Design, Setup, and Evaluation of a Compensation System for the Light Deflection Effect Occurring When Measuring Wrought-Hot Objects Using Optical Triangulation Methods

Abstract
:1. Introduction
2. Background
2.1. Background-Oriented Schlieren Method
2.2. Using a Multi-Camera Fringe Projection System to Estimate the Direct Influence of the Light Deflection Effect on Optical Triangulation Measurements
3. Proposed Method and Necessary Constraints
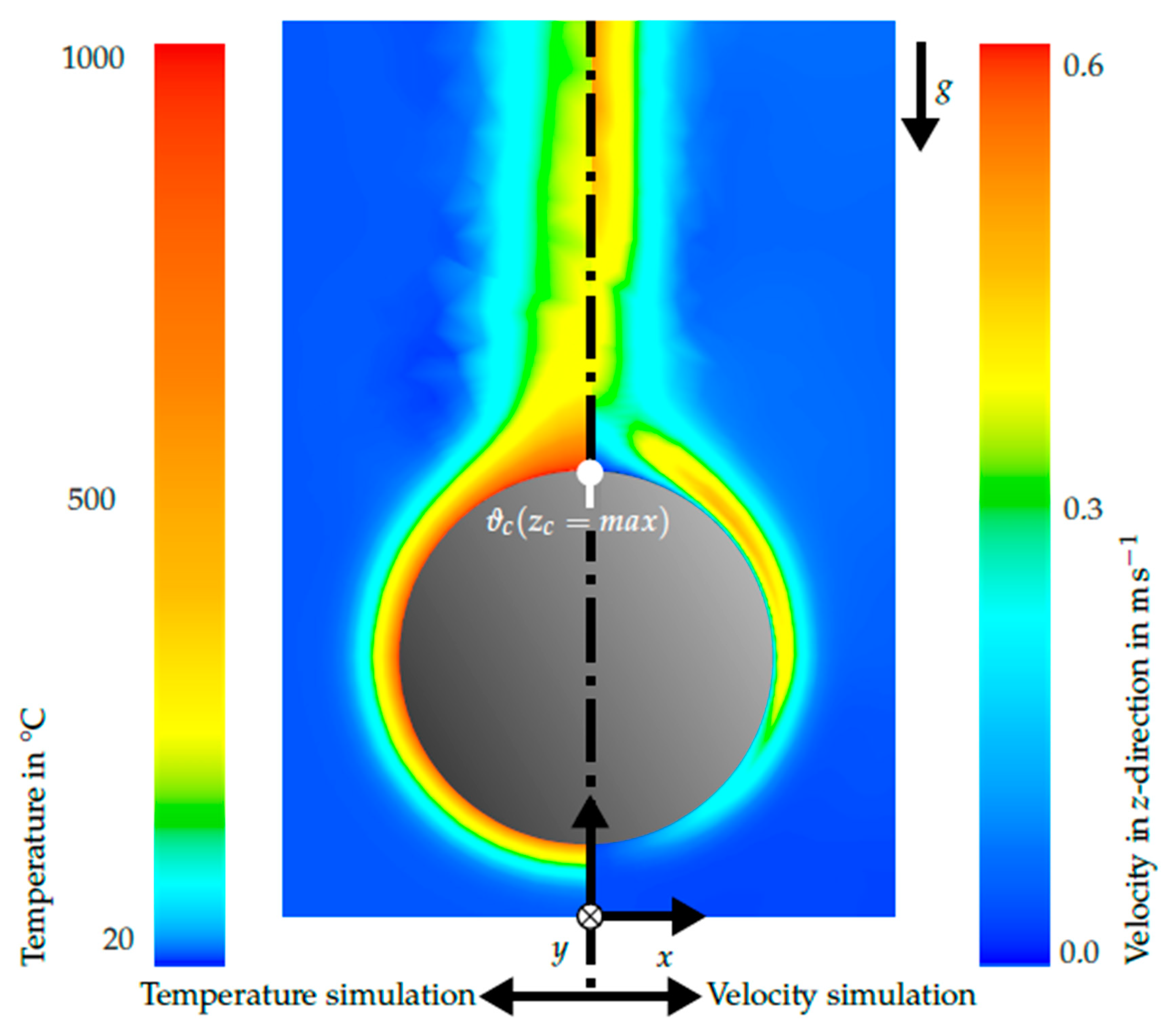
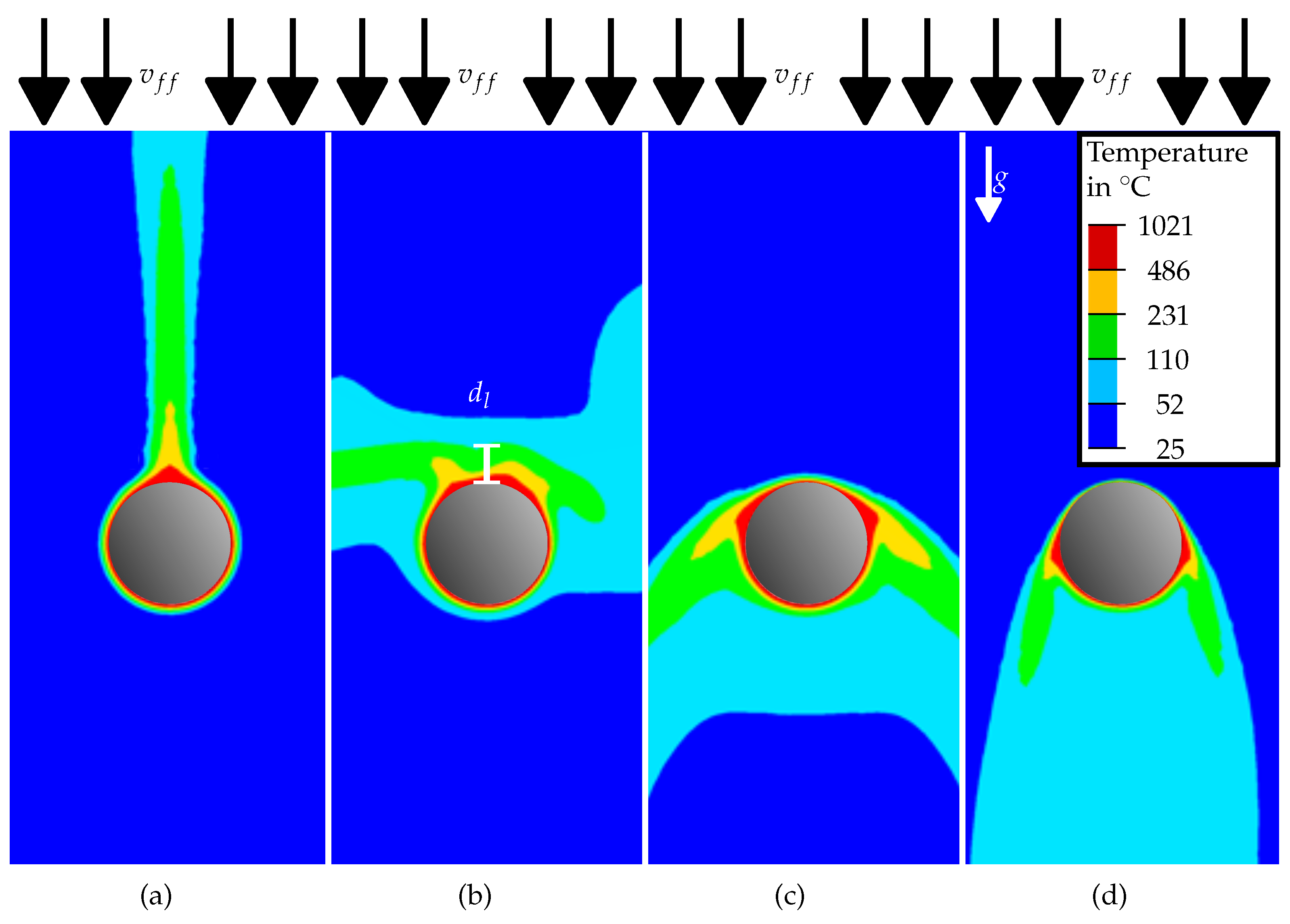
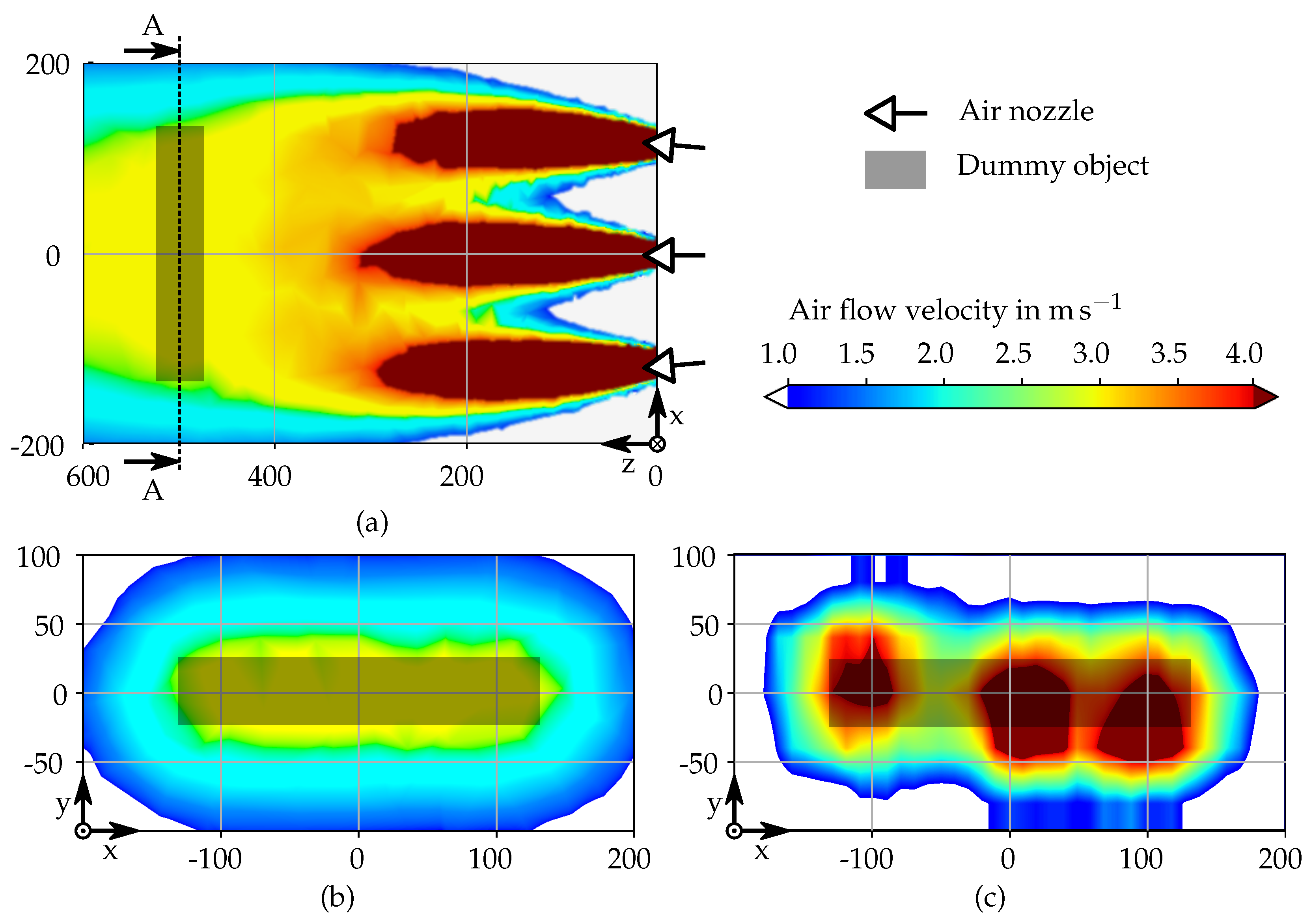
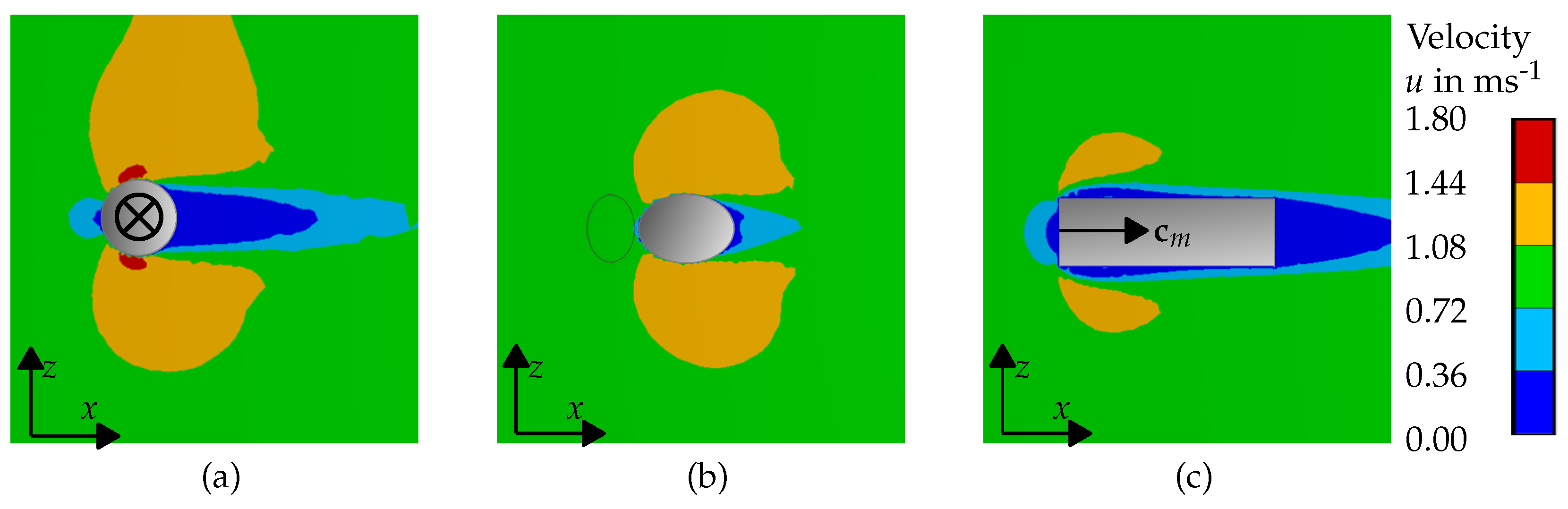
4. Simulation
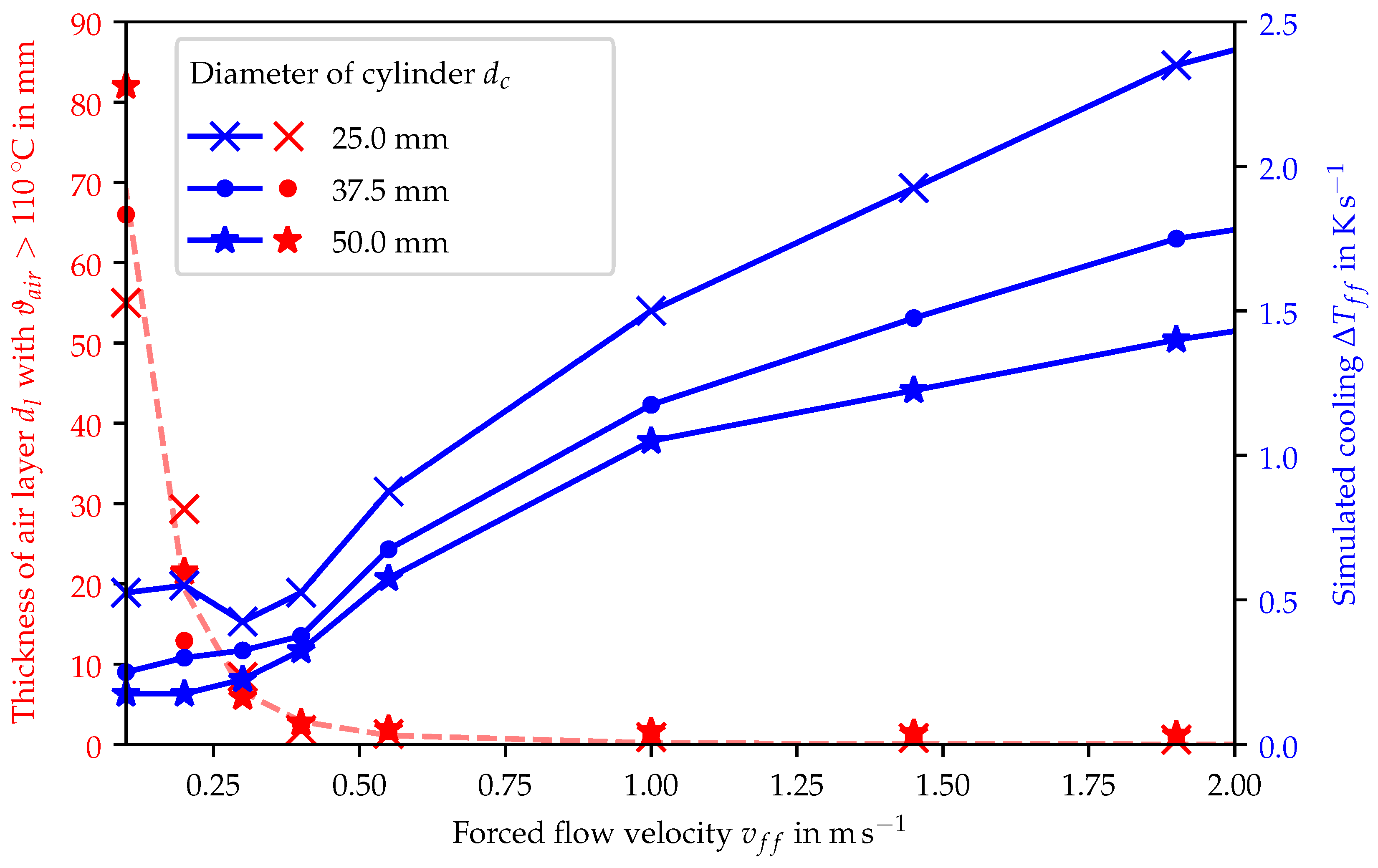
4.1. Simulation Results and Discussion
4.2. Simulation Conclusions
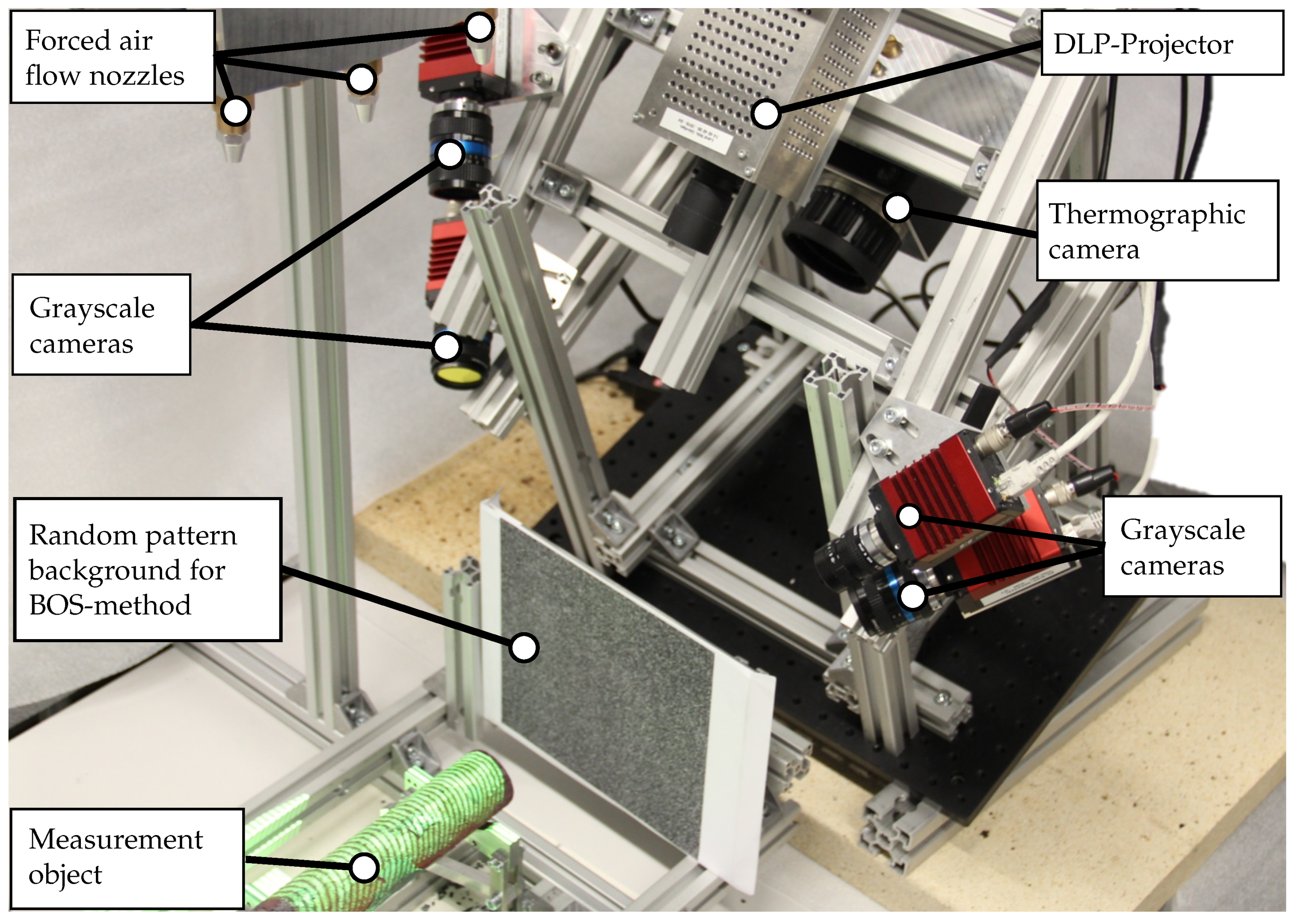
5. Setup
6. Experiments
6.1. Experimental Plan
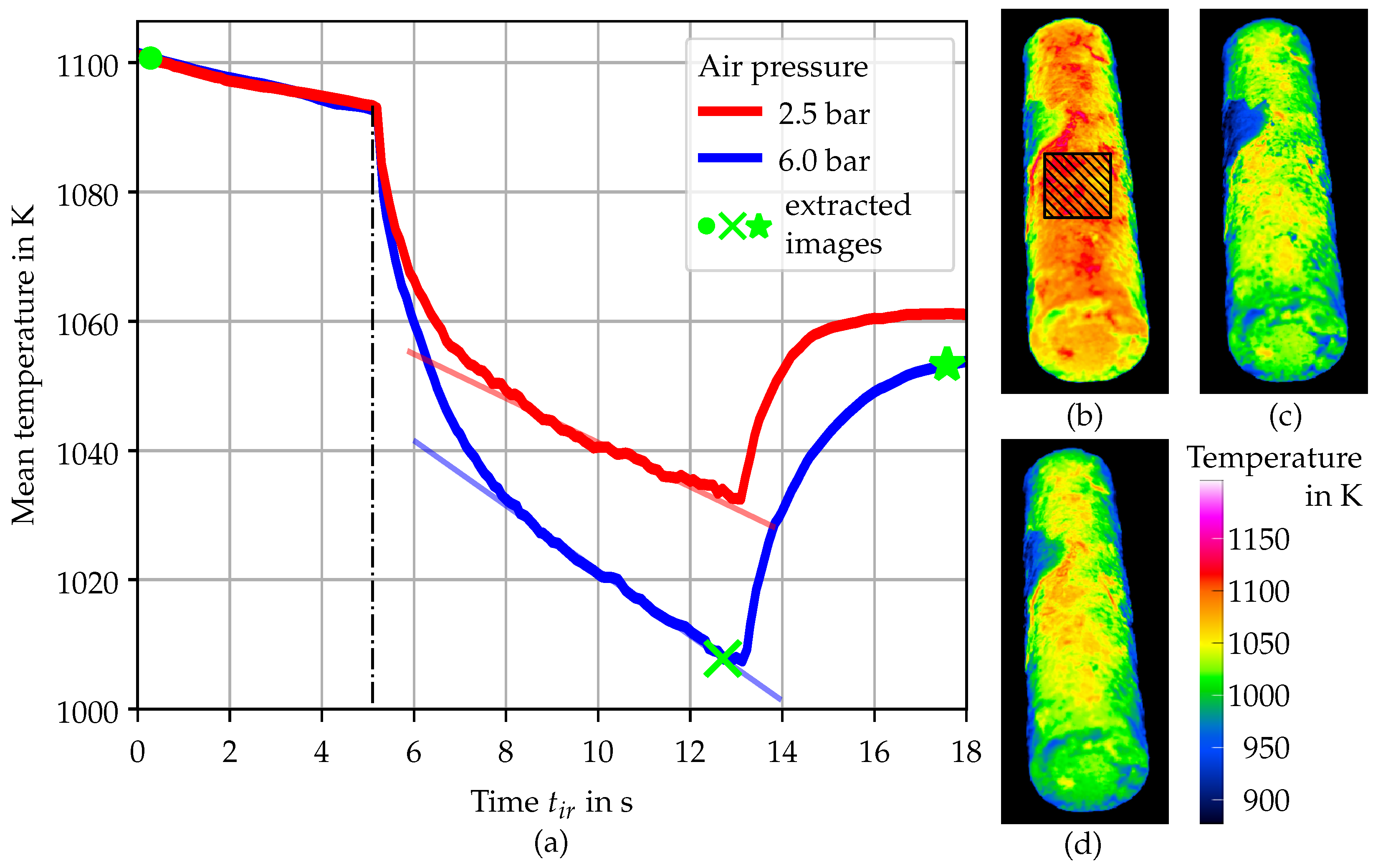
- Measurement of the cooling effect of the forced air flow onto the cylinder,
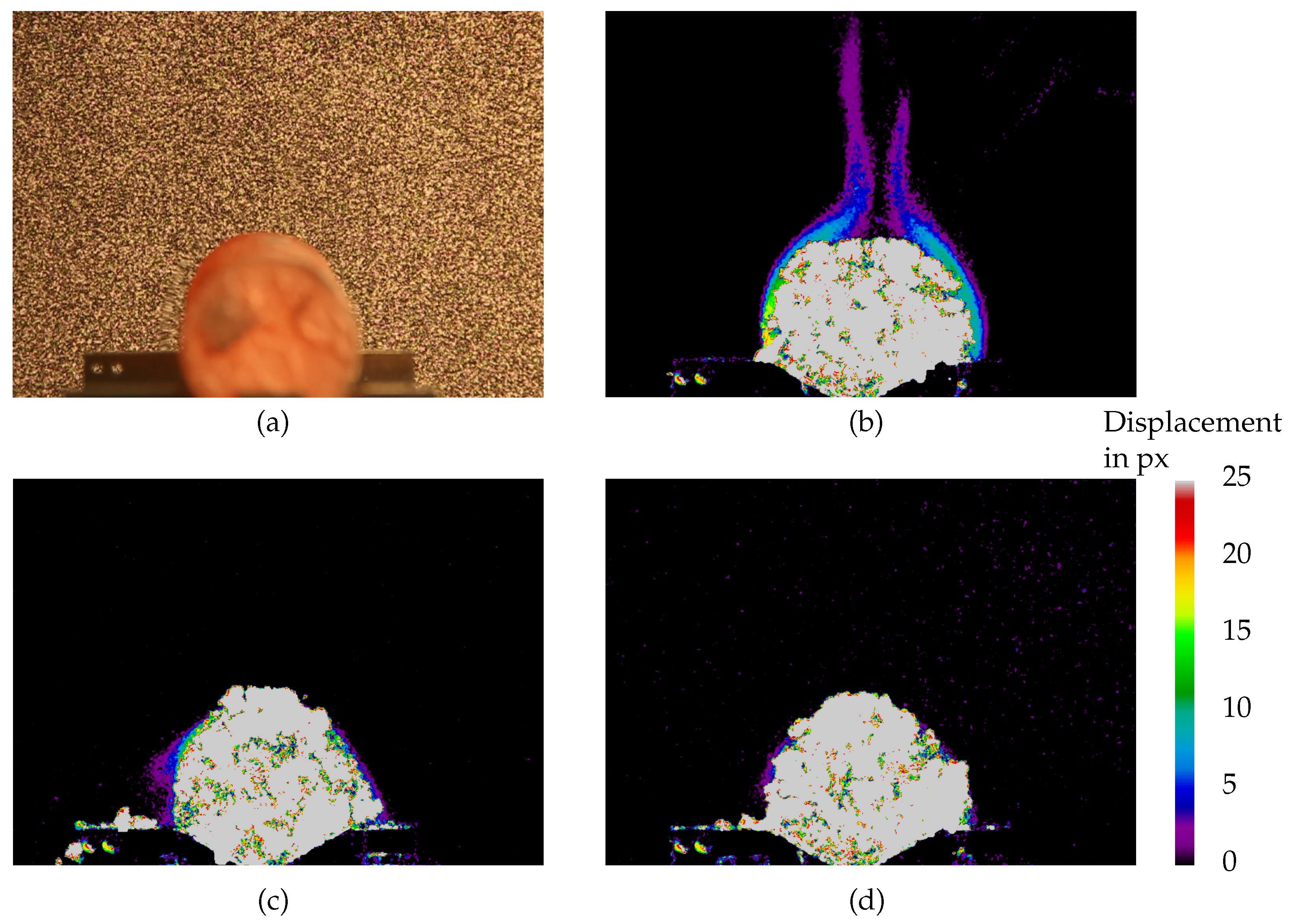
- using the pixel displacement from the BOS method to estimate the indirect influence of the air flow on the light deflection effect and
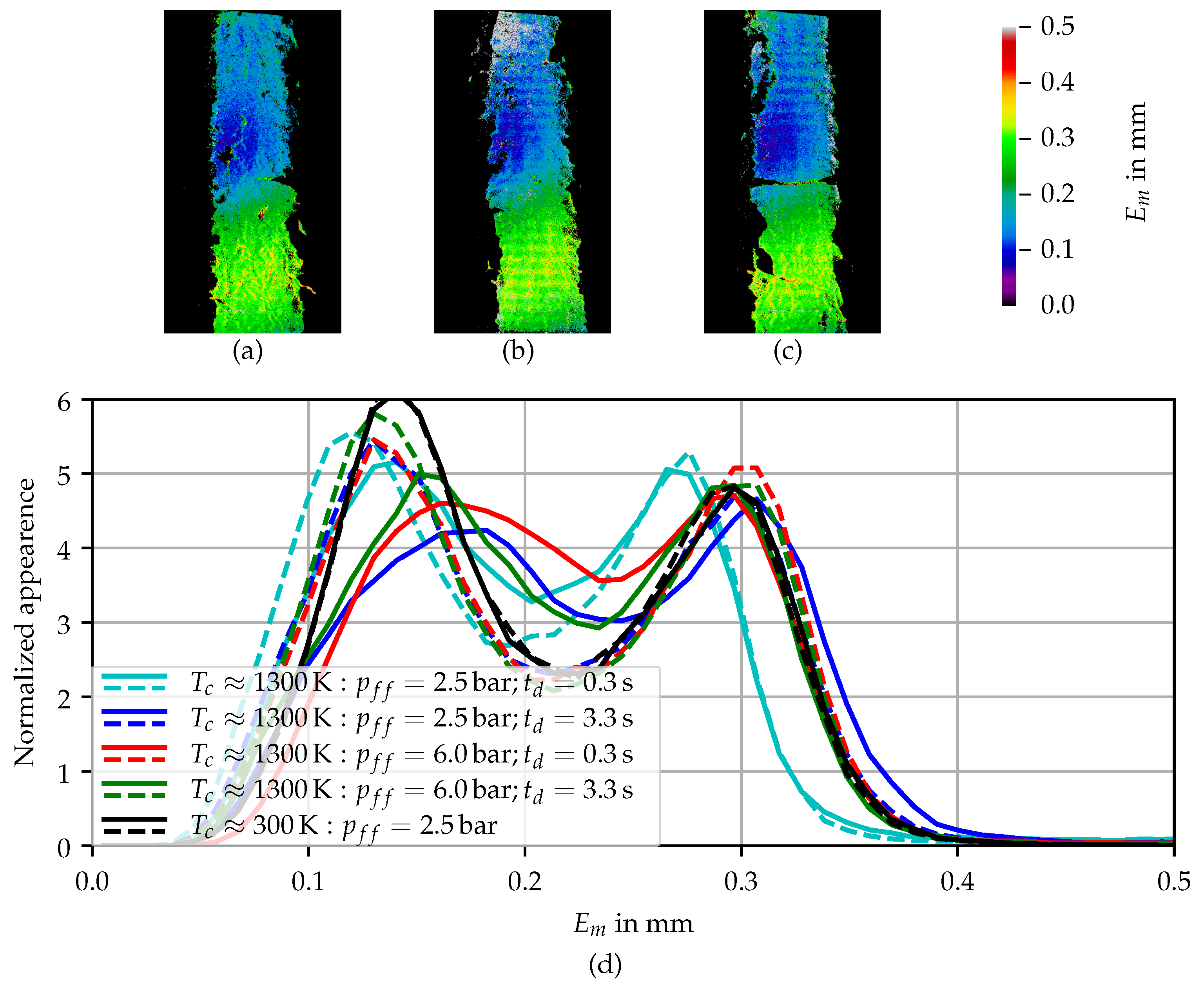
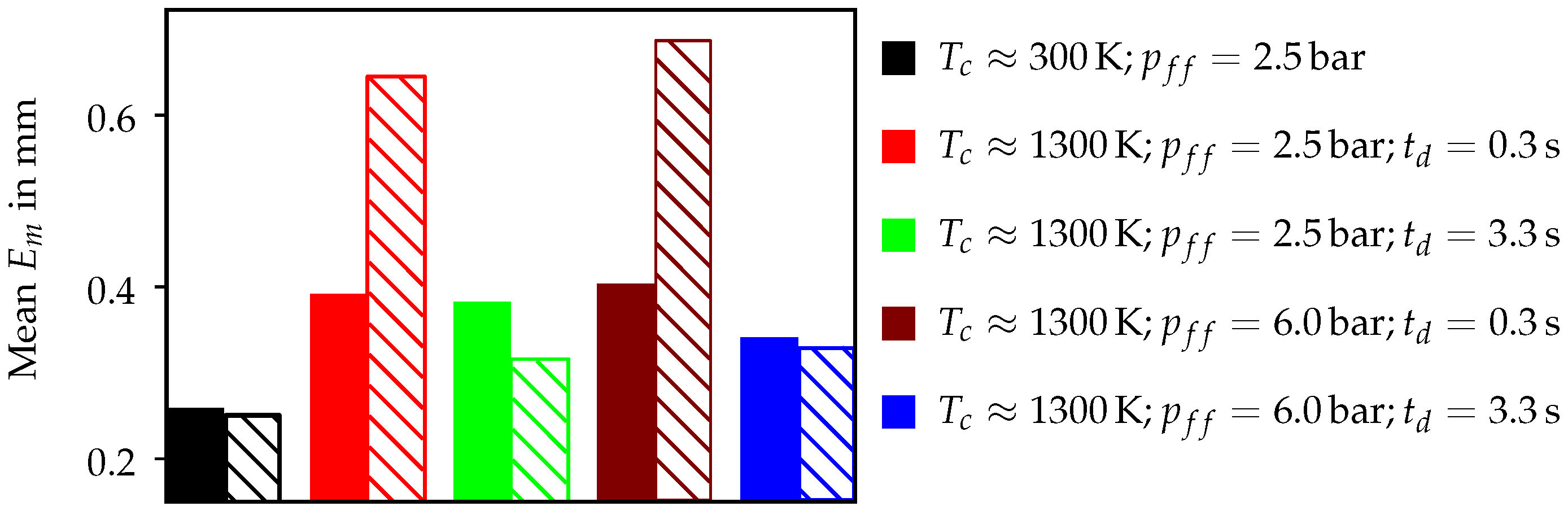
- analysis of the direct influence by means of using the reconstruction error metric.
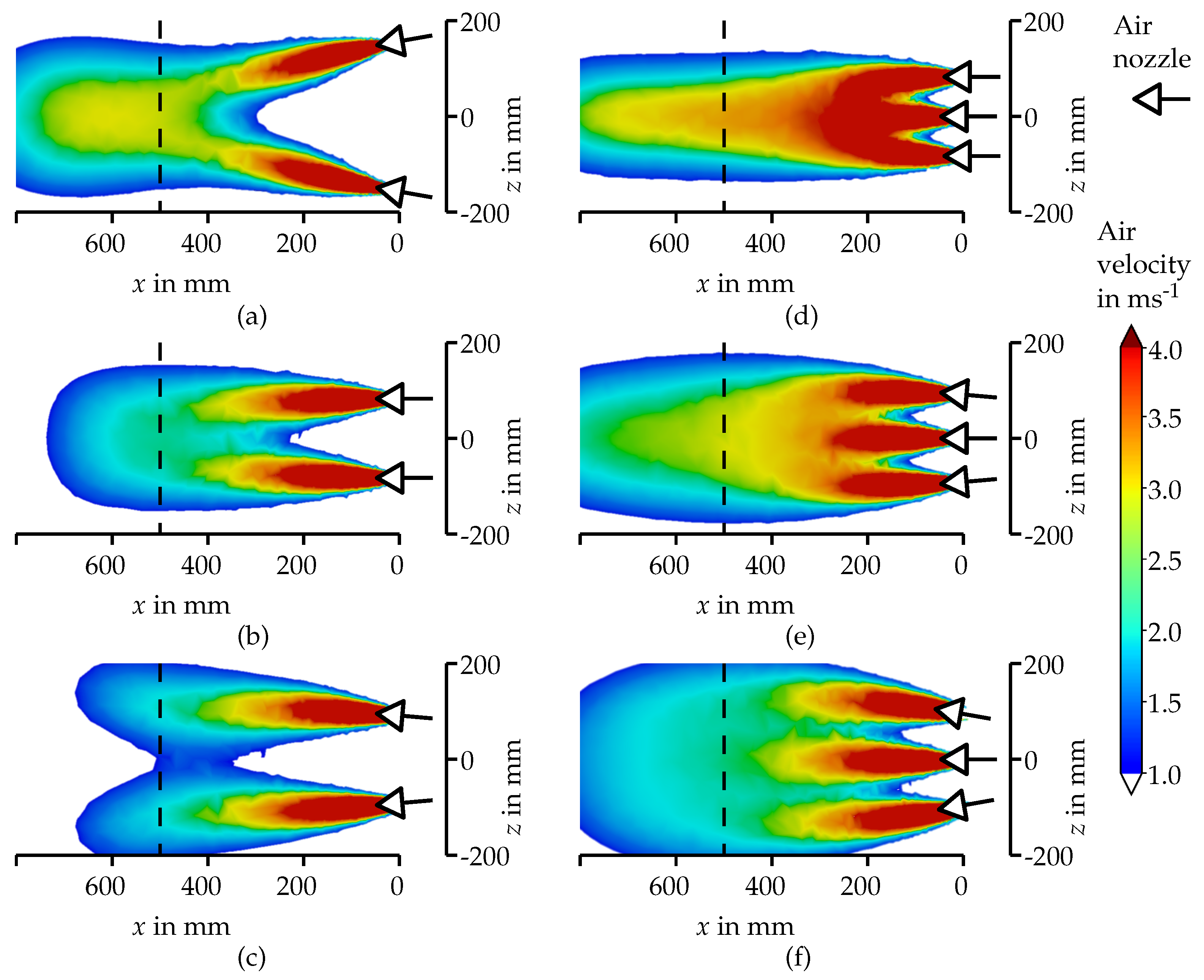
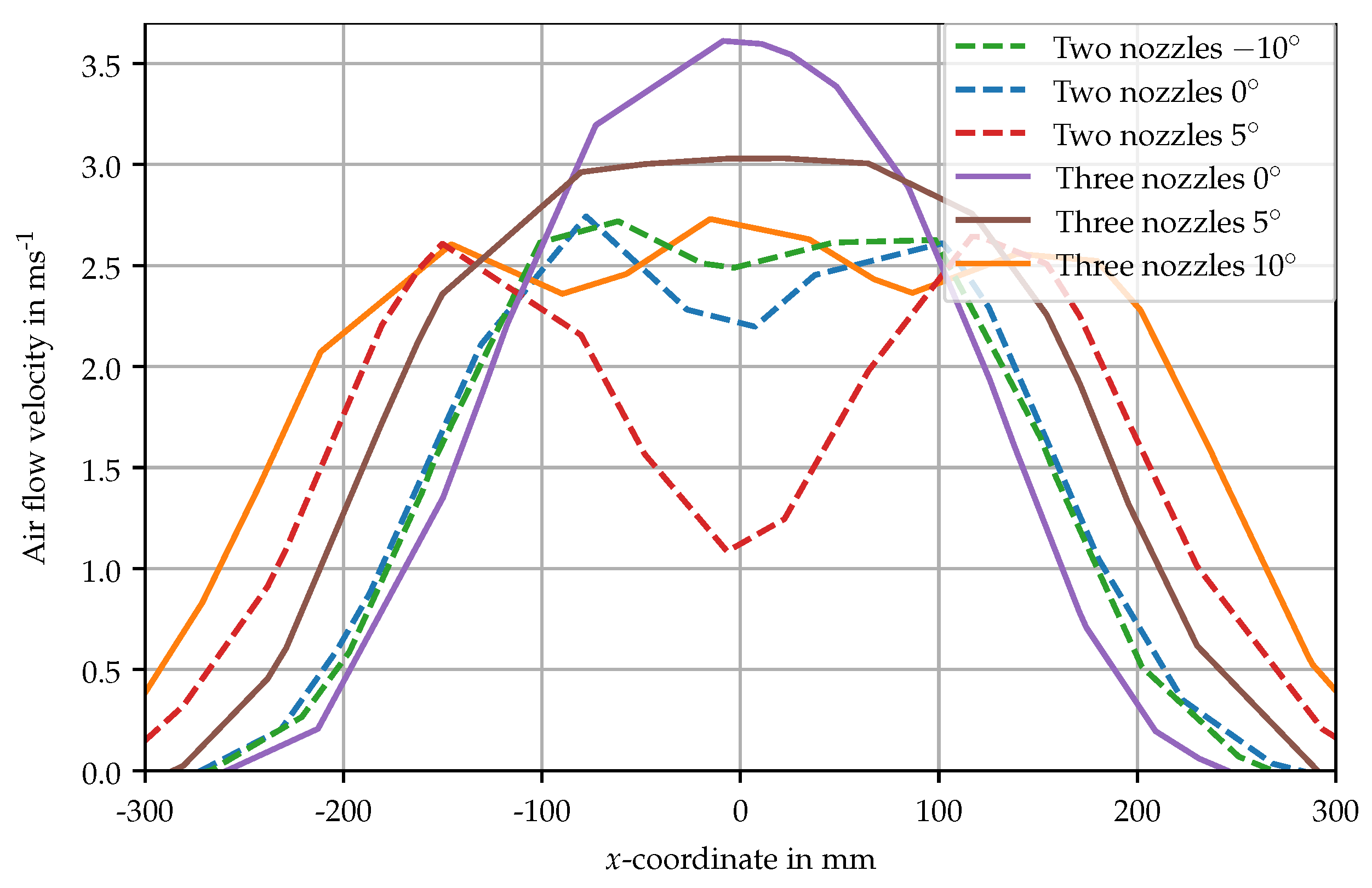
6.2. Experimental Results
7. Discussion
8. Conclusions
9. Summary and Future Work
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| BOS | Background-oriented Schlieren |
| FPS | Fringe projection system |
| IR | Infrared |
Appendix A. Simulated Case Study



Appendix B. 3D Geometry Reconstructions

References
- Behrens, B.A.; Chugreev, A.; Selinski, M.; Matthias, T. Joining zone shape optimisation for hybrid components made of aluminium-steel by geometrically adapted joining surfaces in the friction welding process. AIP Conf. Proc. 2019, 2113, 040027. [Google Scholar]
- Behrens, B.A.; Chugreev, A.; Matthias, T.; Poll, G.; Pape, F.; Coors, T.; Hassel, T.; Maier, H.J.; Mildebrath, M. Manufacturing and evaluation of multi-material axial-bearing washers by tailored forming. Metals 2019, 9, 232. [Google Scholar] [CrossRef] [Green Version]
- Uhe, J.; Behrens, B.A. Manufacturing of Hybrid Solid Components by Tailored Forming. In Production at the Leading Edge of Technology; Springer: Berlin/Heidelberg, Germany, 2019; pp. 199–208. [Google Scholar]
- Böhm, C.; Kruse, J.; Stonis, M.; Aldakheel, F.; Wriggers, P. Virtual Element Method for Cross-Wedge Rolling during Tailored Forming Processes. Procedia Manuf. 2020, 47, 713–718. [Google Scholar] [CrossRef]
- Kruse, J.; Jagodzinski, A.; Langner, J.; Stonis, M.; Behrens, B.A. Investigation of the joining zone displacement of cross-wedge rolled serially arranged hybrid parts. Int. J. Mater. Form. 2019, 1–13. [Google Scholar] [CrossRef]
- Hawryluk, M.; Ziemba, J.; Sadowski, P. A review of current and new measurement techniques used in hot die forging processes. Meas. Control 2017, 50, 74–86. [Google Scholar] [CrossRef]
- Han, L.; Cheng, X.; Li, Z.; Zhong, K.; Shi, Y.; Jiang, H. A Robot-Driven 3D Shape Measurement System for Automatic Quality Inspection of Thermal Objects on a Forging Production Line. Sensors 2018, 18, 4368. [Google Scholar] [CrossRef] [Green Version]
- Mejia-Parra, D.; Sánchez, J.R.; Ruiz-Salguero, O.; Alonso, M.; Izaguirre, A.; Gil, E.; Palomar, J.; Posada, J. In-Line Dimensional Inspection of Warm-Die Forged Revolution Workpieces Using 3D Mesh Reconstruction. Appl. Sci. 2019, 9, 1069. [Google Scholar] [CrossRef] [Green Version]
- Beermann, R.; Quentin, L.; Pösch, A.; Reithmeier, E.; Kästner, M. Light section measurement to quantify the accuracy loss induced by laser light deflection in an inhomogeneous refractive index field. In Proceedings of the SPIE Optical Metrology, Optical Measurement Systems for Industrial Inspection X, Munich, Germany, 25–29 June 2017; Volume 10329, p. 103292T. [Google Scholar]
- Quentin, L.; Beermann, R.; Pösch, A.; Reithmeier, E.; Kästner, M. 3D geometry measurement of hot cylindric specimen using structured light. In Proceedings of the SPIE Optical Metrology, Optical Measurement Systems for Industrial Inspection X, Munich, Germany, 25–29 June 2017; Volume 10329, p. 103290U. [Google Scholar]
- Beermann, R.; Quentin, L.; Reithmeier, E.; Kästner, M. Fringe projection system for high-temperature workpieces–design, calibration, and measurement. Appl. Opt. 2018, 57, 4075–4089. [Google Scholar] [CrossRef] [PubMed]
- Richard, H.; Raffel, M. Principle and applications of the background oriented schlieren (BOS) method. Meas. Sci. Technol. 2001, 12, 1576. [Google Scholar] [CrossRef]
- Farnebäck, G. Two-frame motion estimation based on polynomial expansion. In Scandinavian Conference on Image Analysis; Springer: Berlin/Heidelberg, Germany, 2003; pp. 363–370. [Google Scholar]
- Beermann, R.; Quentin, L.; Pösch, A.; Reithmeier, E.; Kästner, M. Background oriented schlieren measurement of the refractive index field of air induced by a hot, cylindrical measurement object. Appl. Opt. 2017, 56, 4168–4179. [Google Scholar] [CrossRef] [PubMed]
- Quentin, L.; Beermann, R.; Kästner, M.; Reithmeier, E. Development of a reconstruction quality metric for optical three-dimensional measurement systems in use for hot-state measurement object. Opt. Eng. 2020, 59, 064103. [Google Scholar] [CrossRef]
- Bräuer-Burchardt, C.; Möller, M.; Munkelt, C.; Heinze, M.; Kühmstedt, P.; Notni, G. Determining exact point correspondences in 3D measurement systems using fringe projection—Concepts, algorithms, and accuracy determination. Appl. Meas. Syst. 2012, 211–228. [Google Scholar] [CrossRef] [Green Version]
- Reich, C.; Ritter, R.; Thesing, J. 3-D shape measurement of complex objects by combining photogrammetry and fringe projection. Opt. Eng. 2000, 39, 224–231. [Google Scholar] [CrossRef] [Green Version]
- Peng, T.; Gupta, S.K.; Lau, K. Algorithms for constructing 3-D point clouds using multiple digital fringe projection patterns. Comput.-Aided Des. Appl. 2005, 2, 737–746. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| in | 25.0 | 37.5 | 50.0 |
| in | 0.57 | 0.57 | 0.68 |
| Pressure on Air Flow Actuator | 0.0 bar | 2.5 bar | 6.0 bar |
|---|---|---|---|
| Cooling rate | |||
| Time sector definition |
| Conditions | Deactivated Air Flow | Activated Air Flow |
|---|---|---|
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Quentin, L.; Reinke, C.; Beermann, R.; Kästner, M.; Reithmeier, E. Design, Setup, and Evaluation of a Compensation System for the Light Deflection Effect Occurring When Measuring Wrought-Hot Objects Using Optical Triangulation Methods. Metals 2020, 10, 908. https://doi.org/10.3390/met10070908
Quentin L, Reinke C, Beermann R, Kästner M, Reithmeier E. Design, Setup, and Evaluation of a Compensation System for the Light Deflection Effect Occurring When Measuring Wrought-Hot Objects Using Optical Triangulation Methods. Metals. 2020; 10(7):908. https://doi.org/10.3390/met10070908
Chicago/Turabian StyleQuentin, Lorenz, Carl Reinke, Rüdiger Beermann, Markus Kästner, and Eduard Reithmeier. 2020. "Design, Setup, and Evaluation of a Compensation System for the Light Deflection Effect Occurring When Measuring Wrought-Hot Objects Using Optical Triangulation Methods" Metals 10, no. 7: 908. https://doi.org/10.3390/met10070908
APA StyleQuentin, L., Reinke, C., Beermann, R., Kästner, M., & Reithmeier, E. (2020). Design, Setup, and Evaluation of a Compensation System for the Light Deflection Effect Occurring When Measuring Wrought-Hot Objects Using Optical Triangulation Methods. Metals, 10(7), 908. https://doi.org/10.3390/met10070908