Fatigue Life Assessment of Refill Friction Stir Spot Welded Alclad 7075-T6 Aluminium Alloy Joints

 ,
,  , ,
, ,  and
and 
Abstract
:1. Introduction
2. Experimental Methodology
2.1. Material
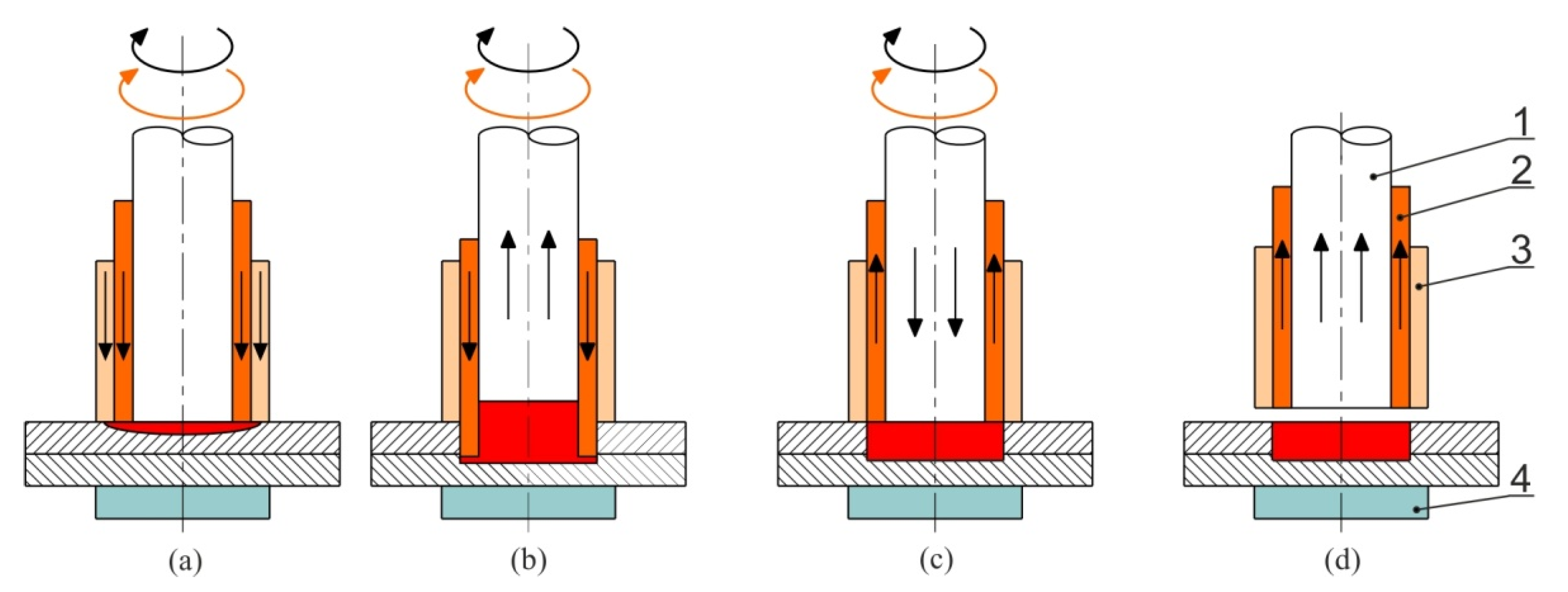
2.2. Welding Process
- The clamping ring is fixed on the top surface of the upper sheet, and the tool stays there for a certain amount of time to produce the initial frictional pre-heating (Figure 2a),
- the sleeve plunges the sheet to the desired depth, and, at the same time, the pin moves in the opposite direction (Figure 2b),
- after reaching the desired plunge depth, the directions of movement of both the sleeve and pin begin to reverse (Figure 2c),
- the weld cycle is completed by removing the tool from the surfaces of the sheets (Figure 2d).
2.3. Fatigue Test
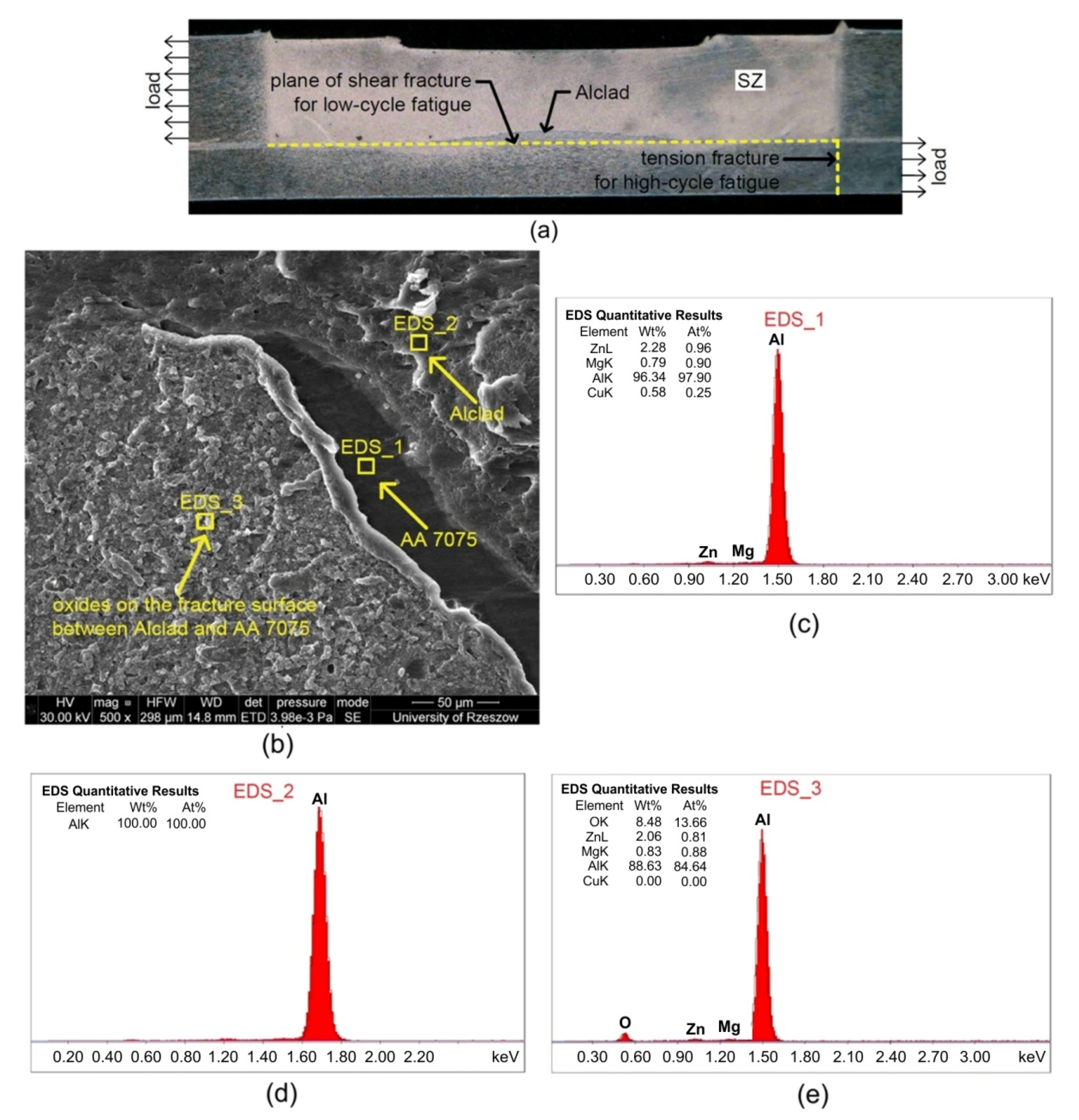
2.4. Characterisation of Fracture Surfaces
3. Results and Discussion
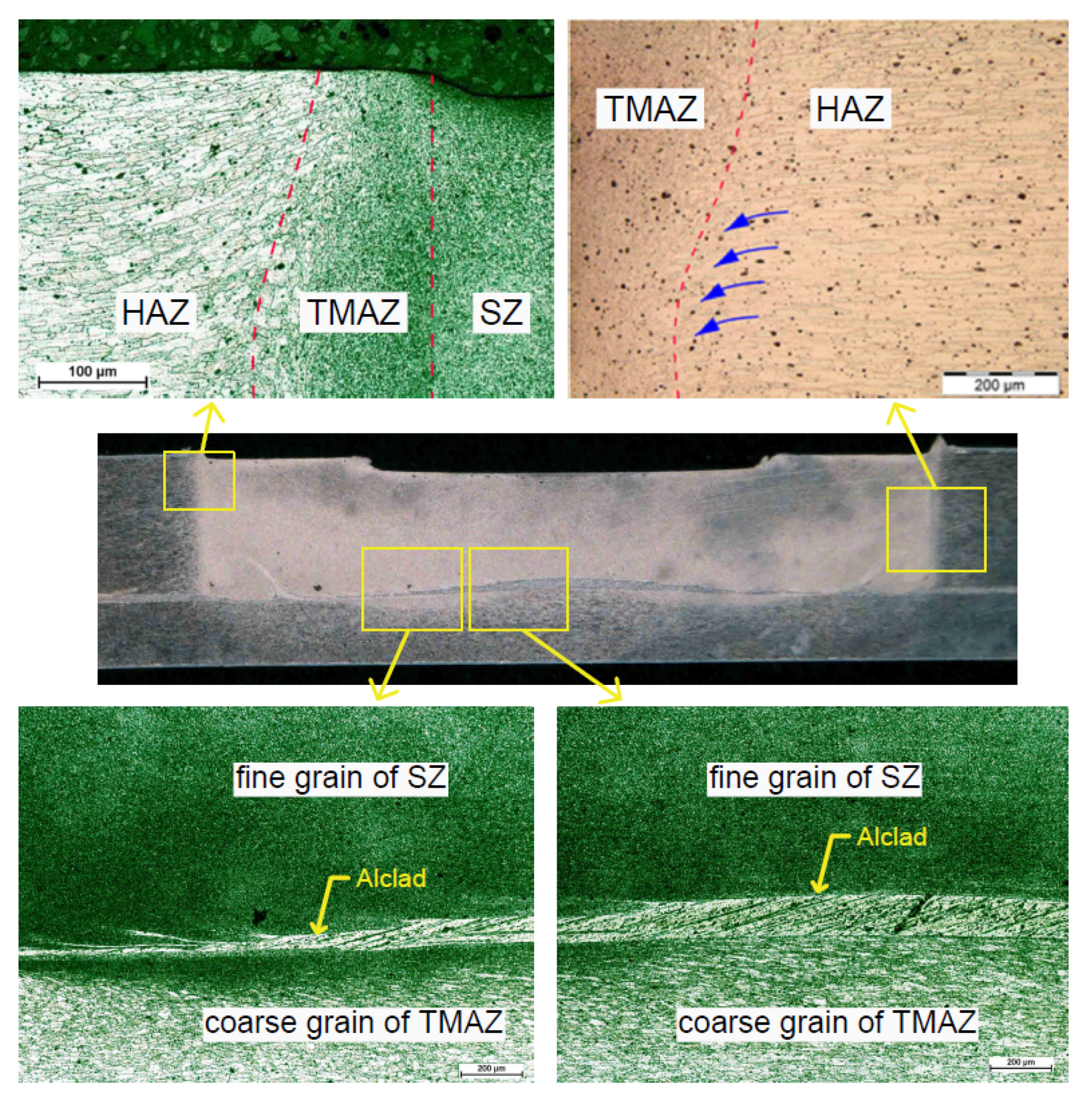
3.1. Microstructure Analysis
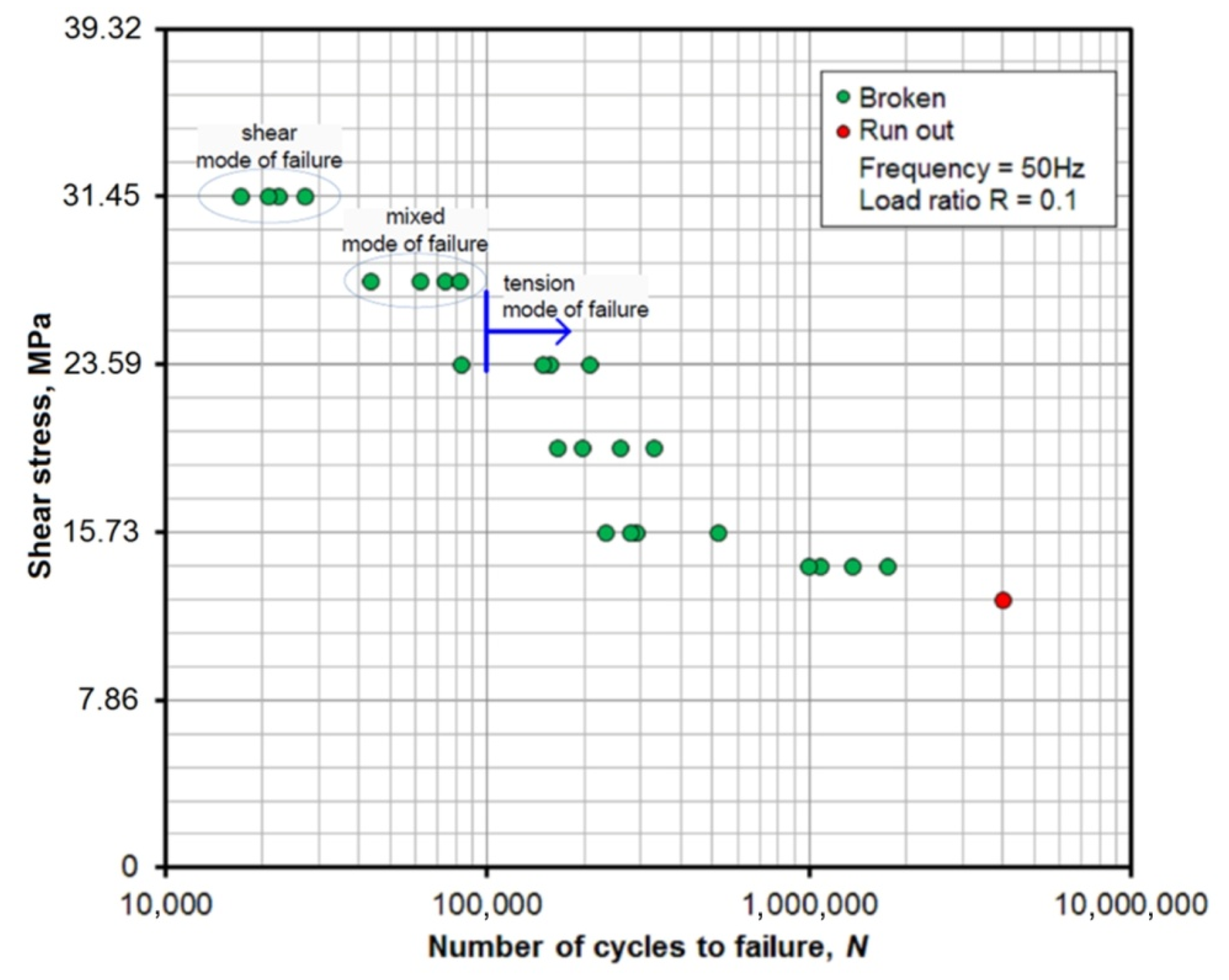
3.2. Fatigue Diagram
3.3. Fatigue with a High Value of Stress
3.4. Fatigue with a Low Value of Stress
3.5. Fatigue Crack Growth Rate
4. Residual Stresses Induced by Friction Stir Welding
- type-I: extend over macroscopic areas and are averaged over several grains,
- type-II: extend between grains or sub-regions of grains and averaged over these areas,
- type-III: act on the inter-atomic level such as around inclusions or dislocation.
5. Conclusions
- As far as fatigue strength in low cycle conditions is concerned, the joints were mainly damaged by shearing in the plane in which the sheets were joined.
- The bonding ligament is the main element of the RFSSW joint weakening the fatigue strength of the joint.
- The RFSSW joint of Alclad sheets is contaminated by a high content of aluminium oxides. The presence of aluminium oxides aggravates the heterogeneity of the material in the weld nugget around its periphery and is a source of crack nucleation. Oxides could partially break down and be released from the outside of the weld area during the welding process.
- As far as fatigue strength is concerned in low stress-loading conditions, determined by the number of 105 cycles with a variable force, all test specimens were destroyed as a result of stretching the lower sheet.
- Paris’s law for crack propagation has been successfully adopted to predict the fatigue crack growth of lap-shear RFSSW specimens. Although some assumptions have been made, the comparison of the analytical and experimental fatigue crack growth rate confirms the potential of Paris’s law to analyse the crack growth in RFSSW joints.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Schilling, C.; dos Santos, J. Method and device for linking at least two adjoining work pieces by friction welding. US Patent 6722556B2, 20 April 2004. [Google Scholar]
- Jata, K.V.; Sankaran, K.K.; Ruschau, J.J. Friction-stir welding effects on microstructure and fatigue of aluminum alloy 7050-T7451. Metall. Mater. Trans. A 2000, 31, 2181–2192. [Google Scholar] [CrossRef]
- Zhao, Y.; Dong, C.; Wang, C.; Miao, S.; Tan, J.; Yi, Y. Microstructures evolution in refill friction stir spot welding of Al-Zn-Mg-Cu alloy. Metals 2020, 10, 145. [Google Scholar] [CrossRef] [Green Version]
- Schmal, C.; Meschut, G.; Buhl, N. Joining of high strength aluminum alloys by refill friction stir spot welding (III-1854-18). Weld. World 2019, 63, 541–550. [Google Scholar] [CrossRef]
- Shen, Z.; Yang, X.; Zhang, Z.; Cui, L.; Li, T. Microstructure and failure mechanisms of refill friction stir spot welded 7075-T6 aluminum alloy joints. Mater. Des. 2013, 44, 476–486. [Google Scholar] [CrossRef]
- Fratini, L.; Pasta, S.; Reynolds, A.P. Fatigue crack growth in 2024-T351 friction stir welded joints: Longitudinal residual; stress and microstructural effect. Int. J. Fatigue 2009, 31, 495–500. [Google Scholar] [CrossRef]
- Hatamleh, O.; Lyons, J.; Forman, R. Laser and shot peening effects on fatigue crack growth in friction stir welded 7075-T7351 aluminum alloy joints. Int. J. Fatigue 2007, 29, 421–434. [Google Scholar] [CrossRef]
- Jana, S.; Mishra, R.S.; Baumann, J.B.; Grant, G. Effect of stress ratio on the fatigue behavior of a friction stir processed cast Al–Si–Mg alloy. Scripta Mater. 2009, 61, 992–995. [Google Scholar] [CrossRef]
- Cavaliere, P.; Santis, A.D.; Panella, F.; Squillace, A. Effect of welding parameters on mechanical and microstructural properties of dissimilar AA6082-AA2024 joints produced by friction stir welding. Mater. Des. 2009, 30, 609–616. [Google Scholar] [CrossRef]
- Zhou, C.; Yang, X.; Luan, G. Effect of root flaws on the fatigue property of frictionstir welds in 2024-T3 aluminium alloys. Mater. Sci. Eng. A 2006, 418, 155–160. [Google Scholar] [CrossRef]
- Wang, X.; Wang, K.; Shen, Y.; Hu, K. Comparison of fatigue property between friction stir and TIG welds. J. Univ. Sci. Technol. B. 2008, 15, 280–284. [Google Scholar] [CrossRef]
- Uemastu, Y.; Tokaji, K.; Shibata, H.; Tozaki, Y.; Ohmune, T. Fatigue behavior of friction stir welds without neither welding flash nor flaw in several aluminium alloys. Int. J. Fatigue 2009, 31, 1443–1453. [Google Scholar]
- Di, S.; Yang, X.; Luan, G.; Jian, B. Comparative study on fatigue properties betweenAA2024-T4 friction stir welds and base materials. Mater. Sci. Eng. A 2006, 435–436, 389–395. [Google Scholar] [CrossRef]
- James, M.N.; Hattingh, D.G.; Bradley, G.R. Weld tool travel speed effects on fatigue life of friction stir welds in 5083 aluminium. Int. J. Fatigue 2003, 25, 1389–1398. [Google Scholar] [CrossRef]
- Ericsson, M.; Sandstrom, R. Influence of welding speed on the fatigue of friction stir welds, and comparison with MIG and TIG. Int. J. Fatigue 2003, 25, 1379–1387. [Google Scholar] [CrossRef]
- Sivaraj, P.; Kanagarajan, D.; Balasubramanian, V. Fatigue cract growth behaviour of friction stir welded AA7075-T651 aluminium alloy joints. Trans. Nonferr. Met. Soc. Chin. 2014, 24, 2459–2467. [Google Scholar] [CrossRef]
- Sharma, C.; Dweredi, D.K.; Kumar, P. Fatigue behavior of friction stir weld joints of Al–Zn–Mg alloy AA7039 developed using base metal in different temper condition. Mater. Des. 2014, 64, 334–344. [Google Scholar] [CrossRef]
- Effertz, P.S.; Infante, V.; Quintino, L.; Suhuddin, U.; Hanke, S.; dos Santos, J.F. Fatigue life assessment of friction spot welded 7075-T76 aluminium alloy using Weibull distribution. Int. J. Fatigue 2016, 87, 381–390. [Google Scholar] [CrossRef]
- Hassanifard, S.; Mohammadpour, M.; Rashid, H.A. A novel method for improving fatigue life of friction stir spot welded joints using localized plasticity. Mater. Des. 2014, 53, 962–971. [Google Scholar] [CrossRef]
- Lin, P.C.; Lin, S.H.; Pan, J.; Pan, T. Failure modes and fatigue life estimations of spot friction welds in lap-shear specimens of aluminum 6111–T4 sheets. Part 1: Welds made by a concave tool. Int. J. Fatigue 2008, 30, 74–89. [Google Scholar] [CrossRef]
- Singh, R.K.R.; Prasad, R.; Pandey, S.; Sharma, S.K. Effect of cooling environment and welding speed on fatigue properties of friction stir welded Al-Mg-Cr alloy. Int. J. Fatigue 2019, 127, 551–563. [Google Scholar] [CrossRef]
- Wang, D.A.; Chen, C.H. Fatigue lives of friction stir spot welds in aluminium 6061-T6 sheets. J. Mater. Proc. Tech. 2009, 209, 367–375. [Google Scholar] [CrossRef]
- Wang, S.; Wei, X.; Xu, J.; Hong, J.; Song, X.; Yu, C.; Chen, J.; Chen, X.; Lu, H. Strengthening and toughening mechanisms in refilled friction stir spot welding of AA2014 aluminum alloy reinforced by graphene nanosheets. Mater. Design 2020, 186, 108212. [Google Scholar] [CrossRef]
- Kubit, A.; Trzepiecinski, T.; Faes, K.; Drabczyk, M.; Bochnowski, W.; Korzeniowski, M. Analysis of the effect of structural defects on the fatigue strength of RFSSW joints using C-scan scanning acoustic microscopy and SEM. Fatigue Fract. Eng. Mater. 2019, 42, 1308–1321. [Google Scholar] [CrossRef]
- Kubit, A.; Trzepiecinski, T.; Bochnowski, W.; Drabczyk, M.; Faes, K. Analysis of the mechanism of fatigue failure of the refill friction stir spot welded overlap joints. Arch. Civ. Mech. Eng. 2019, 19, 1419–1430. [Google Scholar] [CrossRef]
- Shahani, A.R.; Farrahi, A. Experimental investigation and numerical modeling of the fatigue crackgrowth in friction stir spot welding of lap-shear specimen. Int. J. Fatigue 2019, 125, 520–529. [Google Scholar] [CrossRef]
- Chowdhury, S.H.; Chen, D.L.; Bhole, S.D.; Cao, X.; Wanjara, P. Lap shear strength and fatigue life of friction stir spot welded AZ31magnesium and 5754 aluminum alloys. Mater. Sci. Eng. A 2012, 556, 500–509. [Google Scholar] [CrossRef]
- Lin, P.C.; Su, Z.M.; He, R.Y.; Lin, Z.L. Failure modes and fatigue life estimations of spot friction welding cross-tension specimens of aluminum 6061-T6 sheets. Int. J. Fatigue 2012, 38, 25–35. [Google Scholar] [CrossRef]
- Li, H.; Gao, J.; Li, G. Fatigue of friction stir welded aluminum alloy joints: A review. Appl. Sci. 2018, 8, 2626. [Google Scholar] [CrossRef] [Green Version]
- Campanelli, L.; Uceu, S.; dos Santos, J.; Alcântara, N. Parameters optimization for friction spot welding of AZ31 magnesium alloy by Taguchi method. Soldagem Inspeção 2011, 17, 26–31. [Google Scholar] [CrossRef] [Green Version]
- Rosendo, T.; Barra, B.; Tier, M.A.D.; da Silva, A.A.M.; dos Santos, J.F.; Strohaecker, T.T.; Alcântara, N.G. Mechanical and microstructure investigation of friction spot welded AA6181-T4 aluminum alloy. Mater. Des. 2011, 32, 1094–1100. [Google Scholar] [CrossRef]
- Uematsu, Y.; Tokaj, K. Comparison of fatigue behavior between resistance spot and friction stir spot welded aluminum alloy sheets. Sci. Technol. Weld. Joi. 2009, 14, 62–67. [Google Scholar] [CrossRef]
- Azevedo, J.; Infante, V.; Quintino, L.; dos Santos, J. Fatigue behaviour of friction stir welded steel joints. Adv. Mater. Res. 2014, 891–892, 1488–1493. [Google Scholar] [CrossRef]
- Toumpis, A.; Galloway, A.; Molter, L.; Polezhayeva, H. Systematic investigation of the fatigue performance of a friction stir welded low alloy steel. Mater. Design 2015, 80, 116–128. [Google Scholar] [CrossRef] [Green Version]
- Uematsu, Y.; Tokaji, K.; Tozaki, Y.; Kurita, T.; Murata, S. Effect of re-filling probe hole on tensile failure and fatigue behavior of friction stir spot welded joints in Al–Mg–Si alloy. Int. J. Fatigue 2008, 30, 1956–1966. [Google Scholar] [CrossRef]
- Wang, X.J.; Wang, X.L.; Zhang, Z.K.; Wang, L.; Zhao, Q.S.; Deng, X.B. Fatigue behavior of friction spot stir welding with no-keyhole of aluminum alloy. Adv. Mater. Res. 2014, 1052, 509–513. [Google Scholar] [CrossRef]
- Kluz, R.; Kubit, A.; Trzepiecinski, T.; Faes, K. Polyoptimisation of the refill friction stir spot welding parameters applied in joining 7075-T6 Alclad aluminium alloy sheets used in aircraft components. Int. J. Adv. Manuf. Tech. 2019, 103, 3443–3457. [Google Scholar] [CrossRef] [Green Version]
- Roylance, D. Fatigue; Massachusetts Institute of Technology: Cambridge, MA, USA, 2001; Available online: http://web.mit.edu/course/3/3.11/www/modules/fatigue.pdf (accessed on 15 March 2020).
- Chen, H.B.; Wang, J.F.; Zhen, G.D.; Chen, S.B.; Lin, T. Effects of initial oxide on microstructural and mechanical properties of friction stir welded AA2219 alloy. Mater. Des. 2015, 86, 49–54. [Google Scholar]
- Venukumar, S.; Muthukumaran, S.; Yalagi, S.G.; Kailas, S.V. Failure modes and fatigue behavior of conventional and refilled friction stir spot welds in AA 6061-T6 sheets. Int. J. Fatigue 2014, 61, 93–100. [Google Scholar] [CrossRef]
- Su, Z.M.; He, R.Y.; Lin, P.C.; Dong, K. Fatigue analyses for swept friction stir spot welds in lap-shear specimens of Alclad 2024-T3 aluminum sheets. Int. J. Fatigue 2014, 61, 129–140. [Google Scholar] [CrossRef]
- Paris, P.C.; Erdogan, F. A critical analysis of crack propagation laws. J. Basic Eng. 1963, 85, 528–533. [Google Scholar] [CrossRef]
- Theos, A. Design and Analysis of Welded Aircraft Wing Panels. Ph.D. Thesis, Cranfield Univesity, Bedford, UK, 5 December 2005. [Google Scholar]
- Williams, S.W.; Steuwer, A. Residual stresses in friction stir welding. In Friction Stir Welding; Lohwasser, D., Chen, Z., Eds.; CRC Press: Boca Raton, DC, USA, 2010; pp. 215–244. [Google Scholar]
- Carlone, P.; Citarella, R.; Sonne, M.R.; Hattel, J.H. Multiple crack growth prediction in AA2024-T3 friction stir welded joints, including manufacturing effects. Int. J. Fatigue 2016, 90, 69–77. [Google Scholar] [CrossRef] [Green Version]
- Bussu, G.; Irving, P.E. The role of residual stress and heat affected zone properties on fatigue crack propagation in friction stir welded 2024-T351 aluminium joints. Int. J. Fatigue 2003, 25, 77–88. [Google Scholar] [CrossRef]
- Hong, S.; Kim, S.; Lee, C.G.; Kim, S.J. Fatigue crack propagation behaviour of friction stir welded Al-Mg-Si alloy. Scripta Mater. 2006, 55, 1007–1010. [Google Scholar] [CrossRef]
- Tra, T.H.; Okazaki, M.; Suzuki, K. Fatigue crack propagation behaviour in friction stir welding of AA6063-T5: roles of residual stress and microstructure. Int. J. Fatigue 2012, 43, 23–29. [Google Scholar] [CrossRef]
- Pouget, G.; Reynolds, A.P. Residual stress and microstructure effects on fatigue crack growth in AA2050 friction stir welds. Int. J. Fatigue 2008, 30, 463–472. [Google Scholar] [CrossRef]
- Citarella, R.; Carlone, P.; Lepore, M.; Palazzo, G.S. Numerical-experimental crack growth analysis in AA2024-T3 FSWed butt joint. Adv. Eng. Software 2015, 80, 47–57. [Google Scholar] [CrossRef]
- Sepe, R.; Armentani, E.; di Lascio, P.; Citarella, R. Crack growth behaviour of welded stiffened panel. Procedia Eng. 2015, 109, 473–483. [Google Scholar] [CrossRef] [Green Version]
- Carlone, P.; Citarella, R.; Lepore, M.; Palazzo, G.S. A FEM-DBEM investigation of the influence of process parameters on crack growth in aluminium friction stir welded butt joint. Int. J. Mater. Form. 2015, 8, 591–599. [Google Scholar] [CrossRef]
- Zadeh, M.; Ali, A.; Golestaneh, A.F.; Sahari, B.B. Three dimensional simulation of fatigue crack growth in friction stir welded joints of 2024-T351 Al alloy. J. Sci. Ind. Res. 2009, 68, 775–782. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Zn | Cr | Cu | Mg | Mn | Fe | Si | Ti | Other | |
|---|---|---|---|---|---|---|---|---|---|---|
| Each | Total | |||||||||
| 87.1–91.4 | 5.1–6.1 | 0.18–0.28 | 1.2–2.0 | 2.1–2.9 | max. 0.3 | max. 0.5 | max. 0.4 | max. 0.2 | 0.05 | 0.15 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kubit, A.; Drabczyk, M.; Trzepiecinski, T.; Bochnowski, W.; Kaščák, Ľ.; Slota, J. Fatigue Life Assessment of Refill Friction Stir Spot Welded Alclad 7075-T6 Aluminium Alloy Joints. Metals 2020, 10, 633. https://doi.org/10.3390/met10050633
Kubit A, Drabczyk M, Trzepiecinski T, Bochnowski W, Kaščák Ľ, Slota J. Fatigue Life Assessment of Refill Friction Stir Spot Welded Alclad 7075-T6 Aluminium Alloy Joints. Metals. 2020; 10(5):633. https://doi.org/10.3390/met10050633
Chicago/Turabian StyleKubit, Andrzej, Mateusz Drabczyk, Tomasz Trzepiecinski, Wojciech Bochnowski, Ľuboš Kaščák, and Jan Slota. 2020. "Fatigue Life Assessment of Refill Friction Stir Spot Welded Alclad 7075-T6 Aluminium Alloy Joints" Metals 10, no. 5: 633. https://doi.org/10.3390/met10050633
APA StyleKubit, A., Drabczyk, M., Trzepiecinski, T., Bochnowski, W., Kaščák, Ľ., & Slota, J. (2020). Fatigue Life Assessment of Refill Friction Stir Spot Welded Alclad 7075-T6 Aluminium Alloy Joints. Metals, 10(5), 633. https://doi.org/10.3390/met10050633