Ageing of Al-Mn-Cu-Be Alloys for Stimulating Precipitation of Icosahedral Quasicrystals



Abstract
:1. Introduction
2. Materials and Methods
3. Results
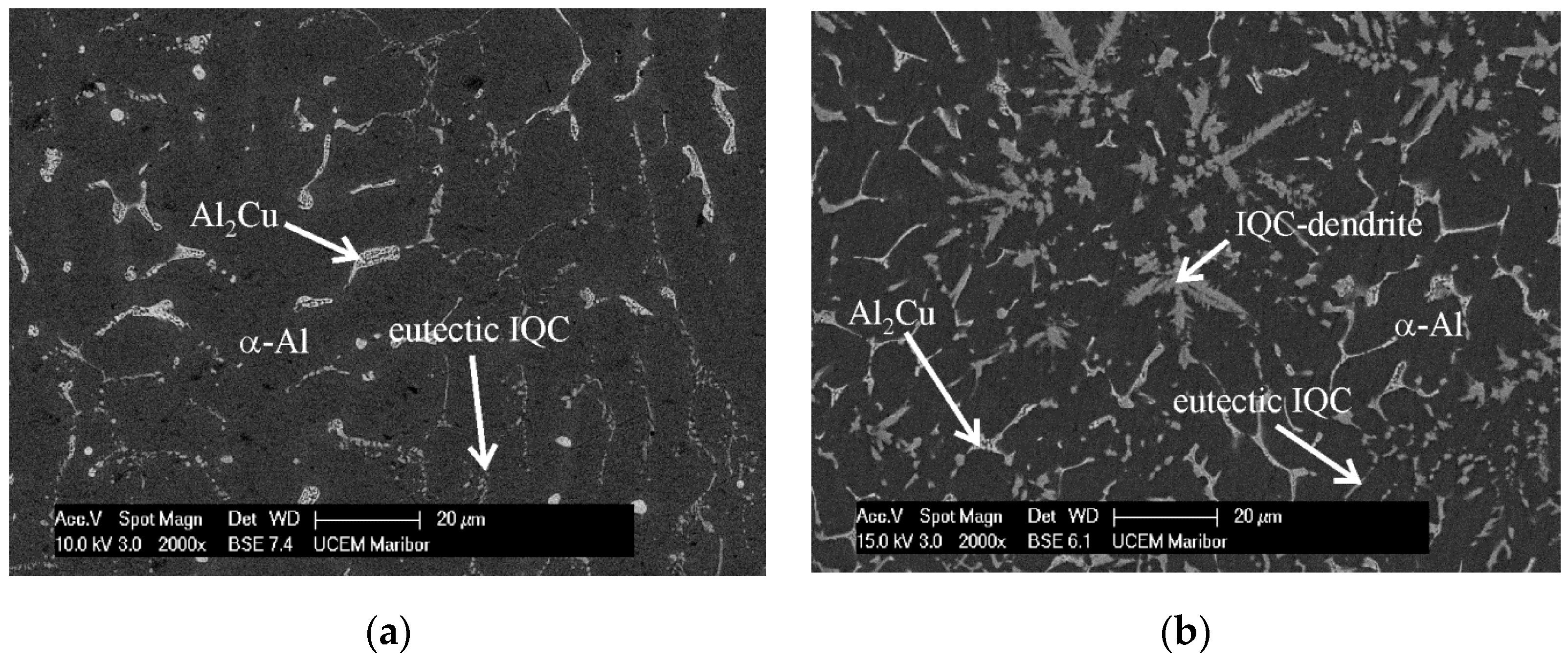
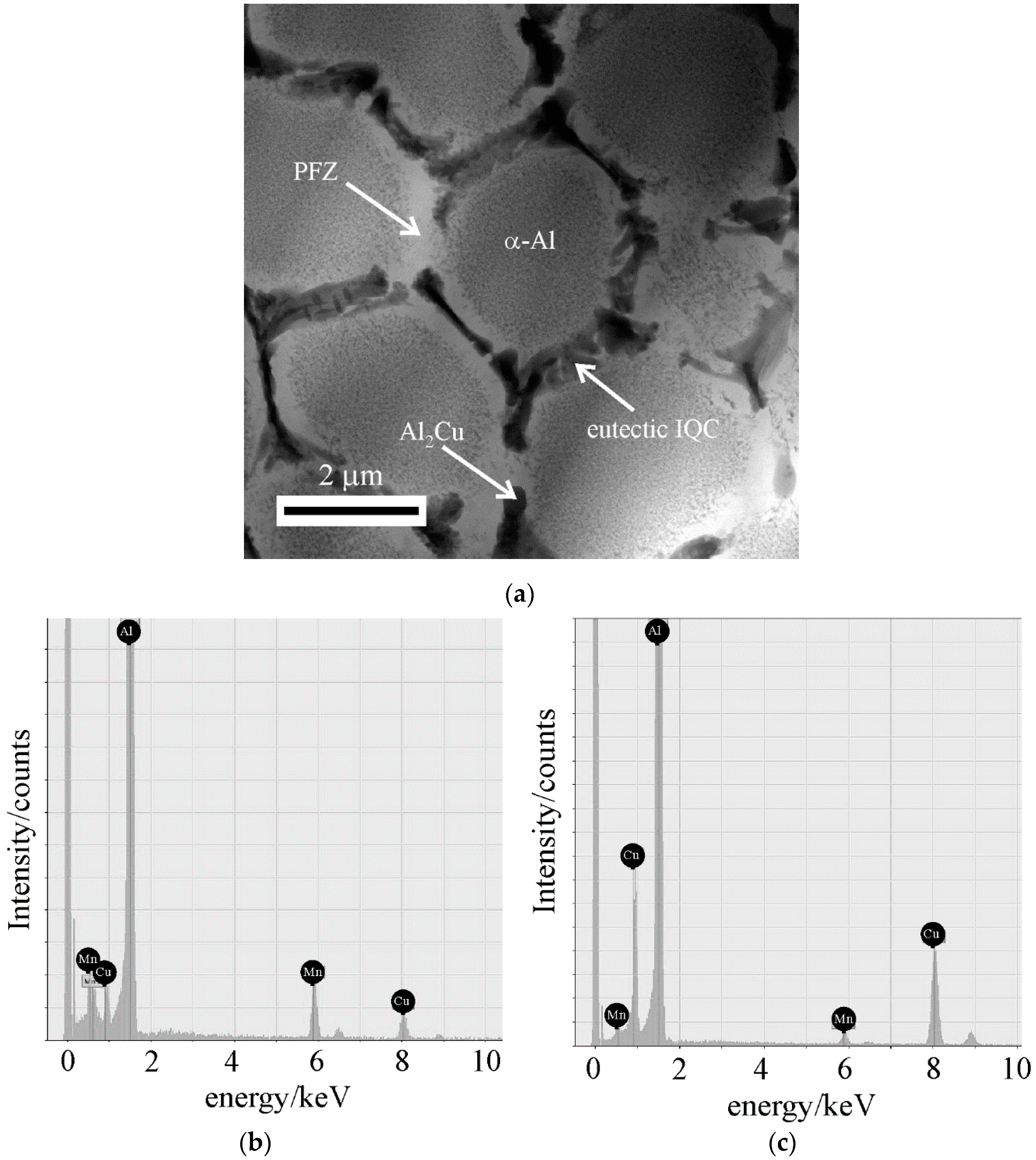
3.1. As-Cast Condition
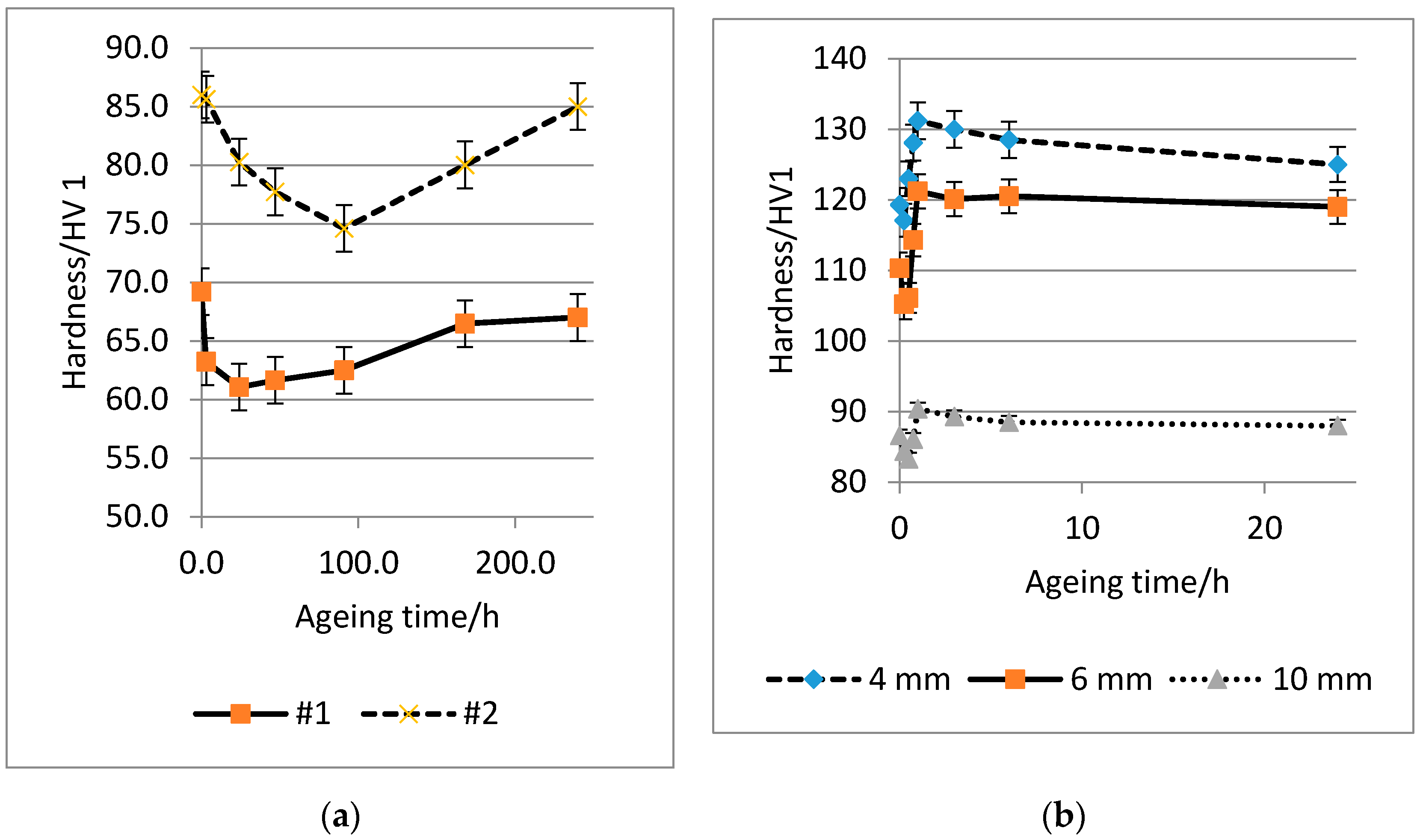
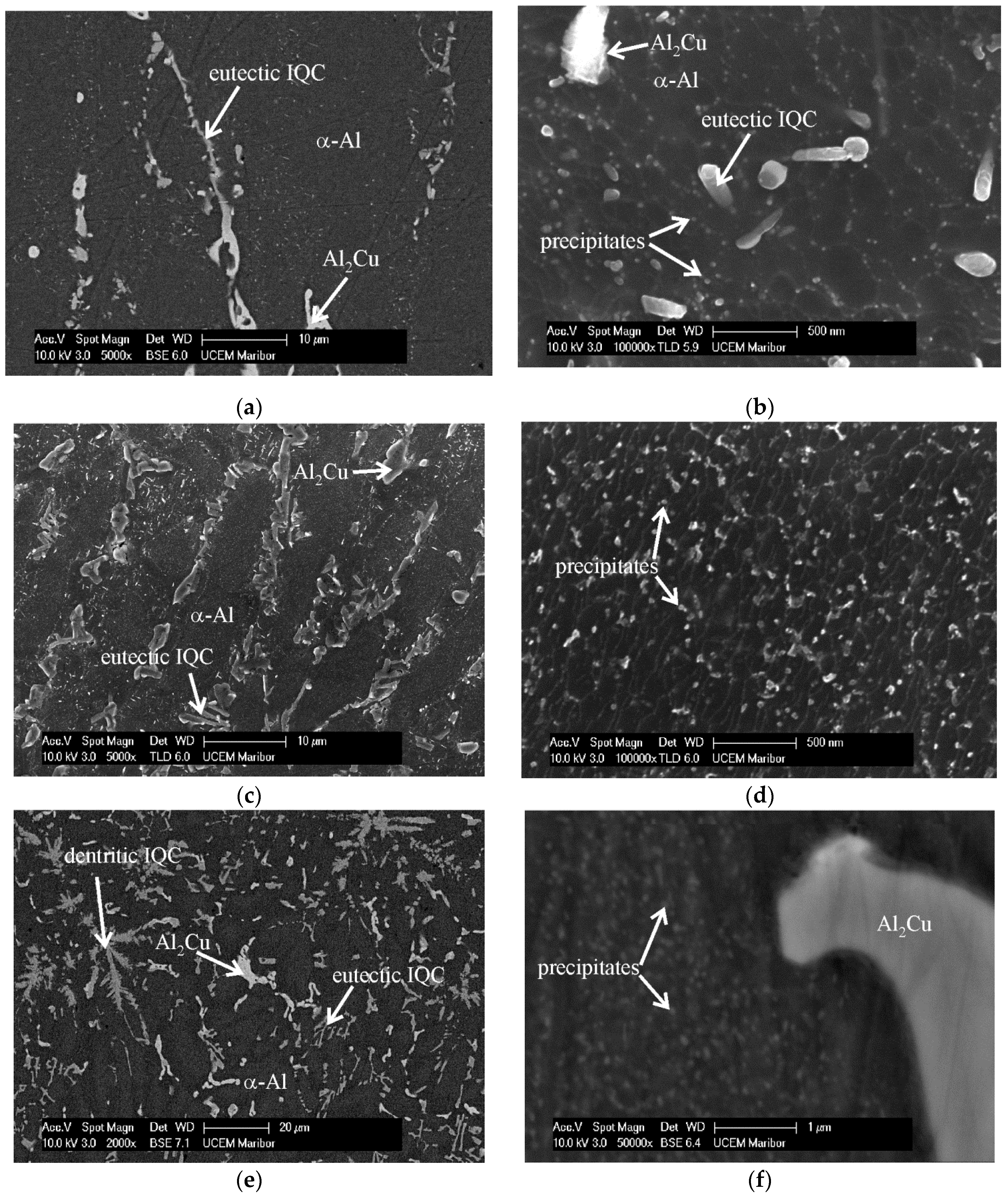
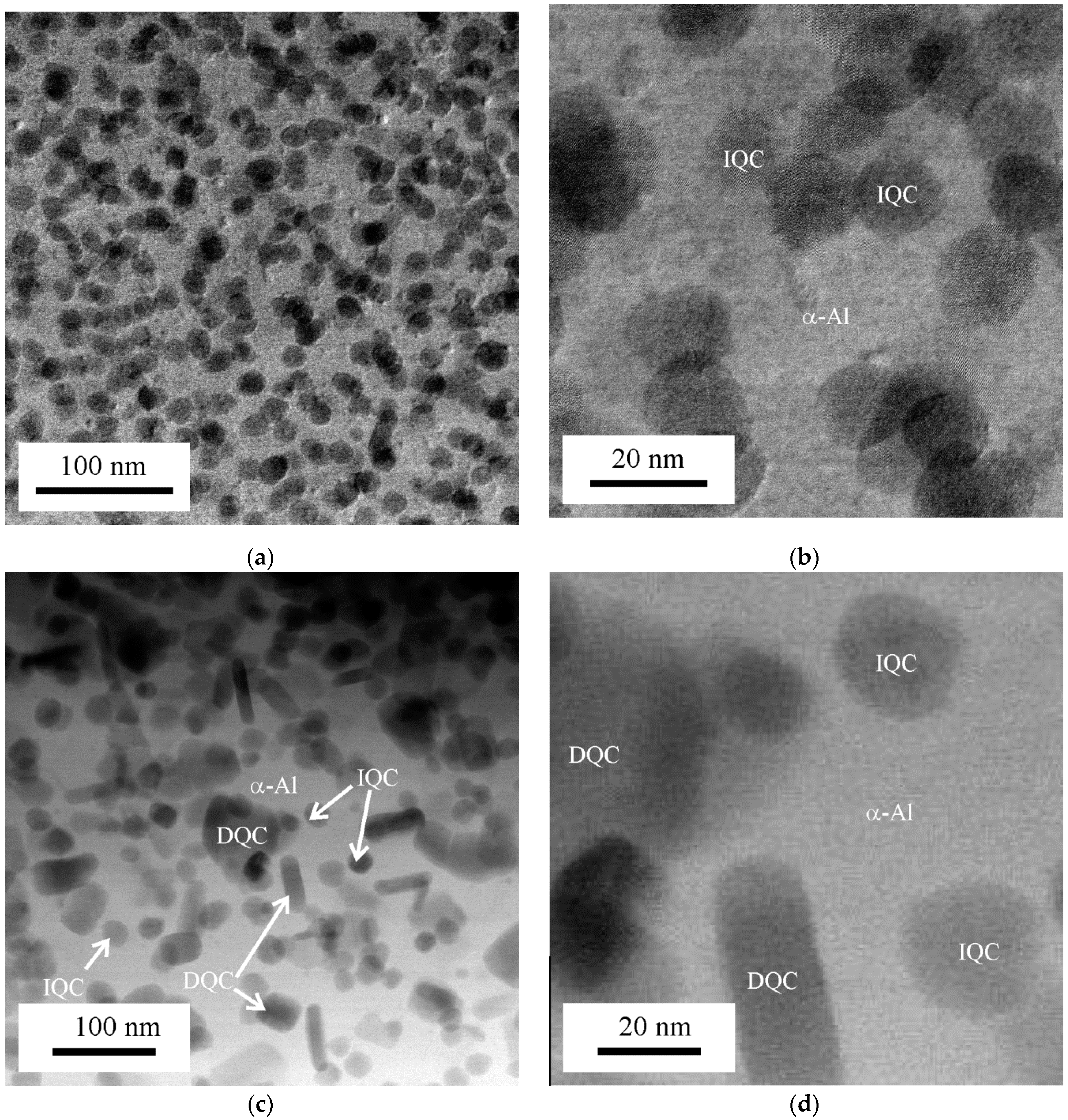
3.2. Heat Treatment
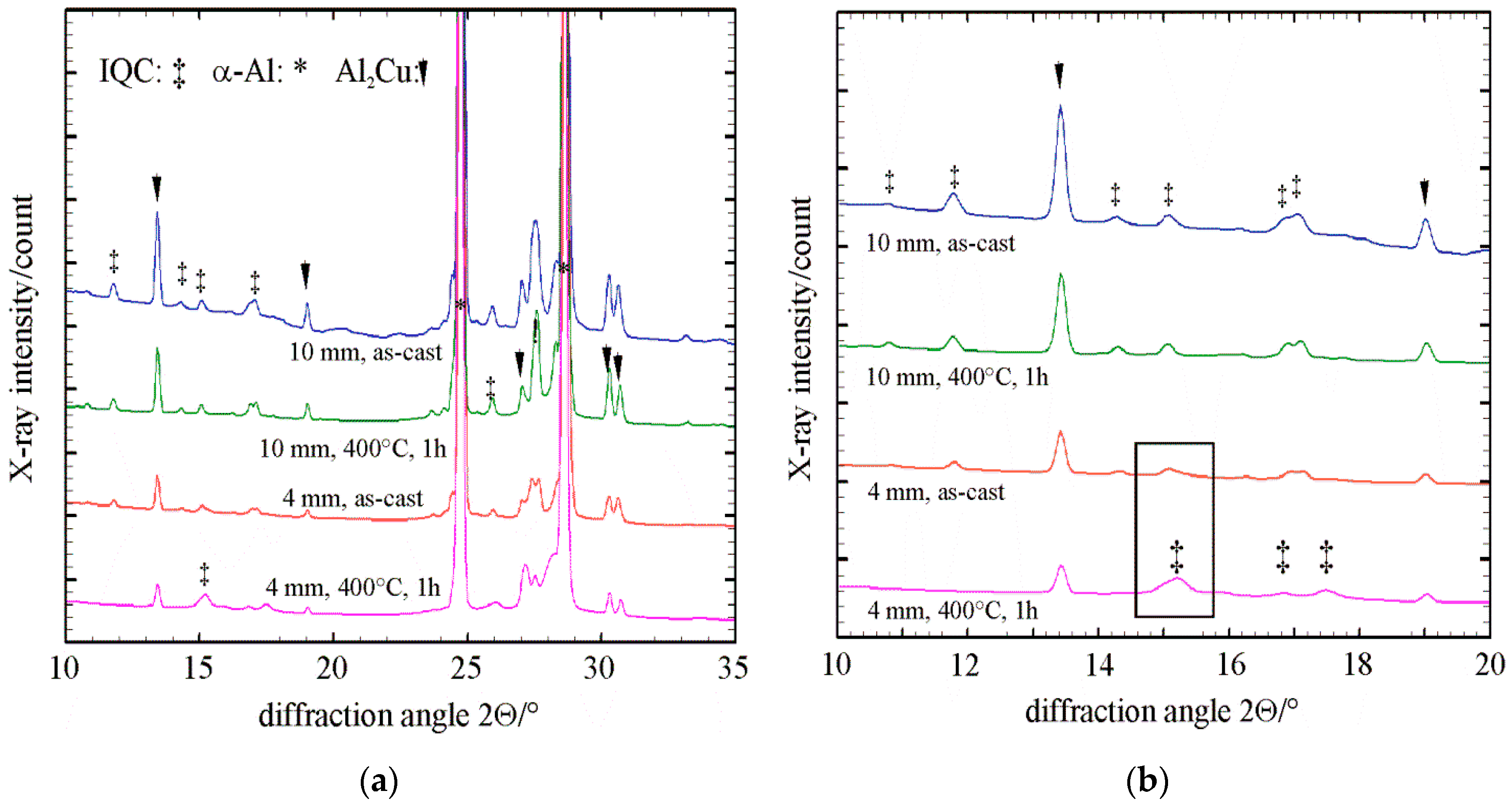
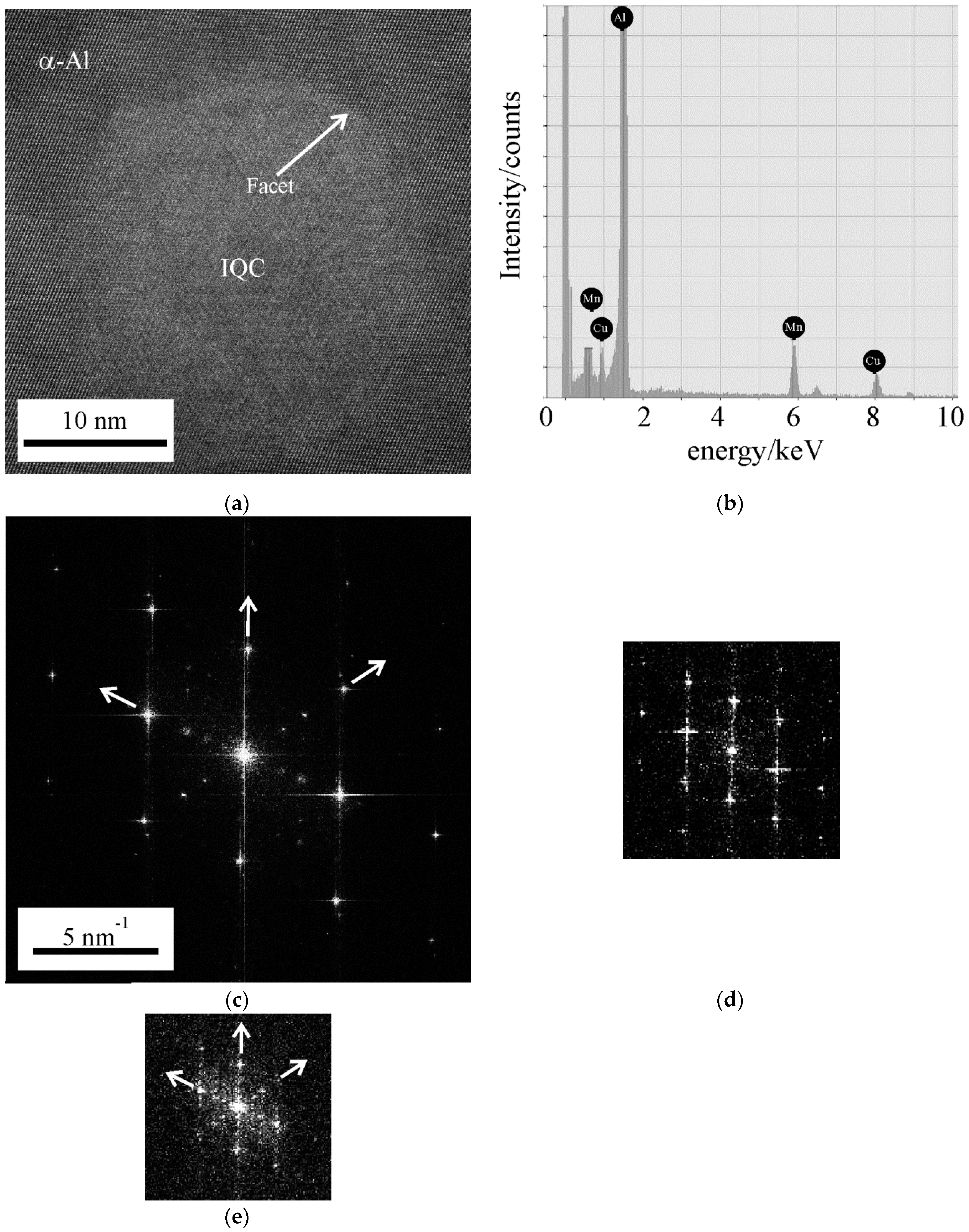
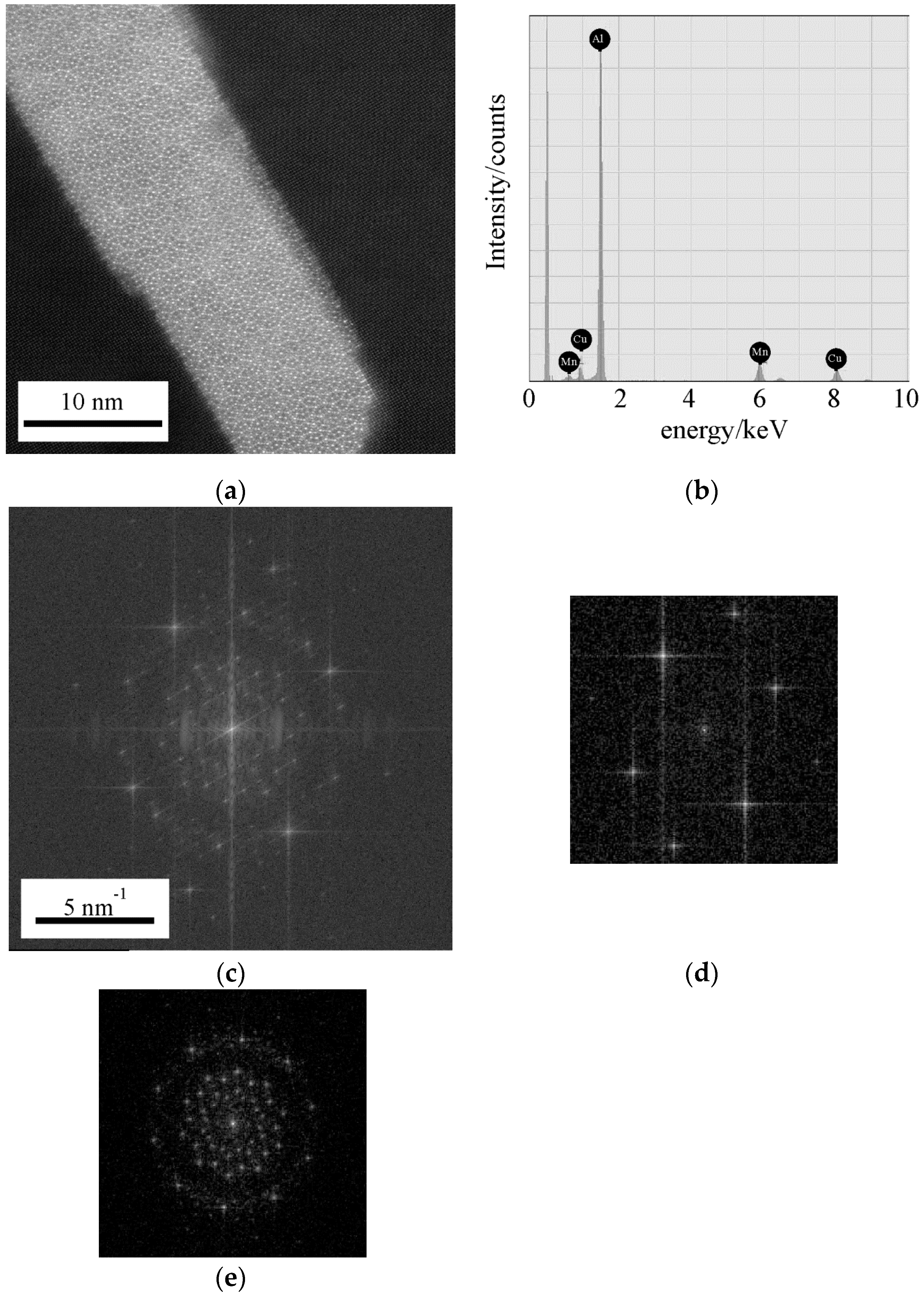
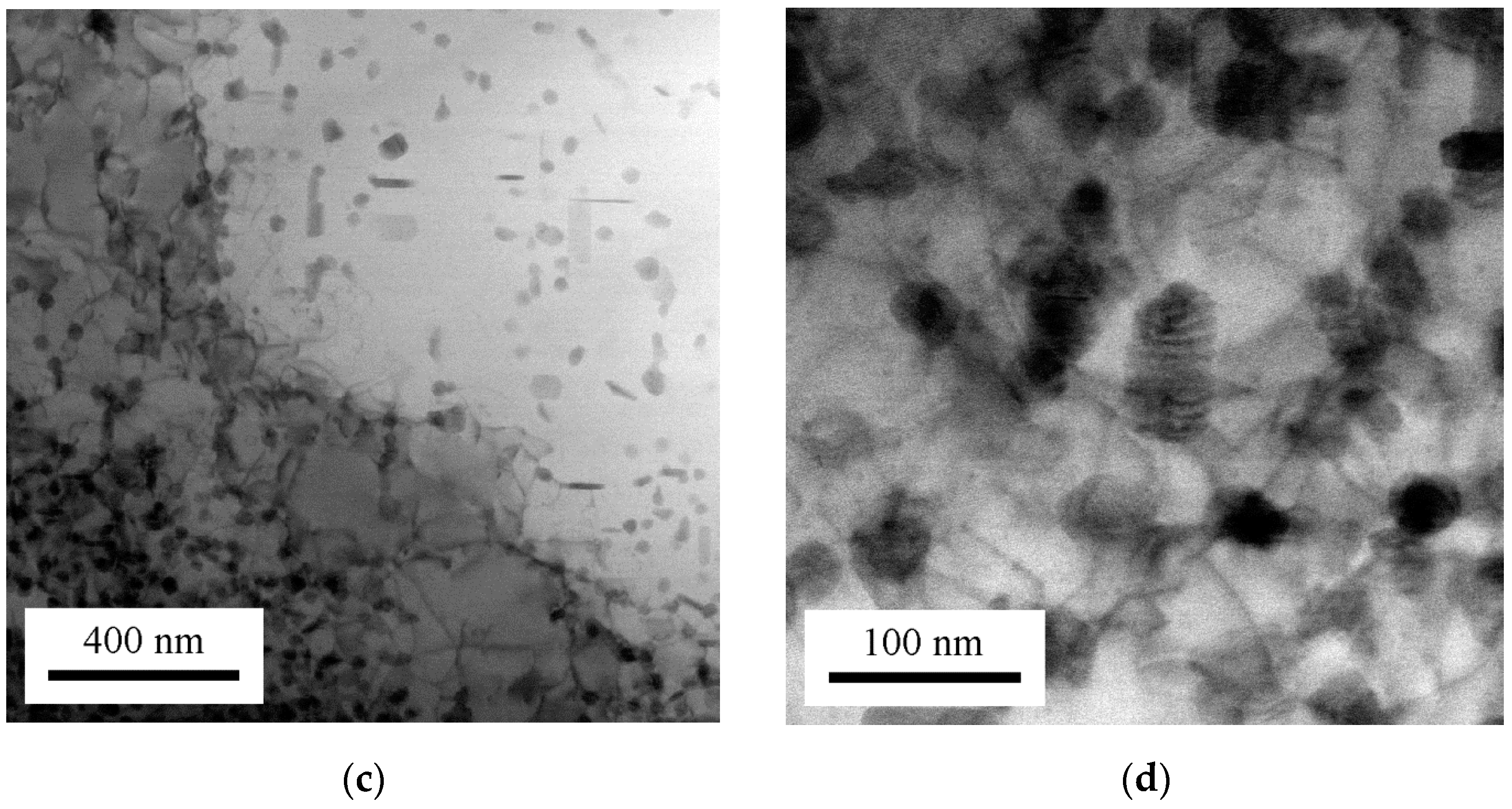
3.3. Analysis of Icosahedral and Decagonal Quasicrystalline Precipitates
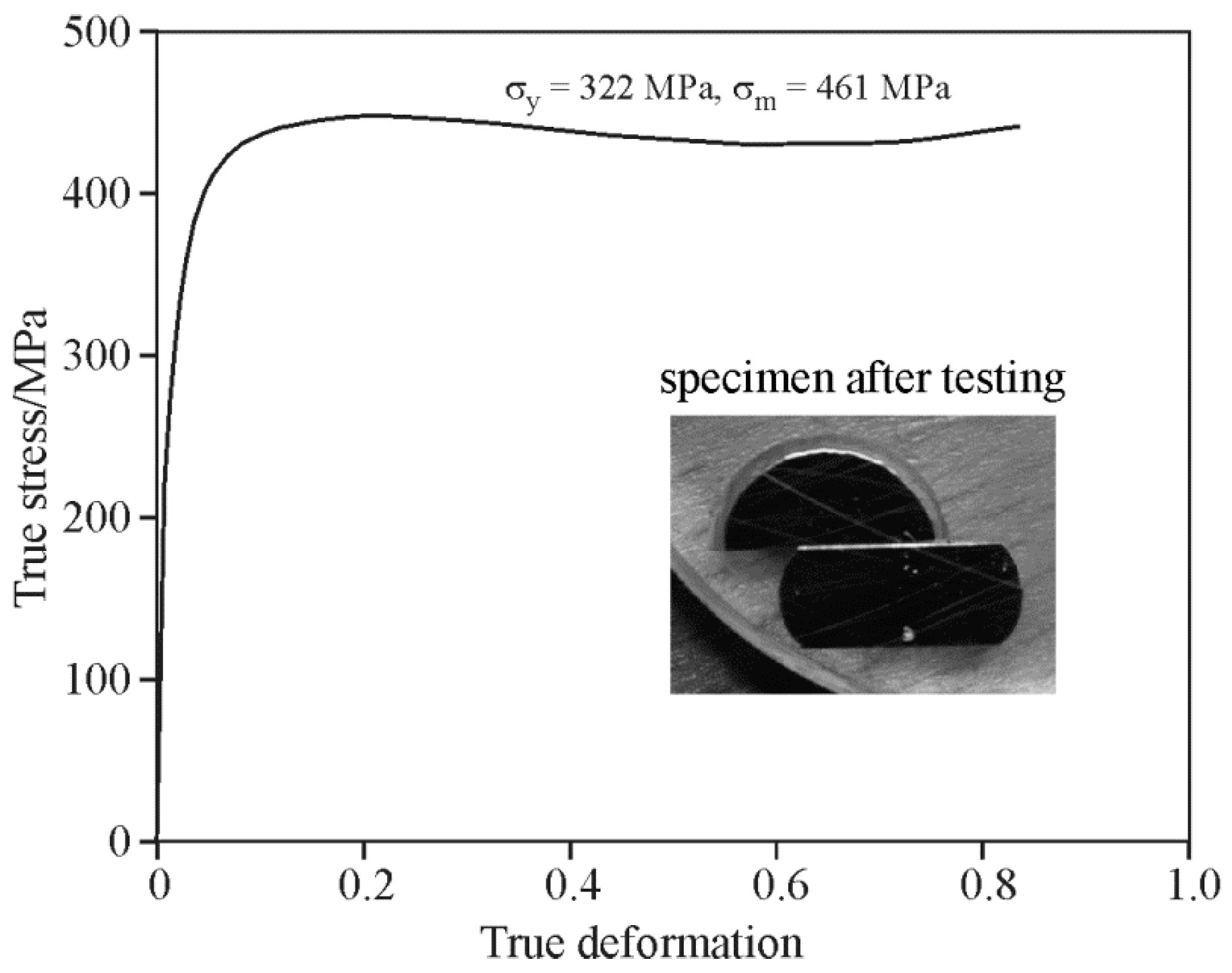
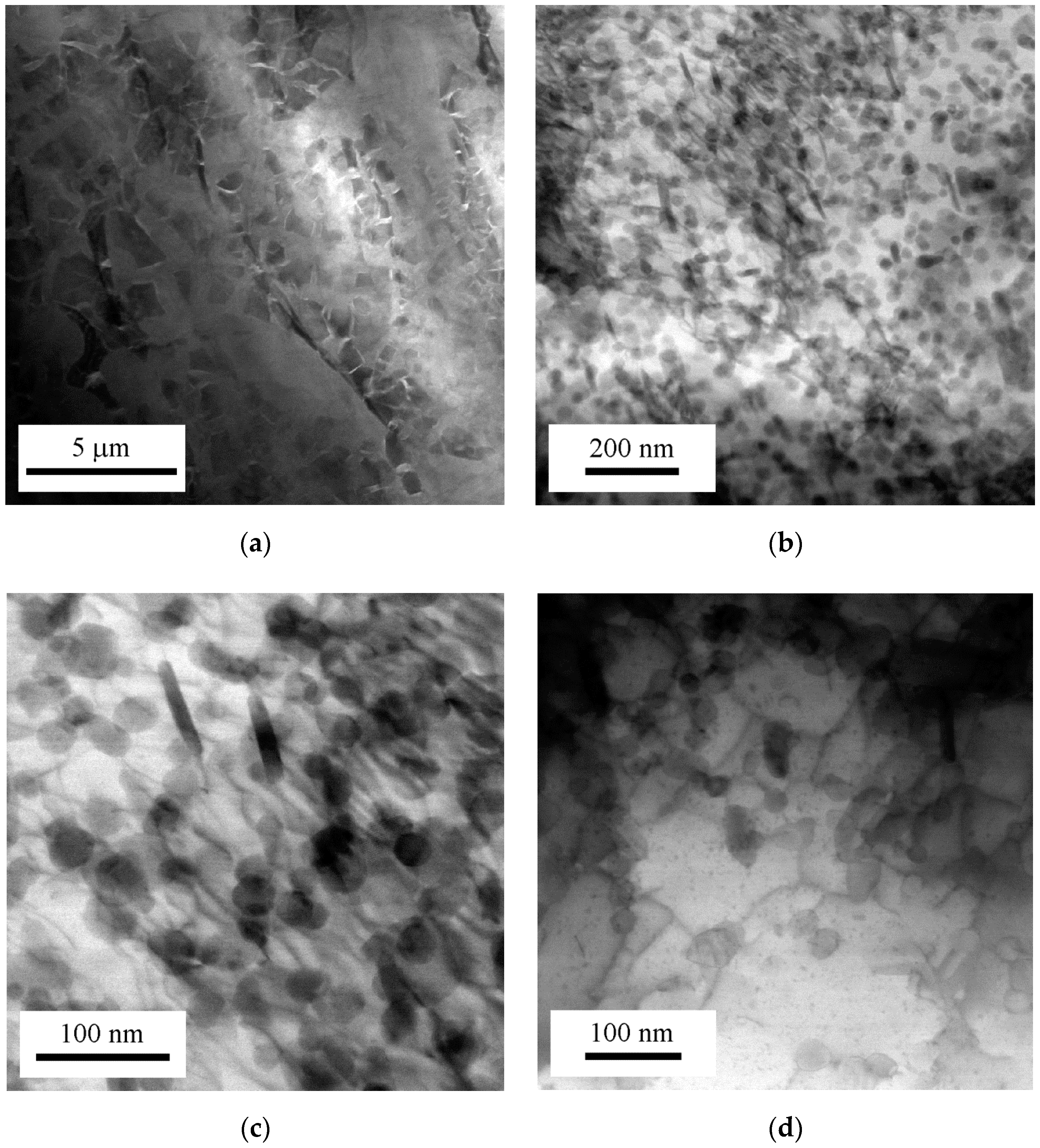
3.4. Compression Test and Microstructures of Deformed Samples
4. Discussion
5. Conclusions
6. Patents
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Shechtman, D.; Blech, I.; Gratias, D.; Cahn, J.W. Metallic phase with long-range orientational order and no translational symmetry. Phys. Rev. Lett. 1984, 53, 1951–1953. [Google Scholar] [CrossRef] [Green Version]
- Schurack, F.; Eckert, J.; Schultz, L. Synthesis and mechanical properties of cast quasicrystal-reinforced Al-alloys. Acta Mater. 2001, 49, 1351–1361. [Google Scholar] [CrossRef]
- Huo, S.; Mais, B. Characteristics of heat resistant nanoquasicrystalline PM aluminum materials. Met. Powder Rep. 2017, 72, 45–50. [Google Scholar] [CrossRef]
- Inoue, A.; Kimura, H. Fabrications and mechanical properties of bulk amorphous, nanocrystalline, nanoquasicrystalline alloys in aluminum-based system. J. Light Met. 2001, 1, 31–41. [Google Scholar] [CrossRef]
- Kim, K.B.; Xu, W.; Tomut, M.; Stoica, M.; Calin, M.; Yi, S.; Lee, W.H.; Eckert, J. Formation of icosahedral phase in an Al93Fe3Cr2Ti2 bulk alloy. J. Alloys Compd. 2007, 436, L1–L4. [Google Scholar] [CrossRef]
- Kim, S.H.; Song, G.S.; Fleury, E.; Chattopadhyay, K.; Kim, W.T.; Kim, D.H. Icosahedral quasicrystalline and hexagonal approximant phases in the Al-Mn-Be alloy system. Philos. Mag. A Phys. Condens. Matter Struct. Defects Mech. Prop. 2002, 82, 1495–1508. [Google Scholar] [CrossRef]
- Schurack, F.; Eckert, J.; Schultz, L. Al-Mn-Ce quasicrystalline composites: Phase formation and mechanical properties. Philos. Mag. 2003, 83, 807–825. [Google Scholar] [CrossRef]
- Boncina, T.; Markoli, B.; Zupanic, F. Characterization of cast Al86Mn3Be11 alloy. J. Microsc.-Oxf. 2009, 233, 364–371. [Google Scholar] [CrossRef] [PubMed]
- Rouxel, B.; Ramajayam, M.; Langan, T.J.; Lamb, J.; Sanders, P.G.; Dorin, T. Effect of dislocations, Al3(Sc,Zr) distribution and ageing temperature on θ′ precipitation in Al-Cu-(Sc)-(Zr) alloys. Materialia 2020, 9, 100610. [Google Scholar] [CrossRef]
- Babaniaris, S.; Ramajayam, M.; Jiang, L.; Langan, T.; Dorin, T. Tailored precipitation route for the effective utilisation of Sc and Zr in an Al-Mg-Si alloy. Materialia 2020, 10, 100656. [Google Scholar] [CrossRef]
- Vončina, M.; Medved, J.; Kores, S.; Xie, P.; Schumacher, P.; Li, J. Precipitation microstructure in Al-Si-Mg-Mn alloy with Zr additions. Mater. Charact. 2019, 155, 109820. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Mochugovskiy, A.G.; Levchenko, V.S.; Tabachkova, N.Y.; Mufalo, W.; Portnoy, V.K. Precipitation behavior of L12 Al3Zr phase in Al-Mg-Zr alloy. Mater. Charact. 2018, 139, 30–37. [Google Scholar] [CrossRef]
- Hansen, V.; Gjønnes, J. Quasicrystals in an aluminium alloy matrix and the transformation to α‒AlMnSi via intermediate stages. Philos. Mag. A 1996, 73, 1147–1158. [Google Scholar] [CrossRef]
- Li, Y.J.; Arnberg, L. Quantitative study on the precipitation behavior of dispersoids in DC-cast AA3003 alloy during heating and homogenization. Acta Mater. 2003, 51, 3415–3428. [Google Scholar] [CrossRef]
- Mochugovskiy, A.; Tabachkova, N.; Mikhaylovskaya, A. Annealing induced precipitation of nanoscale icosahedral quasicrystals in aluminum based alloy. Mater. Lett. 2019, 247, 200–203. [Google Scholar] [CrossRef]
- Boncina, T.; Zupanic, F. In situ tem study of precipitation in a quasicrystal-strengthened al-alloy. Arch. Metall. Mater. 2017, 62, 5–9. [Google Scholar] [CrossRef] [Green Version]
- Zupanič, F.; Wang, D.; Gspan, C.; Bončina, T. Precipitates in a quasicrystal-strengthened Al–Mn–Be–Cu alloy. Mater. Charact. 2015, 106, 93–99. [Google Scholar] [CrossRef]
- Shen, Z.; Liu, C.; Ding, Q.; Wang, S.; Wei, X.; Chen, L.; Li, J.; Zhang, Z. The structure determination of Al20Cu2Mn3 by near atomic resolution chemical mapping. J. Alloys Compd. 2014, 601, 25–30. [Google Scholar] [CrossRef]
- Zupanič, F.; Gspan, C.; Burja, J.; Bončina, T. Quasicrystalline and L12 precipitates in a microalloyed Al-Mn-Cu alloy. Mater. Today Commun. 2020, 22, 100809. [Google Scholar] [CrossRef]
- Bončina, T.; Zupanič, F. Methods of Deep Etching and Particle Extracting for Controlling of Aluminium Alloys. Mater. Today Proc. 2019, 10, 248–254. [Google Scholar] [CrossRef]
- Predel, B. Al-Mn (Aluminum-Manganese). In Ac-Ag....Au-Zr: Supplement to Subvolume IV/5A (Landolt-Börnstein: Numerical Data and Functional Relationships in Science and Technology—New Series) (No. 4); Springer: Berlin/Heidelberg, Germany, 2006; ISBN 978-3540435341. [Google Scholar]
- Predel, B. Al-Cu (Aluminum-Copper). In Ac-Ag....Au-Zr: Supplement to Subvolume IV/5A (Landolt-Börnstein: Numerical Data and Functional Relationships in Science and Technology—New Series) (No. 4); Springer: Berlin/Heidelberg, Germany, 2006; ISBN 978-3540435341. [Google Scholar]
- Stan-Glowinska, K. Formation of Quasicrystalline Phases and Their Close Approximants in Cast Al-Mn Base Alloys Modified by Transition Metals. Crystals 2018, 8. [Google Scholar] [CrossRef] [Green Version]
- Rozman, N.; Medved, J.; Zupanic, F. Microstructural evolution in Al-Mn-Cu-(Be) alloys. Philos. Mag. 2011, 91, 4230–4246. [Google Scholar] [CrossRef] [Green Version]
- Elser, V. Indexing problems in quasicrystal diffraction. Phys. Rev. B 1985, 32, 4892–4898. [Google Scholar] [CrossRef] [PubMed]
- Singh, A.; Ranganathan, S. On the indexing and reciprocal space of icosahedral quasicrystal. J. Mater. Res. 1999, 14, 4182–4187. [Google Scholar] [CrossRef] [Green Version]
- Fung, K.K.; Zhou, Y.Q. Direct observation of the transformation of the icosahedral phase in (Al6Mn)1−xSix, into α(AlMnSi). Philos. Mag. B 1986, 54, L27–L31. [Google Scholar] [CrossRef]
- Boncina, T. Shapes of the icosahedral quasicrystalline phase in melt-spun ribbons. Metalurgija 2013, 52, 65–67. [Google Scholar]
- Chattopadhyay, K.; Ravishankar, N.; Goswami, R. Shapes of quasicrystals. Prog. Cryst. Growth Charact. Mater. 1997, 34, 237–249. [Google Scholar] [CrossRef]
- Andersen, S.J.; Marioara, C.D.; Friis, J.; Wenner, S.; Holmestad, R. Precipitates in aluminium alloys. Adv. Phys. X 2018, 3, 1479984. [Google Scholar] [CrossRef]
- Zupanic, F.; Markoli, B.; Naglic, I.; Weingartner, T.; Meden, A.; Boncina, T. Phases in the Al-Corner of the Al-Mn-Be System. Microsc. Microanal. 2013, 19, 1308–1316. [Google Scholar] [CrossRef]
- Lukas, H.L. Al-Cu-Mn (Aluminium-Copper-Manganese). In Light Metal Systems. Part 2; Effenberg, G., Ilyenko, S., Eds.; Springer: Berlin/Heidelberg, Germany, 2005; Volume 11A2, Available online: https://materials.springer.com/lb/docs/sm_lbs_978-3-540-31687-9_5 (accessed on 10 July 2020). [CrossRef]
- Belov, N.A.; Alabin, A.N.; Matveeva, I.A. Optimization of phase composition of Al-Cu-Mn-Zr-Sc alloys for rolled products without requirement for solution treatment and quenching. J. Alloys Compd. 2014, 583, 206–213. [Google Scholar] [CrossRef]
- Singh, A.; Somekawa, H.; Tsai, A.P. Interfaces made by tin with icosahedral phase matrix. Scr. Mater. 2008, 59, 699–702. [Google Scholar] [CrossRef]
- Singh, A.; Somekawa, H.; Matsushita, Y.; Tsai, A.P. Solidification of tin on quasicrystalline surfaces. Philos. Mag. 2012, 92, 1106–1128. [Google Scholar] [CrossRef]
- Singh, A.; Tsai, A.P.; Nakamura, M.; Watanabe, M.; Kato, A. Nanoprecipitates of icosahedral phase in quasicrystal-strengthened Mg-Zn-Y alloys. Philos. Mag. Lett. 2003, 83, 543–551. [Google Scholar] [CrossRef]
- Mikhaylovskaya, A.V.; Kishchik, A.A.; Kotov, A.D.; Rofman, O.V.; Tabachkova, N.Y. Precipitation behavior and high strain rate superplasticity in a novel fine-grained aluminum based alloy. Mater. Sci. Eng. A 2019, 760, 37–46. [Google Scholar] [CrossRef]
- Du, Y.; Chang, Y.A.; Huang, B.Y.; Gong, W.P.; Jin, Z.P.; Xu, H.H.; Yuan, Z.H.; Liu, Y.; He, Y.H.; Xie, F.Y. Diffusion coefficients of some solutes in fcc and liquid Al: Critical evaluation and correlation. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2003, 363, 140–151. [Google Scholar] [CrossRef]
- Christian, J.W. CHAPTER 16—Precipitation from Supersaturated Solid Solution. In The Theory of Transformations in Metals and Alloys; Christian, J.W., Ed.; Pergamon: Oxford, UK, 2002; pp. 718–796. [Google Scholar]
- Štrekelj, N.; Naglič, I.; Klančnik, G.; Nagode, A.; Markoli, B. Microstructural changes in quasicrystalline Al–Mn–Be–Cu alloy after various heat treatments. Int. J. Mater. Res. 2015, 106, 342–351. [Google Scholar] [CrossRef]
- Kaufman, J.G. Properties of Aluminium Alloys—Tensile, Creep and Fatigue Data at High and Low Temperatures; ASM International: Metals Park, OH, USA, 1999. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy No. | Alloy | w (Al) | w (Mn) | w (Be) | w (Cu) | x (Al) | x (Mn) | x (Be) | x (Cu) |
|---|---|---|---|---|---|---|---|---|---|
| #1 | Al96.5Mn0.8Cu1.2Be1.5 | Remain | 1.55 | 0.48 | 2.73 | Remain | 0.77 | 1.47 | 1.18 |
| #2 | Al95.4Mn1.8Cu1.6Be1.2 | Remain | 3.51 | 0.38 | 3.71 | Remain | 1.78 | 1.18 | 1.63 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bončina, T.; Albu, M.; Zupanič, F. Ageing of Al-Mn-Cu-Be Alloys for Stimulating Precipitation of Icosahedral Quasicrystals. Metals 2020, 10, 937. https://doi.org/10.3390/met10070937
Bončina T, Albu M, Zupanič F. Ageing of Al-Mn-Cu-Be Alloys for Stimulating Precipitation of Icosahedral Quasicrystals. Metals. 2020; 10(7):937. https://doi.org/10.3390/met10070937
Chicago/Turabian StyleBončina, Tonica, Mihaela Albu, and Franc Zupanič. 2020. "Ageing of Al-Mn-Cu-Be Alloys for Stimulating Precipitation of Icosahedral Quasicrystals" Metals 10, no. 7: 937. https://doi.org/10.3390/met10070937
APA StyleBončina, T., Albu, M., & Zupanič, F. (2020). Ageing of Al-Mn-Cu-Be Alloys for Stimulating Precipitation of Icosahedral Quasicrystals. Metals, 10(7), 937. https://doi.org/10.3390/met10070937