Carbide to Graphite Transition Control by Thermal Analysis in Grey Cast Irons

Abstract
:1. Introduction
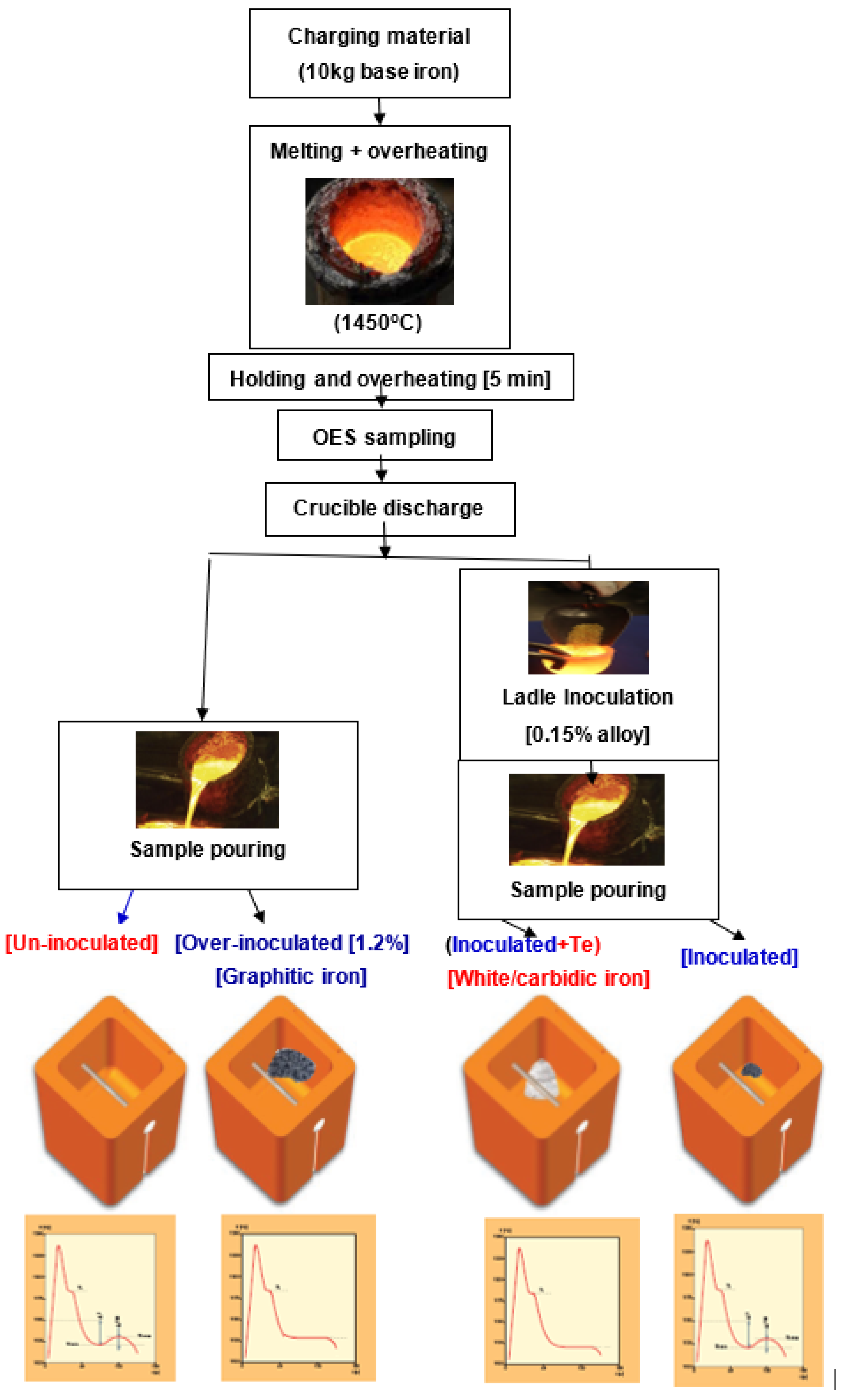
2. Materials and Methods
3. Results and Discussion
3.1. Chemical Composition
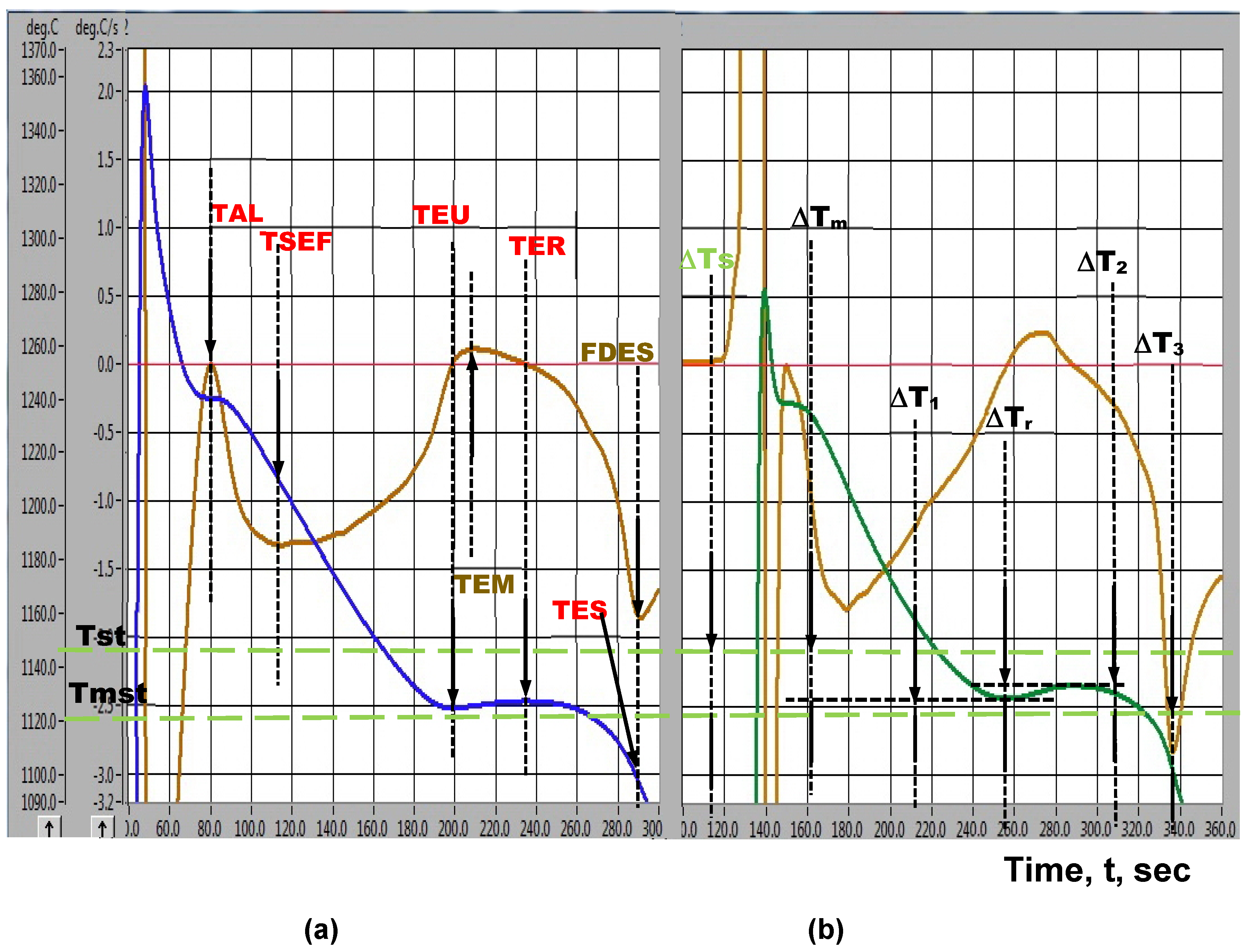
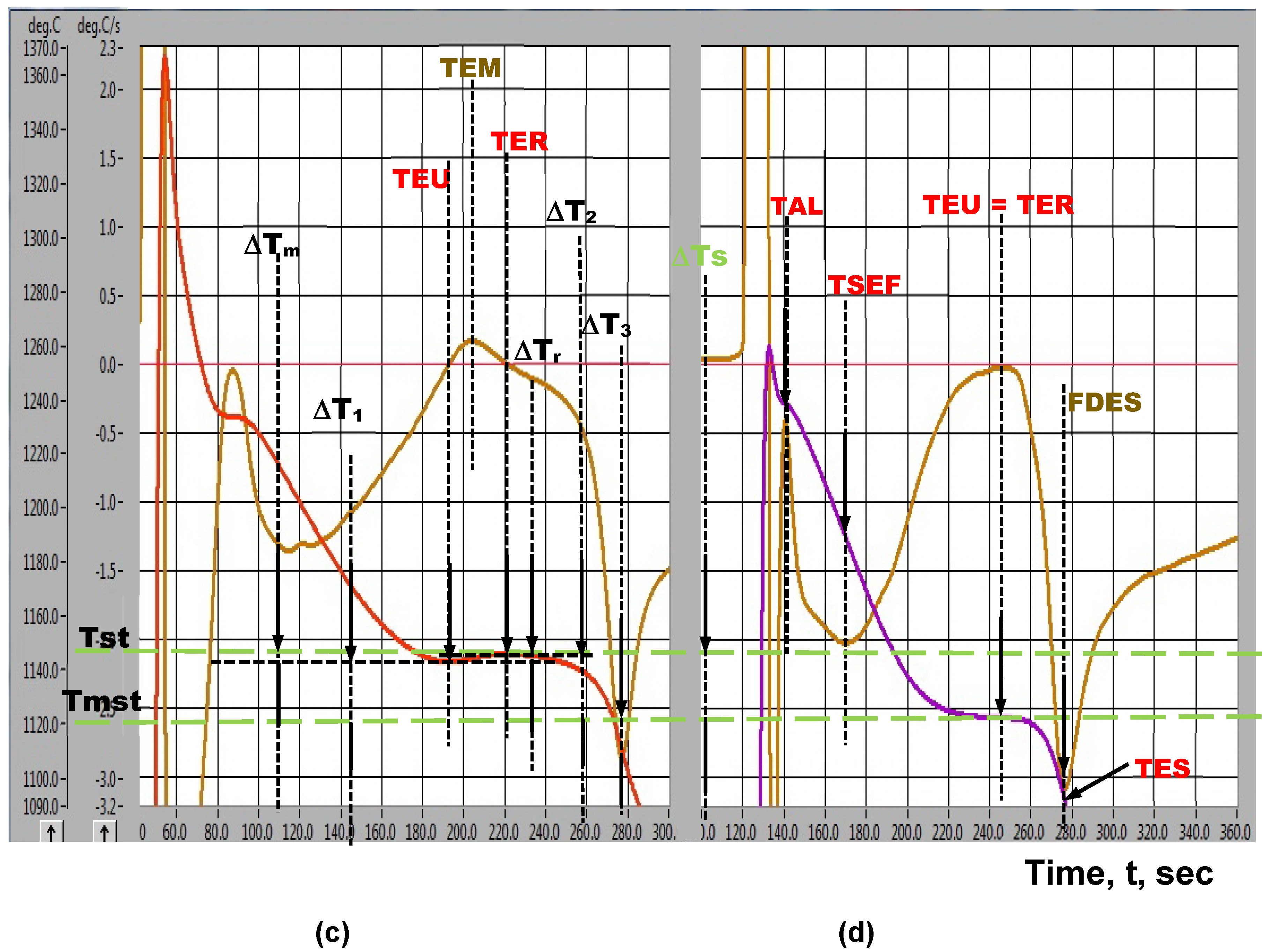
3.2. Thermal (Cooling Curve) Analysis Parameters
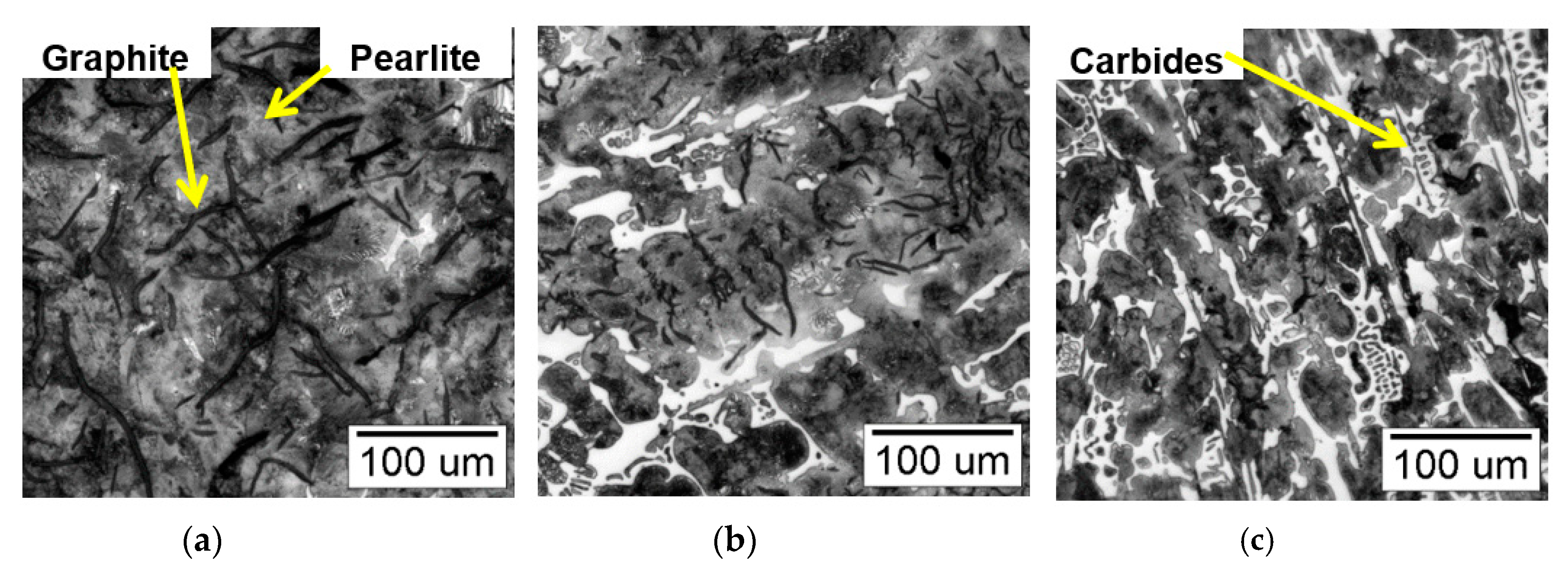
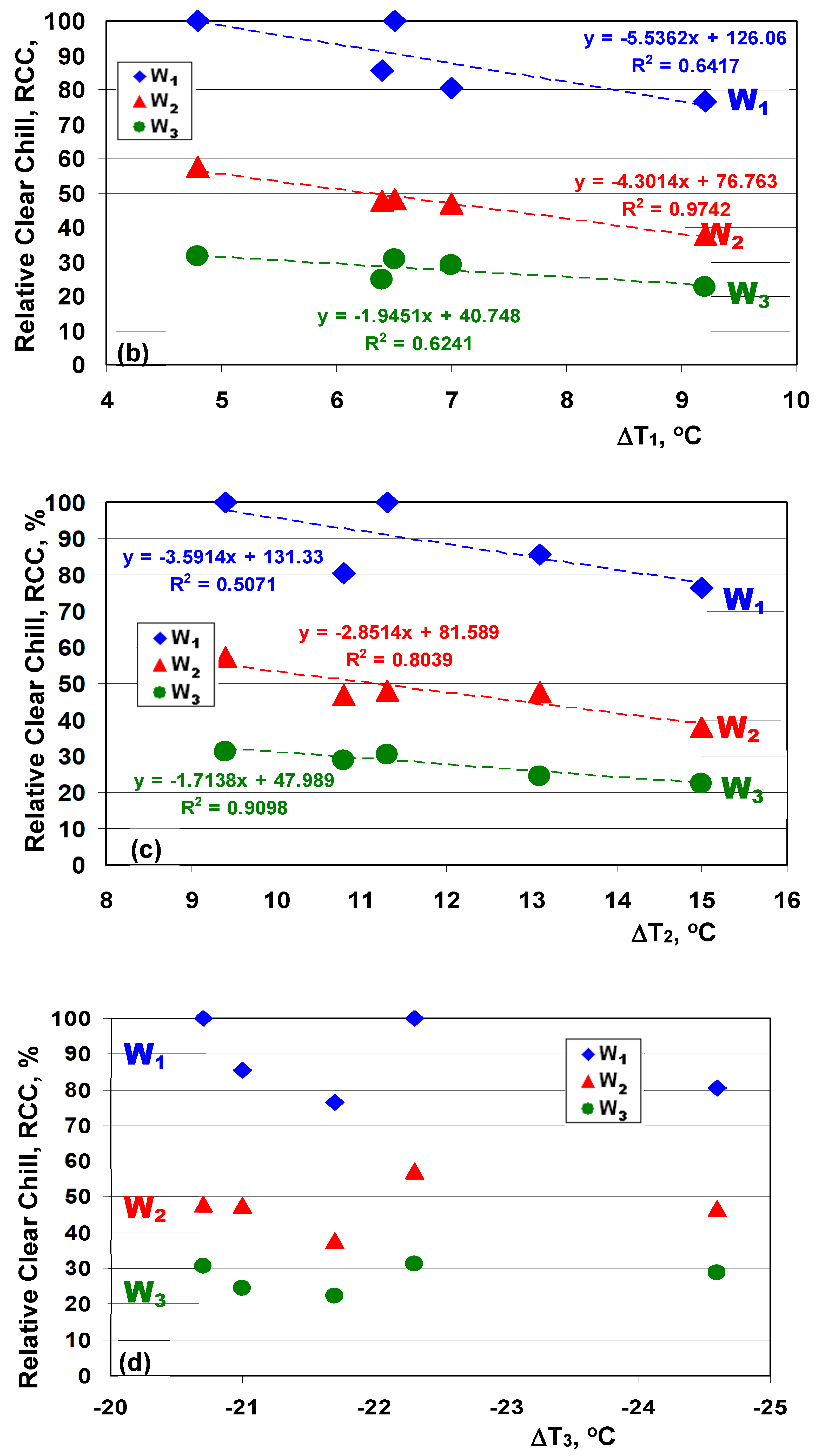
3.3. Chill (Carbide Formation) Sensitiveness
4. Conclusions
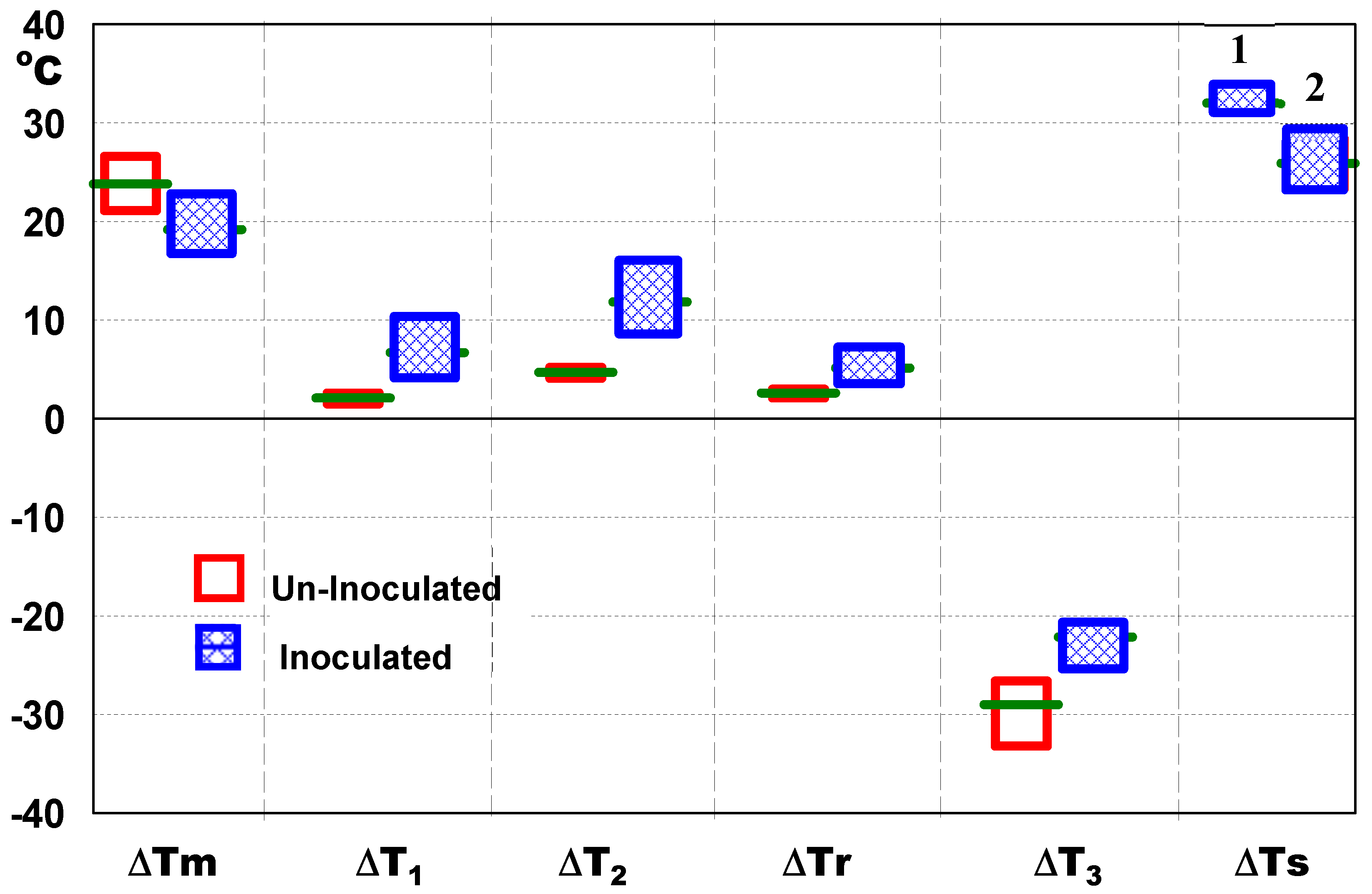
- Traditionally, stable (Tst) and metastable (Tmst) eutectic temperatures are simple calculated as silicon effects, but the approximately obtained level is found to affect the real values of representative solidification undercooling degrees. As a general rule, measured values appear to be lower compared with calculated values, with an average at 14.4 °C for Tst and 8.3 °C for Tmst, respectively.
- It is found that the measured Tst resulted in an over-inoculation process is not a solution, as it depends on the accuracy of dissolving of a high amount of FeSi-based alloy inoculating agent in low volume of iron melt.
- Contrary, very small quantity of tellurium addition and high capacity of this element to dissolve in the iron melt allow to lower scattering of obtained results. Measured Tmst is recommended to be used as reference for evaluation of undercooling during entire stage of solidification.
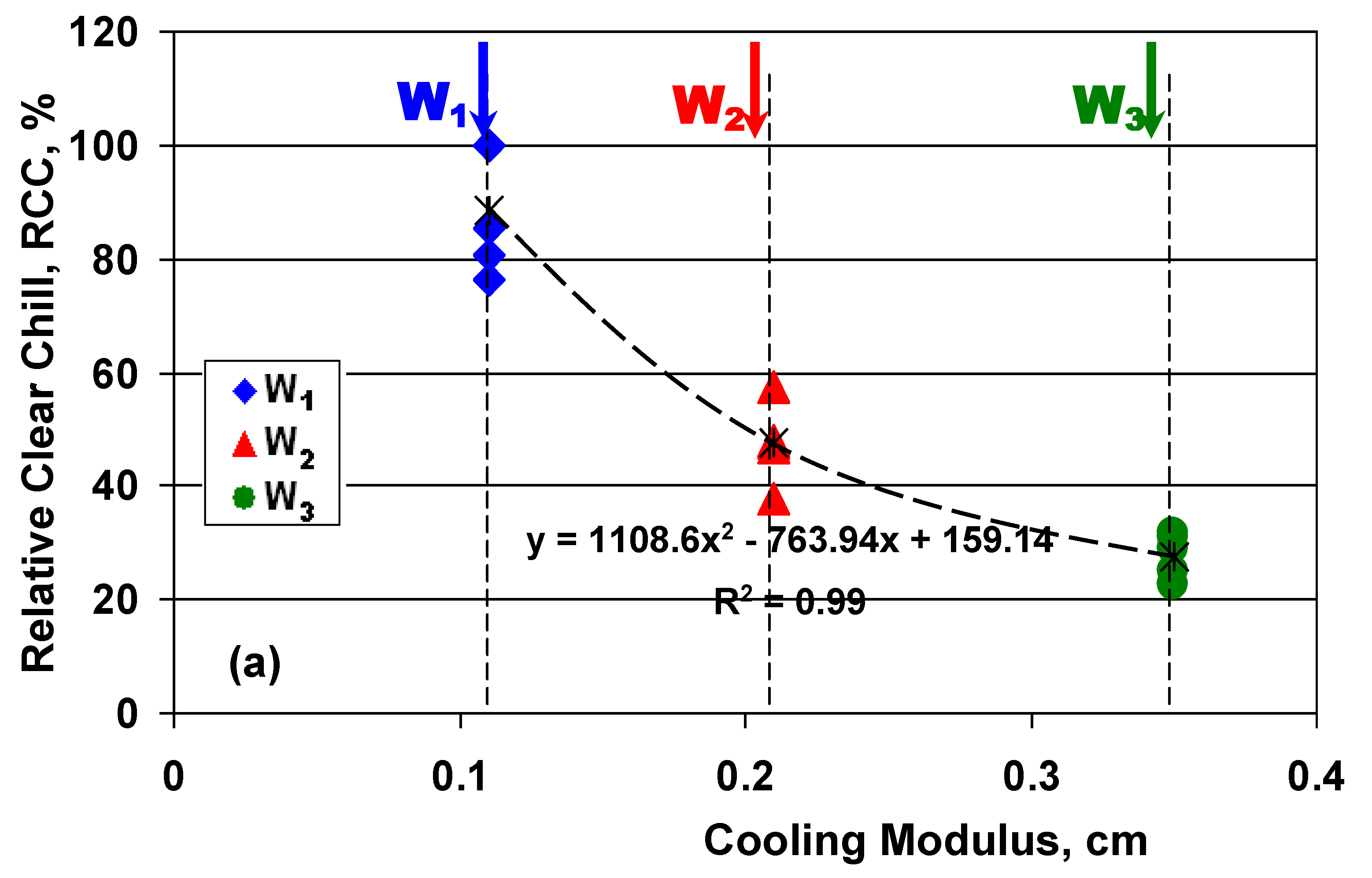
- Using a thermal analysis system to measure Tmst, instead of its calculation, the relationship between thermal analysis curves and the chill (carbides formation) sensitiveness is improved, especially for lower cooling modulus (higher cooling rate) iron castings.
- As an average value, all of the experimental variants are according to real behaviour of each treated iron variant, but different thermal analysis parameters have different positions as spreading values. The most scattering results level characterizes the over-inoculation cast irons, where silicon recovery grade could vary in larger range, with the minimum values in normal inoculation cast irons.
- For iron castings producers, it is important to know that there are necessary more thermal analysis tests to establish a robust industrial technology in high quality iron castings production.
- It is found that ΔT1 parameter (typically for the first part of eutectic reaction), obtained by referring to measured metastable eutectic temperature Tmst, is a better solution to predict the melt quality, at least as carbide to graphite transition during solidification of thin wall castings, as positive versus negative values means graphite versus carbides formation, respectively.
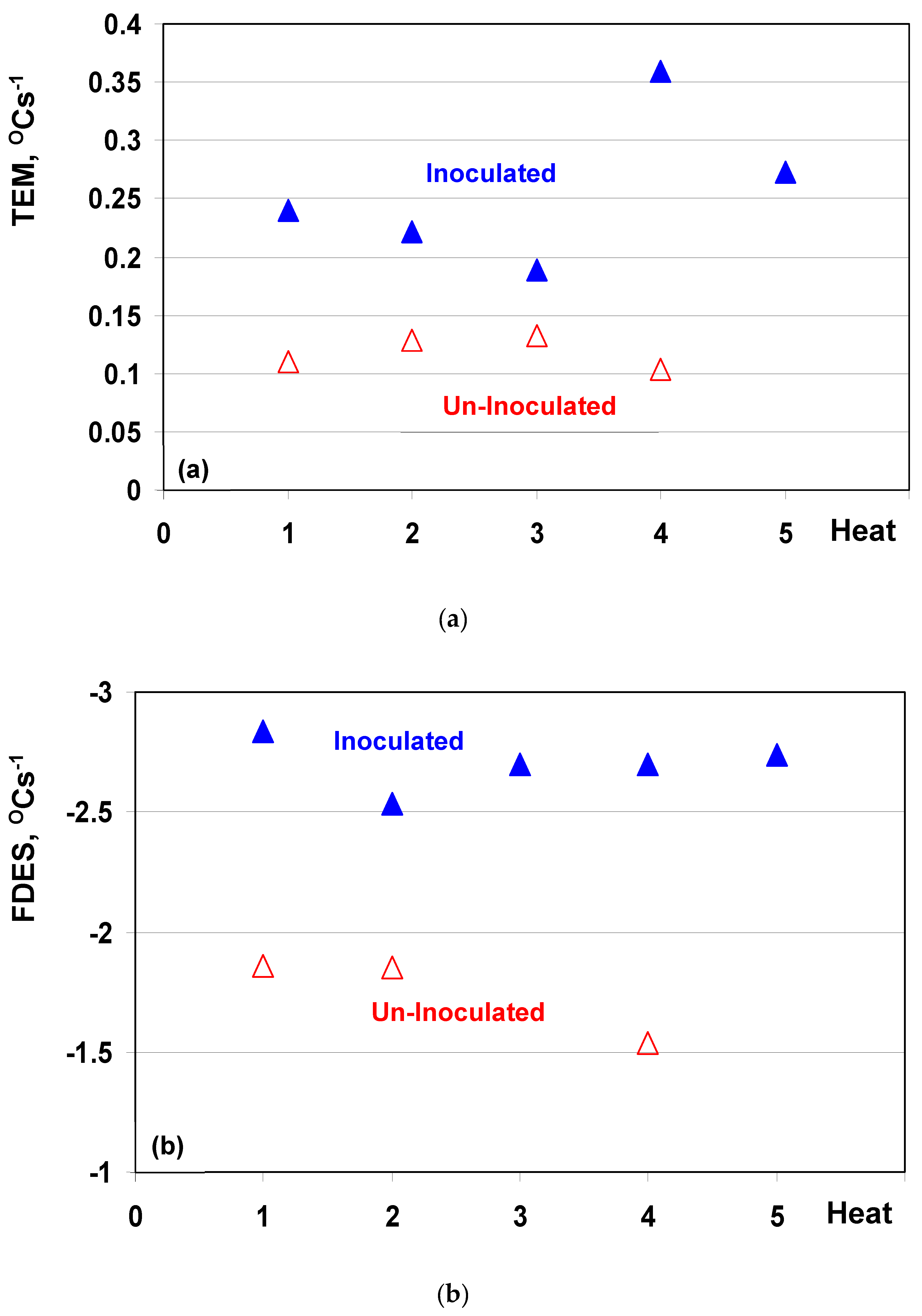
- It is shown that the inoculation could have different effects, for both temperatures and undercooling degrees measurement, at in three sections of solidification: austenite formation, eutectic reaction and the end of solidification.
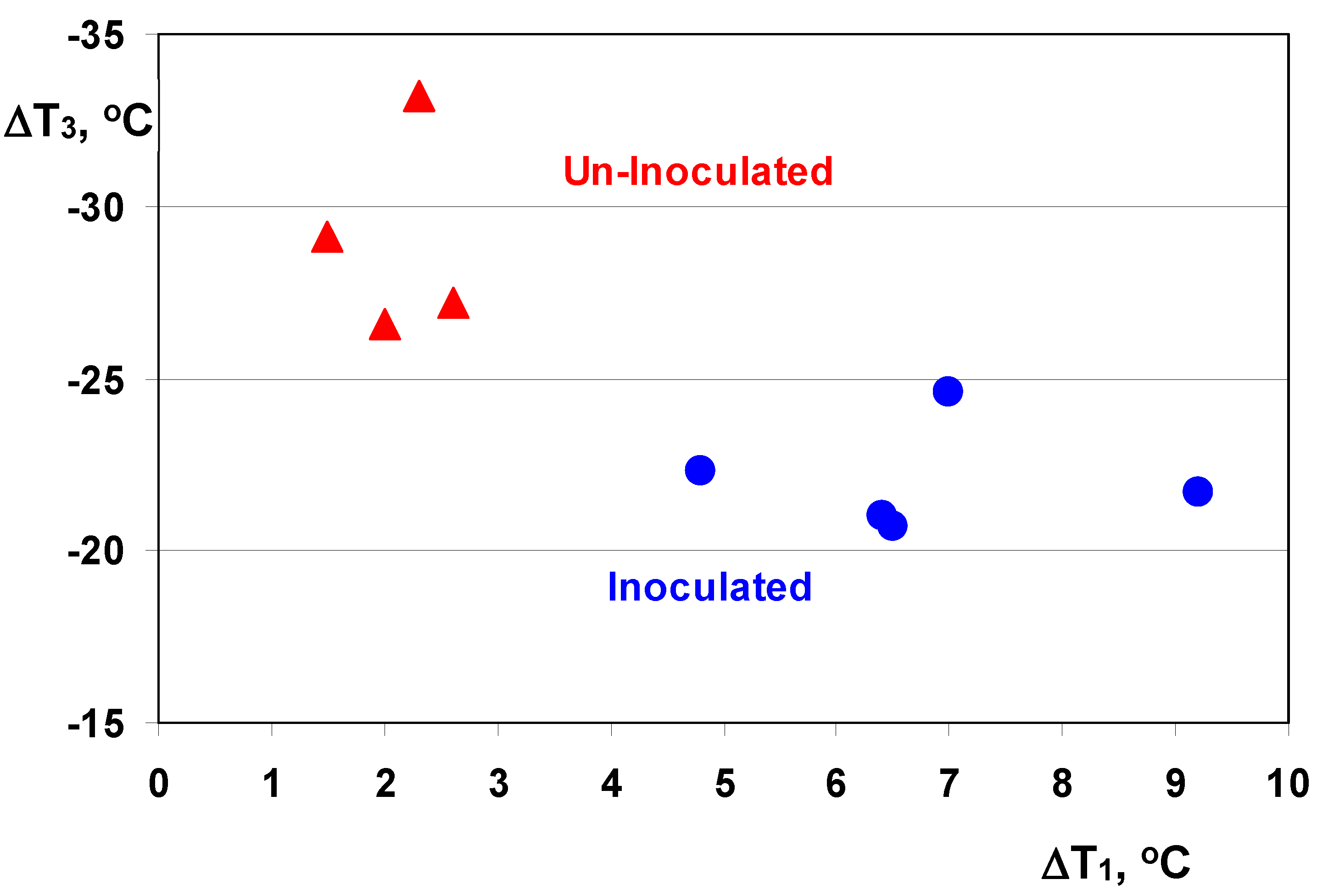
- It is found a good relationship between the undercooling degree at the lowest eutectic temperature (ΔT1) and at the end of solidification (ΔT3), reported to measured metastable eutectic temperature (Tmst).
- It is found a good relationship between the free carbide’s formation (chill tendency) and the undercooling degree during the eutectic reaction, reported to measured metastable eutectic temperature (Tmst], especially for thin and medium wall thickness inoculated grey iron castings.
- It is underlined that the real measured Tmst instead of calculated Tmst (as chemical composition effect) is compulsory for the thin wall castings production (the highest solidification cooling rate), very sensitive to carbides to graphite transition.
- In the present experimental conditions, no visible relationship appears to be between chill tendency and undercooling at the end of solidification (ΔT3).
Author Contributions
Funding
Conflicts of Interest
References
- Stan, S.; Chisamera, M.; Riposan, I.; Stefan, E.; Barstow, M. Solidification pattern of un-inoculated and inoculated gray cast irons in wedge test samples. AFS Trans. 2010, 118, 295–309. [Google Scholar]
- Standard A367-85: Standard Test Methods of Chill Testing of Cast Iron; American Society for Testing of Materials: West Conshohocken, PA, USA, 2000; pp. 151–154.
- Emadi, D.; Whiting, L.V.; Nafisi, S.; Ghomashchi, R. Applications of thermal analysis in quality control of solidification process. J. Therm. Anal. Calorim. 2005, 81, 235–242. [Google Scholar] [CrossRef]
- Mahfoud, M.; Prasada Rao, A.K.; Emadi, D. The role of thermal analysis in detecting impurity levels during aluminum recycling. J. Therm. Anal. Calorim. 2010, 100, 847–851. [Google Scholar] [CrossRef]
- Malekan, M.; Shabestari, S.G. Computer-aided cooling curve thermal analysis used to predict the quality of aluminum alloys. J. Therm. Anal. Calorim. 2011, 103, 453–458. [Google Scholar] [CrossRef]
- Ghoncheh, M.H.; Shabestari, S.G.; Abbasi, M.H. Effect of cooling rate on the microstructure and solidification characteristics of Al2024 alloy using computer-aided thermal analysis technique. J. Therm. Anal. Calorim. 2014, 117, 1253–1261. [Google Scholar] [CrossRef]
- Tanski, T.; Labisz, K.; Krupinska, B.; Krupinski, M.; Krol, M.; Maniara, R.; Borek, W. Analysis of crystallization kinetics of cast aluminum-silicon alloy. J. Therm. Anal. Calorim. 2016, 123, 63–74. [Google Scholar] [CrossRef] [Green Version]
- Sparkman, D. Microstructure by Thermal Analysis. AFS Trans. 2011, 119, 413–419. [Google Scholar]
- Apelian, D.; Sigworth, G.K.; Whaler, R. Assessment of grain refinement and modification of Al-Si foundry alloys by thermal analysis. AFS Trans. 1984, 91, 297–307. [Google Scholar]
- Nafisi, S.; Ghomashchi, R.; Hedjazi, J.; Boutorabi, S.M.A. New approaches to melt treatment of Al-Si alloys: Application of thermal analysis techniques. AFS Trans. 2004, 112, 165–177. [Google Scholar]
- Farahany, S.; Ourdjini, A.; Idris, M.H. The usage of computer-aided cooling curve thermal analysis to optimize eutectic refiner and modifier in Al-Si alloys. J. Therm. Anal. Calorim. 2012, 109, 105–111. [Google Scholar] [CrossRef]
- Dobrzanski, L.A.; Krupinski, M.; Labisz, K.; Krupinska, B.; Grajcar, A. Phases and structure characteristics of the near eutectic Al-Si-Cu alloy using derivative thermos-analysis. Mater. Sci. Forum 2010, 638–642, 475–480. [Google Scholar] [CrossRef]
- Backerud, L.; Sigworth, G.K. Recent development in thermal analysis of aluminum casting alloys. AFS Trans. 1989, 97, 459–464. [Google Scholar]
- Dedavid, B.A.; Costa, E.M.; Ferreira, C.R. A study of precipitates formation in AA380.0 aluminum alloys modified by the addition of magnesium. J. Therm. Anal. Calorim. 2002, 67, 473–480. [Google Scholar] [CrossRef]
- Farahany, S.; Ourdjini, A.; Idris, M.H.; Shabestari, S.G. Computer-aided cooling curve thermal analysis of near eutectic Al-Si-Cu-Fe alloys. J. Therm. Anal. Calorim. 2013, 114, 705–717. [Google Scholar] [CrossRef]
- Fornaro, O.; Palacio, H.A. Study of dilute Al-cu solidification by cooling curve analysis. J. Mater. Sci. 2009, 44, 4342–4347. [Google Scholar] [CrossRef]
- Thomson, J.P.; Sadayappan, M.; Sahoo, M. Evaluation of grain refinement of leaded yellow brass (C85800) and Envirobrass III (C89550) using thermal analysis. AFS Trans. 2003, 111, 417–434. [Google Scholar]
- Krupinski, M.; Krupinska, B.; Labisz, K.; Rdzawski, Z.; Borek, W. Influence of cooling rate on crystallization kinetics on the microstructure of cast zinc alloys. J. Therm. Anal. Calorim. 2014, 118, 1361–1367. [Google Scholar] [CrossRef] [Green Version]
- Guerra-Fuentes, L.; Lara, R.D.; Hernandez-Rodriguez, M.A.L.; Salinas-Rodriguez, A.; Garcia-Sanchez, E. Thermal stability and phase transformations of a FV535 steel. J. Therm. Anal. Calorim. 2016, 123, 27–33. [Google Scholar] [CrossRef]
- Gojic, M.; Suceskaand, M.; Rajic, M. Thermal analysis of low alloy Cr-Mo steel. J. Therm. Anal. Calorim. 2004, 75, 947–956. [Google Scholar] [CrossRef]
- Klancnik, G.; Medved, J.; Nagode, A.; Novak, G.; Petrovic, D.S. Influence of Mn on the solidification of Fe-Si-Al alloy for non-oriented electric steel. J. Therm. Anal. Calorim. 2014, 116, 295–302. [Google Scholar] [CrossRef]
- Hakanatapek, S.; Erisir, E.; Gumus, S. Modeling and thermal analysis of solidification in a low alloy steel. J. Therm. Anal. Calorim. 2013, 114, 179–183. [Google Scholar] [CrossRef]
- Stefanescu, D.M. Thermal analysis-theory and applications in metalcasting. Int. J. Metalcasting 2015, 9, 7–22. [Google Scholar] [CrossRef]
- Sparkman, D.; Bhaskaram, C.A. Chill Measurement by Thermal Analysis. AFS Trans. 1996, 104, 969–976. [Google Scholar]
- Chisamera, M.; Stan, S.; Riposan, I.; Costache, G.; Barstow, M. Solidification Pattern of In-Mold and Ladle Inoculated Low Sulfur Hypoeutectic Gray Cast Irons. AFS Trans. 2008, 116, 641–652. [Google Scholar]
- Stan, S.; Chisamera, M.; Riposan, I.; Barstow, M. Applications of thermal analysis to monitor the quality of hypoeutectic cast irons during solidification in sand and metal mould. J. Therm. Anal. Calorim. 2012, 110, 1185–1192. [Google Scholar] [CrossRef]
- Riposan, I.; Chisamera, M.; Stan, S.; Barstow, M. Identifying chill tendency of cast iron melts by thermal analysis. Int. J. Cast Met. Res. 2013, 26, 152–159. [Google Scholar] [CrossRef]
- Riposan, I.; Chisamera, M.; Stan, S. Enhanced quality in electric melt grey cast irons. ISIJ Int. 2013, 53, 1683–1695. [Google Scholar] [CrossRef] [Green Version]
- Klancnik, U.; Habjan, J.; Klancnik, G.; Medved, J. Thermal analysis of indefinite chill cast iron modified with ferrovanadium and ferrotungsten. J. Therm. Anal. Calorim. 2017, 127, 71–78. [Google Scholar] [CrossRef]
- Riposan, I.; Chisamera, M.; Stan, S. Application of cooling curve analysis in solidification pattern and structure control of grey cast irons. J. Therm. Anal. Calorim. 2018, 132, 1017–1028. [Google Scholar] [CrossRef]
- Chisamera, M.; Riposan, I.; Stan, S.; Stefan, E.; Costache, G. Thermal analysis control of in-mould and ladle inoculated grey cast irons. China Foundry 2009, 6, 145–151. [Google Scholar]
- Riposan, I.; Chisamera, M.; Stan, S. New Developments in High Quality Grey Cast Irons. China Foundry 2014, 11, 351–364. [Google Scholar]
- Riposan, I.; Stan, S.; Chisamera, M.; Neacsu, L.; Cojocaru, A.M.; Stefan, E.; Stan, I. Simultaneous thermal and contraction/expansion curves analysis for solidification control of cast irons. China Foundry 2020, 17, 96–110. [Google Scholar] [CrossRef]
- Canbay, C.A.; Karaduman, O.; Unlu, N.; Baiz, S.A.; Ozkul, I. Heat treatment and quenching media effects on the thermodynamical, thermoelastical and structural characteristics of a new Cu-based quaternary shape memory alloy. Compos. Part B. 2019, 174, 106940. [Google Scholar] [CrossRef]
- QuiK-Cup® QuiK-Lab® E Thermal Analysis of Cast Iron. Available online: https://www.heraeus.com/media/media/hen/doc_hen/measurement_instruments/quik-cup.pdf (accessed on 20 June 2020).
- Kanno, T.; Fukuda, Y.; Kang, I.; Morinaka, M.; Nakae, H. Prediction of chilling tendency in cast iron using three cups thermal analysis system. J. JFS 1998, 70, 773–778. [Google Scholar]
- Kanno, T.; Nakae, H. Prediction of graphite types and mechanical properties in cast iron using three cups thermal analysis. J. JFS 2000, 72, 175–180. [Google Scholar]
- Thielemann, T. Zur Wirkung van Spurenelementen in Gusseisen mit Kugelgraphit [Effects of trace elements in nodular graphite cast irons]. Giessereitechnik 1970, 16, 16–24. [Google Scholar]
- Riposan, I.; Chisamera, M.; Stan, S.; White, D. Complex (Mn,X)S compounds-major sites for graphite nucleation in grey cast iron. China Foundry 2009, 6, 352–357. [Google Scholar]
- Riposan, I.; Chisamera, M.; Stan, S.; Hartung, C.; White, D. Three-Stage Model for the Nucleation of Graphite in Grey Cast Iron. Mater. Sci. Technol. 2010, 26, 1439–1447. [Google Scholar] [CrossRef]
- Riposan, I.; Skaland, T. Modification and inoculation of castiron. In Cast Iron Science and Technology Handbook; Stefanescu, D.M., Ed.; American Society of Materials: Cleveland, OH, USA, 2017; pp. 160–176. [Google Scholar]
- Sillen, R.V. Novacast Technologies. 2006. Available online: www.novacast.se (accessed on 10 December 2006).
- Kanno, T.; Iwami, Y.; Kang, I. Prediction of graphite nodule count and shrinkage tendency in ductile cast iron with 1 cup thermal analysis. Int. J. Metalcast. 2017, 11, 94–100. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Iron * | CC | Thermal Analysis | Tst | Tmst | Wedge Sample [chill] | ||||
|---|---|---|---|---|---|---|---|---|---|
| Temper.-Time | Under-Cooling | Calculus [Si] | Measured [O-In] | Calculus [Si] | Measured [Te] | ||||
| A | UI | × | × | × | × | - | × | - | - |
| B | In | × | × | × | × | - | × | - | × |
| C | In + Te | × [C = B] | × | × [ΔT(1−3)] | × [C = B] | - | × [C = B] | × | - |
| D | O-In | - | × | × [ΔTm] | - | × | - | - | - |
| Wedge No. | Wedge Dimensions (mm) | Angle Deg. (A) | Calculated Parameters | |||
|---|---|---|---|---|---|---|
| Width (B) | Height (H) | Length (L) | Wedge Section Area (mm2) | Cooling Modulus (cm) | ||
| W1 | 5.1 | 25.4 | 101.6 | 11.5 | 64.8 | 0.11 |
| W2 | 10.2 | 31.8 | 101.6 | 18.0 | 162.2 | 0.21 |
| W3 | 19.1 | 38.1 | 101.6 | 28.0 | 363.9 | 0.35 |
| W3½ | 25.4 | 44.4 | 127.0 | 32.0 | 563.9 | 0.45 |
| W4 | 31.8 | 50.8 | 152.4 | 34.5 | 807.7 | 0.54 |
| Heat * | Inoc | Chemical Composition (wt.%) | Mn and S | Px | CE (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Mn/S | (%Mn) × (%S) | ΔMn | ||||
| 1 | UI | 3.34 | 1.34 | 0.51 | 0.13 | 0.013 | 39.2 | 0.0066 | 0.188 | 5.35 | 3.78 |
| Inoc | 3.27 | 1.41 | 0.50 | 0.13 | 0.013 | 38.4 | 0.0065 | 0.178 | 5.17 | 3.73 | |
| 2 | UI | 3.29 | 1.31 | 0.49 | 0.13 | 0.012 | 40.8 | 0.0059 | 0.170 | 5.38 | 3.72 |
| Inoc | 3.23 | 1.39 | 0.48 | 0.13 | 0.012 | 40.0 | 0.0058 | 0.160 | 5.09 | 3.68 | |
| 3 | UI | 3.38 | 1.31 | 0.51 | 0.14 | 0.014 | 36.4 | 0.0071 | 0.186 | 5.43 | 3.81 |
| Inoc | 3.35 | 1.39 | 0.49 | 0.14 | 0.012 | 40.8 | 0.0059 | 0.170 | 5.21 | 3.80 | |
| 4 | UI | 3.42 | 1.31 | 0.52 | 0.14 | 0.012 | 43.3 | 0.0062 | 0.200 | 5.42 | 3.85 |
| Inoc | 3.31 | 1.4 | 0.49 | 0.15 | 0.013 | 37.7 | 0.0064 | 0.168 | 5.11 | 3.77 | |
| 5 | UI | 3.37 | 1.28 | 0.51 | 0.14 | 0.013 | 39.2 | 0.0066 | 0.188 | 5.49 | 3.79 |
| Inoc | 3.35 | 1.36 | 0.50 | 0.15 | 0.013 | 38.5 | 0.0065 | 0.178 | 5.23 | 3.80 | |
| Heat | Tst, °C | Tmst, °C | ΔTs = Tst − Tmst, °C | |||
|---|---|---|---|---|---|---|
| Calculated [Si] | Measured [TER] [Over-Inoculation] | Calculated [Si] | Measured [TEU = TER] [Te] | Calculated | Measured | |
| 1 | 1162.4 | 1145.7 | 1130.1 | 1122.4 | 32.3 | 23.3 |
| 2 | 1162.3 | 1146.5 | 1130.3 | 1121.2 | 32.0 | 25.3 |
| 3 | 1162.3 | 1150.4 | 1130.3 | 1121.8 | 32.0 | 28.6 |
| 4 | 1162.4 | 1148.2 | 1130.2 | 1122.2 | 32.2 | 26.0 |
| 5 | 1162.1 | 1148.7 | 1130.7 | 1122.5 | 31.4 | 26.2 |
| Range [Difference] | 1162.1– 1162.4 [0.3] | 1145.7– 1150.4 [4.7] | 1130.1– 1130.7 [0.6] | 1121.2– 1122.5 [1.3] | 31.4–32.3 [0.9] | 23.3–28.6 [5.3] |
| Average | 1162.3 | 1147.9 | 1130.3 | 1122.0 | 32.0 | 25.9 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Neacsu, E.L.; Riposan, I.; Cojocaru, A.M.; Stan, S.; Stan, I. Carbide to Graphite Transition Control by Thermal Analysis in Grey Cast Irons. Metals 2020, 10, 993. https://doi.org/10.3390/met10080993
Neacsu EL, Riposan I, Cojocaru AM, Stan S, Stan I. Carbide to Graphite Transition Control by Thermal Analysis in Grey Cast Irons. Metals. 2020; 10(8):993. https://doi.org/10.3390/met10080993
Chicago/Turabian StyleNeacsu, Elena Loredana, Iulian Riposan, Ana Maria Cojocaru, Stelian Stan, and Iuliana Stan. 2020. "Carbide to Graphite Transition Control by Thermal Analysis in Grey Cast Irons" Metals 10, no. 8: 993. https://doi.org/10.3390/met10080993
APA StyleNeacsu, E. L., Riposan, I., Cojocaru, A. M., Stan, S., & Stan, I. (2020). Carbide to Graphite Transition Control by Thermal Analysis in Grey Cast Irons. Metals, 10(8), 993. https://doi.org/10.3390/met10080993