Interfacial Fracture Toughness Assessment of a New Titanium–CFRP Adhesive Joint: An Experimental Comparative Study




Abstract
:1. Introduction
- A novel, aerospace grade, adhesive joint between titanium and CFRP that was bonded using epoxy-based adhesive film was successfully manufactured and systematically characterized using interfacial fracture toughness experiments.
- Four characteristic high-end manufacturing approaches, including co-bonding and secondary bonding, using different composite materials, adhesive agents, and adhesive curing temperatures were compared in terms of their interfacial fracture performance.
- A data reduction scheme recently proposed by a sub-set of the present authors [2] was applied to the post-processing of the experimental data. This data reduction scheme is able to consider the two main peculiarities of the joint: bending–extension coupling and residual thermal stresses effects.
- A systematic fractographic investigation under an optical microscope was applied to cast light on the involved fracture processes.
2. Materials and Methods
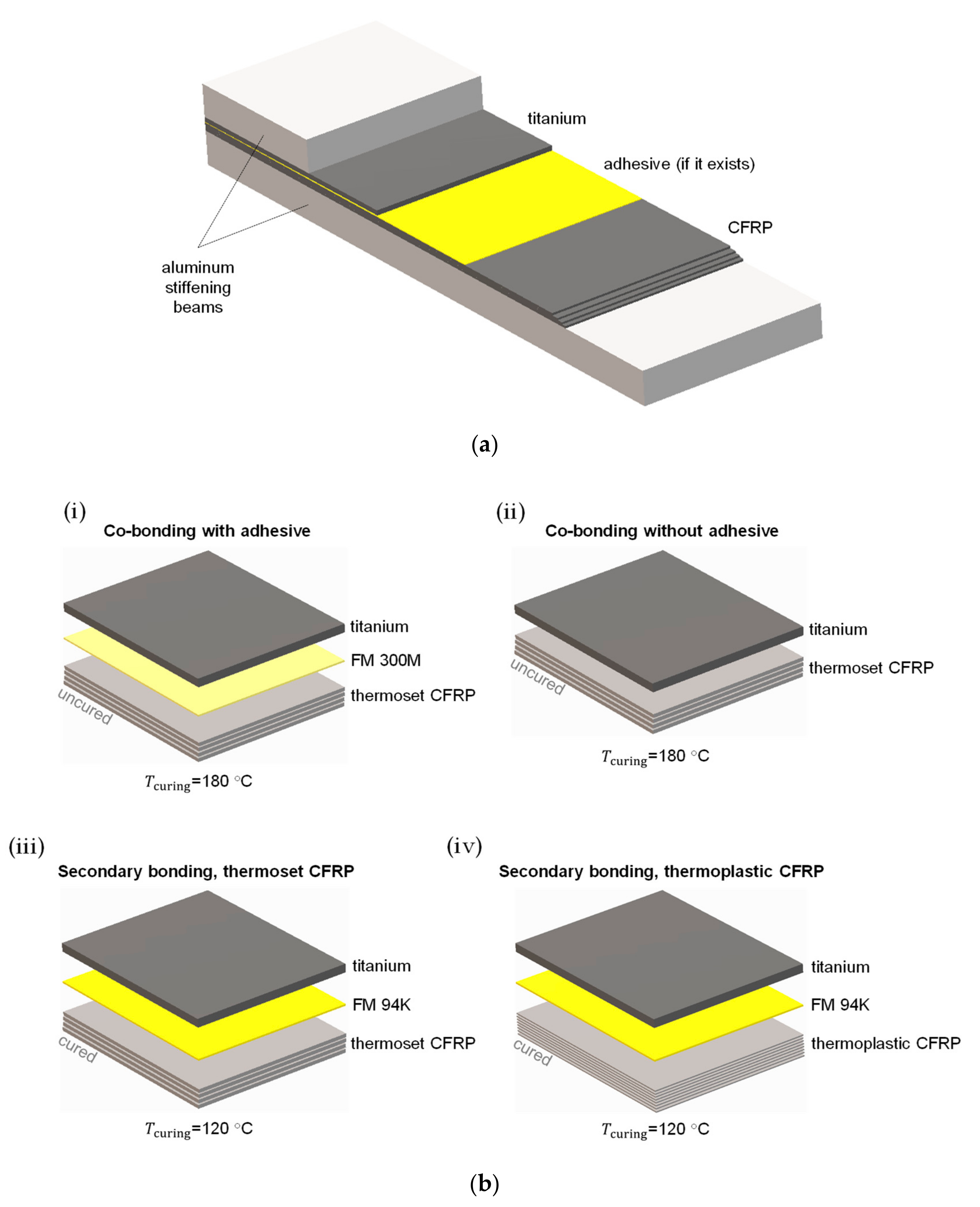
2.1. The Titanium–CFRP Adhesive Joint
2.2. The Proposed Manufacturing Options (MOs)
- MO 1: “Co-bonding with adhesive” (Figure 1b-i). Titanium and thermoset CFRP are co-bonded using an FM 300M film adhesive (Solvay Composite Materials, Tempe, AZ, USA), followed by vacuum infusion/resin transfer molding (RTM) (at 180 °C).
- MO 2: “Co-bonding without adhesive” (Figure 1b-ii). Titanium and thermoset CFRP are co-bonded without using any adhesive, followed by vacuum infusion/RTM (at 180 °C). In this MO, the excess HexFlow RTM6 epoxy resin (Hexcel Corporation, Stamford, CT, USA) of the CFRP is utilized for bonding.
- MO 3: “Secondary bonding, thermoset CFRP” (Figure 1b-iii). The thermoset CFRP is cured by vacuum infusion/RTM. Next, the titanium and thermoset CFRP are secondarily bonded using an FM 94K film adhesive (Solvay Composite Materials, Tempe, AZ, USA), followed by autoclave curing (at 120 °C).
- MO 4: “Secondary bonding, thermoplastic CFRP” (Figure 1b-iv): The thermoplastic CFRP is manufactured using fiber placement and autoclave curing techniques. Next, the titanium and thermoplastic CFRP are secondarily bonded using an FM 94K film adhesive, followed by autoclave curing (at 120 °C).
2.3. Materials
- Titanium CP40, Material AMS4902, Grade 2 (Salomon’s Metalen, Groningen, The Netherlands) with the rolling direction parallel to the length direction of the resulting test specimens.
- For the thermoset CFRP: HexFlow RTM6 epoxy resin and 5-harness weave fabric Hexforce G0926 (Hexcel Corporation, Stamford, CT, USA) with a 6K HS carbon fiber and an areal weight of 370 gsm.
- For the thermoplastic CFRP: Cetex TC1320 PEKK (Toray Advanced Composites, Morgan Hill, CA, USA) with an AS4D fiber and an areal weight of 145 gsm.
- Aluminum 2024 T3 (Salomon’s Metalen, Groningen, The Netherlands).
- Adhesives: (a) FM 300M 0.03 psf adhesive film with a mat carrier, an areal weight equal to 150 gsm, and a nominal thickness equal to 0.13 mm. (b) FM 94K 0.06 psf adhesive film with a knit carrier, an areal weight equal to 293 gsm, and a nominal thickness equal to 0.25 mm.
- 3M Scotch-Weld 9323 B/A adhesive (3M, St. Paul, MN, USA) with a nominal thickness equal to 0.20 mm.
- Upilex-25S foil (Airtech, Niederkom, Luxembourg) with a thickness equal to 0.025 mm.
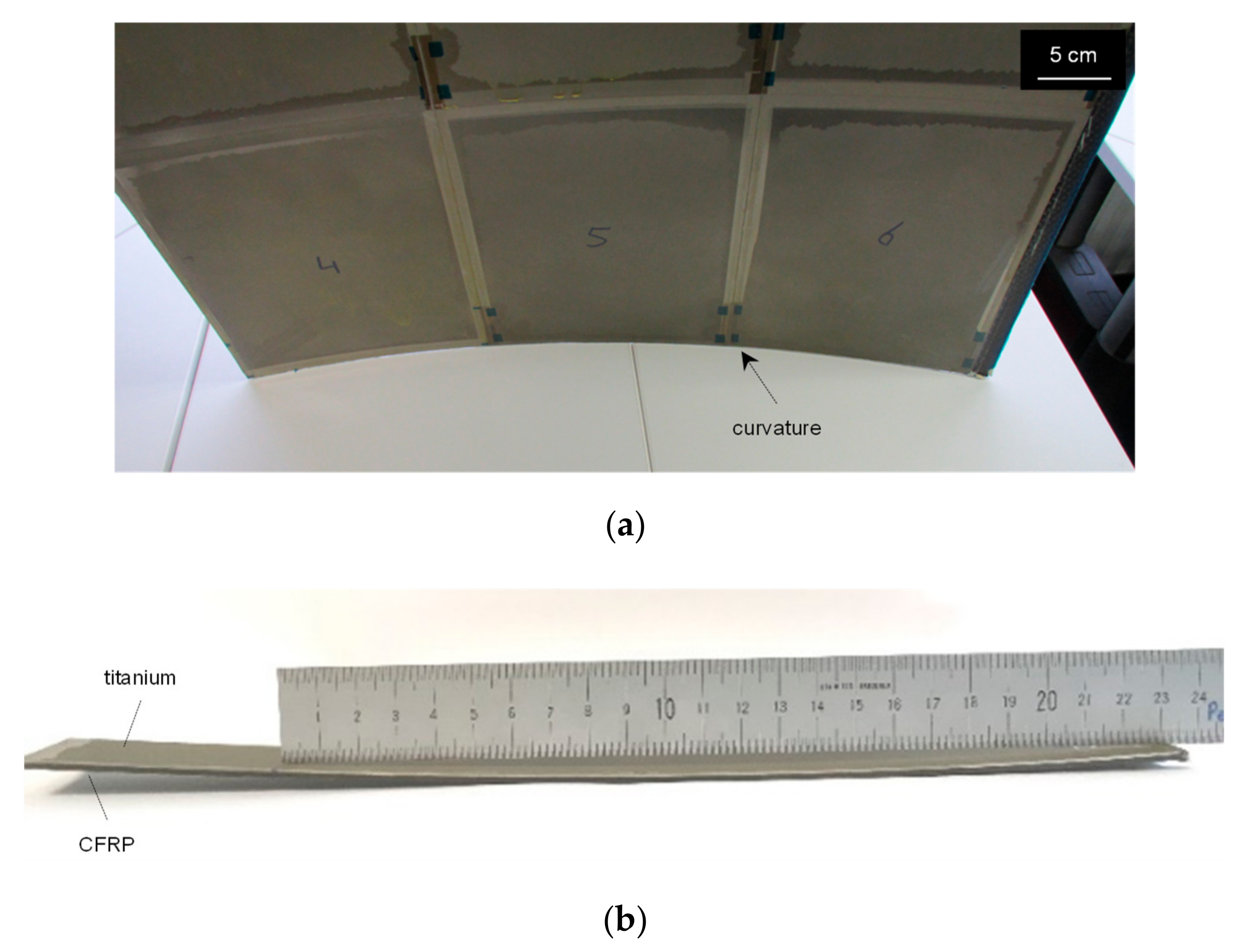
2.4. Manufacturing Processes and Preparation of the Test Specimens
2.5. Mechanical Experiments
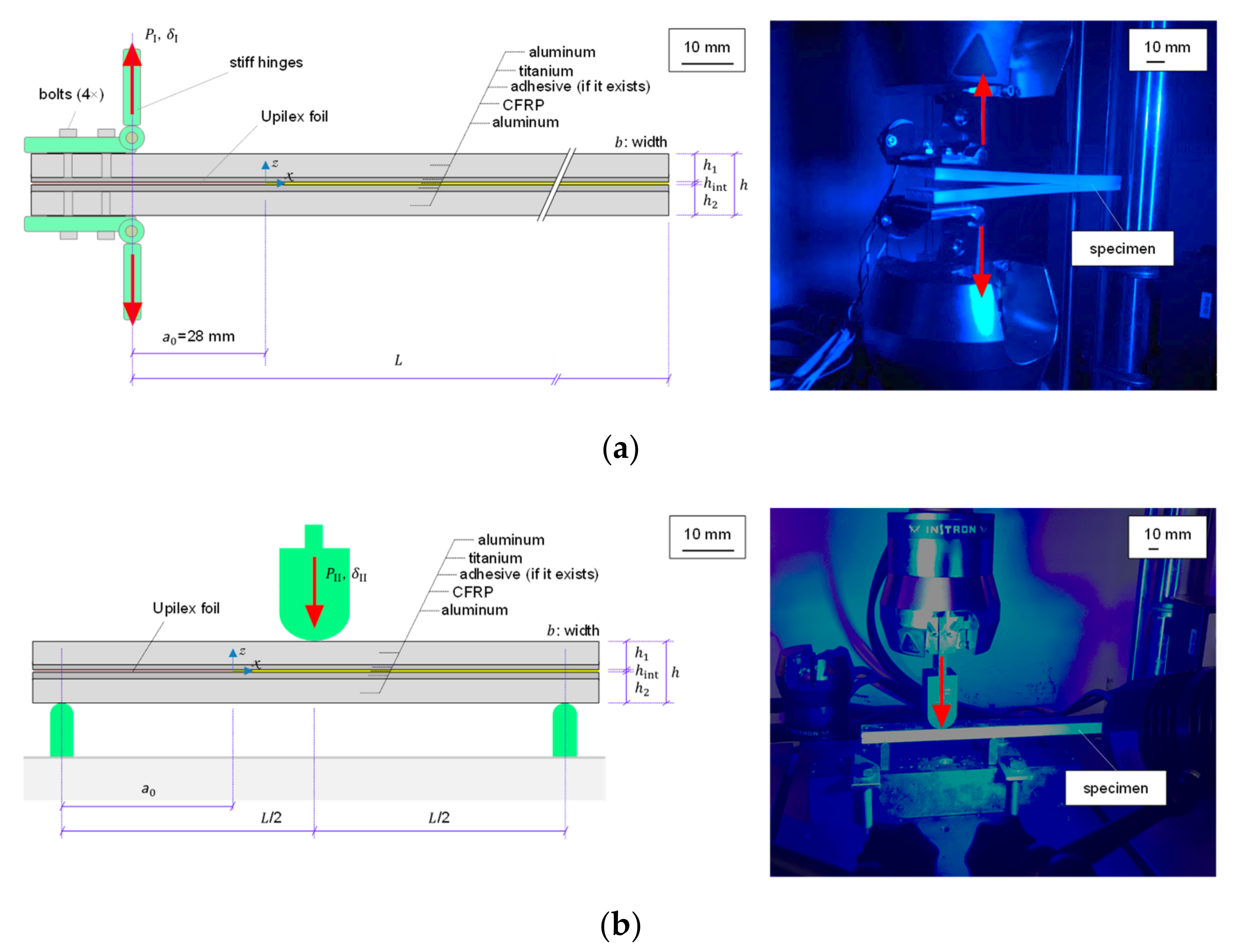
2.5.1. Double Cantilever Beam (DCB) Experiments
2.5.2. End-Notched Flexure (ENF) Experiments
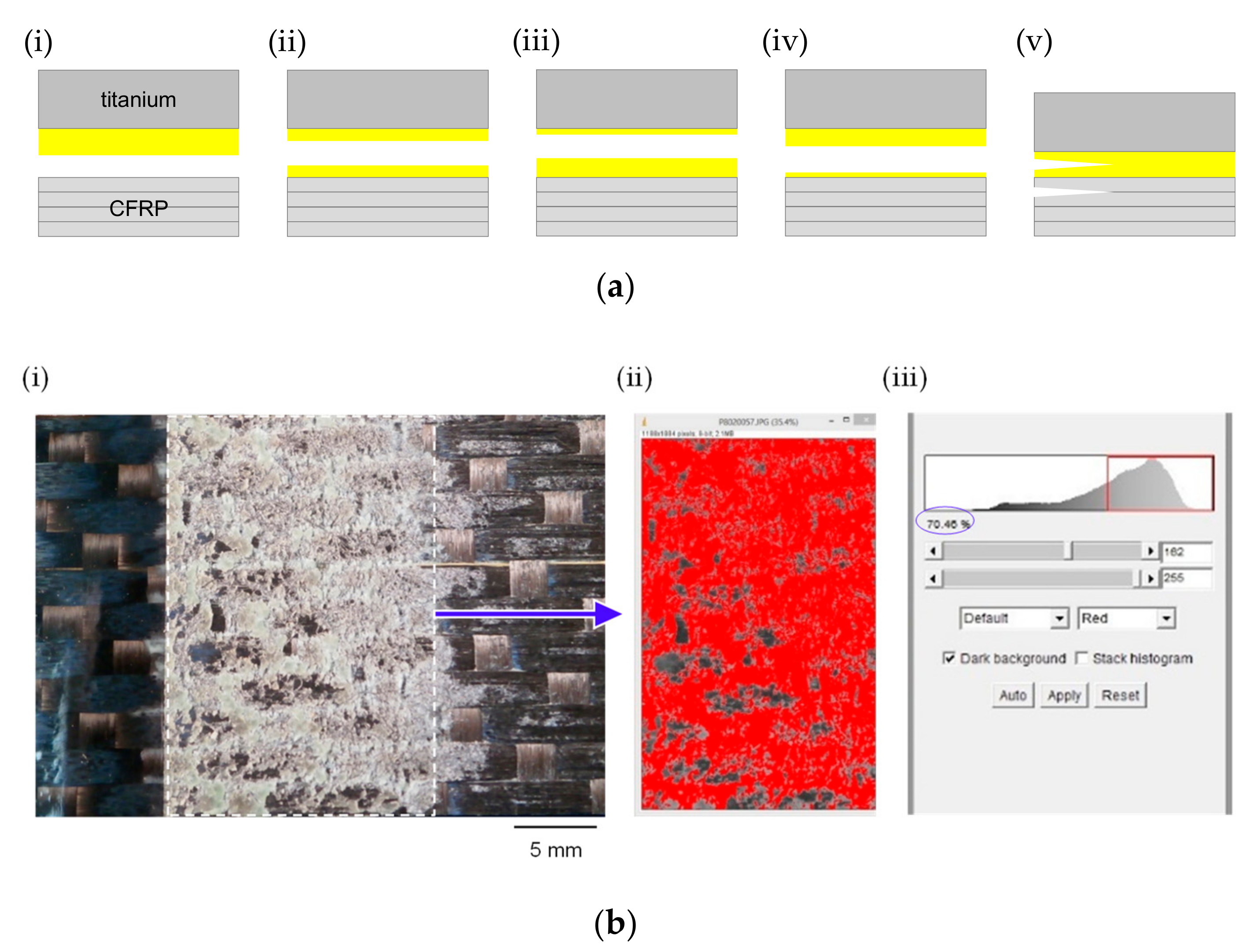
2.6. Fractographic Investigation
2.7. Experimental Data Reduction
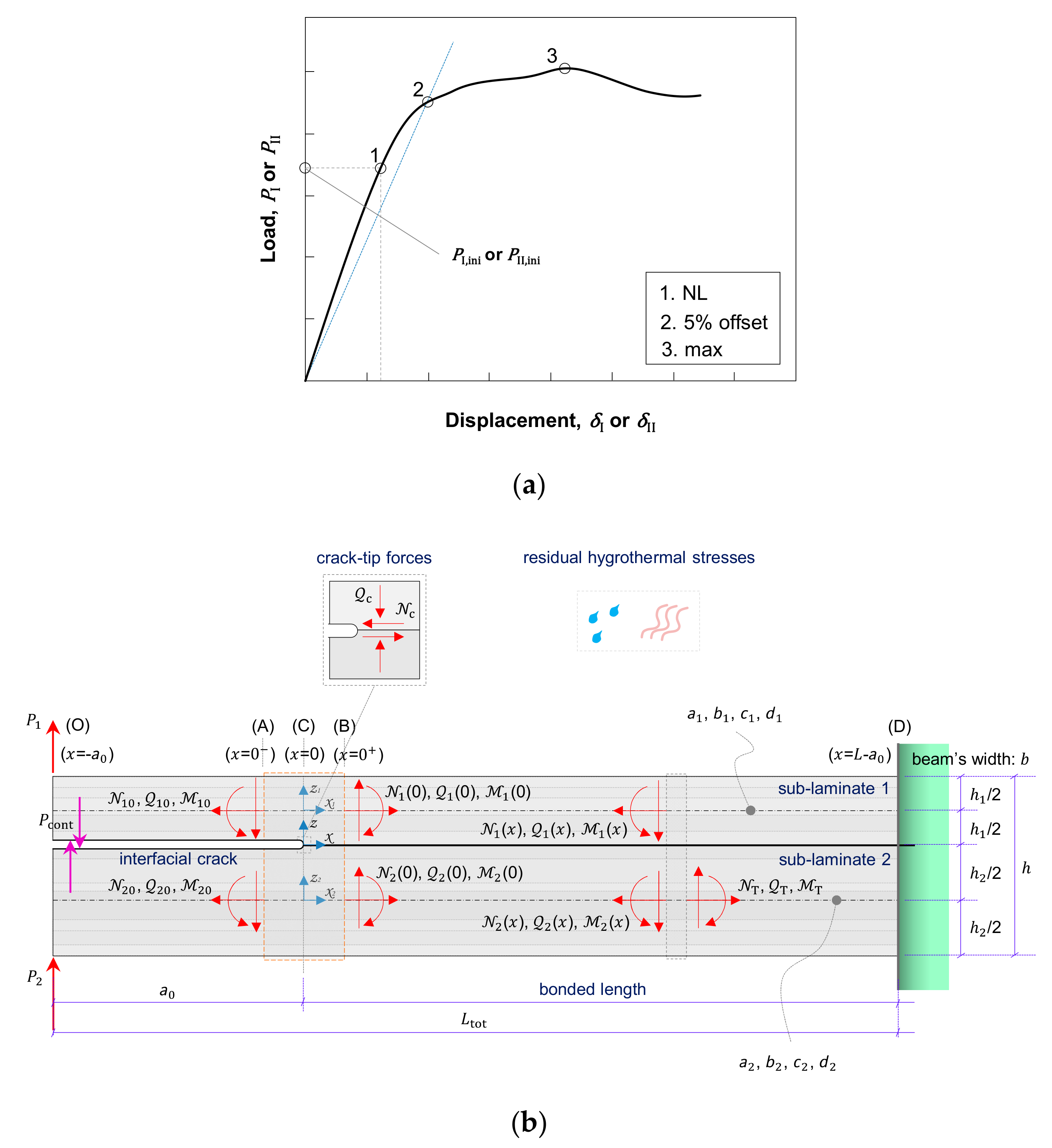
2.7.1. Determination of the Crack Initiation Load
2.7.2. Determination of the Total Strain Energy Release Rate (SERR) and Mode Mixity
- For the DCB test:
- For the ENF test:
- For the DCB configuration: and (while ). Further, .
- For the ENF configuration: and . Further, .
3. Results and Discussion
3.1. Results from the Double Cantilever Beam (DCB) Experiments
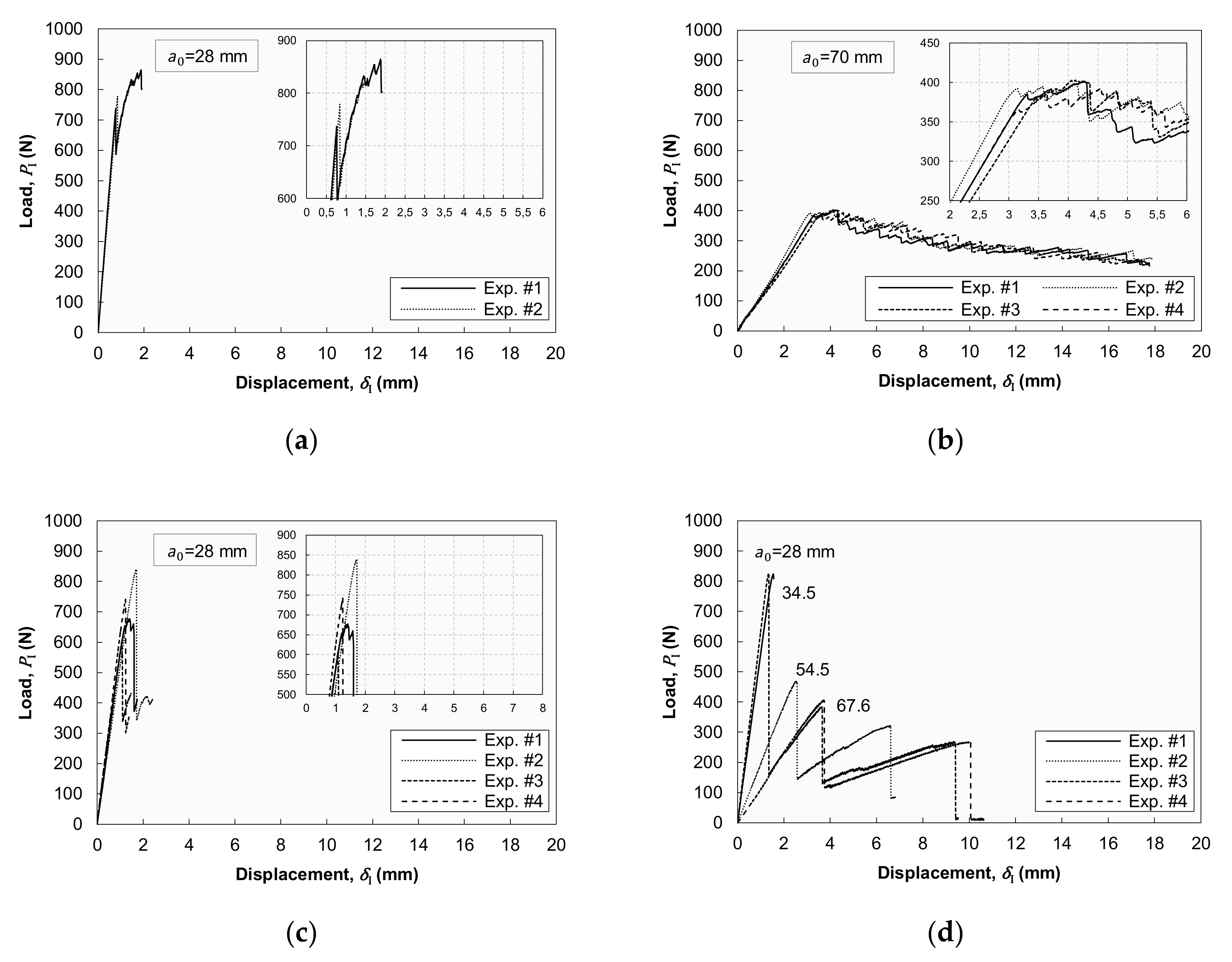
3.1.1. Load–Displacement Curves
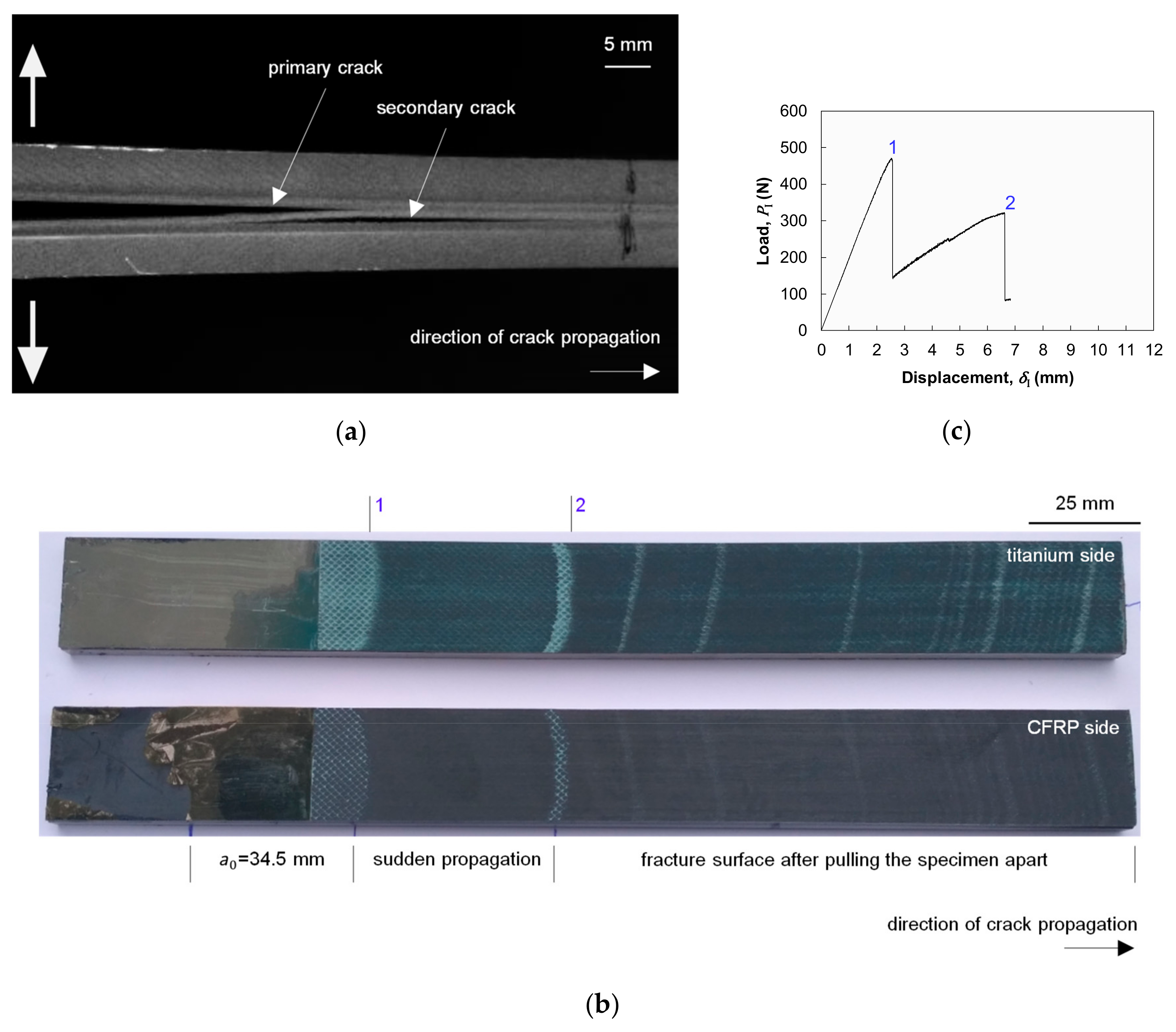
3.1.2. Fracture Behaviors During Testing and Fractographic Analyses
3.1.3. Fracture Toughness Performance
3.2. Results from the End-Notched Flexure (ENF) Experiments
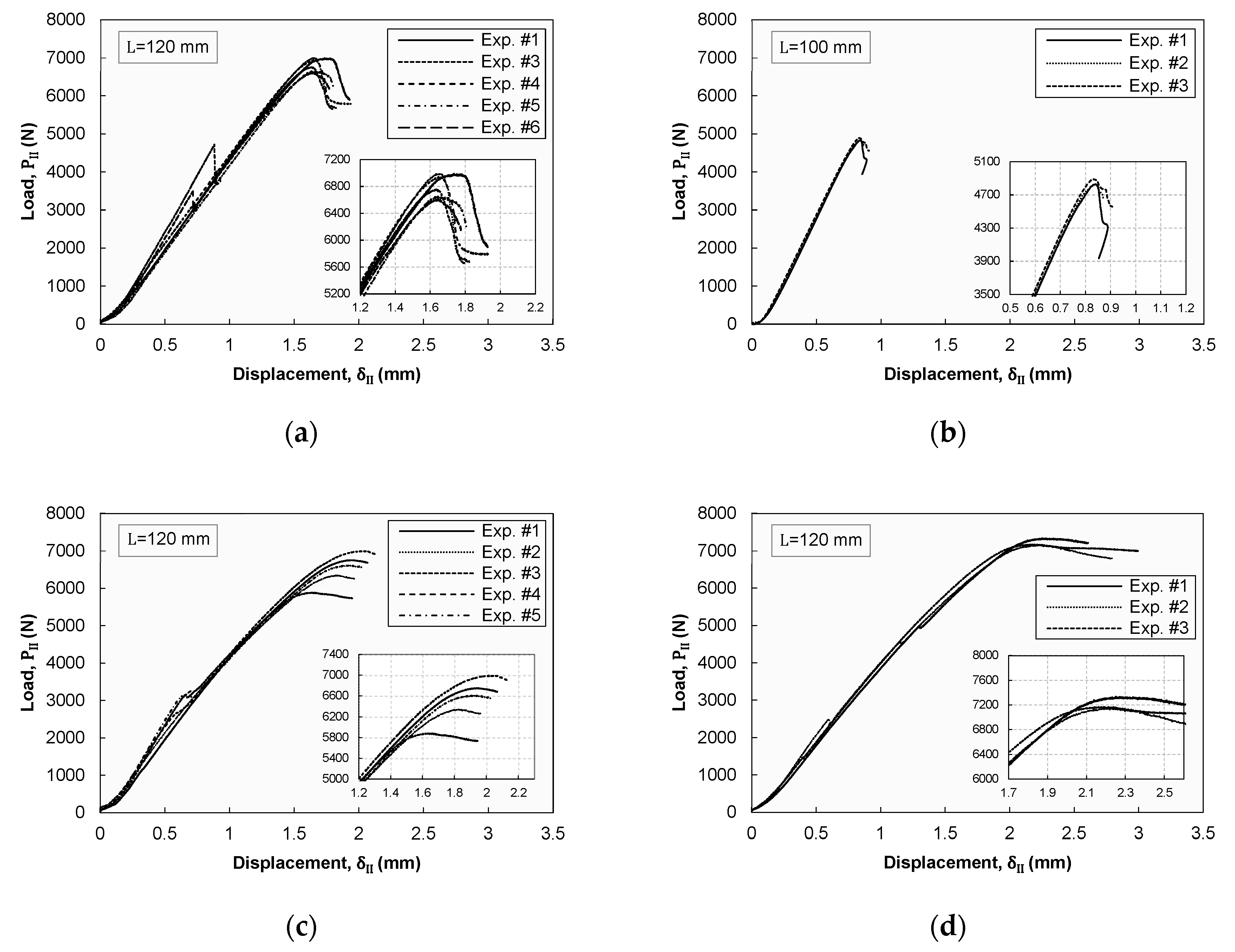
3.2.1. Load–Displacement Curves
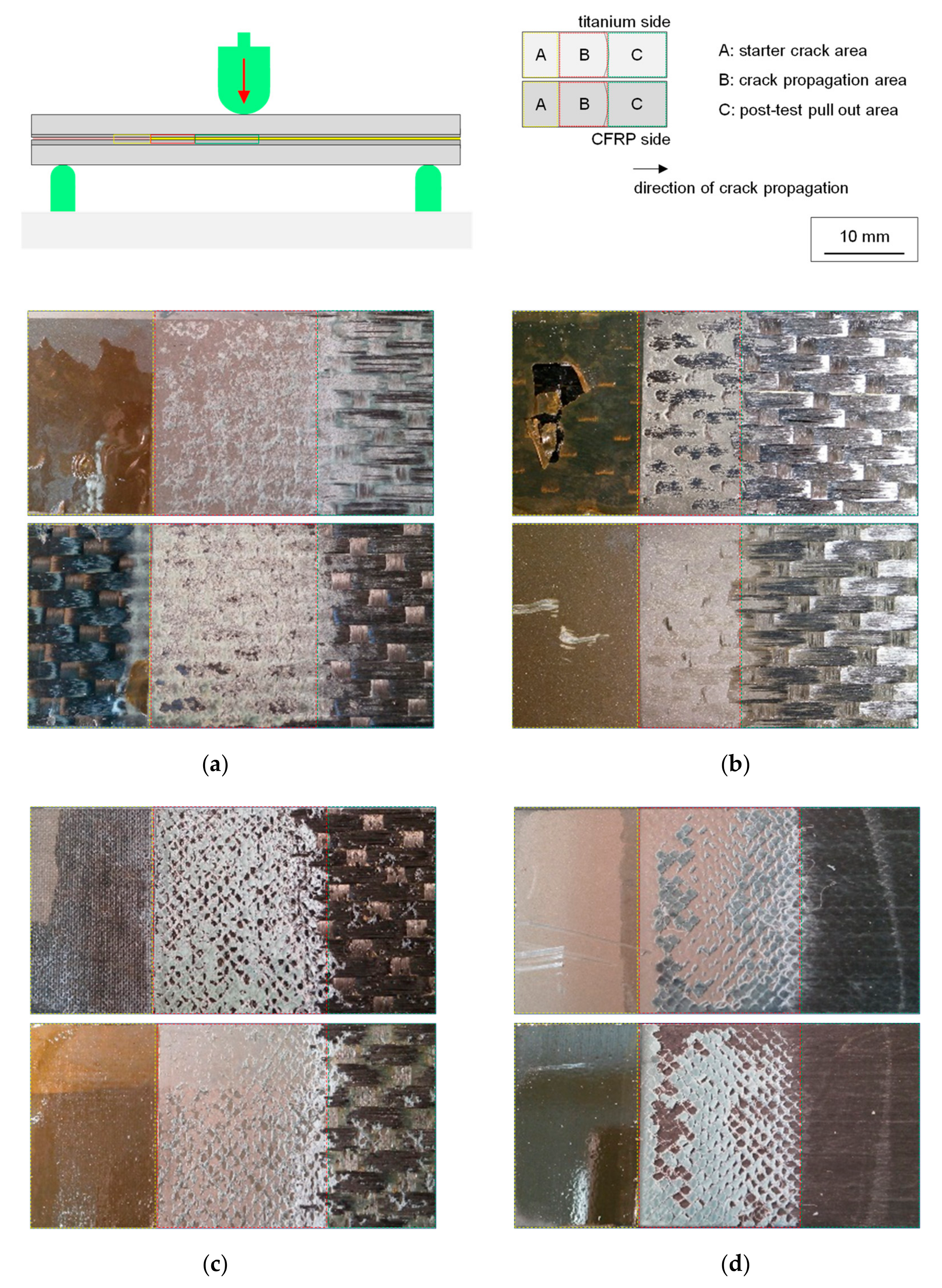
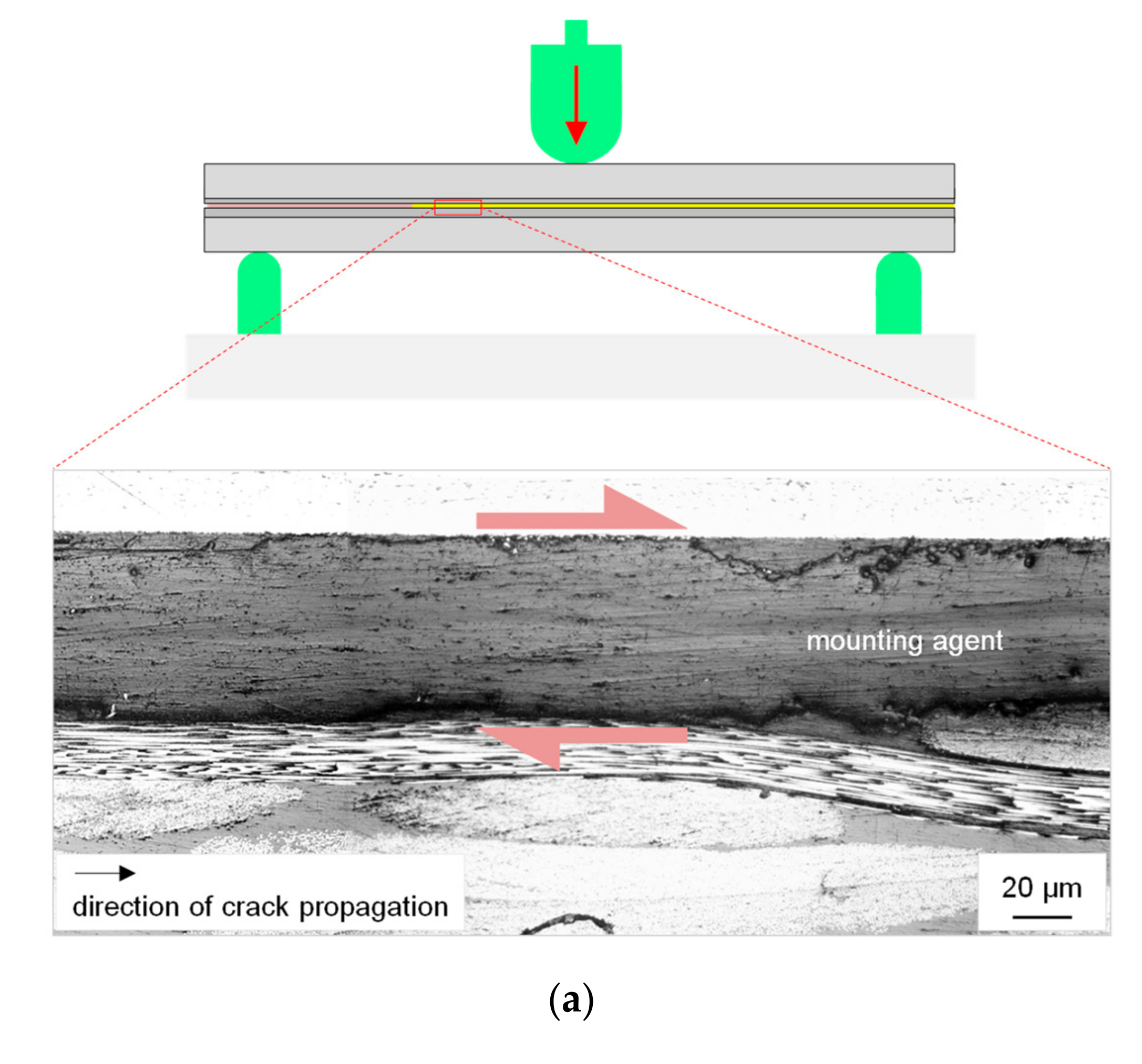
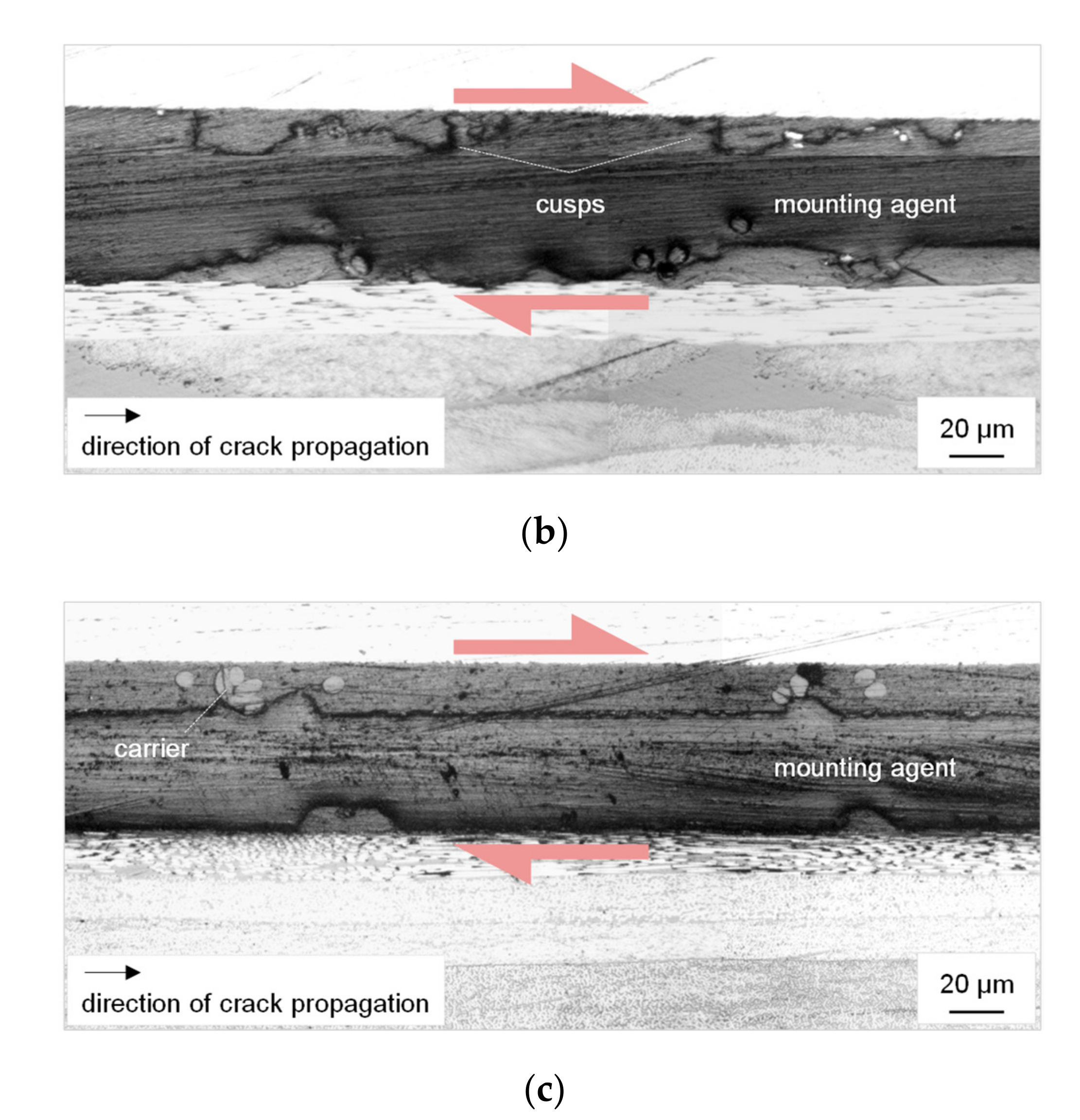
3.2.2. Fracture Behaviors During Testing and Fractographic Analyses
3.2.3. Fracture Toughness Performance
4. Conclusions
- Concerning MOs 1, 2, and 3, the interface between titanium and CFRP proved to be tough after the performed surface pre-treatment. Thus, the “weak link” of the joint was transferred to the interface between the first and second composite layer. As a result, during the DCB test, delaminations were formed and propagated through this interface. On the contrary, no adherent failure was observed in the MO 4 specimens, while the principal failure mode was adhesive failure.
- In terms of initiation fracture toughness, calculated as the total SERR at , the best and worst performing MOs were MOs 4 and 1, respectively. According to the utilized data reduction model, they attained SERR values equal to 874 N/m (MO 4) and 467 N/m (MO 1).
- Due to the bending–extension coupling and residual thermal stresses effects, mode mixity was inevitably introduced in all tests. The mode mixity was, however, consistently low at (lower that 6.1%) for all MOs.
- The three failure modes observed in the ENF tests were adhesive failure, cohesive failure, and thin-layer cohesive failure. Between them, the primary failure mode for all MOs was the third one. No secondary cracking/adherent failure phenomena were observed.
- In terms of initiation fracture toughness, calculated as the total SERR at , the best and worst performing MOs were MOs 4 and 2, respectively. According to the utilized data reduction scheme, MO 4 attained a SERR value of 2820 N/m, while the corresponding value for MO 2 was 1296 N/m.
- The “parasitic” mode mixity during the ENF experiments was practically negligible at since its value was lower than 1% for all MOs.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yokozeki, T. Energy release rates of bi-material interface crack including residual thermal stresses: Application of crack tip element method. Eng. Fract. Mech. 2010, 77, 84–93. [Google Scholar] [CrossRef]
- Tsokanas, P.; Loutas, T. Hygrothermal effect on the strain energy release rates and mode mixity of asymmetric delaminations in generally layered beams. Eng. Fract. Mech. 2019, 214, 390–409. [Google Scholar] [CrossRef]
- Soboyejo, W.O.; Lu, G.-Y.; Chengalva, S.; Zhang, J.; Kenner, V. A modified mixed-mode bending specimen for the interfacial fracture testing of dissimilar materials. Fatigue Fract. Eng. Mater. Struct. 1999, 22, 799–810. [Google Scholar] [CrossRef]
- Ouyang, Z.; Ji, G.; Li, G. On approximately realizing and characterizing pure mode-I interface fracture between bonded dissimilar materials. J. Appl. Mech. 2011, 78, 031020. [Google Scholar] [CrossRef]
- Khoshravan, M.; Mehrabadi, F.A. Fracture analysis in adhesive composite material/aluminum joints under mode-I loading; experimental and numerical approaches. Int. J. Adhes. Adhes. 2012, 39, 8–14. [Google Scholar] [CrossRef]
- Alía, C.; Arenas, J.M.; Suárez, J.C.; Ocaña, R.; Narbón, J.J. Mode II fracture energy in the adhesive bonding of dissimilar substrates: Carbon fibre composite to aluminium joints. J. Adhes. Sci. Technol. 2013, 27, 2480–2494. [Google Scholar] [CrossRef] [Green Version]
- Reeder, J.R.; Demarco, K.; Whitley, K.S. The use of doubler reinforcement in delamination toughness testing. Compos. Part A Appl. Sci. Manuf. 2004, 35, 1337–1344. [Google Scholar] [CrossRef]
- Davidson, P.; Waas, A.M.; Yerramalli, C.S. Experimental determination of validated, critical interfacial modes I and II energy release rates in a composite sandwich panel. Compos. Struct. 2012, 94, 477–483. [Google Scholar] [CrossRef]
- Ševčík, M.; Shahverdi, M.; Hutař, P.; Vassilopoulos, A.P. Analytical modeling of mixed-mode bending behavior of asymmetric adhesively bonded pultruded GFRP joints. Eng. Fract. Mech. 2015, 147, 228–242. [Google Scholar] [CrossRef]
- Bienias, J.; Dadej, K.; Surowska, B. Interlaminar fracture toughness of glass and carbon reinforced multidirectional fiber metal laminates. Eng. Fract. Mech. 2017, 175, 127–145. [Google Scholar] [CrossRef]
- Zakaria, A.Z.; Shelesh-nezhad, K.; Chakherlou, T.N.; Olad, A. Effects of aluminum surface treatments on the interfacial fracture toughness of carbon-fiber aluminum laminates. Eng. Fract. Mech. 2017, 172, 139–151. [Google Scholar] [CrossRef]
- Manikandan, P.; Chai, G.B. Mode-I metal-composite interface fracture testing for fibre metal laminates. Adv. Mater. Sci. Eng. 2018, 4572989. [Google Scholar] [CrossRef] [Green Version]
- Zambelis, G.; da Silva Botelho, T.; Klinkova, O.; Tawfiq, I.; Lanouette, C. Evaluation of the energy release rate in mode I of asymmetrical bonded composite/metal assembly. Eng. Fract. Mech. 2018, 190, 175–185. [Google Scholar] [CrossRef]
- Hua, X.; Li, H.; Lu, Y.; Chen, Y.; Qiu, L.; Tao, J. Interlaminar fracture toughness of GLARE laminates based on asymmetric double cantilever beam (ADCB). Compos. Part B Eng. 2019, 163, 175–184. [Google Scholar] [CrossRef]
- Wang, J.; Qiao, P. On the energy release rate and mode mix of delaminated shear deformable composite plates. Int. J. Solids Struct. 2004, 41, 2757–2779. [Google Scholar] [CrossRef]
- Mohan, J.; Ivanković, A.; Murphy, N. Mixed-mode fracture toughness of co-cured and secondary bonded composite joints. Eng. Fract. Mech. 2015, 134, 148–167. [Google Scholar] [CrossRef]
- González Ramírez, F.M.; Garpelli, F.P.; de Cássia Mendonça Sales, R.; Cândido, G.M.; Arbelo, M.A.; Shiino, M.Y.; Donadon, M.V. Experimental characterization of mode I fatigue delamination growth onset in composite joints: A comparative study. Mater. Design 2018, 160, 906–914. [Google Scholar] [CrossRef]
- van den Brink, W.M.; Tsokanas, P.; Nijhuis, P.; Loutas, T. Moment Loading Testing and Data Reduction for Characterizing the Fracture Toughness of Hybrid Joints. In Proceedings of the 7th ECCOMAS Thematic Conference on the Mechanical Response of Composites, Girona, Spain, 18–20 September 2019. [Google Scholar]
- Tsokanas, P.; Loutas, T.; Kotsinis, G.; Kostopoulos, V.; van den Brink, W.M.; de la Escalera, F.M. On the fracture toughness of metal-composite adhesive joints with bending-extension coupling and residual thermal stresses. Compos. Part B Eng. 2020, 185, 107694. [Google Scholar] [CrossRef]
- Adamos, L.; Tsokanas, P.; Loutas, T. An experimental study of the interfacial fracture behavior of Titanium/CFRP adhesive joints under mode I and mode II fatigue. Int. J. Fatigue 2020, 136, 105586. [Google Scholar] [CrossRef]
- Loutas, T.; Tsokanas, P.; Kostopoulos, V.; Nijhuis, P.; van den Brink, W.M. Mode I fracture toughness of asymmetric metal-composite adhesive joints. Mater. Today Proc. 2020. [Google Scholar] [CrossRef] [Green Version]
- Tsokanas, P.; Loutas, T.; Pegkos, D.; Sotiriadis, G.; Kostopoulos, V. Mode II fracture toughness of asymmetric metal-composite adhesive joints. MATEC Web Conf. 2019, 204, 01004. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | (GPa) | (GPa) | (GPa) | (-) | Thickness (mm) | |
|---|---|---|---|---|---|---|
| Titanium | 105.0 | - | 45.0 | 0.340 | 8.6 | 0.800 |
| Thermoset CFRP 1 | 66.0 | 66.0 | 4.5 | 0.035 | 2.9 | 0.363 |
| Thermoplastic CFRP 1 | 139.0 | 10.5 | 5.2 | 0.076 | 1.0 | 0.140 |
| Aluminum | 73.1 | - | 28.0 | 0.330 | - | 5.000 |
| Test | MO | (mm) | (mm) | |||
|---|---|---|---|---|---|---|
| DCB | 1 | 25 | 200 | 28.0 2 | 5.8 | 6.5 |
| 2 | 25 | 267 1 | 70.0 2 | 5.8 | 6.5 | |
| 3 | 25 | 200 | 28.0 2 | 5.8 | 6.5 | |
| 4 | 25 | 200 | 34.5, 54.5, 28.0, and 67.6 2 | 5.8 | 6.1 | |
| ENF | 1 | 25 | 120 | 35 | 5.8 | 6.5 |
| 2 | 25 | 100 1 | 35 | 5.8 | 6.5 | |
| 3 | 25 | 120 | 35 | 5.8 | 6.5 | |
| 4 | 25 | 120 | 35 | 5.8 | 6.1 |
| MO | Failure Mode 1 | ||||
|---|---|---|---|---|---|
| FM1 | FM2 | FM3 | FM4 | FM5 | |
| 1, 2, and 3 | - | - | - | - | 100.0 (±0.0) |
| 4 | 79.3 (±6.8) | 15.9 (±7.0) | 0.0 (±0.0) | 4.8 (±1.7) | 0.0 (±0.0) |
| MO | Load, | Initial Crack Length, | SERR, |
Mode Mixity, |
|---|---|---|---|---|
| 1 | 739 (±23) | 28.0 | 467.0 (±32.0) | 6.1 |
| 2 | 380 (±10) | 70.0 | 683.1 (±41.0) | 5.3 |
| 3 | 711 (±77) | 28.0 | 477.0 (±136.0) | 3.7 |
| 4 | - | - | 874.4 (±134.0) | 4.1 |
| MO | Failure Mode 1 | ||||
|---|---|---|---|---|---|
| FM1 | FM2 | FM3 | FM4 | FM5 | |
| 1 | 6.8 (±2.1) | 11.5 (±3.9) | 60.8 (±1.1) | 20.9 (±2.4) | 0.0 (±0.0) |
| 2 | 21.9 (±6.0) | 64.3 (±4.6) | 4.8 (±6.8) | 8.9 (±3.5) | 0.0 (±0.0) |
| 3 | 11.8 (±5.2) | 4.8 (±2.8) | 74.5 (±1.3) | 9.0 (±3.5) | 0.0 (±0.0) |
| 4 | 12.6 (±14.0) | 11.3 (±5.3) | 73.1 (±14.0) | 3.0 (±2.8) | 0.0 (±0.0) |
| MO | Load, | SERR, | Mode Mixity, |
|---|---|---|---|
| 1 | 6550.0 (±202.5) | 2666.7 (±188.1) | 0.1 |
| 2 | 4633.3 (±102.7) | 1296.0 (±61.2) | 0.0 |
| 3 | 6002.0 (±209.8) | 2360.0 (±154.7) | 0.5 |
| 4 | 6475.0 (±309.2) | 2819.8 (±285.5) | 0.9 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tsokanas, P.; Loutas, T.; Nijhuis, P. Interfacial Fracture Toughness Assessment of a New Titanium–CFRP Adhesive Joint: An Experimental Comparative Study. Metals 2020, 10, 699. https://doi.org/10.3390/met10050699
Tsokanas P, Loutas T, Nijhuis P. Interfacial Fracture Toughness Assessment of a New Titanium–CFRP Adhesive Joint: An Experimental Comparative Study. Metals. 2020; 10(5):699. https://doi.org/10.3390/met10050699
Chicago/Turabian StyleTsokanas, Panayiotis, Theodoros Loutas, and Peter Nijhuis. 2020. "Interfacial Fracture Toughness Assessment of a New Titanium–CFRP Adhesive Joint: An Experimental Comparative Study" Metals 10, no. 5: 699. https://doi.org/10.3390/met10050699
APA StyleTsokanas, P., Loutas, T., & Nijhuis, P. (2020). Interfacial Fracture Toughness Assessment of a New Titanium–CFRP Adhesive Joint: An Experimental Comparative Study. Metals, 10(5), 699. https://doi.org/10.3390/met10050699