Optimization of Microwave Reductive Roasting Process of Bauxite Residue


Abstract
:1. Introduction
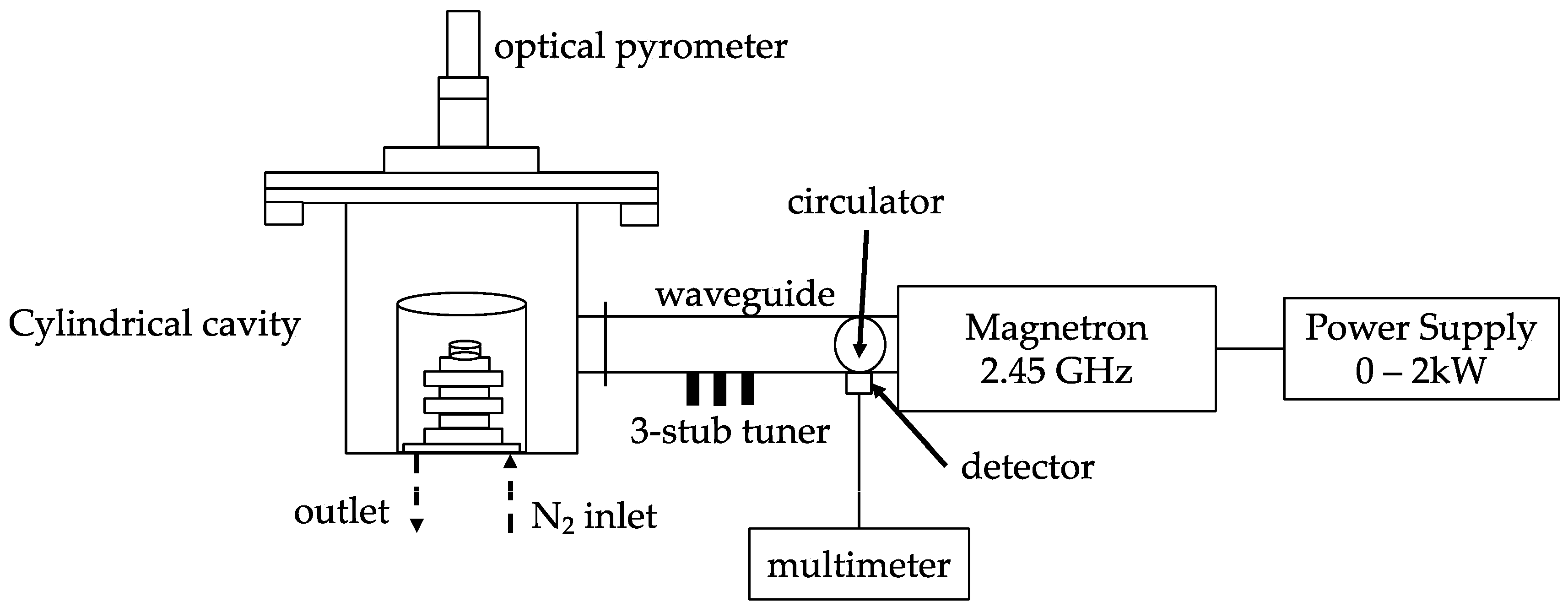
2. Materials and Methods
3. Results
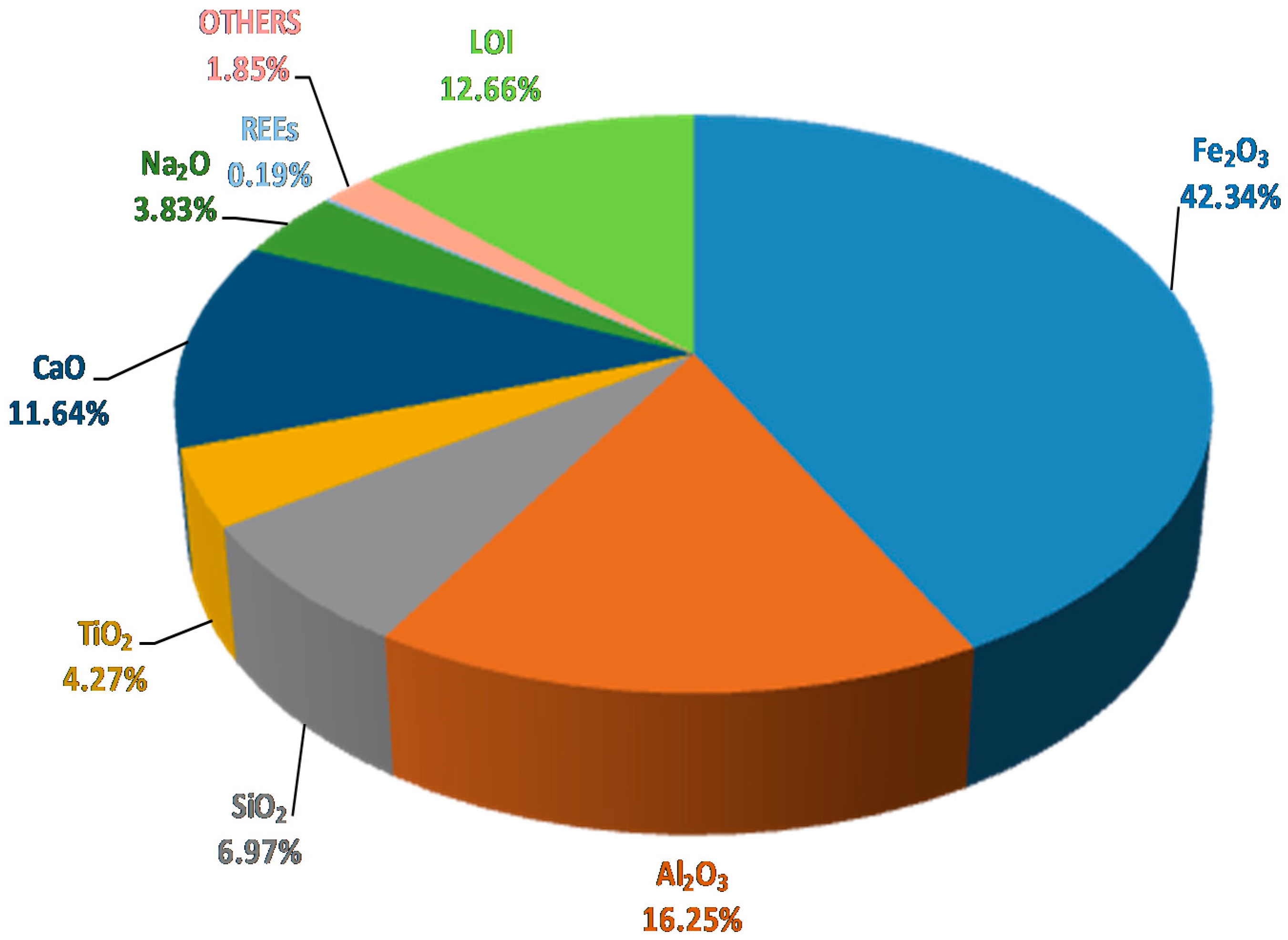
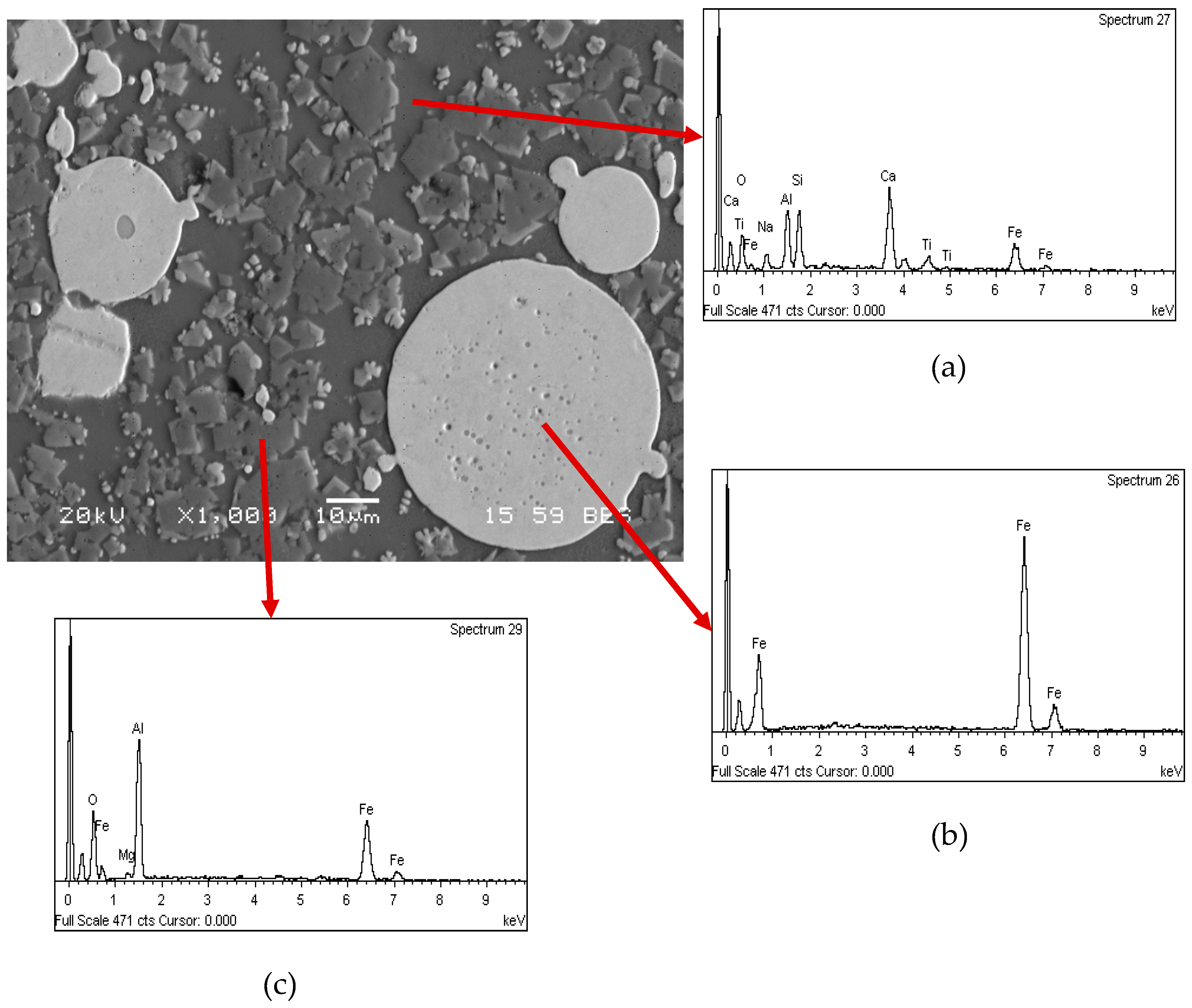
3.1. Characterization of Bauxite Residue and Metallurgical Coke
3.2. Microwave Roasting Process Optimization
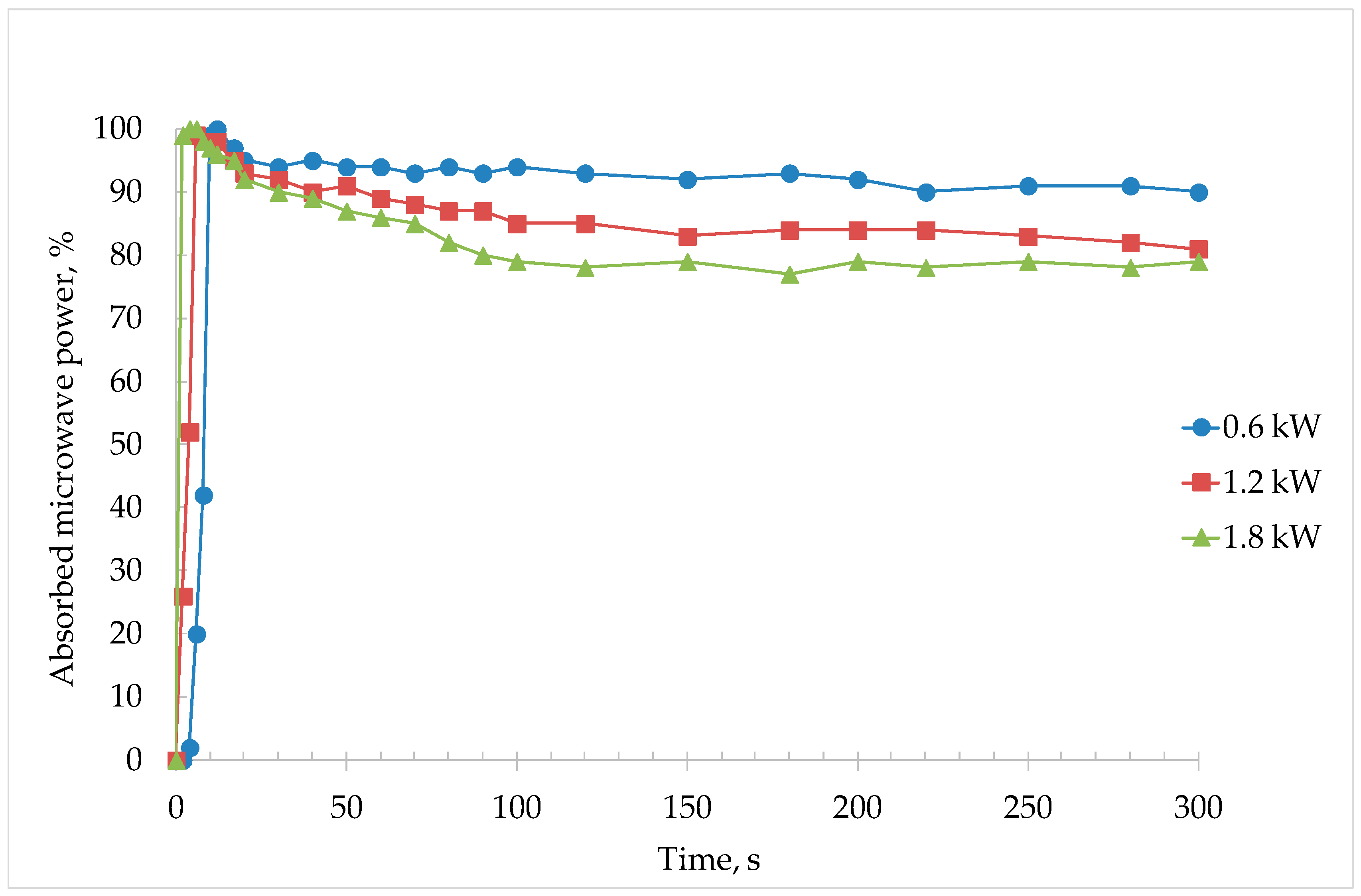
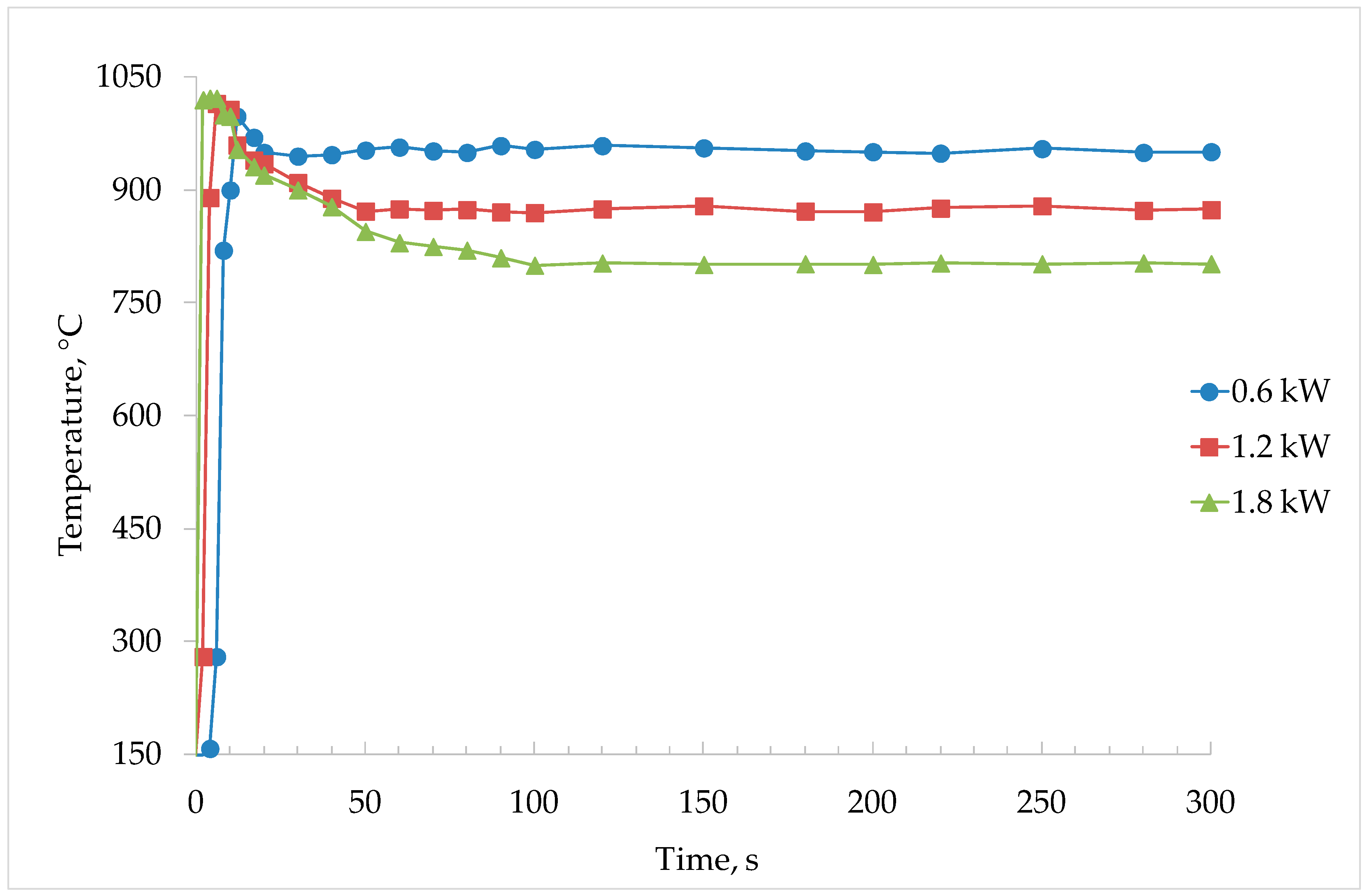
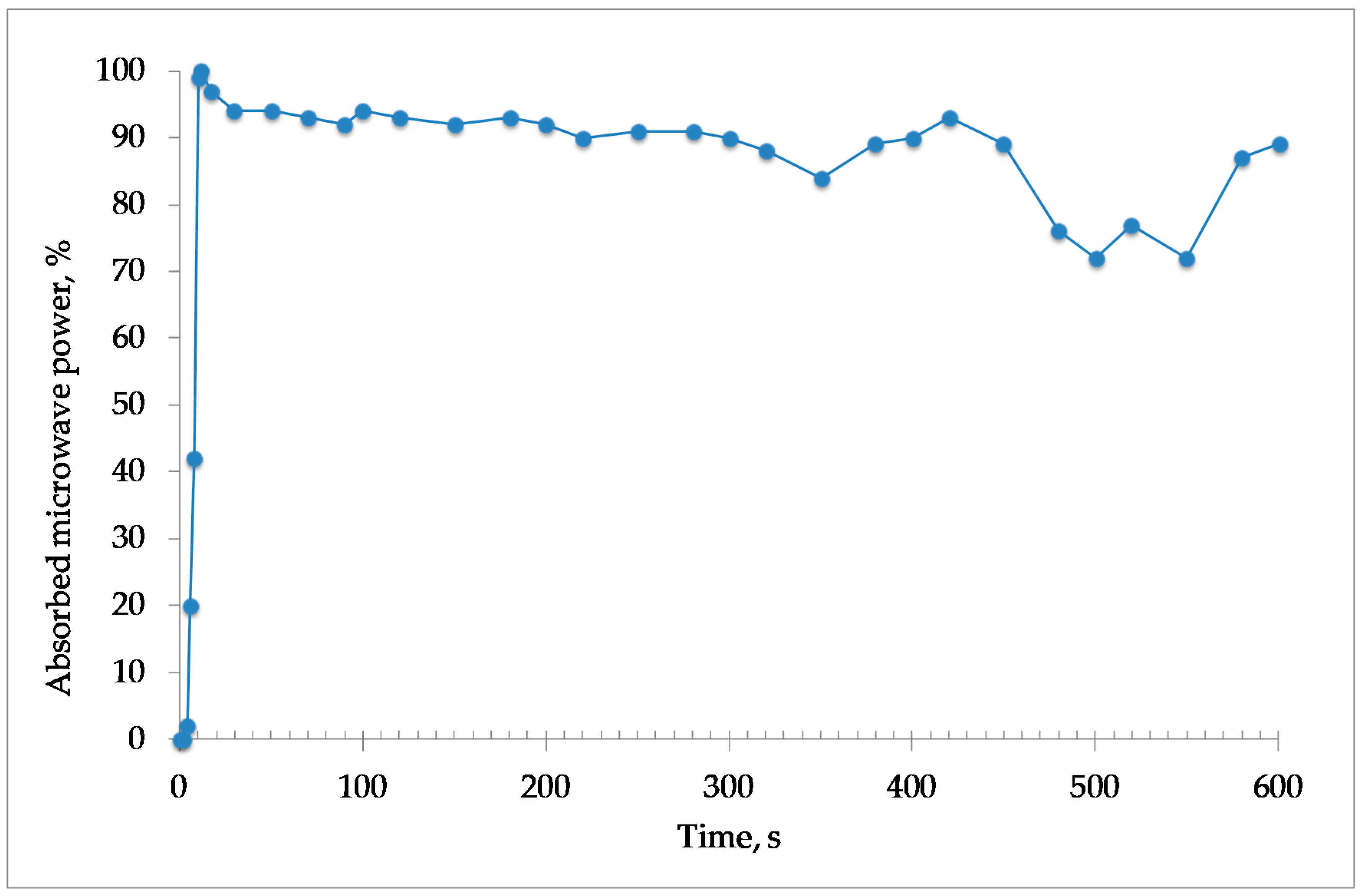
3.2.1. Influence of Microwave Energy
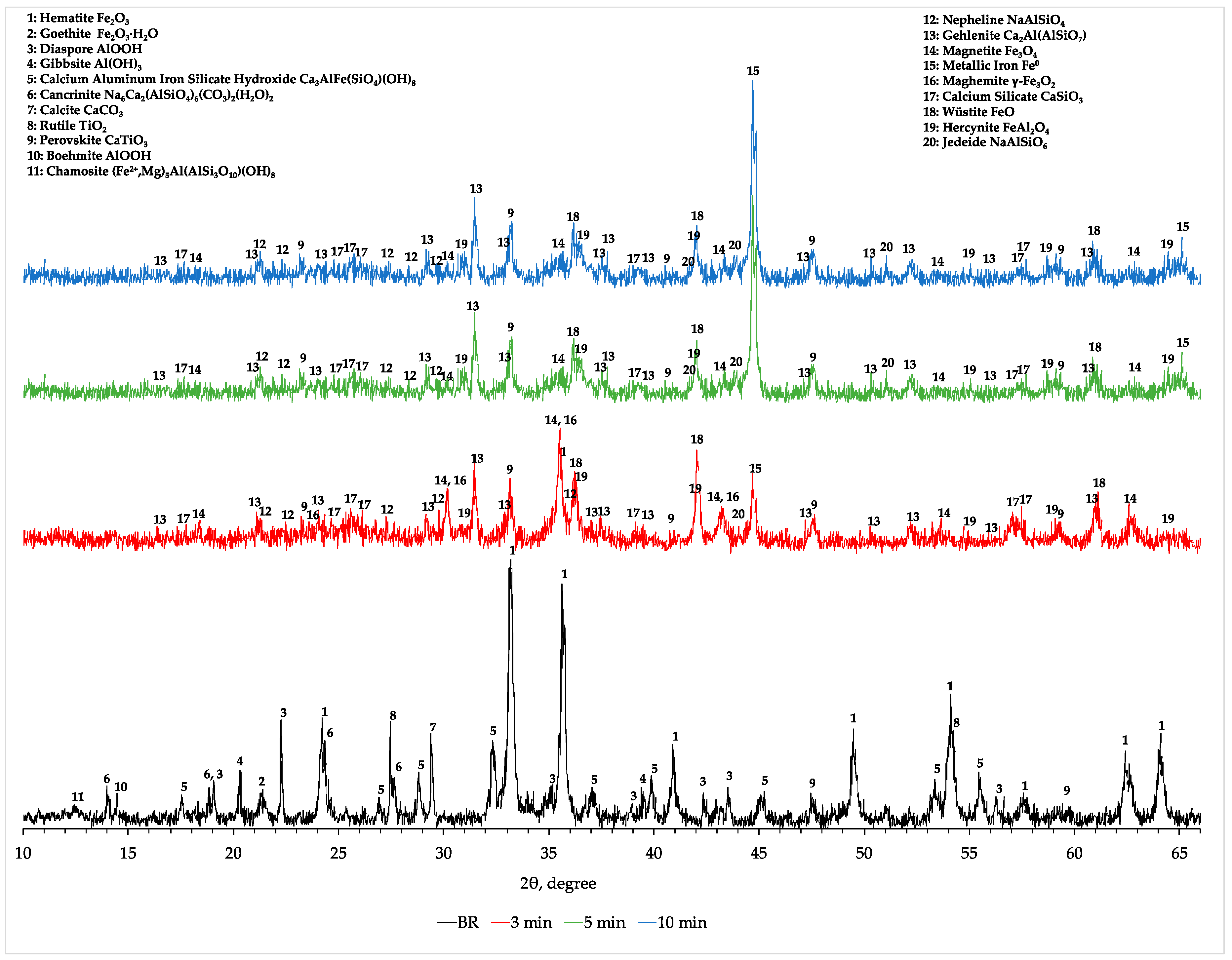
3.2.2. Irradiation Time
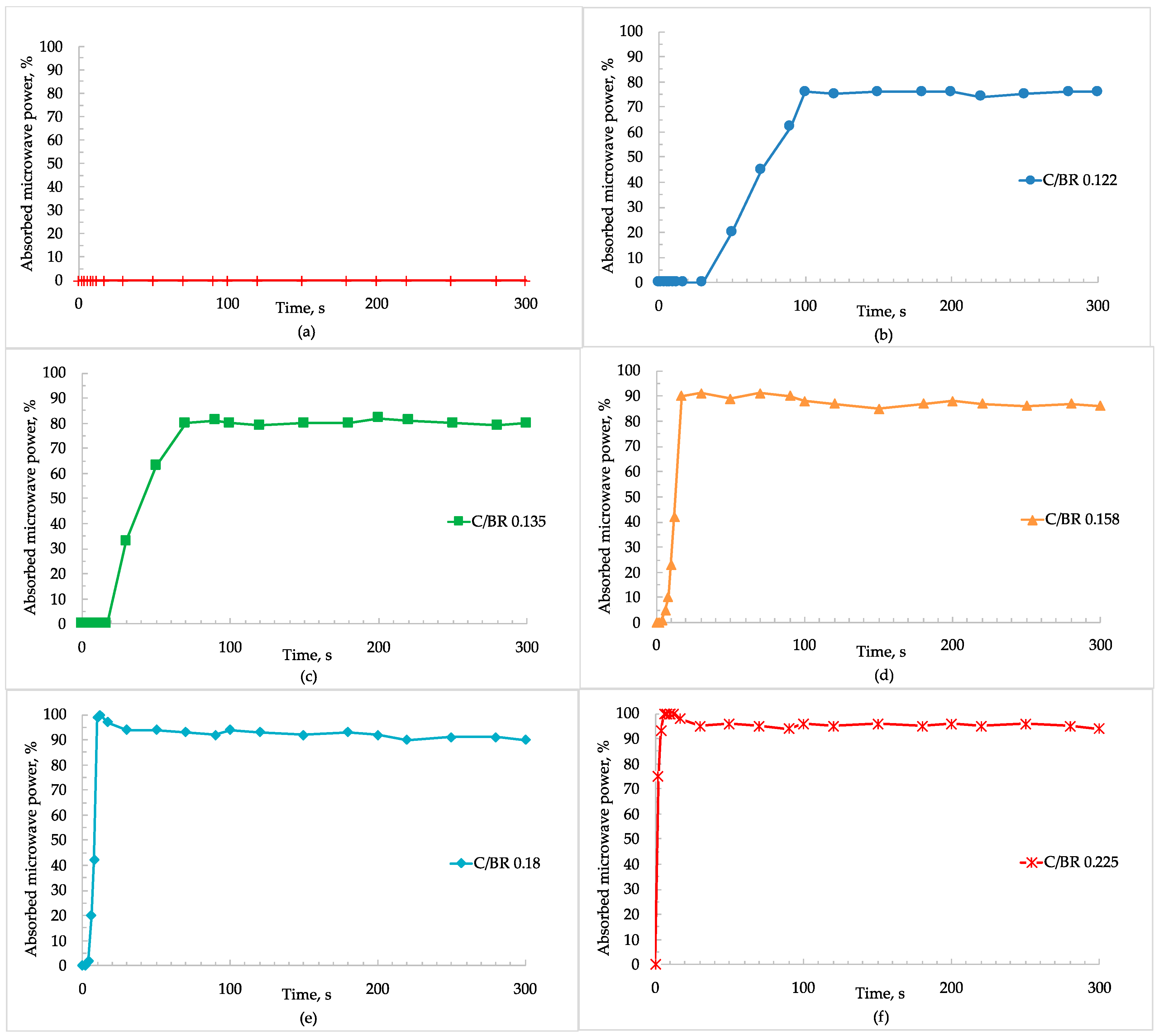
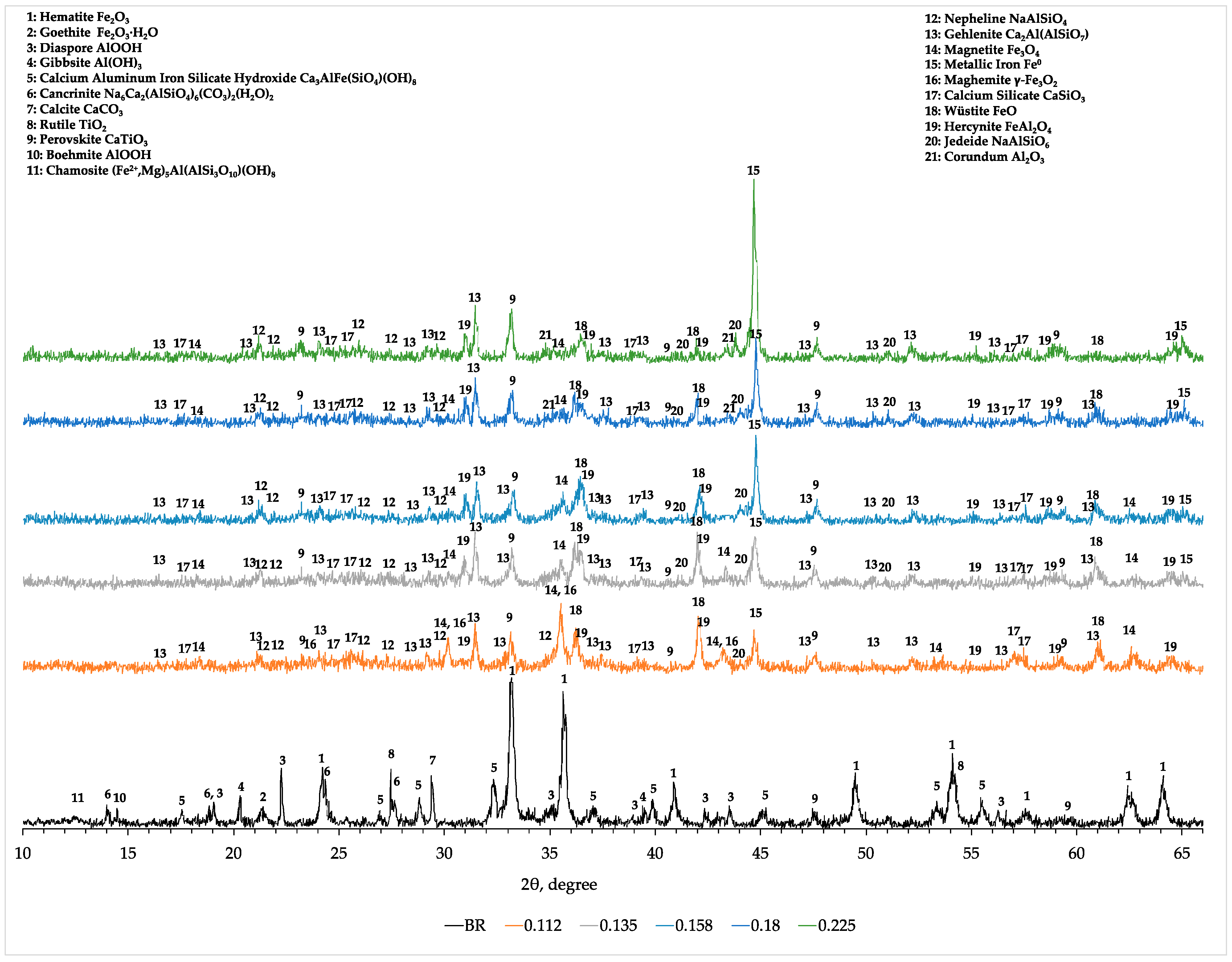
3.2.3. Carbon Source Addition to BR
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Balomenos, E.; Panias, D.; Paspaliaris, I. Energy and exergy analysis of the primary aluminum production processes: A review on current and future sustainability. Miner. Process. Extr. Metall. Rev. 2011, 32, 69–89. [Google Scholar] [CrossRef]
- Evans, K. The History, Challenges, and New Developments in the Management and Use of Bauxite Residue. J. Sustain. Metall. 2016, 2, 316–331. [Google Scholar] [CrossRef] [Green Version]
- Gräfe, M.; Power, G.; Klauber, C. Bauxite residue issues: III. Alkalinity and associated chemistry. Hydrometallurgy 2011, 108, 60–79. [Google Scholar] [CrossRef]
- Bánvölgyi, G.; Huan, T.M. De-watering, disposal and utilization of red mud: State of the art and emerging technologies. Proc. XVII Int. Symp. ICSOBA 2010, 35, 431–443. [Google Scholar]
- Liu, Y.; Lin, C.; Wu, Y. Characterization of red mud derived from a combined Bayer process and bauxite calcination method. J. Hazard. Mater. 2007, 146, 255–261. [Google Scholar] [CrossRef] [PubMed]
- Klauber, C.; Gräfe, M.; Power, G. Bauxite residue issues: II. options for residue utilization. Hydrometallurgy 2011, 108, 11–32. [Google Scholar] [CrossRef]
- Liu, Y.; Naidu, R. Hidden values in bauxite residue (red mud): Recovery of metals. Waste Manag. 2014, 34, 2662–2673. [Google Scholar] [CrossRef]
- Bonomi, C.; Cardenia, C.; Tam, P.; Panias, D. Review of technologies in the recovery of iron, aluminium, titanium and rare earth elements from bauxite residue (red mud). In Proceedings of the 3rd International Symposium on Enhanced Landfill Mining (ELFM III), Lisboa, Portugal, 8–10 February 2016; pp. 259–276. [Google Scholar] [CrossRef]
- Balomenos, E.; Davris, P.; Pontikes, Y.; Panias, D. Mud2Metal: Lessons Learned on the Path for Complete Utilization of Bauxite Residue Through Industrial Symbiosis. J. Sustain. Metall. 2017, 3, 551–560. [Google Scholar] [CrossRef]
- Kumar, R.; Premchand, J. Utilization of iron values of red mud for metallurgical applications. In Environmental and Waste Management; National Metallurgical Laboratory: Jamshedpur, India, 1998; pp. 108–119. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.; Blanpain, B.; Van Gerven, T.; Yang, Y.; Walton, A.; Bucher, M. Recycling of rare earths: A critical review. J. Clean. Prod. 2013, 51, 1–22. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Van Gerven, T.; Pontikes, Y. Towards zero-waste valorisation of rare-earth-containing industrial process residues: A critical review. J. Clean. Prod. 2015, 99, 17–38. [Google Scholar] [CrossRef] [Green Version]
- Rudnick, R.L.; Gao, S. Composition of the Continental Crust. In Treatise on Geochemistry; Elsevier: Amsterdam, The Netherlands, 2003; pp. 1–64. [Google Scholar]
- European Commission. Study on the Review of the List of Critical Raw Materials; European Commission: Brussels, Belgium, 2017. [Google Scholar]
- Liu, Z.; Li, H. Metallurgical process for valuable elements recovery from red mud—A review. Hydrometallurgy 2015, 155, 29–43. [Google Scholar] [CrossRef]
- Paramguru, R.K.; Rath, P.C.; Misra, V.N. Trends in Red Mud Utilization–A Review. Miner. Process. Extr. Metall. Rev. 2004, 26, 1–29. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, R.; Bandopadhyay, A. Innovative methodologies for the utilisation of wastes from metallurgical and allied industries. Resour. Conserv. Recycl. 2006, 48, 301–314. [Google Scholar] [CrossRef]
- Cardenia, C.; Xakalashe, B.; Balomenos, E.; Panias, D. Reductive Roasting Process for the Recovery of Iron Oxides from Bauxite Residue through Rotary Kiln Furnace and Magnetic Separation. In Proceedings of the International ICSOBA Conference, Hamburg, Germany, 2–5 October 2017; pp. 595–602. [Google Scholar]
- Cardenia, C.; Balomenos, E.; Panias, D. Iron Recovery from Bauxite Residue Through Reductive Roasting and Wet Magnetic Separation. J. Sustain. Metall. 2018, 5. [Google Scholar] [CrossRef] [Green Version]
- Xenidis, A.; Zografidis, C.; Kotsis, I.; Boufounos, D. Reductive roasting and magnetic separation of Greek bauxite residue for its utilization in iron ore industry. TMS Light Met. 2009, 2009, 63–67. [Google Scholar]
- Zhu, D.; Chun, T.; Pan, J.; He, Z. Recovery of Iron From High-Iron Red Mud by Reduction Roasting With Adding Sodium Salt. J. Iron Steel Res. Int. 2012, 19, 1–15. [Google Scholar] [CrossRef]
- Jayshankar, K.; Mukherjee, P.; Bhoi, B.; Mishra, C. Production of pig iron and Portland slag cement from red mud by application of Novel Thermal Plasma Technique. In Proceedings of the IBAAS-CHALIECO 2013 International Sympo-Sium, Nanning, China, 28–30 November 2013. [Google Scholar]
- Borra, C.R.; Blanpain, B.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Smelting of Bauxite Residue (Red Mud) in View of Iron and Selective Rare Earths Recovery. J. Sustain. Metall. 2016, 2, 28–37. [Google Scholar] [CrossRef] [Green Version]
- Balomenos, E.; Kemper, C.; Diamantopoulos, P.; Panias, D.; Paspaliaris, I.; Friedrich, B. Novel technologies for enhanced energy and exergy efficiencies in primary aluminium production industry. In Proceedings of the First Metallurgical & Materials Engineering Congress of South-East Europe, Belgrade, Serbia, 23–25 May 2013; pp. 85–91. [Google Scholar]
- Ning, G.; Zhang, B.; Liu, C.; Li, S.; Ye, Y.; Jiang, M. Large-Scale Consumption and Zero-Waste Recycling Method of Red Mud in Steel Making Process. Minerals 2018, 8, 102. [Google Scholar] [CrossRef] [Green Version]
- Javad Koleini, S.M.; Barani, K. Microwave Heating Applications in Mineral Processing. In The Development and Application of Microwave Heating; IntechOpen: London, UK, 2012; pp. 79–104. [Google Scholar]
- Meredith, R.J. Engineers’ Handbook of Industrial Microwave Heating; The Institution of Engineering and Technology: London, UK, 1998; p. 382. [Google Scholar]
- Jones, D.A.; Lelyveld, T.P.; Mavrofidis, S.D.; Kingman, S.W.; Miles, N.J. Microwave heating applications in environmental engineering—A review. Resour. Conserv. Recycl. 2002, 34, 75–90. [Google Scholar] [CrossRef]
- Lovas, M.; Znamenackova, I.; Zubrik, M.; Kovacova, M.; Dolinska, S. The application of microwave energy in mineral processing—A review. Rocnik 2011, 16, 137–148. [Google Scholar]
- Pickles, C.A. Microwaves in extractive metallurgy: Part 2–A review of applications. Miner. Eng. 2009, 22, 1112–1118. [Google Scholar] [CrossRef]
- Standish, N.; Worner, H. Microwave application in the reduction of metal oxides with carbon. J. Microw. Power Electromagn. Energy 1990, 25, 177–180. [Google Scholar] [CrossRef]
- Haque, K.E. Microwave energy for mineral treatment processes—A brief review. Int. J. Miner. Process. 1999, 57, 1–24. [Google Scholar] [CrossRef]
- Hertel, T.; Cardenia, C.; Balomenos, E.; Panias, D.; Pontikes, Y. Microwave treatment of bauxite residue for the production of inorganic polymers. In Proceedings of the 2nd International Bauxite Residue Valorisation and Best Practices Conference, Athens, Greece, 7–10 May 2018. [Google Scholar]
- Sajó, I.E. XDB Powder Diffraction Phase Analytical System, Version 3.107, User’s Guide; Aluterv-FKI: Budapest, Hungary, 2005. [Google Scholar]
- Sajò, I.E. X-Ray diffraction quantitative phase analysis of Bayer process solids. In Proceedings of the 10th International Congress of ICSOBA, Bhubaneshwar, India, 23–30 November 2008; pp. 71–76. [Google Scholar]
- Xu, Z.; Hwang, J.; Greenlund, R.; Huang, X.; Luo, J.; Anschuetz, S. Quantitative Determination of Metallic Iron Content in Steel-Making Slag. J. Miner. Mater. Charact. Eng. 2003, 2, 65–70. [Google Scholar] [CrossRef]
- Buchmann, M.; Schach, E.; Tolosana-Delgado, R.; Leißner, T.; Astoveza, J.; Kern, M.; Möckel, R.; Ebert, D.; Rudolph, M.; van den Boogaart, K.; et al. Evaluation of Magnetic Separation Efficiency on a Cassiterite-Bearing Skarn Ore by Means of Integrative SEM-Based Image and XRF–XRD Data Analysis. Minerals 2018, 8, 390. [Google Scholar] [CrossRef] [Green Version]
- Lu, T.; Pickles, C.A.; Kelebek, S. Carbothermal reductive upgrading of a bauxite ore using microwave radiation. High Temp. Mater. Process. 2012, 31, 139–148. [Google Scholar] [CrossRef]
- Pickles, C.A. Microwaves in extractive metallurgy: Part 1—Review of fundamentals. Miner. Eng. 2009, 22, 1102–1111. [Google Scholar] [CrossRef]
- Thostenson, E.T.; Chou, T.-W. Microwave processing: Fundamentals and applications. Compos. Part A Appl. Sci. Manuf. 1999, 30, 1055–1071. [Google Scholar] [CrossRef]
- Hassani, F.; Nekoovaght, P.M.; Gharib, N. The influence of microwave irradiation on rocks for microwave-assisted underground excavation. J. Rock Mech. Geotech. Eng. 2016, 8, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Sanchez-Segado, S.; Monti, T.; Katrib, J.; Kingman, S.; Dodds, C.; Jha, A. Towards sustainable processing of columbite group minerals: Elucidating the relation between dielectric properties and physico-chemical transformations in the mineral phase. Sci. Rep. 2017, 7, 3–9. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Griffiths, D. Introduction to Electrodynamics, 3rd ed.; Prentice Hall: Upper Saddle River, NJ, USA, 1999. [Google Scholar]
- Clark, D.E.; Folz, D.C.; West, J.K. Processing materials with microwave energy. Mater. Sci. Eng. A 2000, 287, 153–158. [Google Scholar] [CrossRef]
- Földavári, M. Handbook of Thermogravimetric System of Minerals and Its Use in Geological Practice; The Geological Institue of Hungary: Budapest, Hungary, 2011; Volume 213, ISBN 9789636712884. [Google Scholar]
- Fukushima, J.; Hayashi, Y.; Takizawa, H. Structure and magnetic properties of FeAl2O4synthesized by microwave magnetic field irradiation. J. Asian Ceram. Soc. 2013, 1, 41–45. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Xiao, W.; Liu, W.; Liu, G.; Peng, Z.; Zhou, Q.; Qi, T. Recovery of alumina and ferric oxide from Bayer red mud rich in iron by reduction sintering. Trans. Nonferrous Met. Soc. China (Engl. Ed.) 2009. [Google Scholar] [CrossRef]
- Liu, W.; Sun, S.; Zhang, L.; Jahanshahi, S.; Yang, J. Experimental and simulative study on phase transformation in Bayer red mud soda-lime roasting system and recovery of Al, Na and Fe. Miner. Eng. 2012, 39, 213–218. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Minerals | Formula | wt.% |
|---|---|---|
| Hematite | α-Fe2O3 | 30 |
| Goethite | Fe2O3·H2O | 9 |
| Boehmite | γ-AlOOH | 3 |
| Diaspore | α-AlOOH | 9 |
| Gibbsite | Al2O3·3H2O | 2 |
| Calcite | CaCO3 | 4 |
| Anatase | TiO2 | 0.5 |
| Rutile | TiO2 | 0.5 |
| Perovskite | CaTiO3 | 4.5 |
| Cancrinite | Na6Ca2(AlSiO4)6(CO3)2 | 15 |
| Calcium aluminum iron silicate hydroxide | Ca3AlFe(SiO4)(OH)8 | 17 |
| Chamosite | (Fe2+,Mg)5Al(AlSi3O10)(OH)8 | 4 |
| Sum | - | 98.5 |
| Composition | Fe2O3 | SiO2 | CaO | MgO | Al2O3 | TiO2 | Na2O | Fixed C | S | P | H2O moist | LOI | OTHERS |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| wt.% | 0.83 | 3.42 | 1.26 | 0.14 | 1.91 | 0.10 | 0.16 | 80.31 | 0.77 | 0.03 | 3.31 | 7.38 | 0.39 |
| Sample | % Fe0/Fetot |
|---|---|
| BR | 0 |
| 0.122 C/BR | 20 |
| 0.135 C/BR | 29 |
| 0.158 C/BR | 35 |
| 0.180 C/BR | 57 |
| 0.225 C/BR | 79 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cardenia, C.; Balomenos, E.; Panias, D. Optimization of Microwave Reductive Roasting Process of Bauxite Residue. Metals 2020, 10, 1083. https://doi.org/10.3390/met10081083
Cardenia C, Balomenos E, Panias D. Optimization of Microwave Reductive Roasting Process of Bauxite Residue. Metals. 2020; 10(8):1083. https://doi.org/10.3390/met10081083
Chicago/Turabian StyleCardenia, Chiara, Efthimios Balomenos, and Dimitrios Panias. 2020. "Optimization of Microwave Reductive Roasting Process of Bauxite Residue" Metals 10, no. 8: 1083. https://doi.org/10.3390/met10081083
APA StyleCardenia, C., Balomenos, E., & Panias, D. (2020). Optimization of Microwave Reductive Roasting Process of Bauxite Residue. Metals, 10(8), 1083. https://doi.org/10.3390/met10081083