Effect of Heat Treatments on Microstructural Evolution and Tensile Properties of 15Cr12MoVWN Ferritic/Martensitic Steel

Abstract
:1. Introduction
2. Materials and Experimental Procedure
3. Results
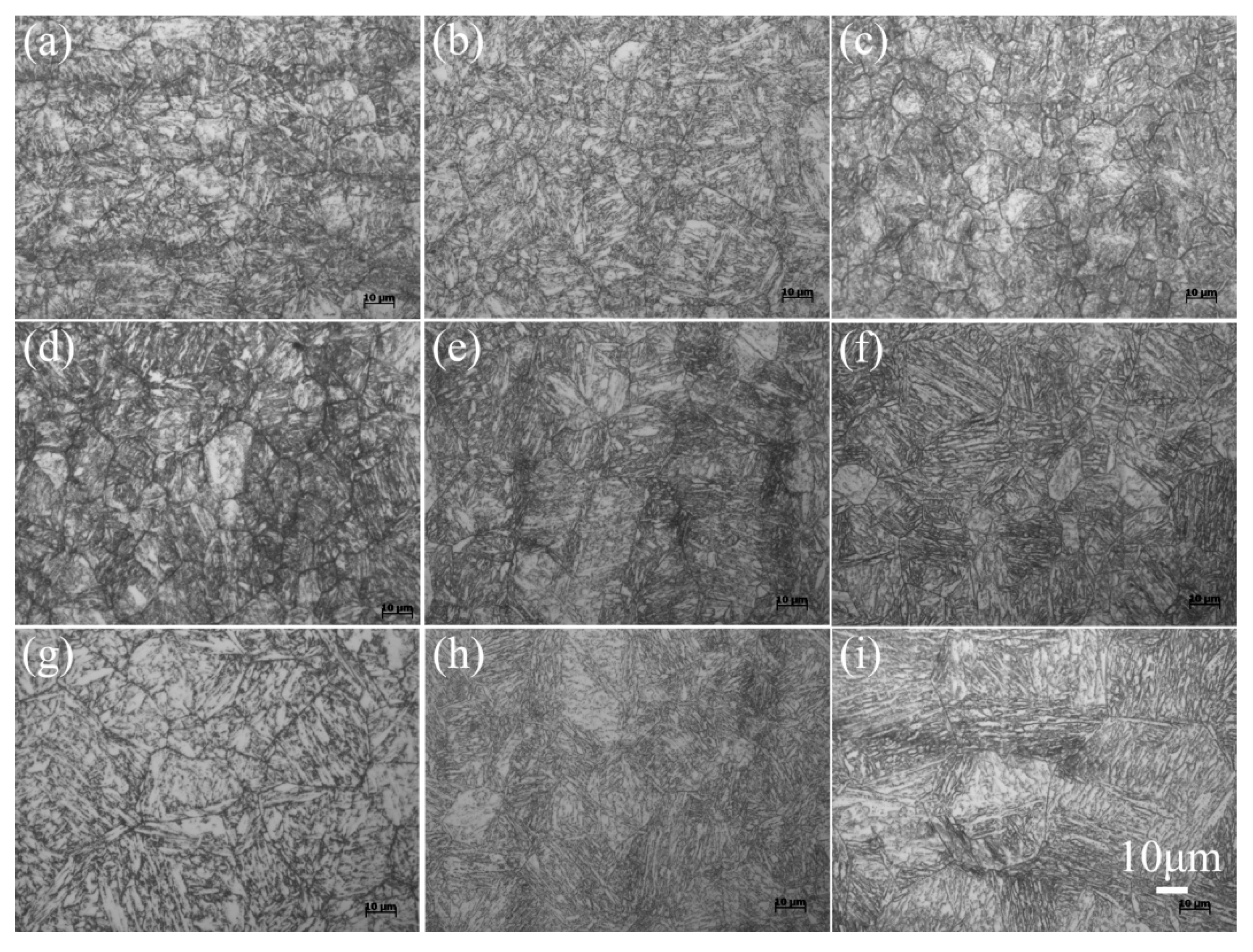
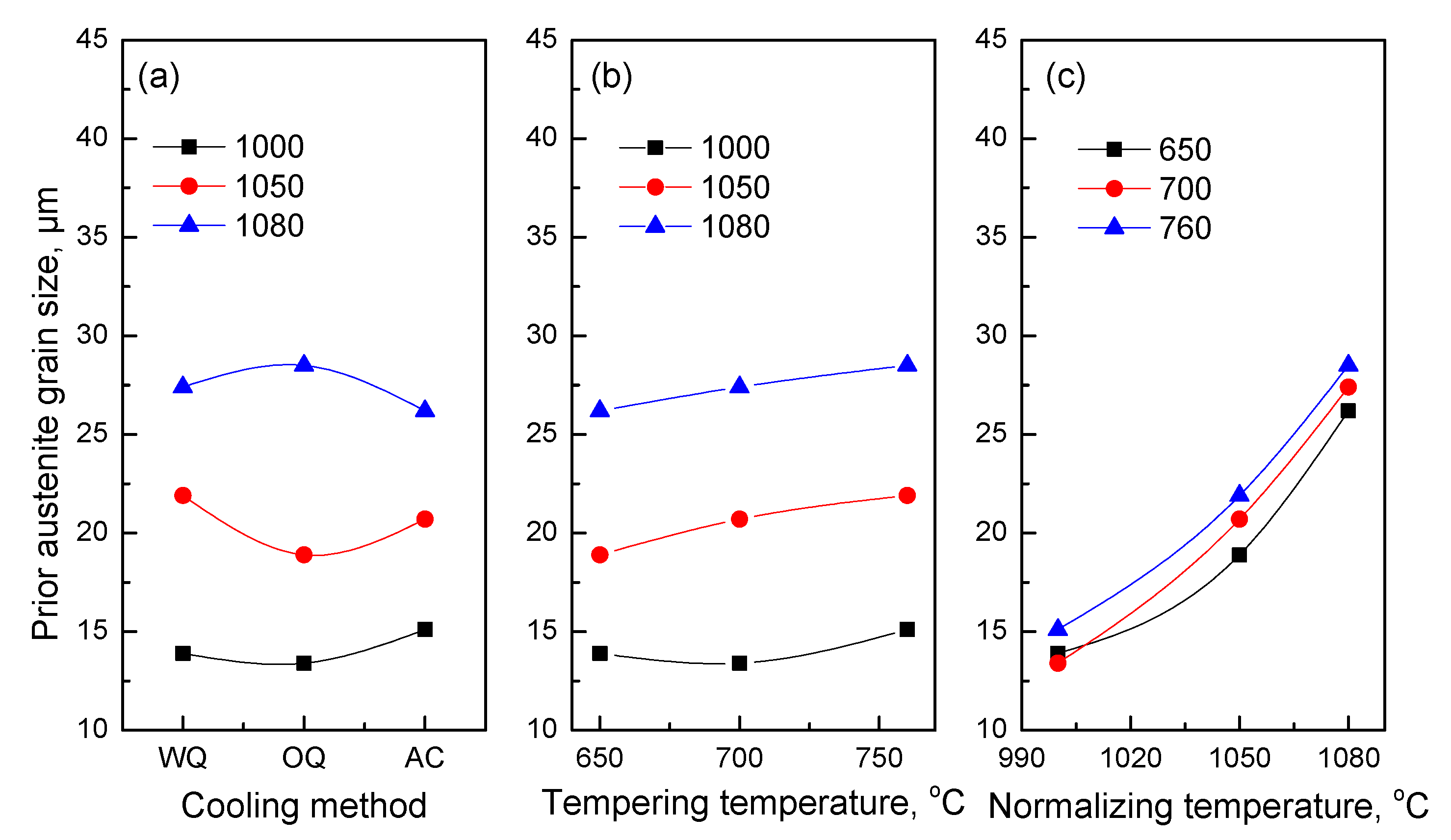
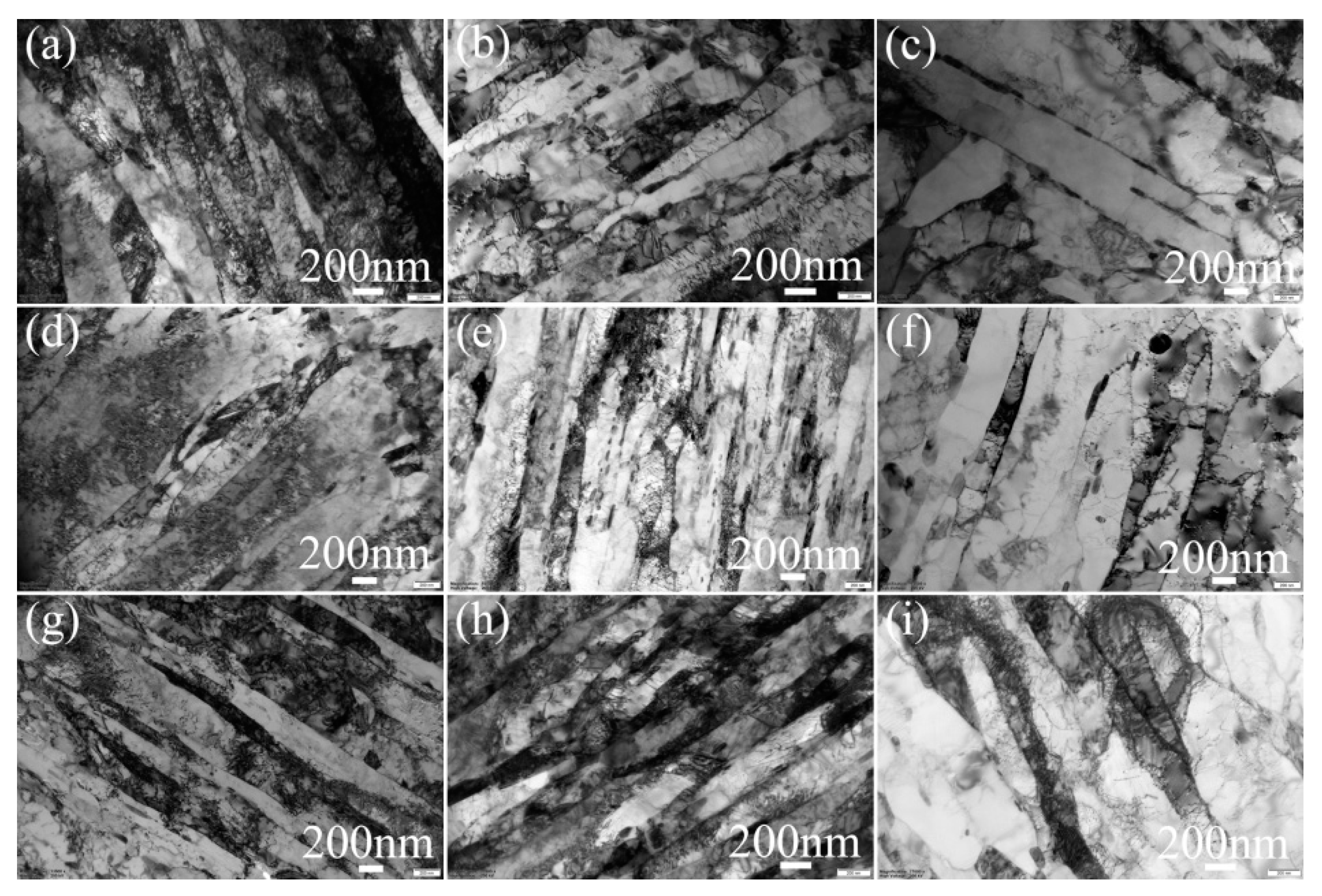
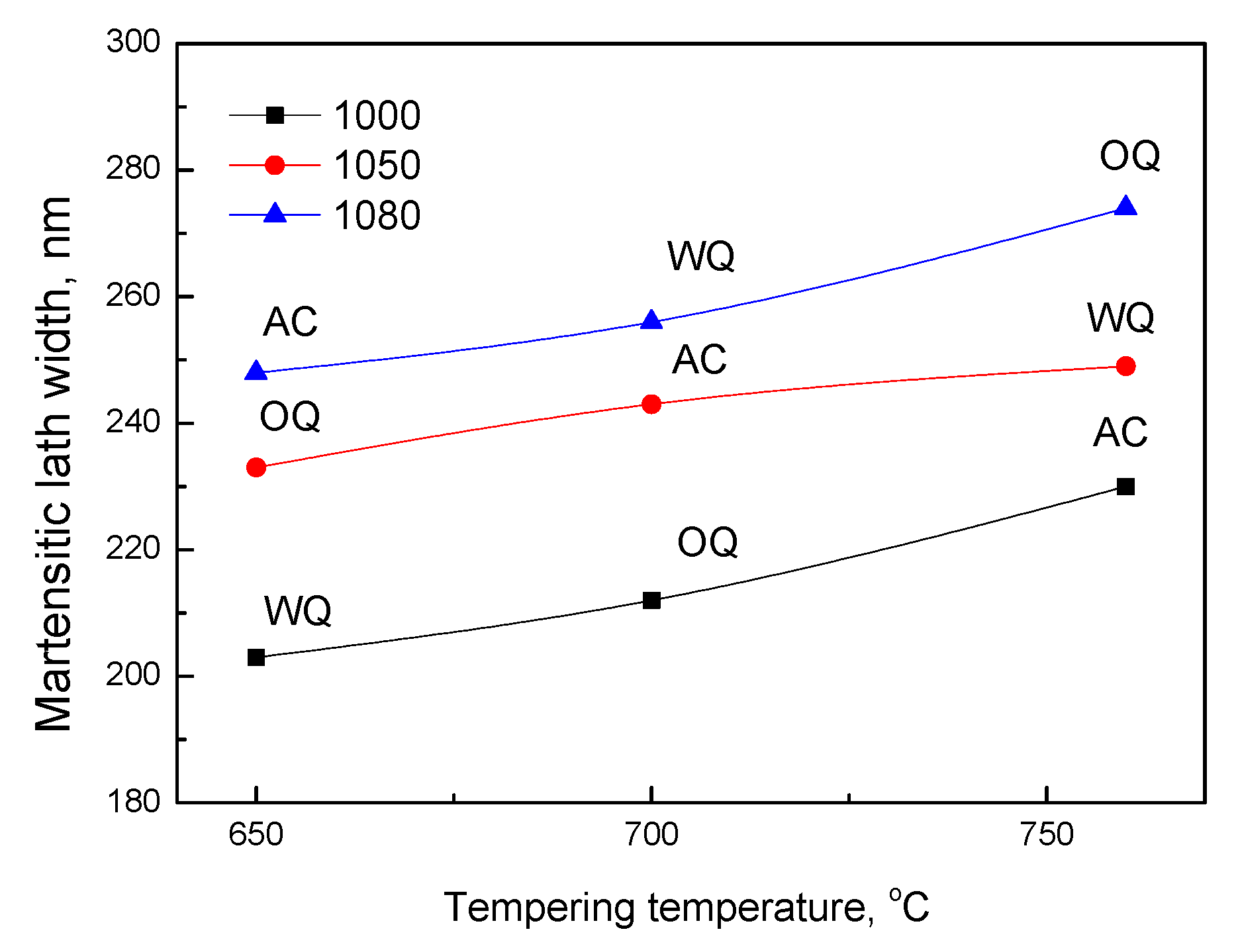
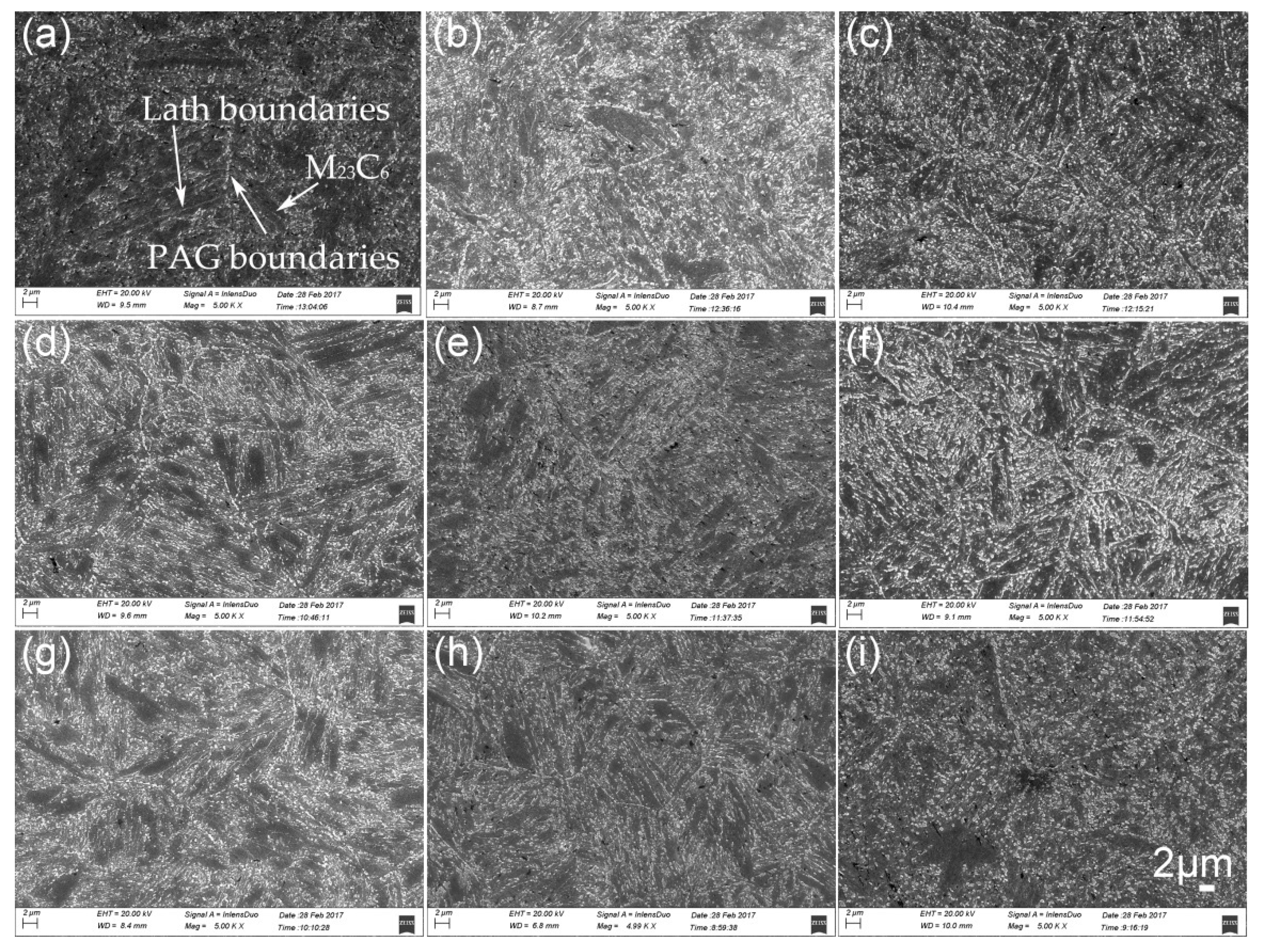
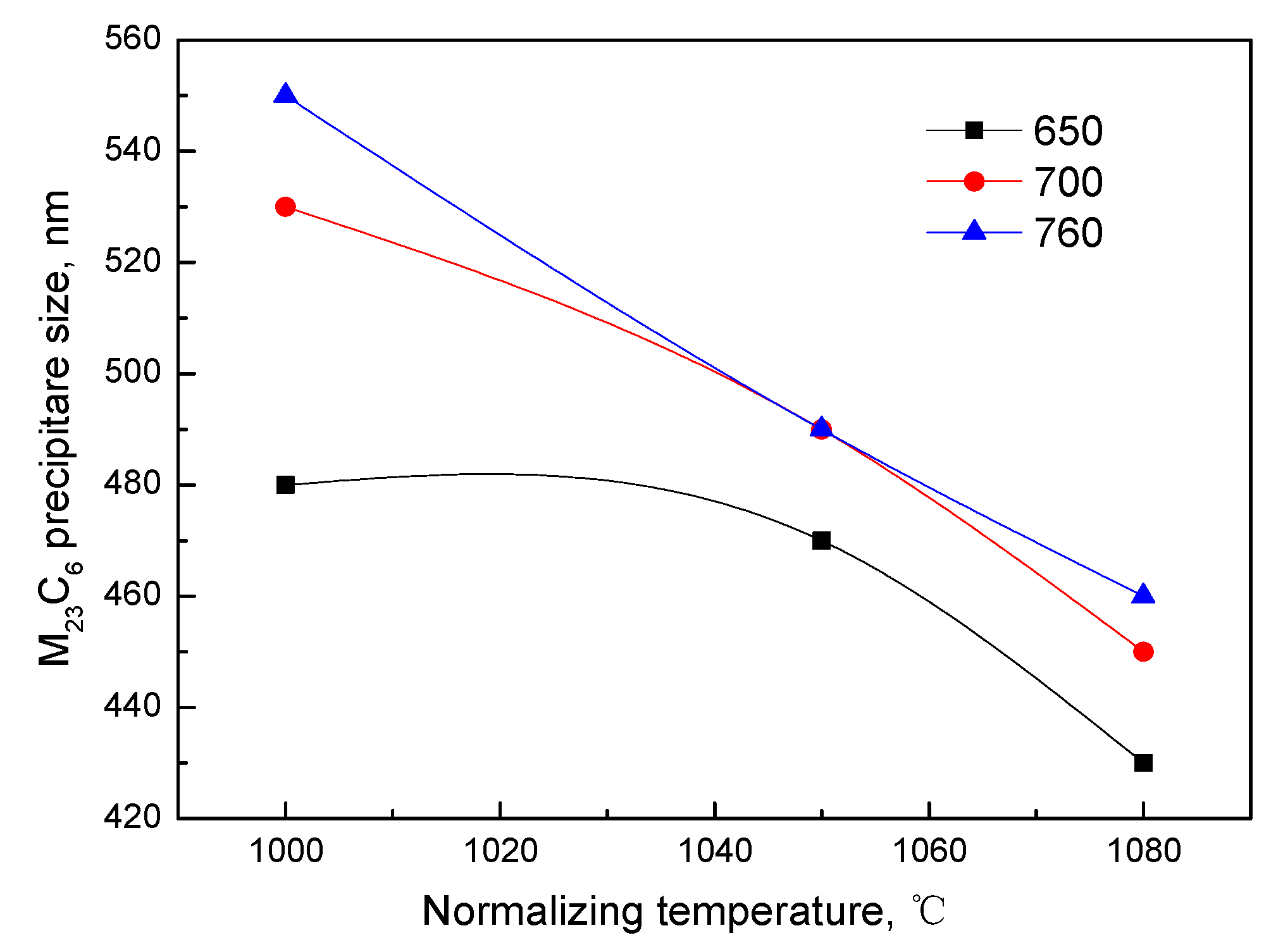
3.1. Microstructure
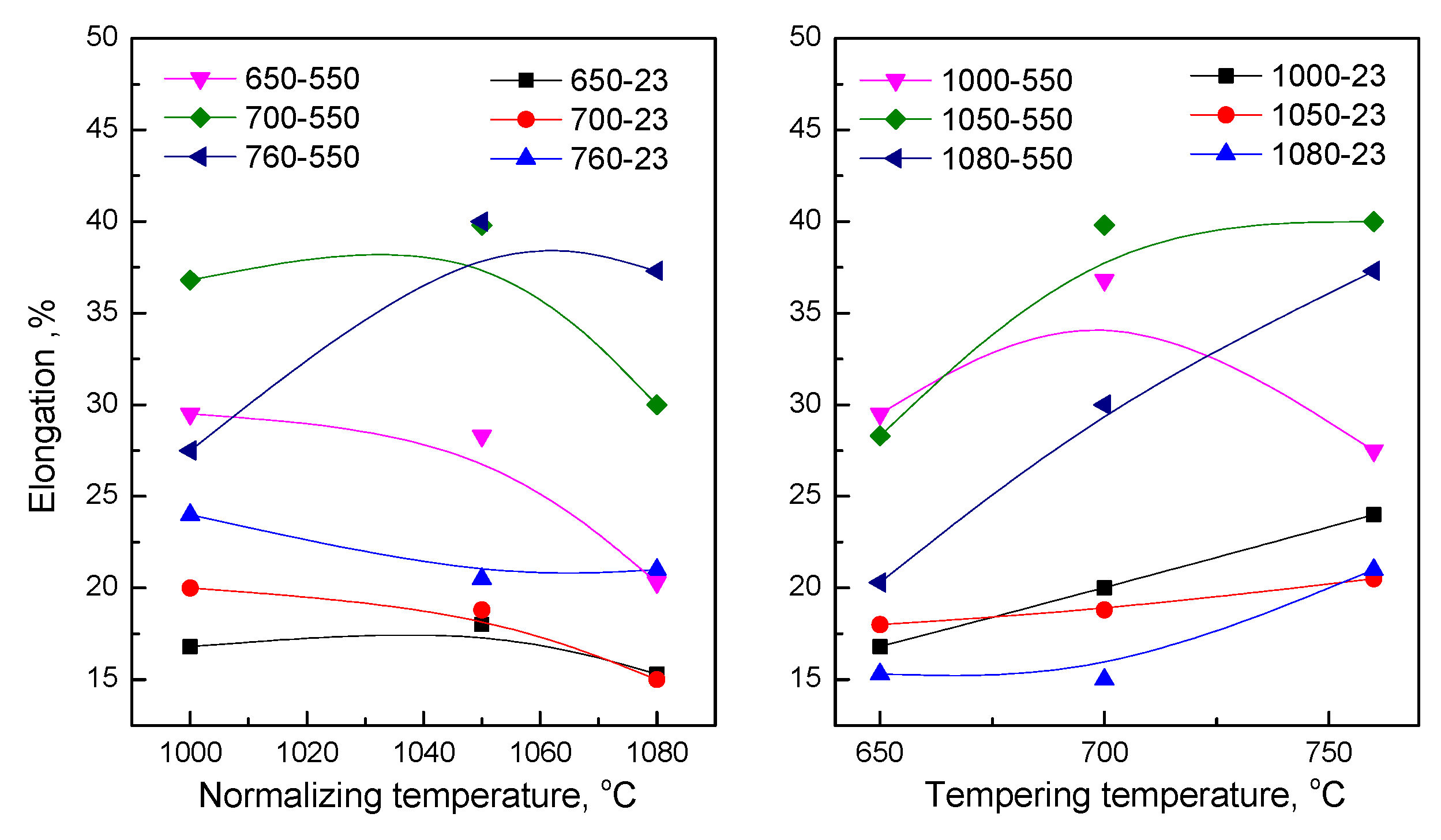
3.2. Tensile Properties
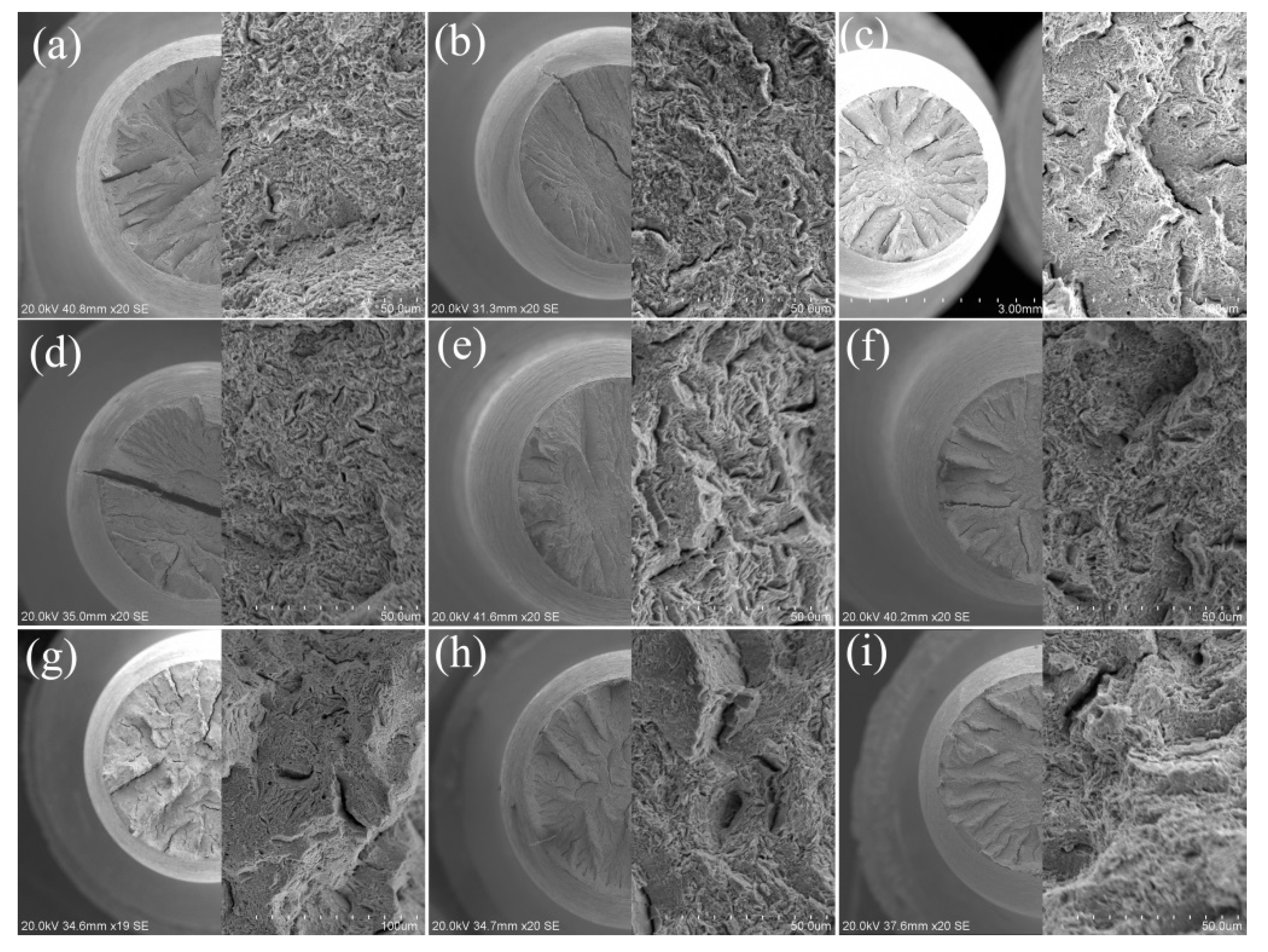
3.3. Fracture Morphology
4. Discussion
4.1. Relationship between Heat Treatment and Microstructure
4.2. Relationship between Microstructure and Tensile Properties
4.3. Recommended Heat Treatment with Respect to Tensile Properties of 15Cr12MoVWN Steel
5. Conclusions
- (1)
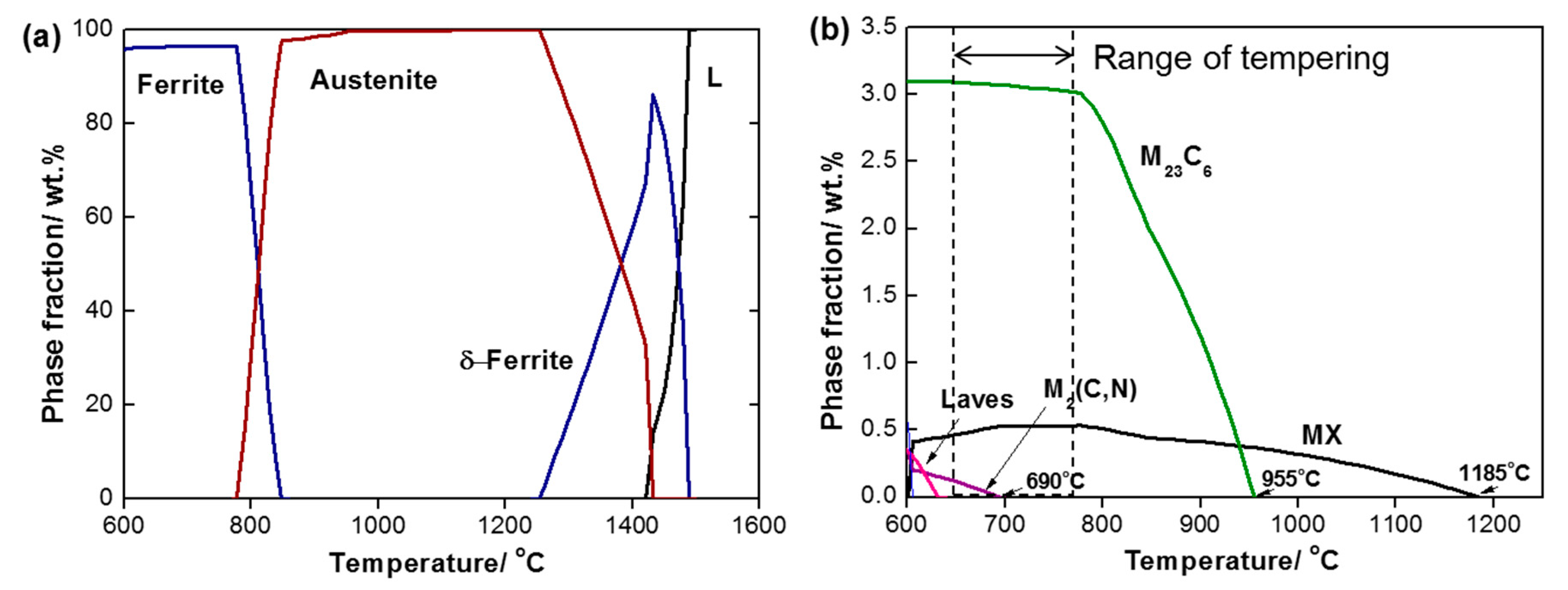
- The DSC results reveal that the phase transformation temperatures of 15Cr12MoVWN steel, Ac1, Ac3 and Tc were 802, 904 and 725 °C, respectively. These results provide the theoretical basis for the design of parameters of heat treatment process.
- (2)
- Based on the tensile strength and elongation at 23 and 550 °C, the optimized heat treatment parameter was determined: normalizing at 1050 °C, air cooling to room temperature and tempering at 700 °C. The tensile properties of specimens in optimized heat treatment condition were 1014 MPa (UTS), 810 MPa (YS) and 18.8% (elongation) tested at 23 °C, and the values were 577.5 MPa (UTS), 469 MPa (YS) and 39.8% (elongation) tested at 550 °C.
- (3)
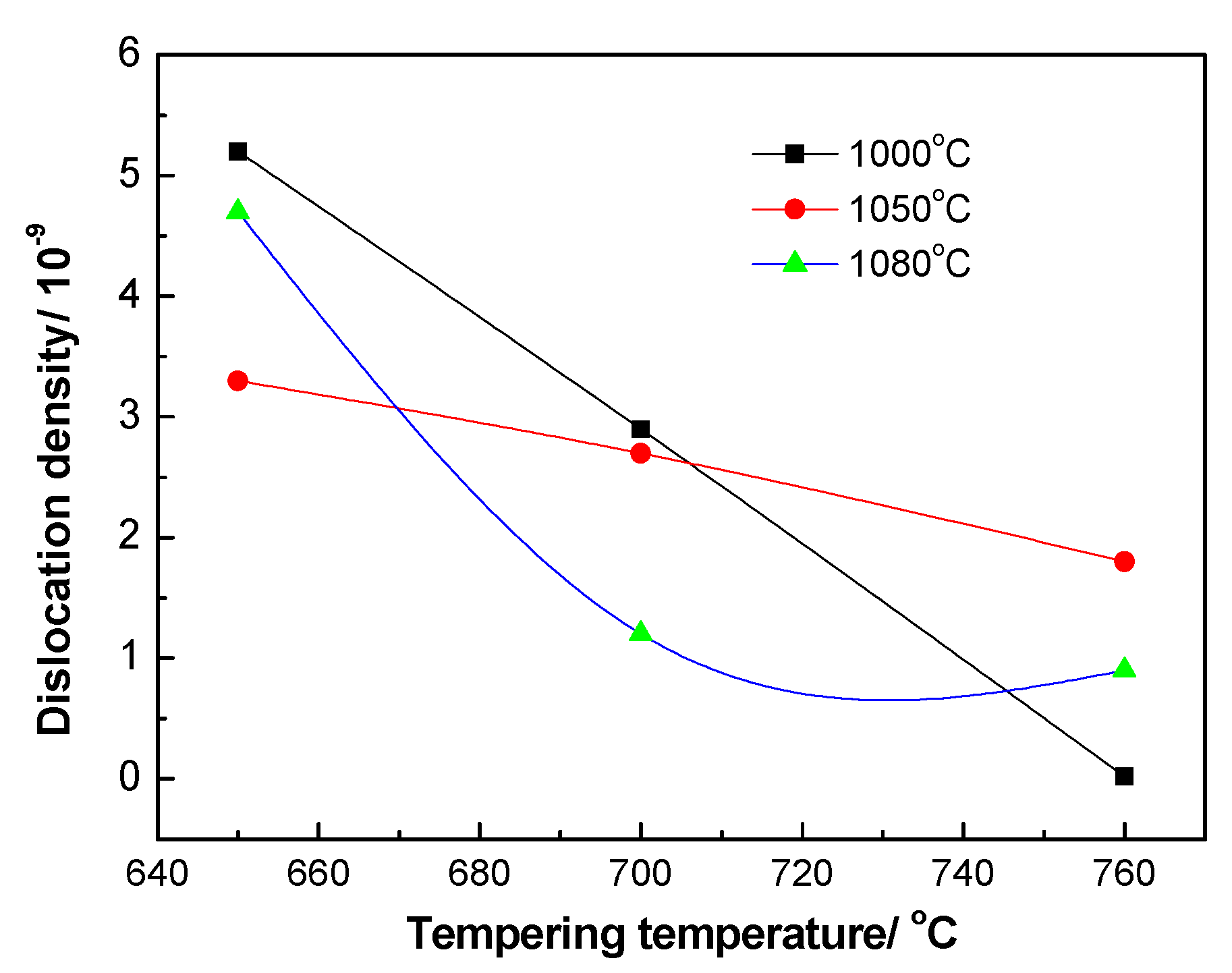
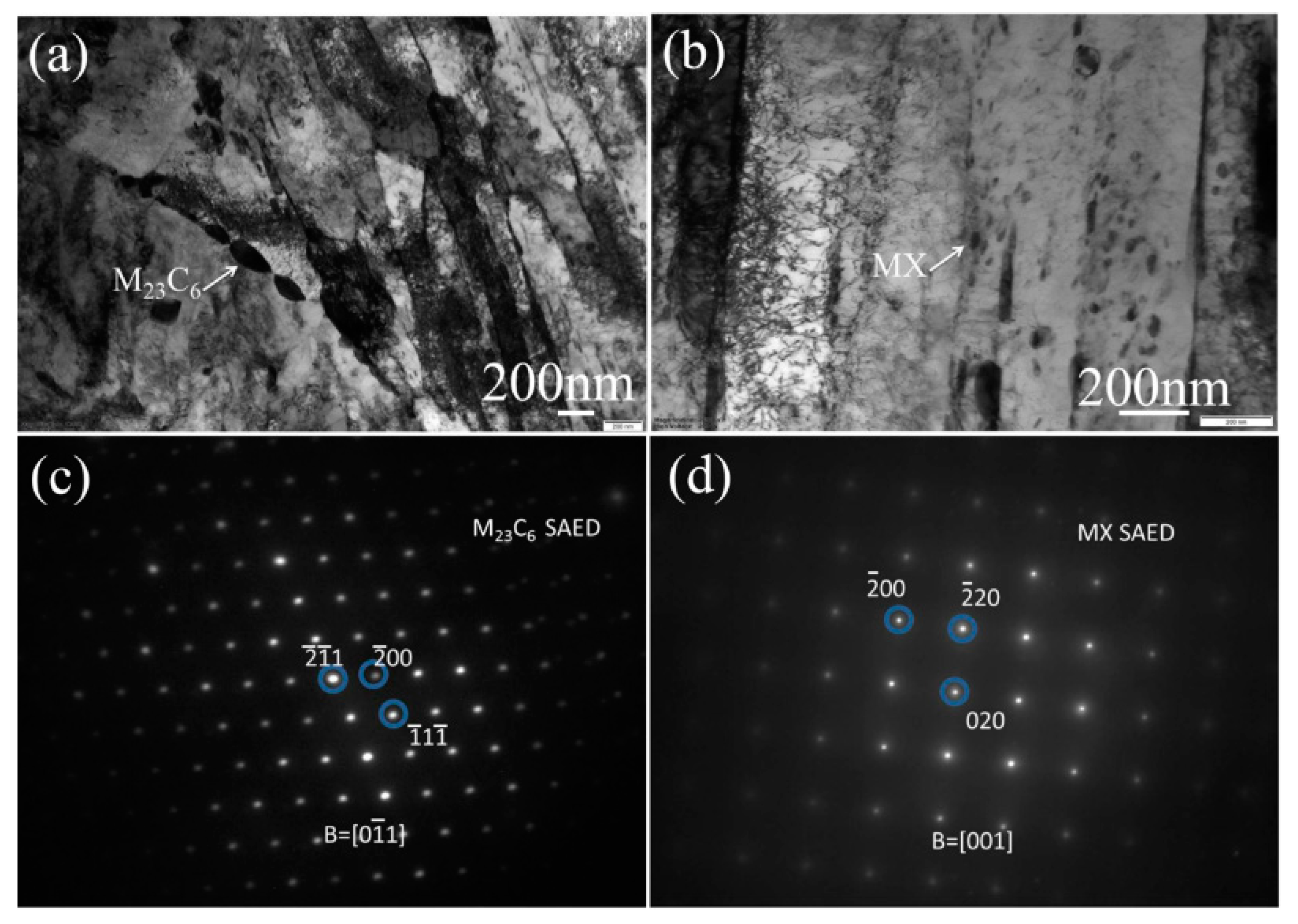
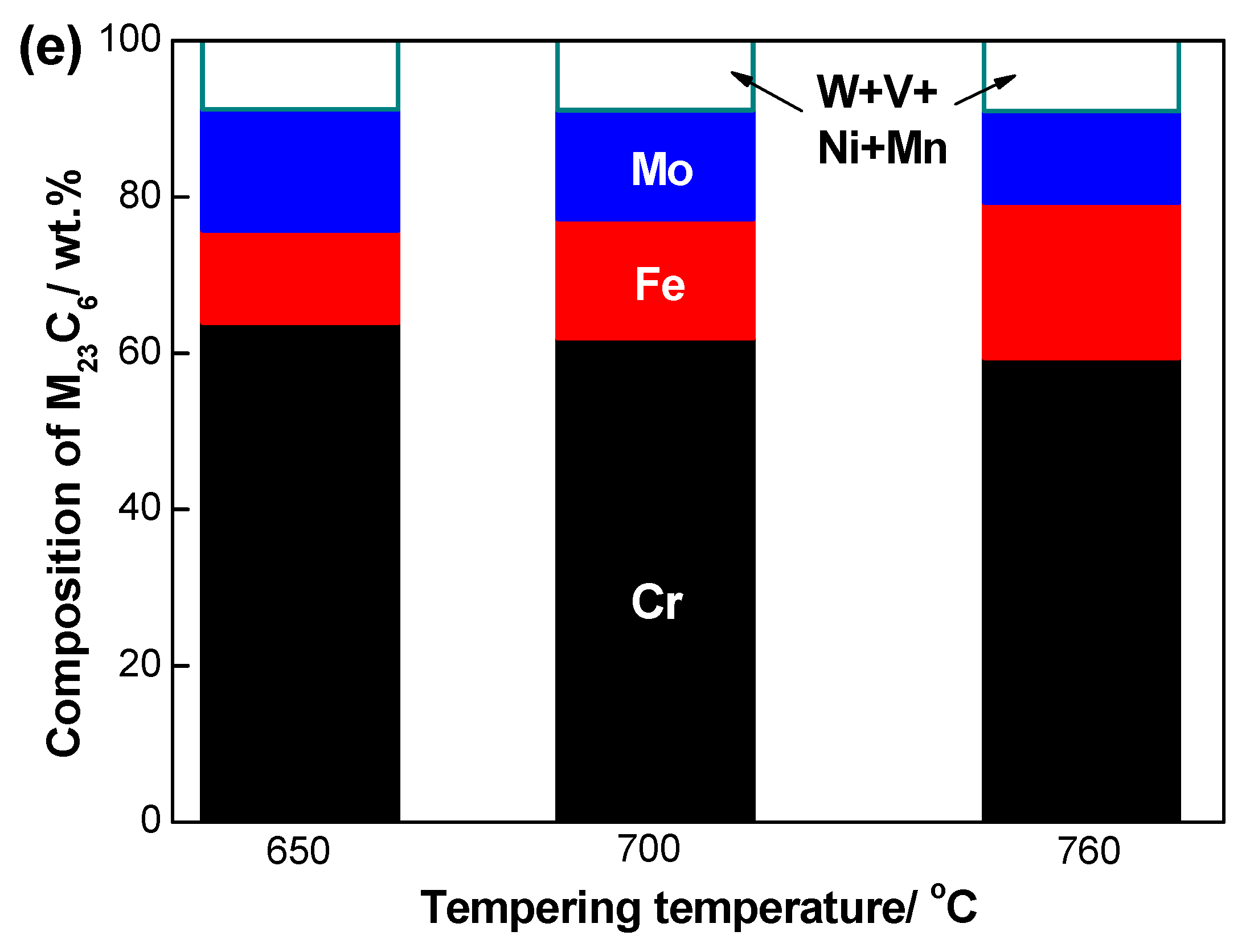
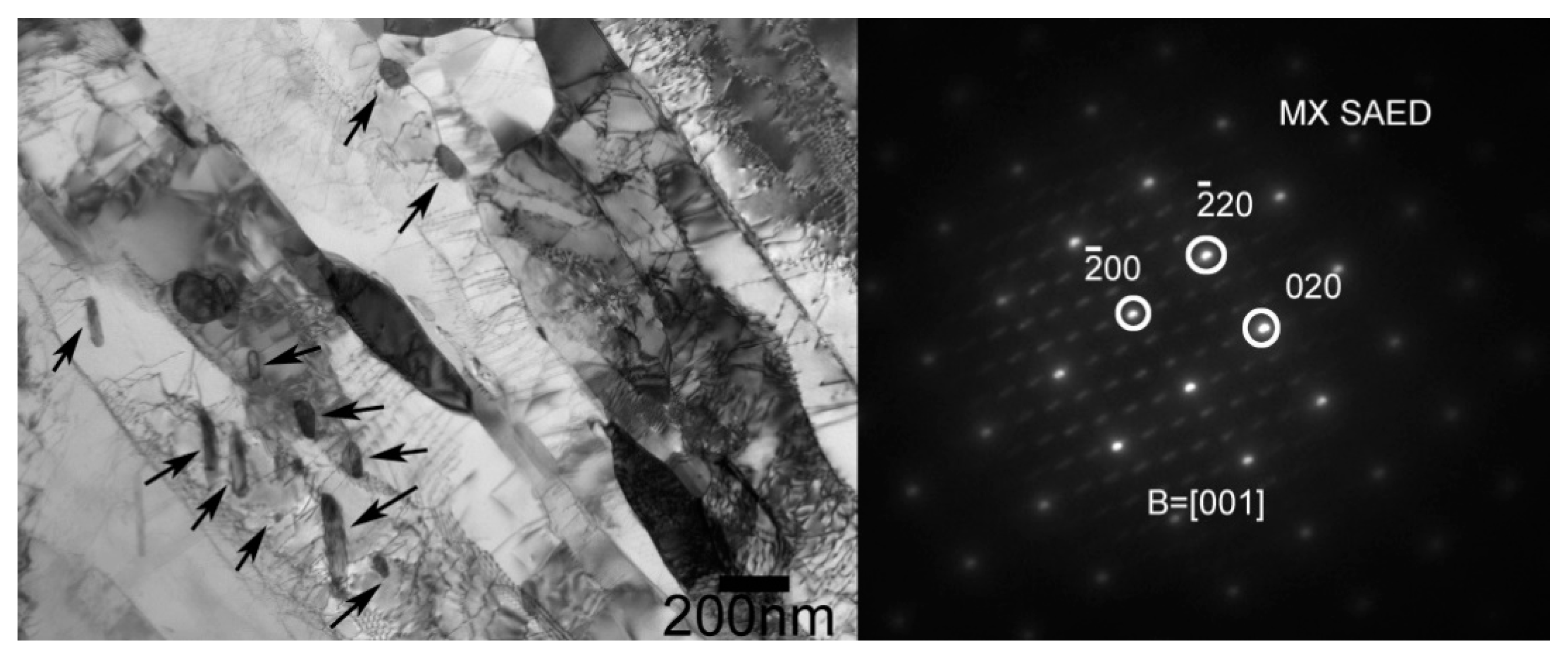
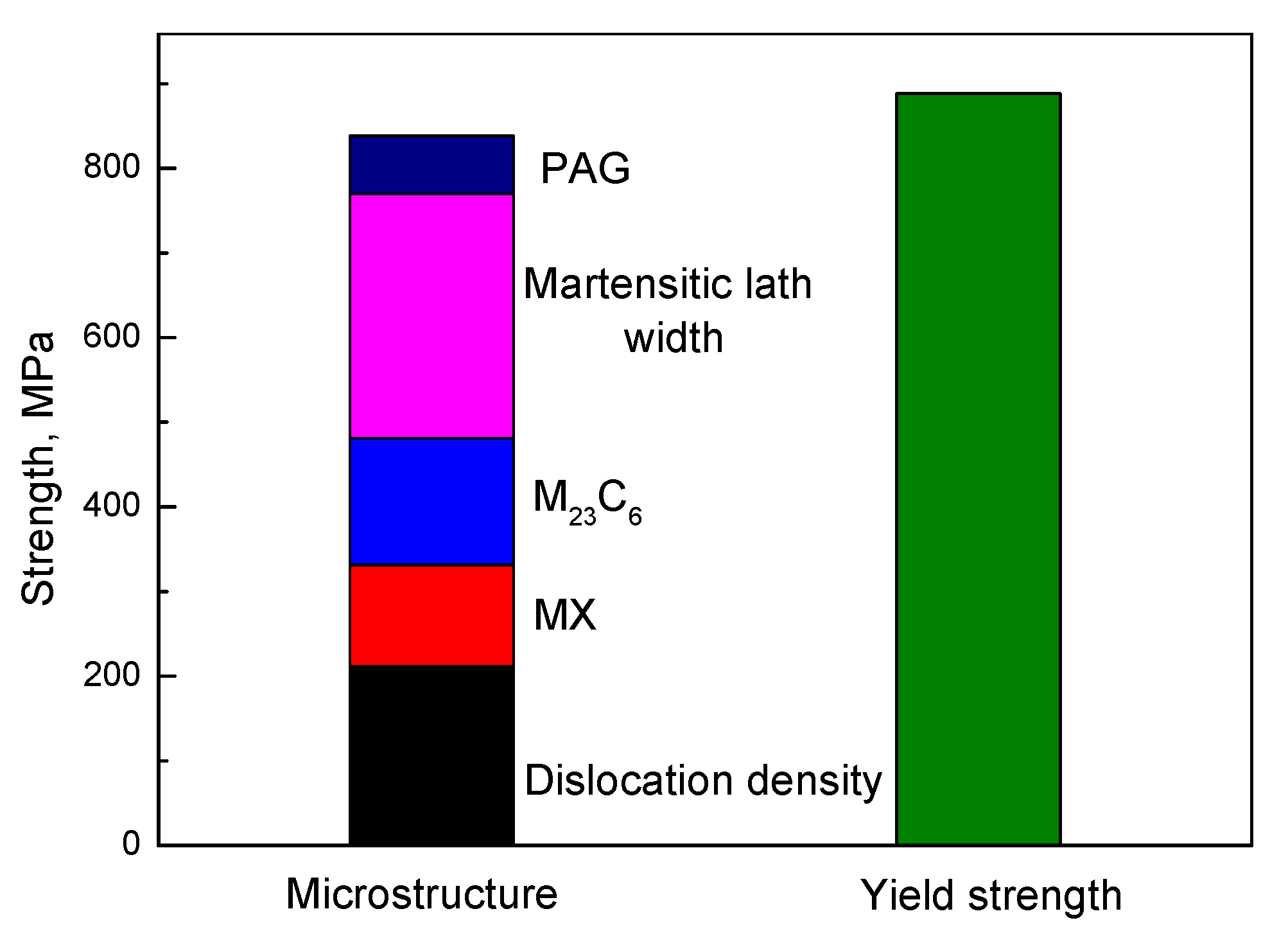
- The martensitic lath width and dislocation were the main microstructural factors influencing the tensile strength of 15Cr12MoVWN steel. The strengthening contribution from M23C6 and MX was higher than that from grain boundaries of PAG and was the other important factor for strengthening. The average sizes of PAG and M23C6 particles were the main factors influencing the tensile ductility. Tempering temperature had the most significant influence on the evolution of precipitates and dislocation densities. Normalizing temperature had the most significant influence on the coarsening of PAG and M23C6. Cooling methods had less influence in both microstructure and tensile properties compared with the other two heat treatment parameters.
Author Contributions
Funding
Conflicts of Interest
References
- Liu, J.; Liu, W.; Hao, Z.; Shi, T.; Kang, L.; Cui, Z.; Yun, D. Effects of Silicon content and tempering temperature on the microstructural evolution and mechanical properties of HT-9 steels. Materials 2020, 13, 972. [Google Scholar] [CrossRef] [Green Version]
- Su, Z.; Ye, C.; Yan, F. Sodium Cooled Fast Breeder Reactor; Atomic Energy Press: Beijing, China, 1991; p. 165. [Google Scholar]
- Tao, X.G.; Han, L.Z.; Gu, J.F. Effect of tempering on microstructure evolution and mechanical properties of X12CrMoWVNbN10–1–1 steel. Mater. Sci. Eng. A 2014, 618, 189–204. [Google Scholar] [CrossRef]
- Abe, F.; Noda, T.; Araki, H.; Okada, M. Development of Reduced-Activation Martensitic 9Cr Steels for Fusion Reactor. J. Nucl. Sci. Technol. 1994, 31, 279–292. [Google Scholar] [CrossRef]
- Klueh, R.L.; Harries, D.R. High-Chromium Ferritic and Martensitic Steels for Nuclear Applications; ASTM: West Conshohocken, PA, USA, 2001; pp. 68–69. [Google Scholar]
- Klueh, R.L.; Nelson, A.T. Ferritic/martensitic steels for next-generation reactors. J. Nucl. Mater. 2007, 371, 37–52. [Google Scholar] [CrossRef]
- Sample, T.; Fenici, P.; Kolbe, H. Liquid metal embrittlement susceptibility of welded MANET II (DIN 1.4914) in liquid Pb-17Li. J. Nucl. Mater. 1996, 233, 244–247. [Google Scholar] [CrossRef]
- Uehira, A.; Ukai, S.; Mizuno, T.; Asaga, T.; Yoshida, E. Tensile Properties of llCr-0.5Mo-2W, V, Nb Stainless Steel in LMFBR Environment. J. Nucl. Sci. Technol. 2000, 37, 780–786. [Google Scholar] [CrossRef]
- Dvoriashin, A.M.; Porollo, S.I.; Konobeev, Y.V.; Gainer, F.A. Influence of high dose neutron irradiation on microstructure of EP-450 ferritic–martensitic steel irradiated in three Russian fast reactors. J. Nucl. Mater. 2004, 329, 319–323. [Google Scholar] [CrossRef]
- Rosenwasser, S.N.; Miller, P.; Dalessandro, J.A.; Rawls, J.M.; Toffolo, W.E.; Chen, W. The application of martensitic stainless steels in long lifetime fusion first wall/blankets. J. Nucl. Mater. 1979, 85, 177–182. [Google Scholar] [CrossRef]
- Cheon, J.S.; Lee, C.B.; Lee, B.O.; Raison, J.P.; Mizuno, T.; Delage, F.; Carmack, J. Sodium fast reactor evaluation: Core materials. J. Nucl. Mater. 2009, 392, 324–330. [Google Scholar] [CrossRef]
- Hojna, A.; Gabriele, F.D.; Klecka, J.; Burda, J. Behaviour of the steel T91 under uniaxial and multiaxial slow loading in contace with liquid lead. J. Nucl. Mater. 2015, 466, 292–301. [Google Scholar] [CrossRef]
- Abe, F. Precipitate design for creep strengthening of 9% Cr tempered martensitic steel for ultra-supercritical power plants. Sci. Technol. Adv. Mater. 2008, 9, 013002. [Google Scholar] [PubMed]
- Serra, E.; Perujo, A. The surface rate constants of deuterium in the martensitic steel DIN 1.4914 (MANET). J. Nucl. Mater. 1995, 223, 157–162. [Google Scholar]
- Ennis, P.J.; Zielinska-Lipiec, A.; Wachter, O.; Czyrska-Filemonowicz, A. Microstructural stability and creep rupture strength of the martensitic steel P92 for advanced power plant. Acta Mater. 1997, 45, 4901–4907. [Google Scholar]
- Totemeier, T.C.; Simpson, J.A.; Tian, H. Effect of weld intercooling temperature on the structure and impact strength of ferritic–martensitic steels. Mater. Sci. Eng. A 2006, 426, 323–331. [Google Scholar]
- Rowcliffe, A.F.; Robertson, J.P.; Klueh, R.L.; Shiba, K.; Alexander, D.J.; Grossbeck, M.L.; Jitsukawa, S. Fracture toughness and tensile behavior of ferritic–martensitic steels irradiated at low temperatures. J. Nucl. Mater. 1998, 258, 1275–1279. [Google Scholar]
- Yano, A.; Tanno, T.; Sekio, Y.; Oka, H.; Ohtsuka, S.; Uwaba, T.; Kaito, T. Tensile properties and hardness of two types of 11Cr-ferritic/martensitic steel after aging up to 45,000 h. Nucl. Mater. Energy 2016, 9, 324–330. [Google Scholar]
- Zhang, H.; Long, B.; Dai, Y. Metallography studies and hardness measurements on ferritic/martensitic steels irradiated in STIP. J. Nucl. Mater. 2008, 377, 122–131. [Google Scholar]
- Shikakura, S.; Nomura, S.; Ukai, S.; Seshimo, I.; Kano, Y.; Kuwajima, Y.; Ito, T.; Tutaki, K.; Fujita, T. Development of high-strength ferritic/martensitic steel for FBR core materials. J. At. Energy Soc. Jpn. 1991, 33, 1157–1170. [Google Scholar]
- Yoshikawa, K.; Iseda, A.; Yano, M.; Masuyama, F.; Daikoku, T.; Haneda, H. Proceedings of the 1st International Conference on Improved Coal-Fired Power Plants; Electric Power Research Institute: Palo Alto, CA, USA, 1986; pp. 123–124. [Google Scholar]
- Klueh, R.L.; Cheng, E.T.; Grossbeck, M.L.; Bloom, E.E. Impurity effects on reduced-activation ferritic steels developed for fusion applications. J. Nucl. Mater. 2000, 280, 353–359. [Google Scholar]
- Hu, Z.F.; He, D.H.; Mo, F. Carbides evolution in 12Cr martensitic heat-resistant steel with life depletion for long-term service. J. Iron Steel Res. Int. 2015, 22, 250–255. [Google Scholar]
- Tavassoli, A.A. The influence of radiation on the properties of welds and joints. J. Nucl. Mater. 1988, 155, 105–112. [Google Scholar]
- Schirra, S.M.; Ehrich, K. Development of a high strength martensitic CrNiMoVNb steel with 10.5%Cr and 0.11%C. In Advanced Heat Resistant Steels for Power Generation; EPRI: TR-111571; Viswanathan, R., Nutting, J., Eds.; IOM Communications: London, UK, 1999; pp. 586–595. [Google Scholar]
- Kim, S.H.; Song, B.J.; Ryu, W.S.; Hong, J.H. Creep rupture properties of nitrogen added 10Cr ferritic/martensitic steels. J. Nucl. Mater. 2004, 329, 299–303. [Google Scholar]
- Nishiyama, Y.; Sawaragi, Y.; Otsuka, N.; Hirata, H.; Kihara, S.; Kajigaya, I. Development of a new heat resistant steels for high temperature components of power generation. In Advanced Heat Resistant Steels for Power Generation; EPRI: TR-111571; Viswanathan, R., Nutting, J., Eds.; IOM Communications: London, UK, 1999; pp. 482–493. [Google Scholar]
- Klueh, R.L.; Kai, J.J.; Alexander, D.J. Microstructure-mechanical properties correlation of irradiated conventional and reduced-activation martensitic steels. J. Nucl. Mater. 1995, 225, 175–186. [Google Scholar]
- Aufrecht, J.; Leineweber, A.; Foct, J.; Mittemeijer, E.J. The structure of nitrogen-supersaturated ferrite produced by ball milling. Philos. Mag. 2008, 88, 1835–1855. [Google Scholar]
- Takebayashi, S.; Kunieda, T.; Yoshinaga, N.; Ushioda, K.; Ogata, S. Comparison of the dislocation density in martensitic steels evaluated by some X-ray diffraction method. ISIJ Int. 2010, 50, 875–882. [Google Scholar]
- Barbadikar, D.R.; Deshmukh, G.S.; Maddi, L.; Laha, K.; Parameswaran, P.; Ballar, A.R.; Peshwe, D.R.; Paretkar, R.K.; Nandagopal, M.; Mathew, M.D. Effect of normalizing and tempering temperatures on microstructure and mechanical properties of P92 steel. Int. J. Pres. Ves. Pip. 2015, 132, 97–105. [Google Scholar]
- Li, S.; Eliniyaz, Z.; Sun, F.; Shen, Y.; Zhang, L.; Shan, A. Effect of thermo-mechanical treatment on microstructure and mechanical properties of P92 heat resistant steel. Mater. Sci. Eng. A 2013, 559, 882–888. [Google Scholar]
- Williamson, G.K.; Smallman, R.E. Dislocation densities in some annealed and cold-worked metals from measurements on the X-ray debye-scherrer spectrum. Philos. Mag. 1956, 1, 34–36. [Google Scholar]
- Zlateva, G.; Martinova, Z. Microstructure of Metals and Alloys: An Atlas of Transmission Election Microscopy Images, 2nd ed.; CRC Press: New York, NY, USA, 2008; p. 36. [Google Scholar]
- Wang, W.; Liu, S.; Xu, G.; Zhang, B.; Huang, Q. Effect of thermal aging on microstructure and mechanical properties of China low-activation martensitic steel at 550 °C. Nucl. Eng. Technol. 2016, 48, 518–524. [Google Scholar]
- Ma, T.; Hao, X.; Liang, T.; Chen, B.; Wang, P.; Ma, Y.; Liu, K. Influence of orthogonal heat treatment on mechanical properties of HT-9 ferritic/martensitic steel. In Advances in Energy and Environmental Materials, Proceedings of the Chinese Materials Conference, Yinchuan City, China, 6–12 July 2018; A-03; Han, Y., Ed.; Springer Nature Singapore Private Limited: Singapore, 2018; pp. 85–94. [Google Scholar]
- Fan, R.; Gao, M.; Ma, Y.; Zha, X.; Hao, X.; Liu, K. Effects of heat treatment and Nitrogen on microstructure and mechanical properties of 1Cr12NiMo martensitic stainless steel. J. Mater. Sci. Technol. 2012, 28, 1059–1066. [Google Scholar]
- Peng, B.; Zhang, H.; Hong, J.; Gao, J.; Zhang, H.; Wang, Q.; Li, J. The effect of M23C6 on the high-temperature tensile strength of two austenitic heat-resistant steels: 22Cr-25Ni-Mo-Nb-N and 25Cr-20Ni-Nb-N. Mater. Sci. Eng. A 2011, 528, 3625–3629. [Google Scholar]
- Tan, L.; Graening, T.; Hu, X.; Zhong, W.; Yang, Y.; Zinkle, S.J.; Katoh, Y. Effects of carbonitrides and carbides on microstructure and properties of castable nanostructured alloys. J. Nucl. Mater. 2020, 540, 152376. [Google Scholar]
- Maruyama, K.C.; Sawada, K.; Koike, J.I. Strengthening mechanisms of creep resistant tempered martensitic steel. ISIJ Int. 2001, 41, 641–653. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Mo | W | V | Ni | S | P | N | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.15 | 0.04 | 0.58 | 12.20 | 0.90 | 0.50 | 0.29 | 0.69 | 0.002 | 0.003 | 0.106 | Bal. |
| No. | Austenitizing/°C | Tempering/°C | Cooling Method |
|---|---|---|---|
| 0W | 1000 | 650 | WQ a |
| 0O | 1000 | 700 | OQ b |
| 0A | 1000 | 760 | AC c |
| 5O | 1050 | 650 | OQ |
| 5A | 1050 | 700 | AC |
| 5W | 1050 | 760 | WQ |
| 8A | 1080 | 650 | AC |
| 8W | 1080 | 700 | WQ |
| 8O | 1080 | 760 | OQ |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, T.; Hao, X.; Wang, P. Effect of Heat Treatments on Microstructural Evolution and Tensile Properties of 15Cr12MoVWN Ferritic/Martensitic Steel. Metals 2020, 10, 1271. https://doi.org/10.3390/met10091271
Ma T, Hao X, Wang P. Effect of Heat Treatments on Microstructural Evolution and Tensile Properties of 15Cr12MoVWN Ferritic/Martensitic Steel. Metals. 2020; 10(9):1271. https://doi.org/10.3390/met10091271
Chicago/Turabian StyleMa, Tingwei, Xianchao Hao, and Ping Wang. 2020. "Effect of Heat Treatments on Microstructural Evolution and Tensile Properties of 15Cr12MoVWN Ferritic/Martensitic Steel" Metals 10, no. 9: 1271. https://doi.org/10.3390/met10091271
APA StyleMa, T., Hao, X., & Wang, P. (2020). Effect of Heat Treatments on Microstructural Evolution and Tensile Properties of 15Cr12MoVWN Ferritic/Martensitic Steel. Metals, 10(9), 1271. https://doi.org/10.3390/met10091271