Heat Treatment Effect on Microstructure Evolution in a 7% Cr Steel for Forging




Abstract
:1. Introduction
2. Materials and Methods
- (1)
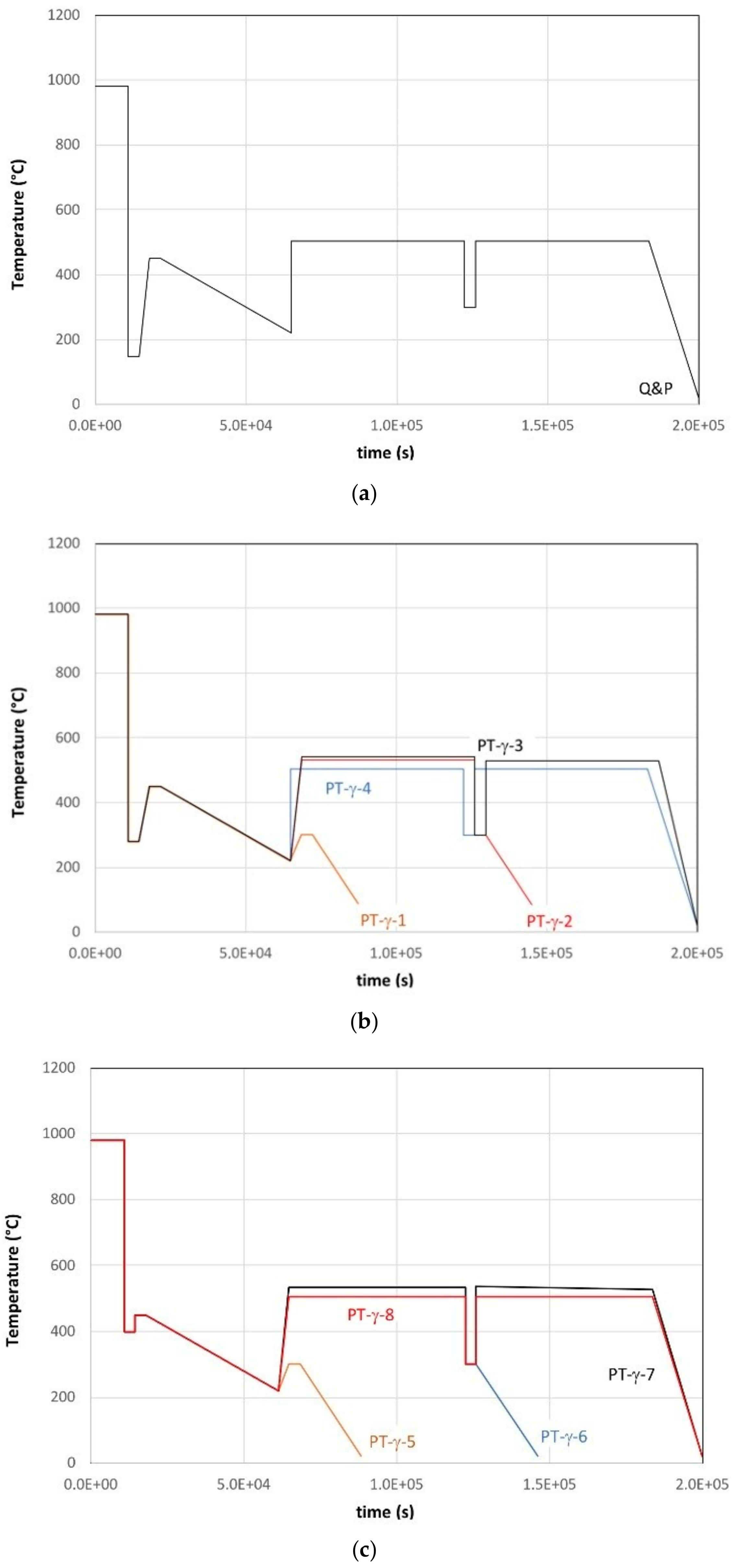
- Quenching and partitioning (specimen Q & P): Such heat treatment is here investigated based on very promising results reported on its effect on 9% Cr steels [49].
- (2)
- Partially transforming austenite during first quenching at 280 °C (specimens n. PT-γ-1 to PT-γ-4).
- (3)
- Partially transforming austenite during secondary cooling at 220 °C (specimens n. PT-γ-5 to PT-γ-8).
- (4)
- Quenching (specimens Q, 100% martensite), quenching and tempering (specimens Q & T).
- (5)
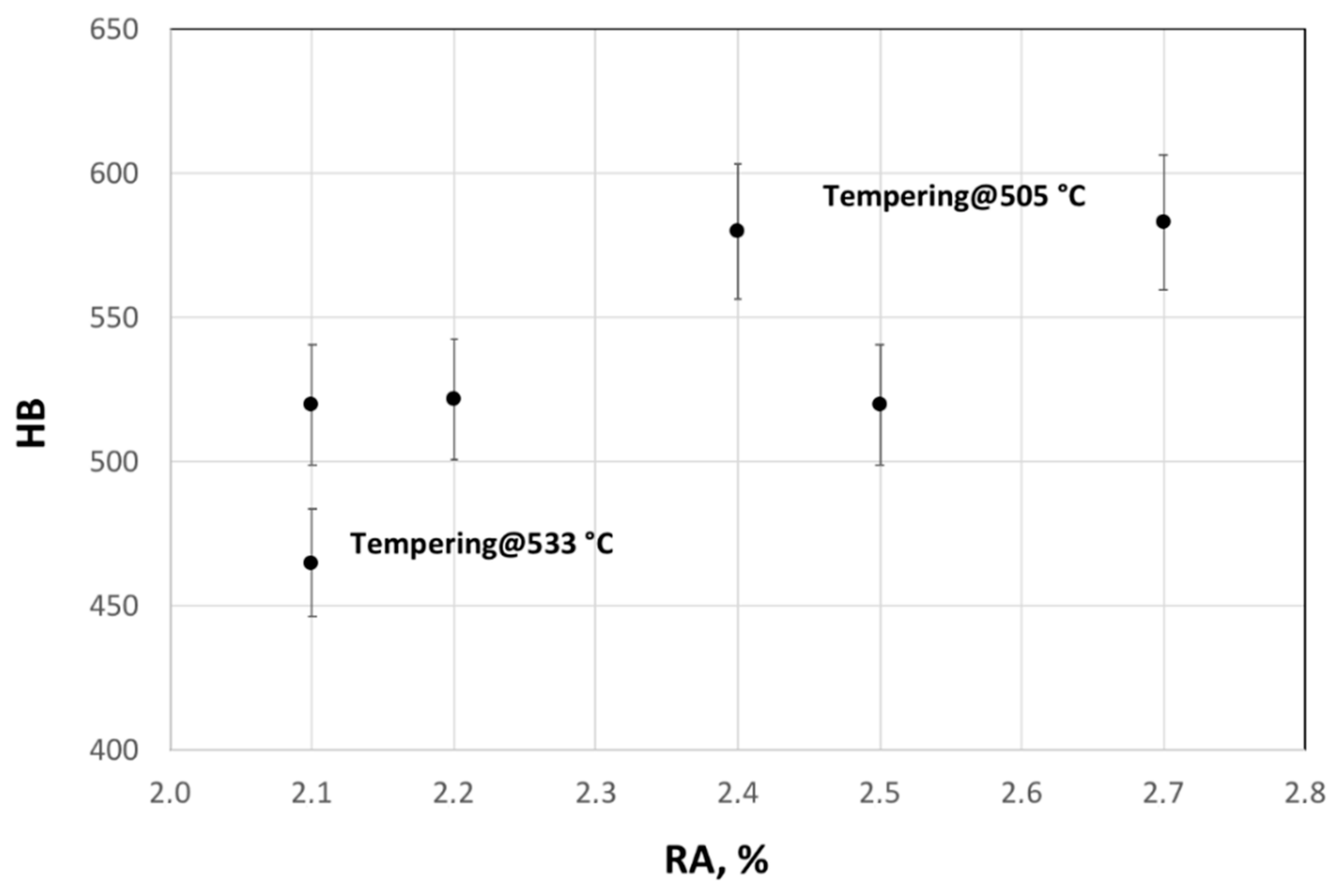
- Specimens PT-γ-1 and PT-γ-5 did not undergo any tempering; specimens PT-γ-2 and PT-γ-6 just underwent first tempering treatment at 533 °C; specimens PT-γ-3 and PT-γ-7 were subjected to second tempering at 528 °C; specimens PT-γ-4 and PT-γ-6 were subjected to second tempering at 505 °C.
3. Results and Discussion
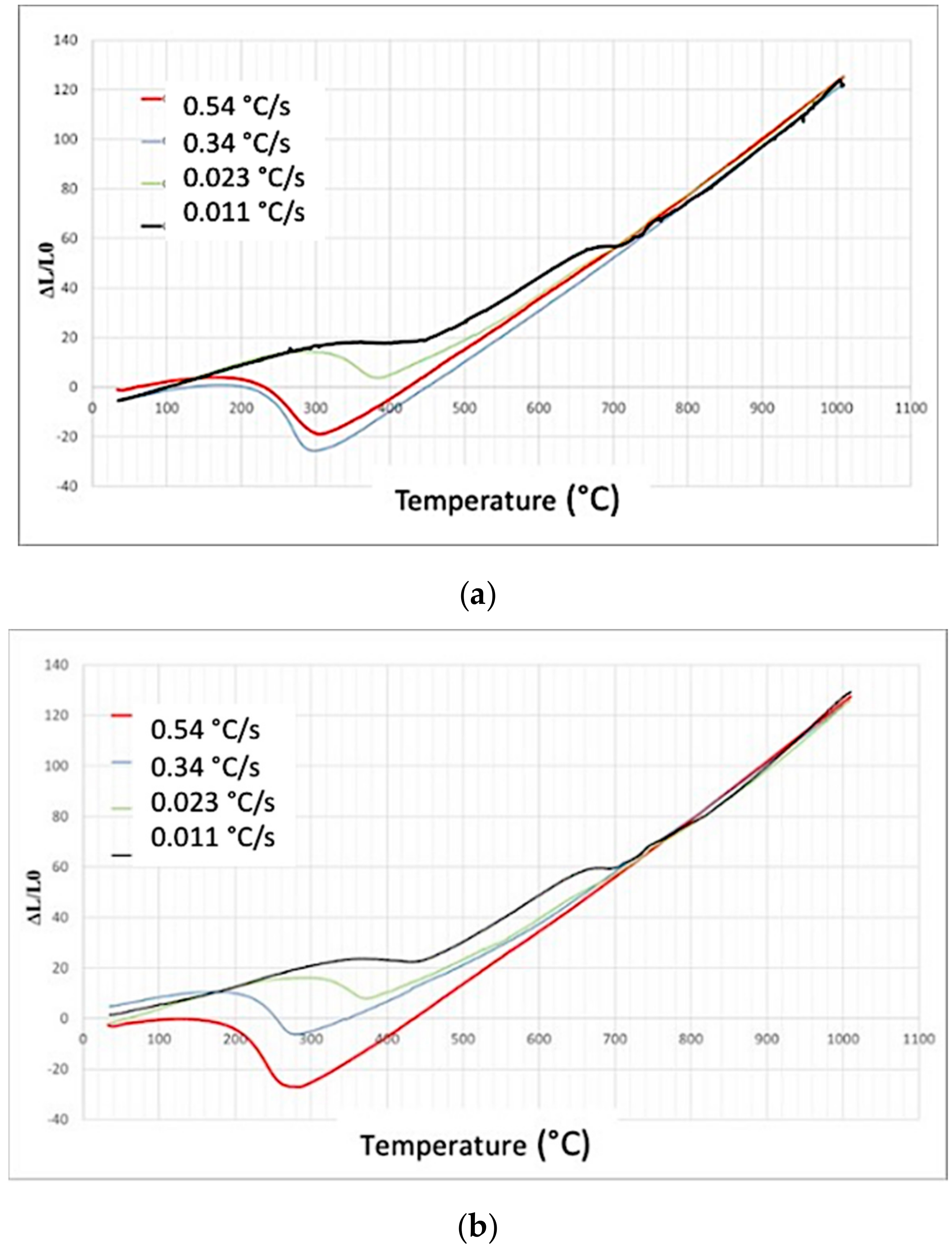
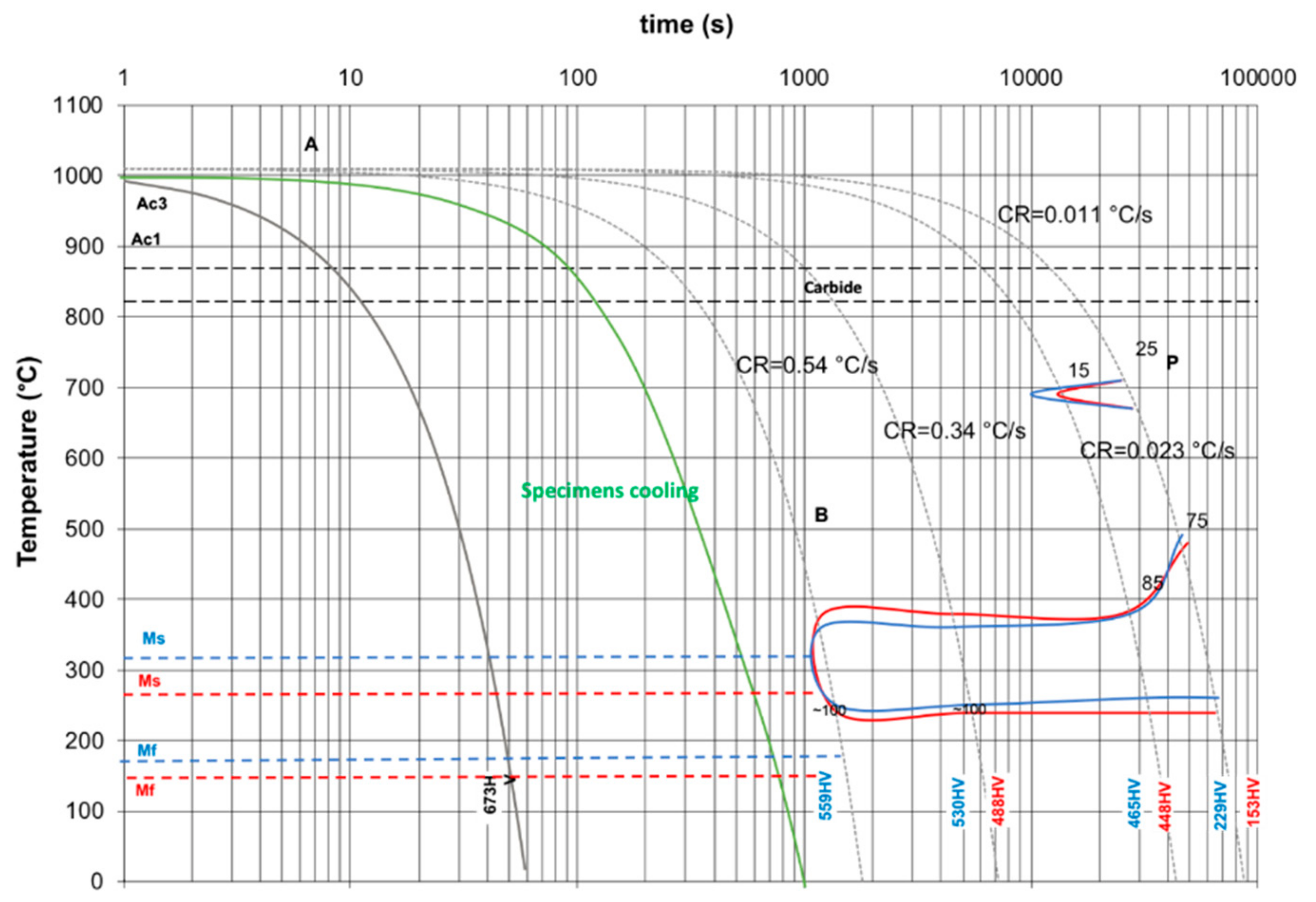
3.1. Continuous Cooling Transformation
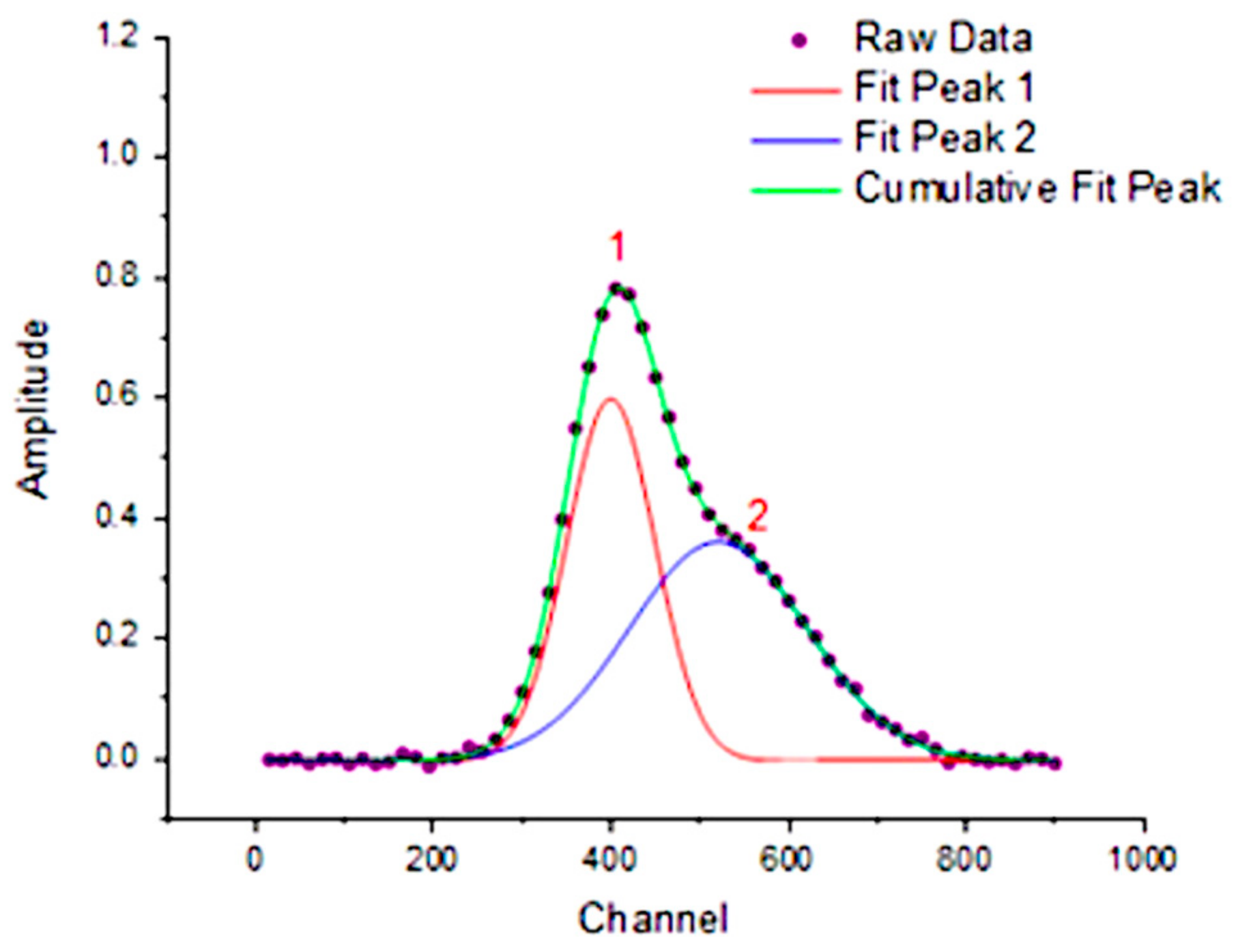
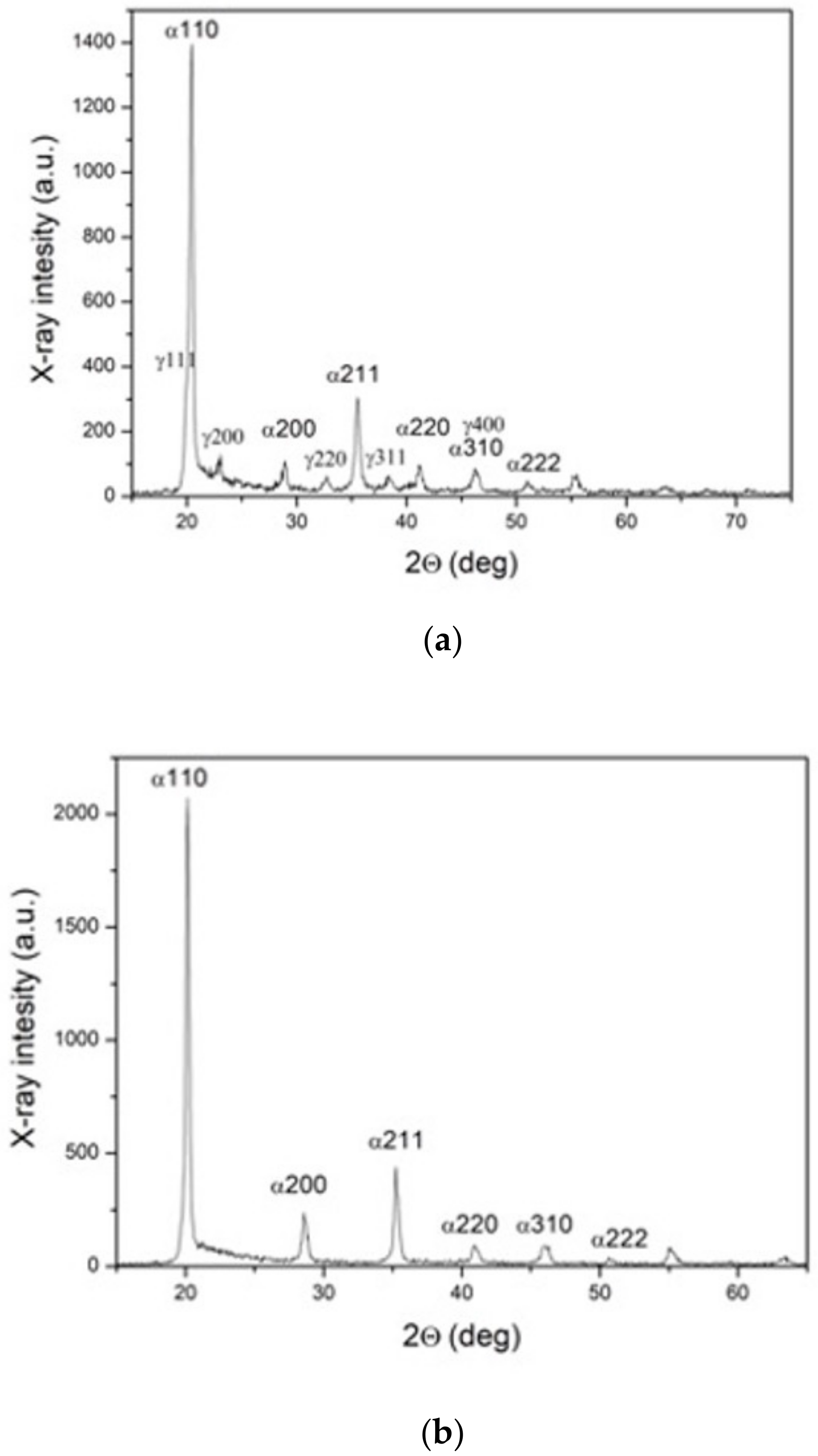
3.2. Retained Austenite Evolution
4. Conclusions
- (1)
- Quenching and partitioning (specimen Q & P);
- (2)
- Partially transformed austenite during a first quenching at 280 °C (specimens n. PT-γ-1 to PT-γ-4);
- (3)
- Partially transformed austenite during a secondary cooling at 220 °C (specimens n. PT-γ-5 to PT-γ-8);
- (4)
- 100% martensite (specimens Q just quenching, specimen Q & T quenching and tempering).
- (1)
- Retained austenite content is lower in double-tempered specimens at temperatures higher than 528 °C;
- (2)
- The retained austenite disappeared after quenching down to room temperature and double tempering;
- (3)
- The prior austenite grain size does not have an influence on the cooling behavior in this specific steel.
Author Contributions
Funding
Conflicts of Interest
References
- Changle, Z.; Hanguang, F.; Shengqiang, M.; Dawei, Y.; Jian, L.; Zhenguo, X.; Yongping, L. Effect of Mn content on microstructure and properties of wear-resistant bainitic steel. Mater. Res. Express 2019, 6, 1–22. [Google Scholar] [CrossRef]
- Allain, S.; Bouaziz, O. Microstructure based modeling for the mechanical behavior of ferrite-pearlite steels suitable to capture isotropic and kinematic hardening. Mater. Sci. Eng. A 2008, 496, 329–336. [Google Scholar] [CrossRef]
- De Andrés, C.G.; Capdevila, C.; Madariaga, I.; Gutierrez, I. Role of molybdenum in acicular ferrite formation under continuous cooling in a medium carbon microa-lloyed forging steel. Scr. Mater. 2001, 45, 709–716. [Google Scholar] [CrossRef] [Green Version]
- Soffritti, C.; Merlin, M.; Vazsquez, R.; Fortini, A.; Garagnani, G.L. Failure analysis of worn valve train components of a four-cylinder diesel engine. Eng. Fail. Anal. 2018, 92, 528–538. [Google Scholar] [CrossRef]
- Lee, K.S.; Yoon, D.H.; Kim, H.K.; Kwon, Y.-N.; Lee, Y.-S. Effect of annealing on the interface microstructure and mechanical properties of clad sheet. Mater. Sci. Eng. A 2012, 556, 319–330. [Google Scholar] [CrossRef]
- Liu, C.Y.; Wang, Q.; Jia, Y.Z.; Jing, R.; Zhang, B.; Ma, M.Z.; Liu, R.P. Microstructures and mechanical properties of laminated composites prepared via warm roll bonding. Mater. Sci. Eng. A 2012, 556, 1–8. [Google Scholar] [CrossRef]
- Di Schino, A.; Testani, C. Corrosion behavior and mechanical properties of AISI 316 stainless steel clad Q235 plate. Metals 2020, 10, 552. [Google Scholar] [CrossRef]
- Morito, S.; Yoshida, H.; Maki, T.; Huang, X. Effect of block size on the strength of lath martensite in low carbon steels. Mater. Sci. Eng. A 2006, 438, 237–240. [Google Scholar] [CrossRef]
- Fan, C.; Chen, M.M.; Chang, C.M.; Wu, W. Microstructure change caused by (Cr,Fe)23C6 carbides in high chromium Fe-Cr-C alloys. Surf. Coat. Technol. 2006, 201, 908–912. [Google Scholar] [CrossRef]
- Akbarzadeh, A.; Naghdy, S. Hot workability of high carbon high chromium tool steel. Mater. Des. 2013, 46, 654–659. [Google Scholar] [CrossRef]
- Di Schino, A.; Di Nunzio, P.E.; Turconi, G.L. Microstructure evolution during tempering of martensite in medium carbon steel. In Materials Science Forum; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2007; Volume 558, pp. 1435–1441. [Google Scholar]
- Di Schino, A. Manufacturing and application of stainless steels. Metals 2020, 10, 327. [Google Scholar] [CrossRef] [Green Version]
- Di Schino, A. Analysis of heat treatment effect on microstructural features evolution in a micro-alloyed martensitic steel. Acta Metall. Slovaca 2016, 22, 266–270. [Google Scholar] [CrossRef] [Green Version]
- Di Schino, A.; Kenny, J.M.; Abbruzzese, G. Analysis pf the recrystallization and grain growth processes in AISI 316 stainless steel. J. Mater. Sci. 2002, 37, 5291–5298. [Google Scholar] [CrossRef]
- Di Schino, A.; Alleva, L.; Guagnelli, M. Microstructure evolution during quenching and tempering of martensite in a medium C steel. In Materials Science Forum; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2007; Volume 715, pp. 860–865. [Google Scholar]
- Mohammed, M.N.; Omar, M.Z.; Zubaidi, S. Microstructure and mechanical properties of tool steels. Metals 2018, 8, 316. [Google Scholar] [CrossRef] [Green Version]
- Di Schino, A.; Di Nunzio, P.E. Metallurgical aspects related to contact fatigue phenomena in steels for back up rolling. Acta Metall. Slovaca 2017, 23, 62–71. [Google Scholar] [CrossRef] [Green Version]
- Pezzato, L.; Gennari, C.; Chukin, D.; Toldo, M.; Sella, F.; Toniolo, M.; Zambon, A.; Brunelli, K.; Dabalà, M. Study of the effect of multiple tempering on the impact toughness of forged S690 structural steel. Metals 2020, 10, 507. [Google Scholar] [CrossRef] [Green Version]
- Bhadeshia, H.K.D.H.; Honeycombe, R.W.K. Steels: Microstructure and Properties; Butterworths Heinemann (Elsevier): Aalborg, Denmark, 2006; ISBN 9780750680844. [Google Scholar]
- Di Schino, A.; Valentini, L.; Kenny, J.M.; Gerbig, Y.; Ahmed, I.; Hefke, H. Wear resistance of high-nitrogen austenitic stainless steel coated with nitrogenated amorphous carbon films. Surf. Coat. Technol. 2002, 161, 224–231. [Google Scholar] [CrossRef]
- Napoli, G.; Di Schino, A.; Paura, M.; Vela, T. Colouring titanium alloys by anodic oxidation. Metalurgija 2018, 57, 111–113. [Google Scholar]
- Li, Z.; Jia, P.; Liu, Y.; Qi, H. Carbide Precipitation, Dissolution, and Coarsening in G18CrMo2–6 Steel. Metals 2019, 9, 916. [Google Scholar] [CrossRef] [Green Version]
- Sharma, D.K.; Filipponi, M.; Di Schino, A.; Rossi, F.; Castaldi, J. Corrosion behaviour of high temeperature fuel cells: Issues for materials selection. Metalurgija 2019, 58, 347–351. [Google Scholar]
- Qin, S.; Song, R.; Xiong, W.; Liu, Z.; Wang, Z.; Guo, K. Microstructure evolution and mechanical properties of grade E690 offshore platform steel. In HSLA Steels 2015, Microalloying 2015 & Offshore Engineering Steels 2015; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2015; Volume 2, pp. 1117–1123. ISBN 9781119223399. [Google Scholar]
- Maropoulos, S.; Ridley, N.; Karagiannis, S. Structural variations in heat treated low alloy steel forgings. Mater. Sci. Eng. A 2004, 380, 79–92. [Google Scholar] [CrossRef]
- Bregliozzi, G.; Ahmed, S.I.-U.; Di Schino, A.; Kenny, J.M.; Haefke, H. Friction and Wear Behavior of Austenitic Stainless Steel: Influence of Atmospheric Humidity, Load Range, and Grain Size. Tribol. Lett. 2004, 17, 697–704. [Google Scholar] [CrossRef]
- Rufini, R.; Di Pietro, O.; Di Schino, A. Predictive simulation of plastic processing of welded stainless steel pipes. Metals 2018, 8, 519. [Google Scholar] [CrossRef] [Green Version]
- Kobayashi, Y.; Tanaka, Y.; Matsuoka, K.; Kinoshita, K.; Miyamoto, Y.; Murata, H. Effect of forging ratio and grain size on tensile and fatigue strength of pure titanium forgings. J. Soc. Mater. Sci. 2005, 54, 66–72. [Google Scholar] [CrossRef] [Green Version]
- Zhu, K.; Qu, S.; Feng, A.; Sun, J.; Shen, J. Microstructural evolution and refinement mechanism of alloy during multidirectional isothermal forging. Materials 2019, 12, 2496. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Padap, A.K.; Chaudhari, G.P.; Nath, S.K.; Pancholi, V. Ultrafine-grained steel fabricated using warm multiaxial forging: Microstructure and mechanical properties. Mater. Sci. Eng. A 2009, 527, 110–117. [Google Scholar] [CrossRef]
- Wang, B.; Liu, Z.; Li, J.; Chaudhari, G.P. Microstructure evolution in AISI201 austenitic stainless steel during the first compression cycle of multi-axial compression. Mater. Sci. Eng. A 2013, 568, 20–24. [Google Scholar] [CrossRef]
- Soleymani, V.; Eghbali, B.; Chaudhari, G.P. Grain refinement in a low carbon steel through multidirectional forging. J. Iron Steel Res. Int. 2012, 19, 74–78. [Google Scholar] [CrossRef]
- Padap, A.K.; Chaudhari, G.P.; Pancholi, V.; Nath, S.K. Warm multiaxial forging of AISI 1016 steel. Mater. Des. 2010, 31, 3816–3824. [Google Scholar] [CrossRef]
- Ghosh, S.; Singh, A.K.; Mula, S. Effect of critical temperatures on microstructures and mechanical properties of Nb-Ti stabilized IF steel processed by multiaxial forging. Mater. Des. 2016, 100, 47–57. [Google Scholar] [CrossRef]
- Zrnik, J.; Kvackaj, J.; Pongpaybul, A.; Sricharoenchai, P.; Vilk, J.; Vrchivinsky, V. Effect of thermomechanical processing on the microstructure and mechanical properties of Nb-Ti microalloyed steel. Mater. Sci. Eng. A 2001, 319, 321–325. [Google Scholar] [CrossRef]
- De Ardo, A.I.; Garcia, C.I.; Hua, M. Micro-alloyed steels for high strength forgings. Metall. Ital. 2010, 102, 5–10. [Google Scholar]
- Opiela, M. Effect of Thermomechanical Processing on the Microstructure and Mechanical Properties of Nb-Ti-V micro-alloyed Steel. J. Mat. Eng. Perf. 2014, 23, 3379–3388. [Google Scholar] [CrossRef]
- Di Schino, A. Analysis of phase transformation in high strength low alloyed steels. Metalurgija 2017, 56, 349–352. [Google Scholar]
- Zitelli, C.; Mengaroni, S.; Di Schino, A. Vanadium micro-alloyed high strength steels for forgings. Metalurgija 2017, 56, 326–328. [Google Scholar]
- Mancini, S.; Langellotto, L.; Di Nunzio, P.E.; Zitelli, C.; Di Schino, A. Defect reduction and quality optimisation by modelling plastic deformation and metallurgical evolution in ferritic stainless steels. Metals 2020, 10, 186. [Google Scholar] [CrossRef] [Green Version]
- Bendick, W.; Ring, M. Creep rupture strength of tungsten-alloyed 9–12% Cr steels for piping in power plant. Steel Res. 1996, 67, 382–397. [Google Scholar] [CrossRef]
- Haarman, K.; Bendicl, W.; Arbaba, A. The T91/P91 Book, 2nd ed.; Vallourec and Mannesmann Tubes: Boulogne-Billancourt, France, 2002. [Google Scholar]
- Garr, K.; Rhodes, C.; Kramer, D. Effects of microstructure on swelling and tensile properties of neutron irradiated Types 316 and 405 stainless steels. ASTM Spec. Tech. Publ. 1973. [Google Scholar] [CrossRef]
- Zitelli, C.; Folgarait, P.; Di Schino, A. Laser powder bed fusion of stainless-steel grades: A review. Metals 2019, 9, 731. [Google Scholar] [CrossRef] [Green Version]
- Abe, F.; Horiuchi, T.; Taneike, M.; Sawada, K. Stabilization of martensitic microstructure in advanced 9Cr steel during creep at high temperature. Mater. Sci. Eng. A 2004, 378, 299–303. [Google Scholar] [CrossRef]
- Caballero, F.; Alvarez, L.; Capdevila, C.; de Andrés, C.G. The origin of splitting phenomena in the martensitic transformation of stainless steels. Scr. Mater. 2003, 49, 315–320. [Google Scholar] [CrossRef] [Green Version]
- Barlow, L.; Du Toit, M. Effect of austenitizing heat treatment on the microstructure and hardness of martensitic stainless steel AISI 420. J. Mater. Eng. Perform. 2012, 1, 1327–1336. [Google Scholar] [CrossRef]
- Tao, X.G.; Gu, J.F.; Han, L.Z. Carbonitride dissolution and austenite grain growth in a high Cr ferritic heat-resistant steel. ISIJ Int. 2014, 54, 1704–1715. [Google Scholar] [CrossRef] [Green Version]
- Chintan, S. Quenching and Partitioning Process of Grade P91 Steel. Master’s Thesis, Texas University, Austin, TX, USA, 2018. [Google Scholar]
- Pashangeh, S.; Zarchi, H.R.K.; Banadkouki, S.S.G.; Somani, M. Detection and Estimation of Retained Austenite in a High Strength Si-Bearing Bainite-Martensite-Retained Austenite Micro-Composite Steel after Quenching and Bainitic Holding (Q & B). Metals 2019, 9, 492. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Mo | Mn | Ni | Si | V | Fe |
|---|---|---|---|---|---|---|---|
| 0.42 | 7.0 | 0.70 | 0.65 | <0.20 | 0.50 | 0.10 | Balance |
| Nr | Austenitization | Interrupted Quenching | Heating | Cooling down to | |||
|---|---|---|---|---|---|---|---|
| T (°C) | t (s) | T (°C) | t (s) | T (°C) | t (s) | ||
| Q & P | 980 | 10,800 | 150 | 3600 | 450 | 3600 | 12 °C/h up to 220 °C |
| PT-γ-1 | 280 | 12 °C/h up to 220 °C | |||||
| PT-γ-2 | 12 °C/h up to 220 °C | ||||||
| PT-γ-3 | 12 °C/h up to 220 °C | ||||||
| PT-γ-4 | 12 °C/h up to 220 °C | ||||||
| PT-γ-5 | 400 | 12 °C/h up to 220 °C | |||||
| PT-γ-6 | 12 °C/h up to 220 °C | ||||||
| PT-γ-7 | 12 °C/h up to 220 °C | ||||||
| PT-γ-8 | 12 °C/h up to 220 °C | ||||||
| Nr | First Tempering | Cooling down to | Second Tempering | Cooling down to | |||
| T (°C) | t (s) | T (°C) | t (s) | T (°C) | t (s) | ||
| Q & P | 505 °C × 57,600 s | 300 °C/3600 s | 505 °C × 57,600 s | Room temperature | |||
| PT-γ-1 | No tempering | No tempering | |||||
| PT-γ-2 | 533 °C × 57,600 s | No tempering | |||||
| PT-γ-3 | 533 °C × 57,600 s | 528 °C × 57,600 s | |||||
| PT-γ-4 | 505 °C × 57,600 s | 505 °C × 57,600 s | |||||
| PT-γ-5 | No tempering | No tempering | |||||
| PT-γ-6 | 533 °C × 57,600 s | No tempering | |||||
| PT-γ-7 | 533 °C × 57,600 s | 528 °C × 57,600 s | |||||
| PT-γ-8 | 505 °C × 57,600 s | 505 °C × 57,600 s | |||||
| Nr | Austenitization | Quenched to | First Tempering | Second Tempering | |||
| Q | 980 °C × 3600 s | RT | |||||
| Q & T | RT | 533 °C × 57,600 s | 528 °C × 57,600 s | ||||
| Specimen n. | RA (%) |
|---|---|
| Q & P | 2.4; 2.4; 2.3 |
| PT-γ-1 | 2.3; 2.2; 2.3 |
| PT-γ-2 | 2.5; 2.6; 2.5 |
| PT-γ-3 | <2.0; 2.1; <2.0 |
| PT-γ-4 | 2.1; 2.2; <2.0 |
| PT-γ-5 | 2.6; 2.5; 2.5 |
| PT-γ-6 | 2.2; 2.1; 2.3 |
| PT-γ-7 | <2.0; <2.0; 2.0 |
| PT-γ-8 | 2.7; 3.0; 2.4 |
| Q | 2.1; 2.1; 2.0 |
| Q & T | <2.0; 2.1; <2.0 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Di Schino, A.; Gaggiotti, M.; Testani, C. Heat Treatment Effect on Microstructure Evolution in a 7% Cr Steel for Forging. Metals 2020, 10, 808. https://doi.org/10.3390/met10060808
Di Schino A, Gaggiotti M, Testani C. Heat Treatment Effect on Microstructure Evolution in a 7% Cr Steel for Forging. Metals. 2020; 10(6):808. https://doi.org/10.3390/met10060808
Chicago/Turabian StyleDi Schino, Andrea, Matteo Gaggiotti, and Claudio Testani. 2020. "Heat Treatment Effect on Microstructure Evolution in a 7% Cr Steel for Forging" Metals 10, no. 6: 808. https://doi.org/10.3390/met10060808
APA StyleDi Schino, A., Gaggiotti, M., & Testani, C. (2020). Heat Treatment Effect on Microstructure Evolution in a 7% Cr Steel for Forging. Metals, 10(6), 808. https://doi.org/10.3390/met10060808