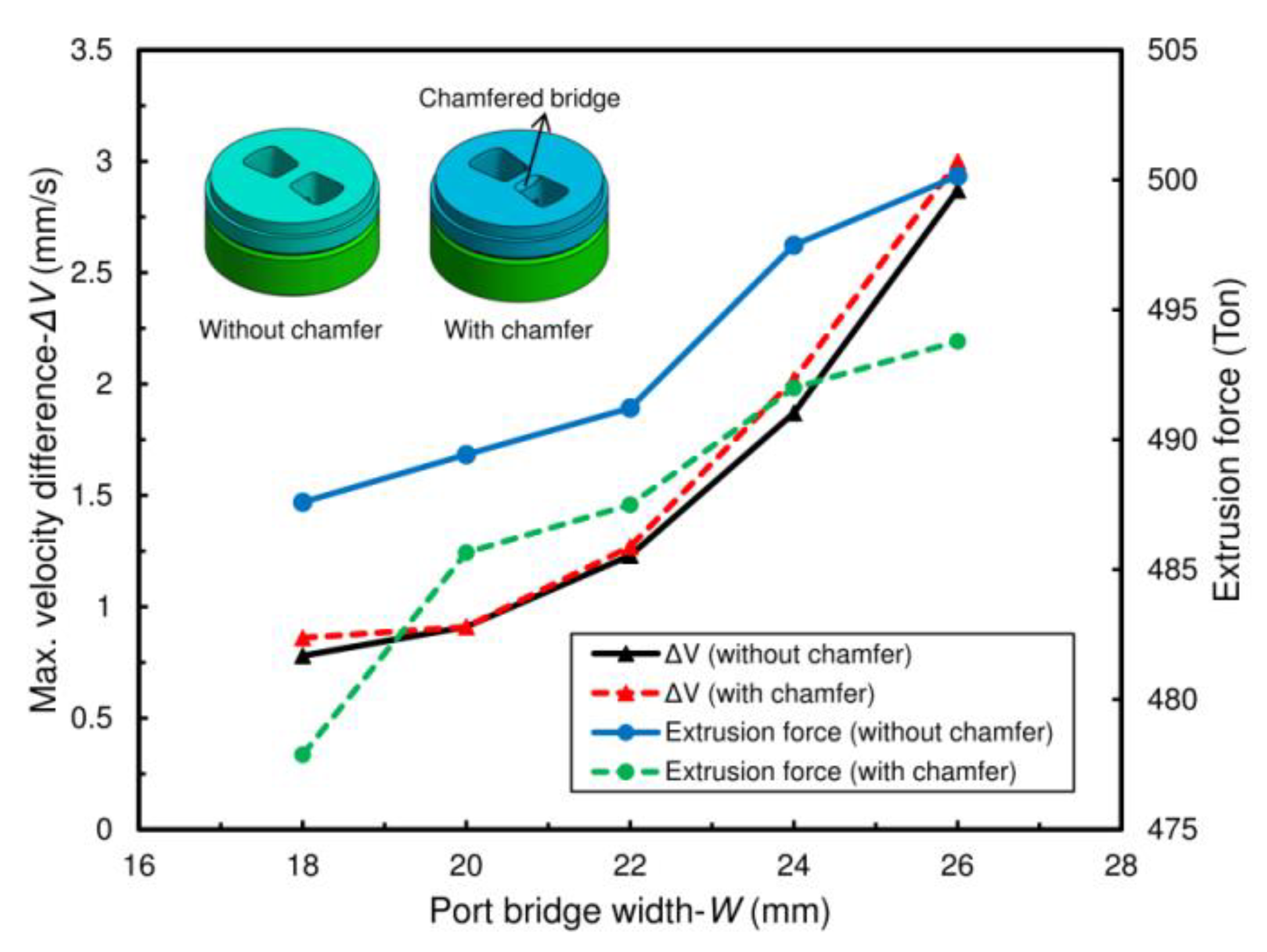
- The entrance of a porthole with a chamfered bridge significantly reduces the required extrusion force. However, it has a negligible influence on the velocity distribution of flow in the extruded product.
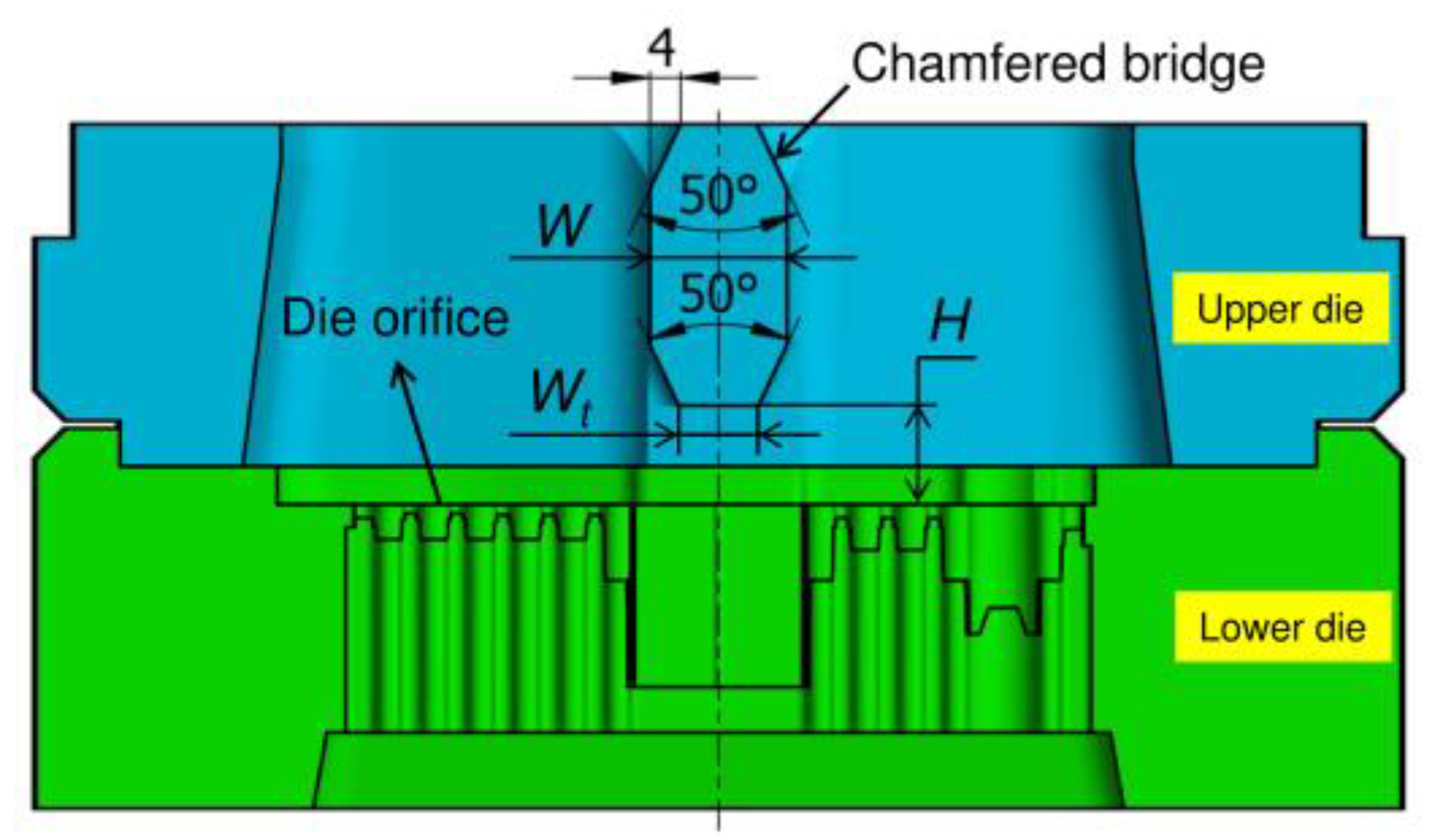
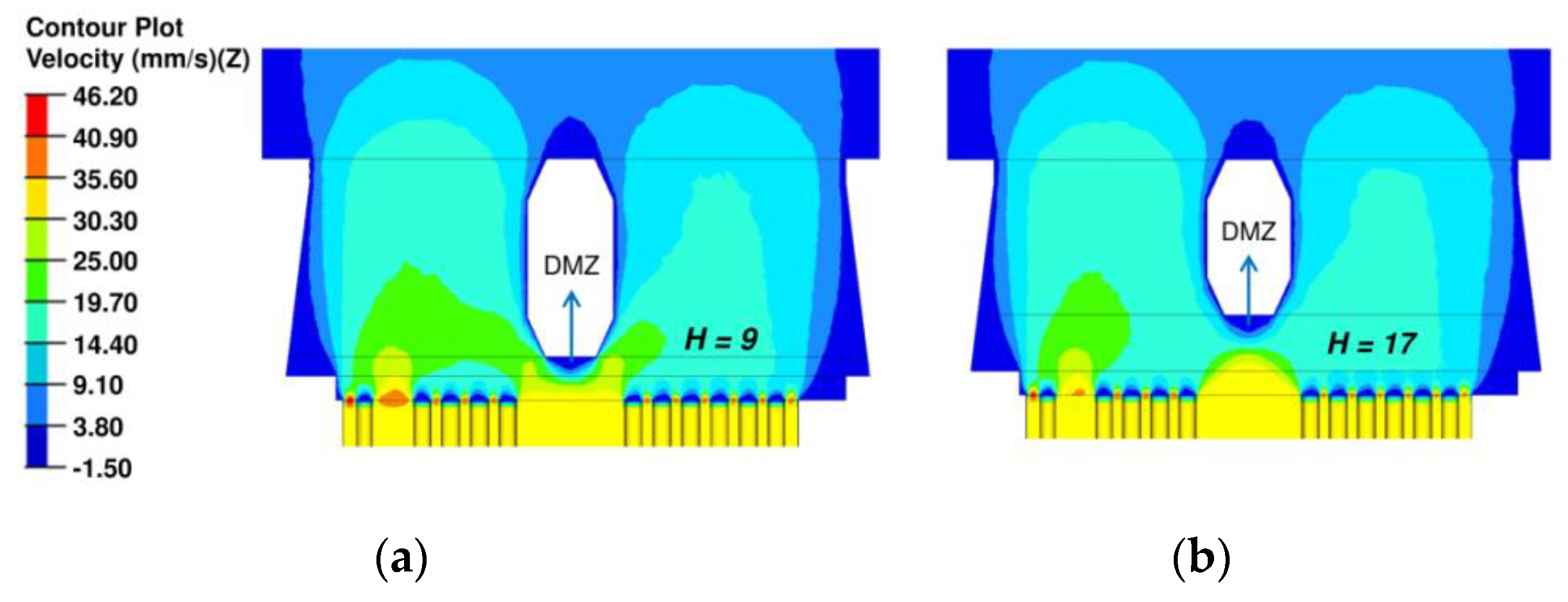
- The die parameters including the width of the port bridge (W), the rear tip width of the port bridge (Wt), and the welding chamber height (H) all influence the metal flow velocity due to the braking effect of the dead metal zone (DMZ) formed under the port bridge. Moreover, these parameters have different effects on velocity distribution on the extrudate. In particular, the velocity distribution becomes more uniform with increasing Wt from 2 to 10 mm. On the other hand, increasing W from 18 to 20 mm results in uneven velocity distribution in the extrudate. Very high (above 17 mm) or very small (below 9 mm) values of welding chamber height H all have a negative effect on the balance of metal flow.
- In conclusion, appropriate porthole extrusion die is the key to success of the extrusion of heatsink products with significant wall thickness variation. The main concern in designing this die type is to determine the position and structure of the port bridge, which plays a vital role in balancing the metal flow on the extrudate, especially at the location where the wall thickness is very thick. Although the proposed die is highly suitable for metal flow balance, this die type commonly generates longitudinal weld seams in the extrudates. Moreover, it may cause poor surface quality of the products after anodizing, and higher extrusion force when compared to the flat-face die. Hence, design optimization of porthole dies needs to be extended further.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Aluminum Extruders Council. Aluminum Extrusion Manual, 4th ed.; Aluminum Extruders Council: Wauconda, IL, USA, 2014; p. 259. [Google Scholar]
- Sauer, G.; Ames, A. Extrusion Tooling, 2nd ed.; ASM International: Cleveland, OH, USA, 2006; 592p. [Google Scholar]
- Fang, W.; Tang, D.; Wang, H.; Li, D.; Peng, Y. Optimization of die design for thin-walled flat multi-port tube with the aid of finite element simulation. J. Mater. Process. Technol. 2020, 277, 116418. [Google Scholar] [CrossRef]
- Lee, J.M.; Kim, B.M.; Kang, C.G. Effects of chamber shapes of porthole die on elastic deformation and extrusion process in condenser tube extrusion. Mater. Des. 2006, 26, 327–336. [Google Scholar] [CrossRef]
- Wu, X.; Zhao, W.; Luan, Y.; Ma, X. Numerical simulation and die structure optimization of an aluminum rectangular hollow pipe extrusion process. Mater. Sci. Eng. A 2006, 435, 266–274. [Google Scholar] [CrossRef]
- Pinter, T.; Reggiani, B.; Donati, L.; Tomesani, L. Numerical assessment of the influence of process and geometric parameters on extrusion welds and die deformation after multiple-cycles. Mater. Today Proc. 2015, 2, 4856–4865. [Google Scholar] [CrossRef]
- Chen, L.; Zhao, G.; Yu, J.; Zhang, W. Evaluation of a pyramid die extrusion for a hollow aluminum profile using FE simulation. J. Mech. Sci. Technol. 2015, 29, 2195–2203. [Google Scholar] [CrossRef]
- Liu, Z.; Li, L.; Li, S.; Yi, J.; Wang, G. Simulation analysis of porthole die extrusion process and die structure modifications for an aluminum profile with high length-width ratio and small cavity. Materials 2018, 11, 1517. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xue, X.; Vincze, G.; Pereira, A.; Pan, J.; Liao, J. Assessment of metal flow balance in multi-output porthole hot extrusion of AA6060 thin-walled profile. Metals 2018, 8, 462. [Google Scholar] [CrossRef] [Green Version]
- Chen, L.; Zhao, G.; Yu, J. Effects of ram velocity on pyramid die extrusion of hollow aluminum profile. Int. J. Adv. Manuf. Technol. 2015, 79, 2117–2125. [Google Scholar] [CrossRef]
- Donati, L.; Tomesani, L.; Minak, G. Characterization of seam weld quality in AA6082 extruded profiles. J. Mater. Process. Technol. 2007, 191, 127–131. [Google Scholar] [CrossRef]
- Yu, J.; Zhao, G.; Chen, L. Investigation of interface evolution, microstructure and mechanical properties of solid-state bonding seams in hot extrusion process of aluminum alloy profiles. J. Mater. Process. Technol. 2016, 230, 153–166. [Google Scholar] [CrossRef]
- Güley, V.; Güzel, A.; Jäger, A.; Khalifa, N.B.; Tekkaya, A.; Misiolek, W. Effect of die design on the welding quality during solid state recycling of AA6060 chips by hot extrusion. Mater. Sci. Eng. A 2013, 574, 163–175. [Google Scholar] [CrossRef]
- Lee, J.M.; Kim, B.M.; Kang, C.G. A study on the improvement of extrudability for extrusion process of heat sink. In Key Engineering Materials; Trans Tech Publications Ltd.: Kapellweg, Baech, Switzerland, 2004; pp. 487–492. [Google Scholar]
- Hwang, Y.; Shen, C. Analysis of plastic flow and die design during extrusion of CPU heat sinks. J. Mater. Process. Technol. 2008, 201, 174–178. [Google Scholar] [CrossRef]
- Zhang, C.; Zhao, G.; Chen, H.; Guan, Y. Optimisation design of aluminium radiator extrusion die using response surface method. Mater. Res. Innov. 2011, 15, s288–s290. [Google Scholar] [CrossRef]
- Lee, G.A.; Im, Y.T. Analysis and die design of flat-die hot extrusion process 2. Numerical design of bearing lengths. Int. J. Mech. Sci. 2002, 44, 935–946. [Google Scholar] [CrossRef]
- Chen, L.; Zhao, G.; Yu, J.; Zhang, W.; Wu, T. Analysis and porthole die design for a multi-hole extrusion process of a hollow, thin-walled aluminum profile. Int. J. Adv. Manuf. Technol. 2014, 74, 383–392. [Google Scholar] [CrossRef]
- Truong, T.T.; Hsu, Q.-C.; Tong, V.C. Effects of solid die types in complex and large-scale aluminum profile extrusion. App. Sci. 2020, 10, 263. [Google Scholar] [CrossRef] [Green Version]
- Zhang, C.; Zhao, G.; Chen, H.; Guan, Y.; Li, H. Optimization of an aluminum profile extrusion process based on Taguchi’s method with S/N analysis. Int. J. Adv. Manuf. Technol. 2012, 60, 589–599. [Google Scholar] [CrossRef]
- Lou, S.; Wang, Y.; Lu, S.; Su, C. Die structure optimization for hollow aluminum profile. Procedia Manuf. 2018, 15, 249–256. [Google Scholar] [CrossRef]


























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density (Kg/m3) | Heat Capacity (J/(kg °C)) | Thermal Conductivity (W/m.K) | Poisson’s Ratio | Young Modulus (GPa) |
|---|---|---|---|---|---|
| AA6063 | 2700 | 900 | 198 | 0.35 | 40 |
| H13 | 7870 | 460 | 24.3 | 0.35 | 210 |
| Simulation Parameters | Values |
|---|---|
| Container diameter (mm) | 130 |
| Billet length (mm) | 500 |
| Billet temperature (°C) | 500 |
| Container temperature (°C) | 450 |
| Die temperature (°C) | 490 |
| Ram speed (mm/s) | 3 |
| Extrusion ratio | 10.73 |
| Step | Modification | Simulation results | |||
|---|---|---|---|---|---|
| VRD (%) | ΔV (mm/s) | ΔD (mm) | Extrusion force (ton) | ||
| 0 | Initial die design | 4.10 | 4.72 | 12.42 | 479.55 |
| 1 | Reducing porthole | 1.76 | 2.09 | 5.76 | 481.88 |
| 2 | Modifying pocket | 0.87 | 0.89 | 2.69 | 487.07 |
| 3 | Adjusting bearing lengths | 0.78 | 0.78 | 2.38 | 487.59 |
| 4 | Chamfering port bridge | 0.82 | 0.86 | 2.58 | 477.88 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Truong, T.-T.; Hsu, Q.-C.; Tong, V.-C.; Sheu, J.-J. A Design Approach of Porthole Die for Flow Balance in Extrusion of Complex Solid Aluminum Heatsink Profile with Large Variable Wall Thickness. Metals 2020, 10, 553. https://doi.org/10.3390/met10050553
Truong T-T, Hsu Q-C, Tong V-C, Sheu J-J. A Design Approach of Porthole Die for Flow Balance in Extrusion of Complex Solid Aluminum Heatsink Profile with Large Variable Wall Thickness. Metals. 2020; 10(5):553. https://doi.org/10.3390/met10050553
Chicago/Turabian StyleTruong, Tat-Tai, Quang-Cherng Hsu, Van-Canh Tong, and Jinn-Jong Sheu. 2020. "A Design Approach of Porthole Die for Flow Balance in Extrusion of Complex Solid Aluminum Heatsink Profile with Large Variable Wall Thickness" Metals 10, no. 5: 553. https://doi.org/10.3390/met10050553
APA StyleTruong, T. -T., Hsu, Q. -C., Tong, V. -C., & Sheu, J. -J. (2020). A Design Approach of Porthole Die for Flow Balance in Extrusion of Complex Solid Aluminum Heatsink Profile with Large Variable Wall Thickness. Metals, 10(5), 553. https://doi.org/10.3390/met10050553