1. Introduction
The problem of the depletion of traditional deposits of liquid and solid extractable resources has resulted in the necessity for search and implementation of new technologies for their complex processing. The adoption of such technologies will count for a great deal for both the environment and the economy in terms of the principles of sustainable development [
1,
2,
3,
4,
5]. At present, light oil deposits are decreasing and, consequently, many oil companies have started to extract and process heavy oil and even natural bitumen. Apart from coal and hydrogen, this oil contains a wide range of different chemical elements, including various metals (vanadium (V), nickel (Ni), titanium (Ti), gold (Au), chromium (Cr), manganese (Mn), iron (Fe), etc.) [
6,
7,
8,
9,
10,
11]. For example, each ton of heavy oil of Athabasca oil sands (Canada) contains 250 g of vanadium, 100 g of nickel [
8]. Heavy oil of many Russian deposits contains a lot of vanadium, nickel, and silver. The oil of Samotlor deposit contains, in addition to vanadium and nickel, gold, chromium, manganese, iron, and other metals. If we consider traditional deposits of metals, it is economically reasonable to consider the development of ore deposits containing not less than 0.1% of metal. Moreover, the grade of some metals in various types of oils and bitumen is close to this value, but unlike rocks, they do not require the development of deposits, blasting operations, removal of ore from open-pit mines, crushing and treatment. Previous studies show that some metals accumulate in large amounts in a number of cases compared to their clusters in the lithosphere. This allows us to estimate the economic and technological feasibility of these metals extraction from oil, while improving the quality of basic petroleum products [
12,
13,
14,
15,
16,
17,
18,
19,
20].
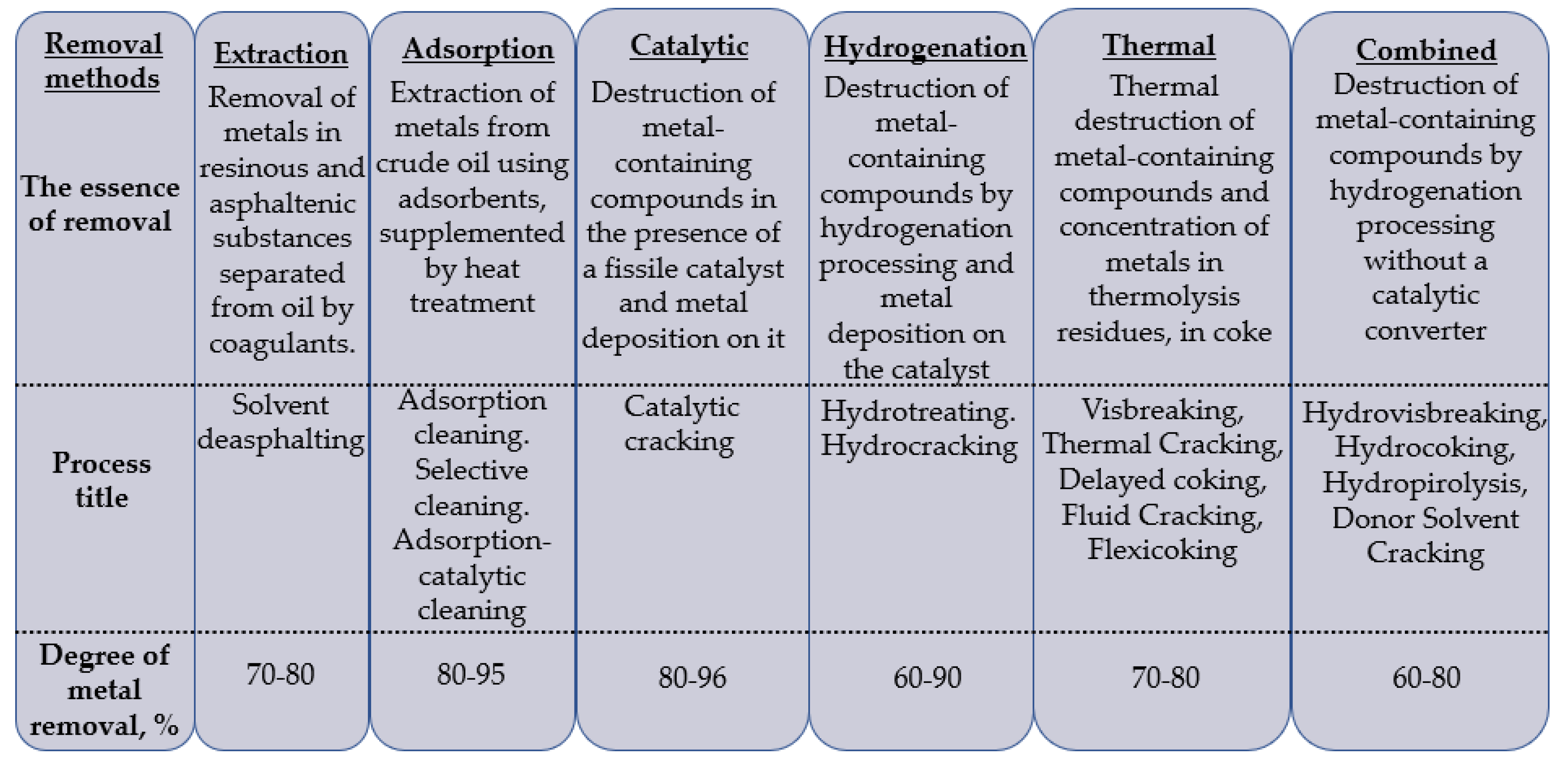
Since the majority of metals are concentrated in asphaltene and resins, it is natural that the processes of deasphalting in the processes of preparation for processing heavy oils and oil residues happens at the same time, to a greater or lesser extent, as the processes of demetalization of this raw material. The processes of destructive processing of heavy oils and residues are shown in
Figure 1 [
7,
8,
9].
Among the possible directions of improvement of methods of deep processing of heavy oils, 4 main directions can be singled out: the method of slow coking and production of oil coke, thermal decomposition of organometallic compounds of resinous and asphaltene substances with the subsequent absorption of released metal atoms in the pores of corresponding adsorbents, processes of residue deasphaltization with the use of sub and supercritical fluids as extractants and processes of catalytic hydrodeasphaltization and hydrodemetalization.
As a result of the analysis of previous studies in the field of deep processing of heavy oil, heavy oil residues, and natural bitumen, the leading directions of theoretical and experimental research on the processing of high-viscosity oils and natural bitumen for the extraction of valuable metals were identified and justified. It was found that the problems of metal extraction from oil can be partially solved by using directional physical and chemical effects, such as electrostatic field, magnetic field and ultrasonic treatment which allow us to control the structural and mechanical properties and intensify the concentration of metals in certain classes of compounds [
6,
7,
8,
9,
10,
19].
Heavy oil can be considered as a multipurpose complex mineral, and the processing of heavy oils as a “complex problem”, aimed both at increasing the yield of light fractions and “transport” ability of oil, and at extracting metals from heavy asphaltene resinous fraction.
In this work, an attempt was made to justify and develop a technology for the extraction of heavy metals at the micro and macro levels from heavy oils of the Yaregskoye field using directed physical and chemical effects based on experimental studies and numerical modeling. At the same time, the development of physical-chemical and technological bases of extraction of heavy metals from oil and bitumen feedstock based on the intensification of extraction processes by the impact of different genesis, the use of selective reagents of directional action at the main stages of concentration and separation of fractions and separation of valuable components has scientific novelty and allows us to create new technological solutions based on fundamental approaches of rheology and petrochemistry and to adapt them to specific types of feedstock.
2. Materials and Methods
The Yaregskiy oil was selected to study the possibility of extracting heavy metals from heavy oil. This oil belongs to the class of heavy (0.945 g/cm
3), high-viscosity (10,000–12,000 mPa·s at an initial temperature of 8 °C), low-sulfur and low-paraffin, and it contains a significant amount of heavy metals, e.g., vanadium, nickel, iron, titanium, noble and rare-earth metals [
12,
13,
14,
15,
16,
17,
18,
19,
20,
21,
22,
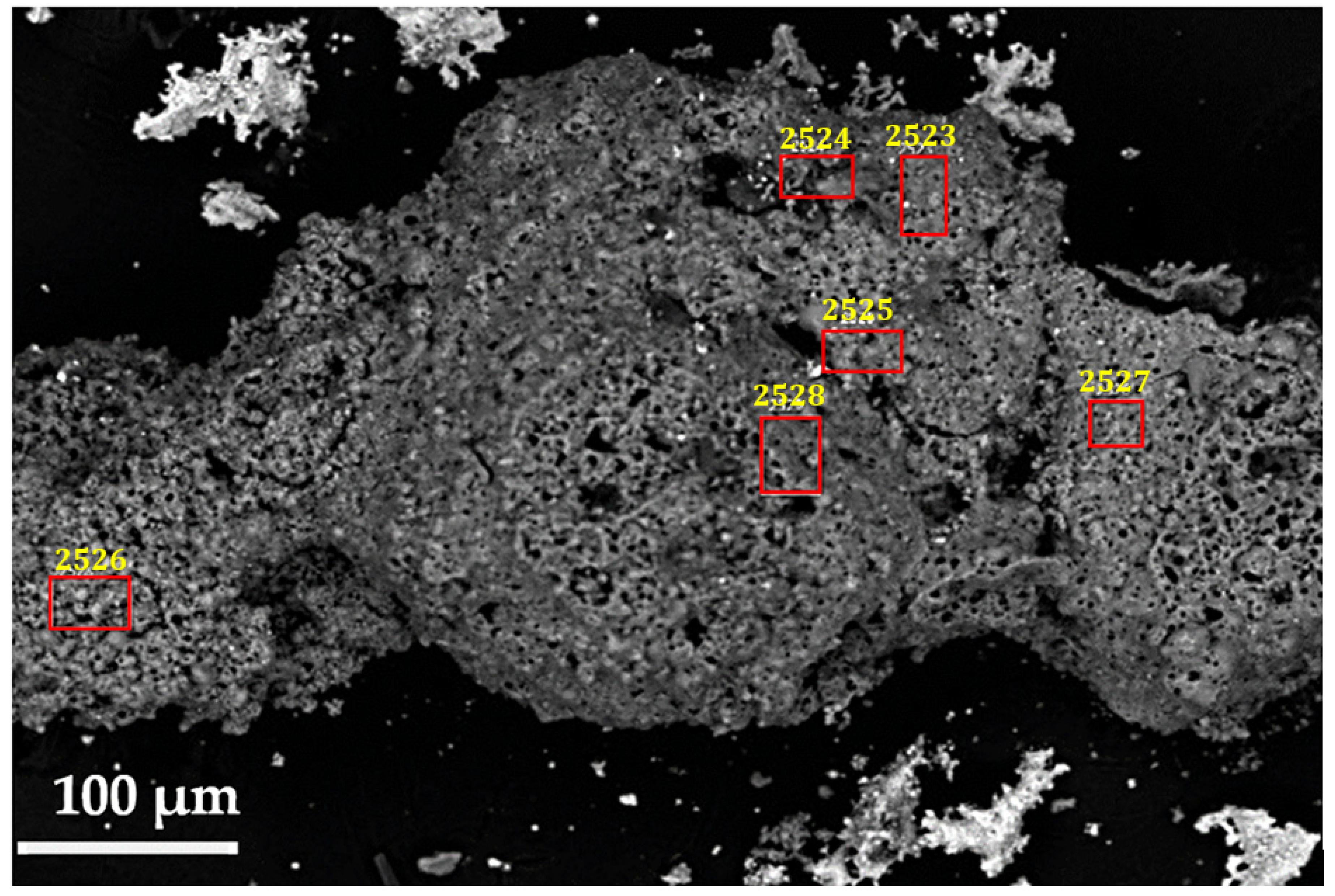
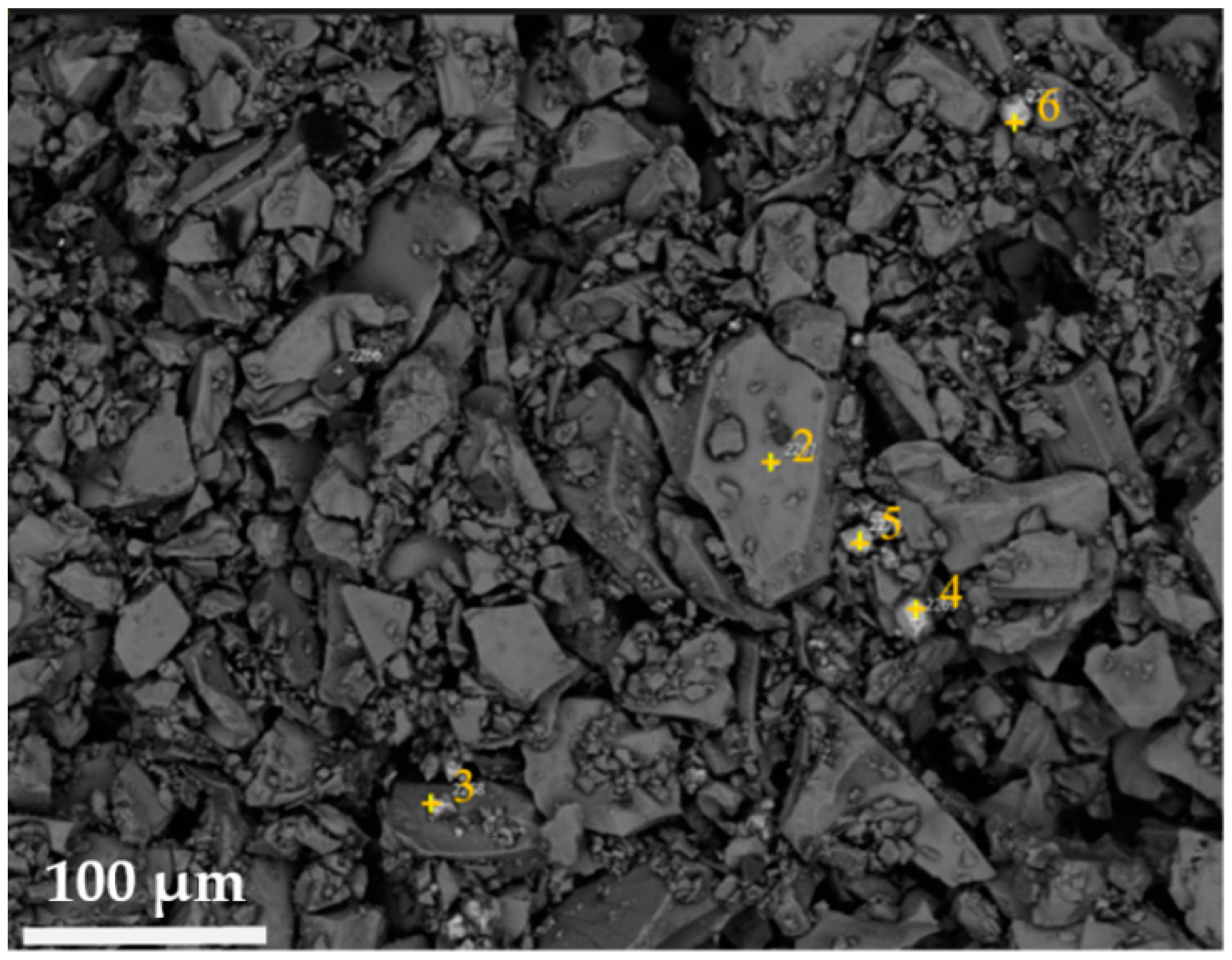
23]. The analysis of the initial sample and separation products was performed by atomic absorption, X-ray fluorescence, mass spectrometry with inductively coupled plasma, and instrumental neutron activation analysis (INAA) (St. Petersburg Konstantinov Institute of Nuclear Physics. B. P. Konstantinov Institute of Nuclear Physics, St. Petersburg, Russia). Optical methods and electron microscopy (Hitachi High-Technologies Corporation, Tokyo, Japan) with X-ray microanalysis were used for mineralogical and petrographic studies. Chemical analysis was performed by spectral method with inductively coupled plasma on the spectrometer iCAP 6300 DUO (Thermo Scientific, Waltham, MA, USA) (
Figure 2 and
Table 1).
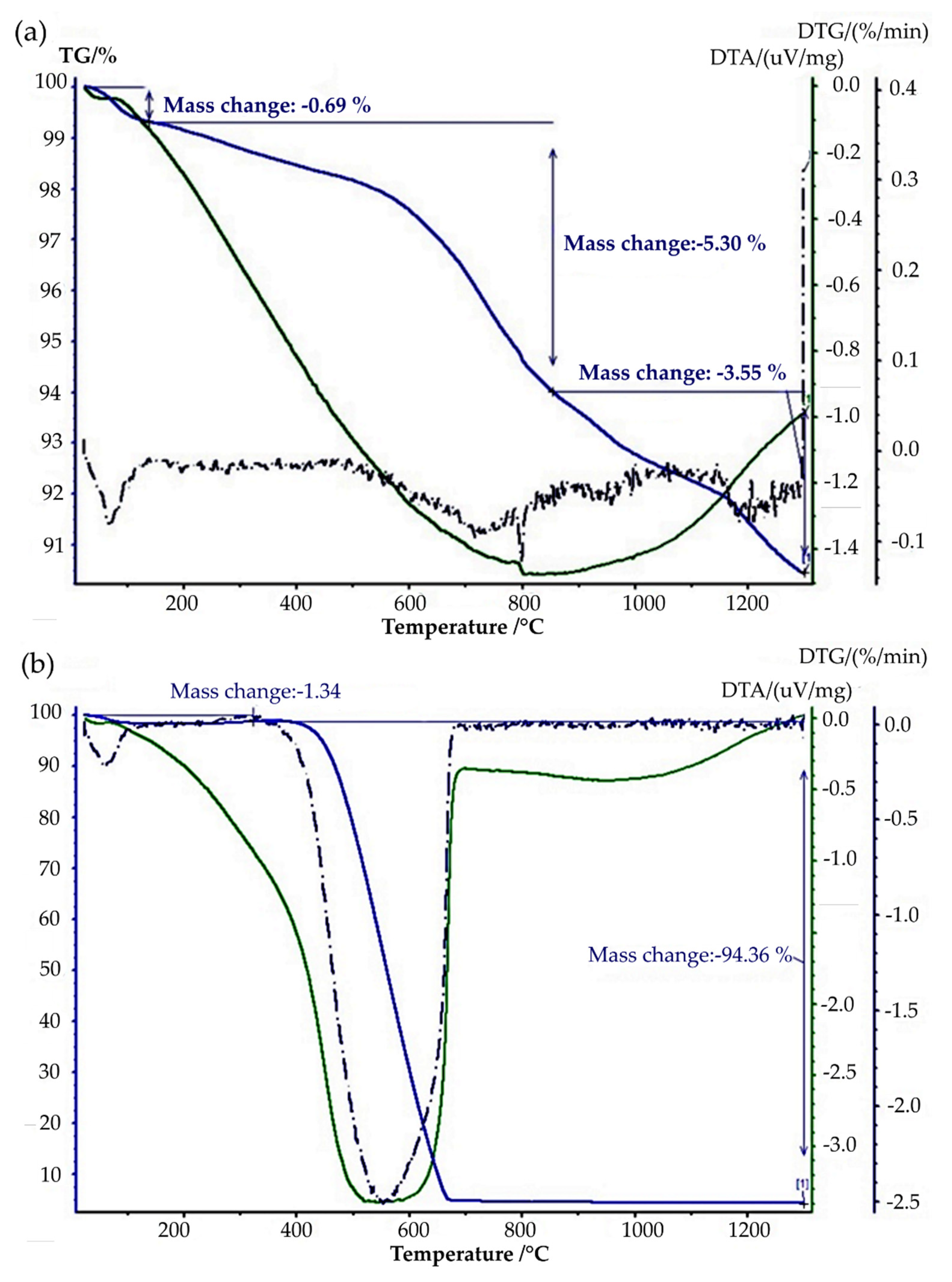
Use of thermal analysis (TA) and thermogravimetric analysis (TG) (TA Instruments, New Castle, USA) in combination with mass spectroscopic analysis (MS) (Shimadzu Corporation, Kyoto, Japan) for the study of heavy oil in the Timan-Pechersk oil and gas province enabled studying in more detail and obtaining updated information on the composition and structure of decomposition products of oil residues (
Figure 3). Co-heating of Bypass-capillary nozzles and Skimmer allowed us to avoid measurement errors.
The measurements were performed in the temperature range from 25 to 1300 °C in steps of 5 K/min in the atmosphere of air and argon. Both kerogen and bitumen are steadily recorded in the residual of heavy oil of the Yaregskiy deposit. Correlation with quantitative chemical analysis and electron microscopy data allows us to state that the elements of kerogen and bituminous organic residues are cadmium, strontium, and a part of vanadium and titanium.
All technological research was carried out on samples of oil from the Yaregskoye field (V = 100 mL).
Ultrasonic treatment at the stage of ultrasonic and cavitation processing was carried out on the INLAB I100-6/1-1 ultrasonic unit. Based on the literature analysis [
24], the values of ultrasonic pressure intensity for organic media are given in
Table 2.
The optimal degree of impact for most fluids used in practice does not exceed 40 W/cm2 at 22 kHz, except for dilatant fluids, for which the degree of impact can reach 100 W/cm2. The reduction or increase in intensity required to form the cavitation area can reach 20 W/cm2. Preliminary experiments have shown that the numerical indices of the intensity at which “developed” cavitation process occurs in a liquid medium depend mainly on liquid viscosity, for example, for water and alcohol, this value is not more than 5 W/cm2, for liquids in the viscosity range of 80–100 sPz–6–8 W/cm2, and for high-viscosity liquids (more than 400 sPz)–more than 25 W/cm2.
The operating frequency of the INLAB I100-6/1-1 ultrasonic unit (LLC “Ultrasonic Technology–INLAB”, Saint-Petersburf, Russia), which was used in the work, varies from 22 to 44 kHz, which allows to reach the intensity of impact from 5 to 25 W/cm2. Cavitation treatment was carried out in a chamber (V = 0.5 L) with a stirrer. Stirrer speed varied from 1000 to 5000 rpm.
3. Results
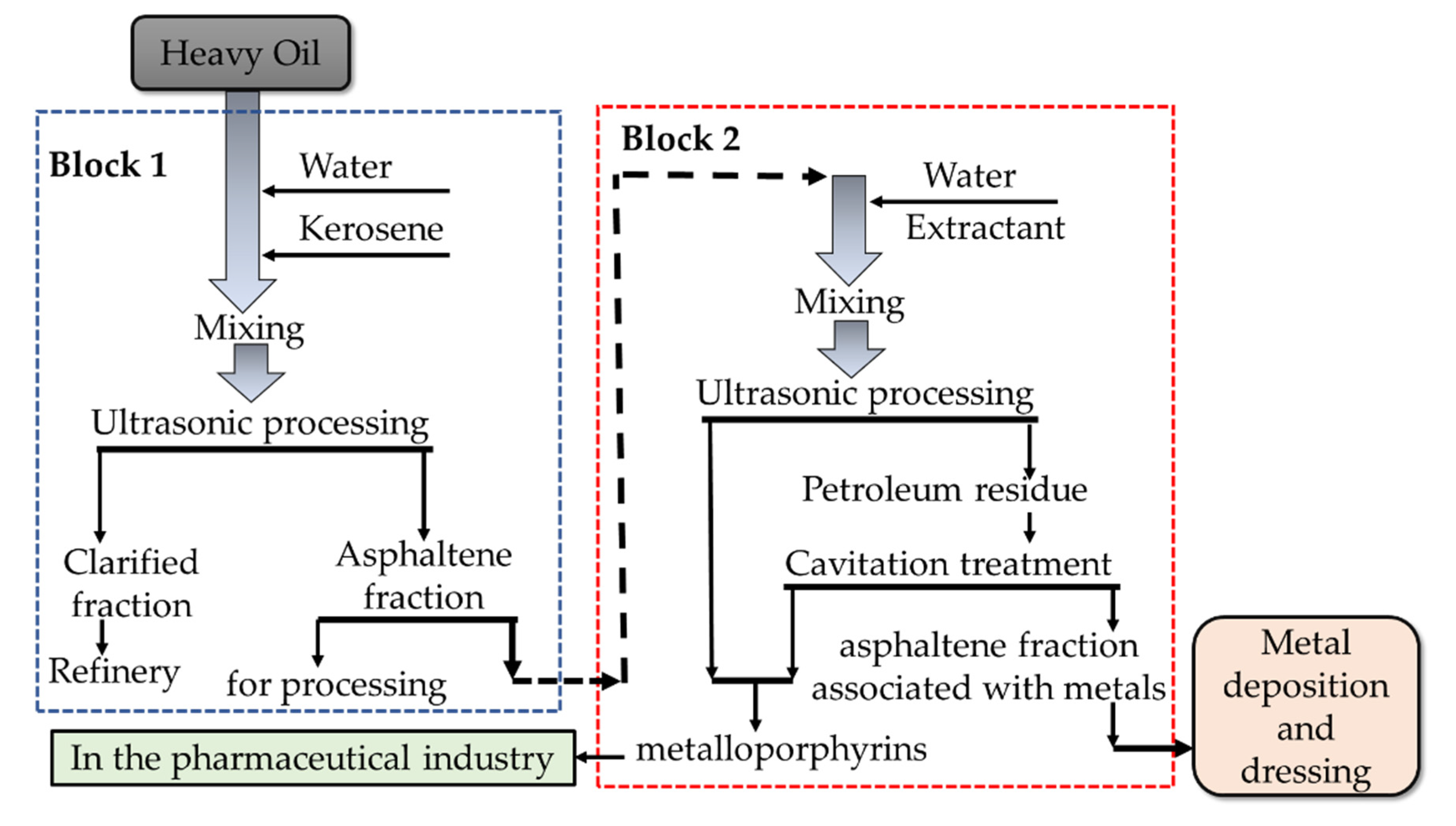
The recovery of precious metals (such as V, Ni, Ti, Fe, etc.) from heavy oil was performed by cavitation extraction technology with the use of light hydrocarbon solvents and chemical extractants, including the stage of extraction in the ultrasonic field with separation of insoluble fraction of asphaltenes in which a significant part of initial heavy metals and sulfur is concentrated, followed by re-extraction of metals and magnetic separation of metal aggregates (
Figure 4).
The main feature of this method is the consistent use of acoustic and cavitation effects, which enables improving the efficiency of mass transfer at the stage of solvent deasphalting (SDA), thereby reducing the required extraction time, due to the catalytic action of hydrogen peroxide, including those formed by physical exposure to the oil suspension.
Sedimentometric and rheological studies, as well as polarization microscopy have suggested the effect of ultrasound on the extraction process and the behavior of the system “(extractant + water) − heavy oil”. By treatment of hydrocarbon suspensions by ultrasound, local areas with high values of temperature and pressure are formed in which highly reactive particles are formed; recombination of hydroxyl radicals occurs, with the formation of hydrogen peroxide H2O2, which is a catalyst for destructive processes.
As a result, the structural viscosity of the system is sharply reduced, and the dynamic shear stress limit disappears.
At the first stage of processing (preparation for recovery), the oil was mixed with water and kerosene in the proportion of 70:15:15. A series of extractants (ethanol, kerosene, morpholine, and tributyl phosphate) were substantiated by previous studies and based on the analysis of a mixotropic series of solvents and extracting ability regarding sulfur [
16].
The conducted studies (
Figure 5) showed that four extractants have the highest degree of hetero compounds extraction from heavy oils: ethanol, kerosene, methanol, and tributyl phosphate. Therefore, they can be recommended for use both individually and for modeling the composition of the extractant to ensure maximum recovery of hetero compounds from heavy hydrocarbons.
However, it should be noted that at a ratio of aromatic and aliphatic hydrocarbons 2:1 extraction does not occur, due to the complete solubility of the extractant (methanol, acetic acid) in aromatic hydrocarbons. At the same time, kerosene and tributyl phosphate allow to reach the degree of recovery of hetero compounds associated with metals up to 37.98% and 40.72%, respectively.
At rest, the oil-bitumen suspension (OBS) forms a certain spatial structure consisting of particles of paraffin and asphaltene suspended in light hydrocarbons [
16]. Thus, these particles can be considered as a type of degraded framework. The inner frame becomes denser with increasing mass concentration, and considerable effort is required to destroy it.
Analysis of hydraulic losses during the movement of the OBS shows that to start the movement it is necessary to overcome a defined limit of reciprocal viscosity (material yield strength) τ0. This indicates the presence of a plastic constituent (the body of Saint-Venant). The deformation acts to overcome the friction force, and the higher concentration is the higher value of material yield strength. Thus, it can be assumed that the material yield strength depends on two components: external friction (for example, on the walls of pipeline) and internal friction (friction associated with the strength of the frame and its elasticity). Therefore, if deformation is applied to the suspension ( τ < τ0), then it will not move, and an elastic stress state will arise in the frame.
The friction stress increases in the first stage, but it is still not enough to begin to destroy the frame. Gradually, the framework and internal bonds between particles weaken and the strength of the framework decreases. Thus, two processes occur simultaneously in the frame at the first stage: an increase in the friction force and a decrease in the strength of the frame.
The structured flow begins to disperse under the action of friction in the second stage, and when it reaches a certain critical speed, the frame collapses completely, and the flow becomes completely dispersed. Stresses disappear inside the flow at this moment, and its behavior becomes similar to a non-Newtonian fluid. Thus, the suspension exhibits thixotropic properties with increasing speed and turns into a liquid-solid medium, which has a non-Newtonian flow character. The analysis of the transformation of suspension in the process of its movement shows that it has viscous, elastic, and plastic properties.
It is established that the integral relations of the hereditary Boltzmann theory of viscoelasticity are equivalent to linear differential relations with constant coefficients, in the case when the kernel is the sum of exponential functions. However, in practice, functions in the form of exponentials or sums of exponentials are of little use due to the impossibility of describing the process in the initial period of time. This is due to the fact that functions of this kind have a specific meaning (at
t = 0). If we assume that the zero time T(
t) = ∞, then more complex dependencies based on weakly singular functions should be used. To describe the relaxation processes in heavy oils, it was proposed to use the approximation using the three-parameter weakly singular Koltunov kernel, defined by the formula:
where
A,
α,
β—rheological parameters depending on the characteristics of the investigated object.
Consider the example of the initialization of the relaxation curve for the object under study. The ultrasound was applied on an INLAB I100-6/1-1 ultrasonic unit for various periods of time, followed by fixing the viscosity coefficient on an SV 10 viscometer manufactured (A&D Company, Limited, Tokyo, Japan). The results of the study are presented in
Figure 6.
As can be seen from the graph data, the maximum possible destruction of these parameters occurs after 15 min of processing. Further processing does not practically change the viscosity value, which is explained by the maximum destruction of the structure at these parameters.
These studies made it possible to justify the time of ultrasonic processing of the mixture (15 min with a frequency of 22 KHz). At this stage, ultrasound processing enables increasing the yield of volatiles during its distillation. The concentrated asphaltene fraction is mixed with water and chemical extractants in the proportion of 50:25:25%, respectively (the second stage of processing). The increased amount of water and extractant is caused by the fact that the heavy fraction is extracted after primary processing. As a chemical extractant, tributyl phosphate was chosen. Calculation of electronic and structural characteristics of metal-containing organic complexes and reagents is performed by semi-empirical quantum chemical method using Merck Molecular Force Field 94 (MMFF94) algorithm. This method refers to comparing the given substance with the properties of substances in the program database and on the basis of this analysis, their properties are forecast. The molecular geometries of “substrate-reagent” systems formed in the extraction process were simulated using the conjugate gradient method of Polak-Ribiere in supermolecular approximation without any symmetry limitations and reaching the optimization limit of 0.005 kcal/mol. Calculations of basic spin states were performed by “one-point” method using Chem Draw 3D software package, which enables taking into account chemical, physical, and physicochemical features of substrates, reagents and “metal-reagent” systems during simulation (
Figure 7).
Having analyzed the probability of formation of “metal-reagent” complexes by the criterion of energy of complexation (Ecom, Kcal/mol), it was concluded that tributyl phosphate shows the required activity for the extraction of Fe, Ni, V, Ti, etc.
The newly obtained suspension (with tributyl phosphate) was processed for 15 min with ultrasound at frequency within 44 KHz. After that, the oil residue, which contains asphaltene, was fed into a chamber with a stirrer, where cavitation treatment was performed. At this stage, cavitation breaks a continuous chain, with destruction of the bond between individual parts of the molecules that change the structural viscosity, that is, temporary breakdown of the Van der Waals bonds. C-C bonds in paraffin molecules are destroyed under the influence of high-intensity long cavitation, what results in changes in physical chemical composition (reduced molecular weight, crystallization temperature, etc.) and properties of petroleum products (viscosity, density, flash point, etc.). In hydrocarbon, raw material cavitation molecules are destroyed due to microcracking and ionization processes. Thus, the asphaltene fraction obtained after cavitation treatment contains most of such metals as nickel, iron, titanium, etc. (
Figure 8), and the light fraction contains V and Mn metalloporphins, which can be a raw material for the pharmaceutical industry.
To reextract metals from the asphaltene fraction, a number of experiments were performed with the use of magnetite crushed to a particle size of −0.071 mm. Magnetite is characterized by high sorption capacity. In this case, magnetic agglomerates after sorption may be quickly and effectively removed from the suspension by applying a magnetic field. However, it should be noted that the efficiency of magnetic iron oxides for the sorption process depends on the size and surface characteristics of the particles [
19,
20,
21,
22,
23,
24,
25]. Magnetite was added to the suspension in an amount of 1 g. Contact time of magnetite with the suspension was 8 h at room temperature. The obtained magnetic agglomerates were analyzed in terms of metal content using a spectral method with inductively coupled plasma on iCAP6300DUO spectrometer (
Figure 9 and
Table 3).
As it can be seen from
Table 3, metals such as titanium, iron, and some rare-earth metals are well sorbed to the ground magnetite. It is possible to use other mineral systems (for example, activated schungite) as sorbents, which will enable extracting nickel, vanadium, zinc, and molybdenum more effectively.
As a result, several products are produced using this technology: metal porphyrins, magnetic fraction (
Table 4) and clarified fraction in the refinery.
In addition to extracting heavy metals, this technology allows us to reduce the density of heavy petroleum feedstocks by 5–10 API degrees while reducing the viscosity by 80–90% and sulfur content by 40%.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}