Characteristics of Some Selected Methods of Rare Earth Elements Recovery from Coal Fly Ashes



Abstract
:1. Introduction
2. Results
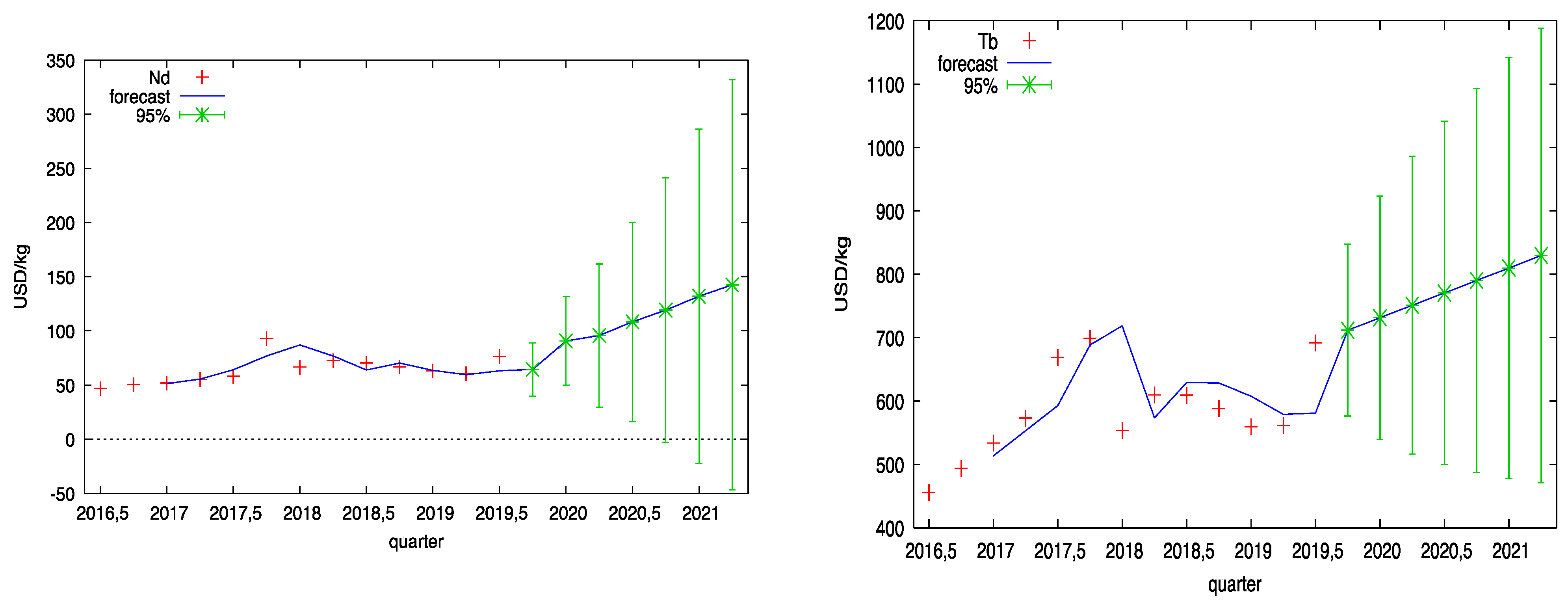
Economic Aspects of REE Production
3. Characterization and Recovery Methods of REE from Coal Fly Ashes
3.1. Methods Used for the Physicochemical Characterization of Coal Fly Ashes
3.2. Physical Separation Methods for REE Recovery
3.3. Acid and Alkaline Leaching Methods
3.4. REE Recovery Methods from Obtained Leachates
3.4.1. Membrane Methods for REE Recovery from Leachates
3.4.2. Biological Methods of REE Recovery
3.4.3. Application of Ionic Liquids and Chelating Reagents in REE Recovery
4. Summary and Proposition of Procedure for the Recovery of REEs from Coal Fly Ash
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| [A336] [CA12] | tricaprylmethylammonium sec-octylphenoxy acetic acid |
| [A336] [CA100] | tricaprylmethylammonium sec-nonylphenoxy acetic acid |
| APCs | aminopolycarboxylate chelating agents |
| App | Appalachian |
| CFA | coal fly ash |
| Cyanex 272 | (bis/2,4,4-trimethylpentyl/phosphinic acid) |
| DNPPA | di-nonyl phenyl phosphoric acid |
| DTPA | diethylenetriaminepentaacetic acid |
| ECA-4360 | polyamine ECA 4360 |
| EDDS | ([S,S]-ethylenediaminedisuccinic acid) |
| EDTA | disodium dihydrogen ethylenediamine tetraacetate dihydrate |
| ELM | emulsification liquid membrane |
| EPMA | electron probe microanalysis |
| H3Tri-NOx | tris (2-tert-butylhydroxylaminato) benzylamine |
| HFLM | hollow fiber liquid membranes |
| HHS | hydrophobichydrophilic separator |
| HIDS | (3-hydroxy-2,2′-iminodisuccinic acid) |
| HREEs | heavy rare earth elements |
| ICP-MS | inductively coupled plasma mass spectrometry |
| IIPs | ion-imprinted polymers |
| IL | Illinois |
| ILs | ionic liquids |
| KOHX | potassium octylhydroxamate |
| LREEs | light rare earth elements |
| MAPE | mean absolute percentage error |
| MCE | Mixed Cellulose Ester |
| MCQ | mullite + corundum + quartz phase |
| [N1888] [CA12] | [methyltrioctyl ammonium] [CA12] |
| [N1888]Cl | Methyltrioctylammonium chloride |
| [N1888] [SOPAA] | [Methyltrioctylammonium] [sec-octylphenoxy acetate] |
| NF | nanofiltration |
| OHA | octanohydroxamic acid |
| [P6,6,6,14]Cl | Trihexyl (tetradecyl) phosphonium chloride |
| PAN | Polyacrylonitrile |
| P | Polycarbonate |
| PES | Polyethersulfone |
| PP | polypropylene |
| PRB | Powder River basin |
| REEs | rare earth elements |
| REY | rare earth elements and yttrium |
| RO | reverse osmosis |
| SHRIMP-RG | sensitive high mass-resolution ion microprobe |
| Span 80 | sorbitan monooleate |
| Span 85 | Sorbitane trioleate |
| SMO | sorbitan monooleate |
| S/TEM-EDX | scanning/transmission electron microscopy coupled with energy dispersive X-ray spectroscopy |
| TOPO | Trioctylphosphine oxide |
| Tween 80 | poly (oxyethylene) sorbitan monooleate |
| XRD | X-ray diffraction spectroscopy |
| μXRF | micro-X-ray fluorescence spectroscopy |
| μXANES | micro-X-ray absorption near edge structure spectroscopy |
References
- Balaram, V. Rare earth elements: A review of applications, occurrence, exploration, analysis, recycling, and environmental impact. Geosci. Front. 2019, 10, 1285–1303. [Google Scholar] [CrossRef]
- Castor, S.B.; Hendrik, J.B. Industrial Minerals and Rocks: Commodities, Markets and Uses; Society of Mining Mineralogy: Englewood, CO, USA, 2006; Volume 7, pp. 769–792. [Google Scholar]
- Xiong, X.; Liu, X.; Yu, I.K.M.; Wang, L.; Zhou, J.; Sun, X.; Rinklebe, J.; Shaheen, S.M.; Sik Ok, Y.; Lin, Z.; et al. Potentially toxic elements in solid waste streams: Fate and management approaches. Environ. Pollut. 2019, 253, 680–707. [Google Scholar] [CrossRef] [PubMed]
- Zepf, V. Rare Earth Elements; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Liu, P.; Huang, R.; Tang, Y. Comprehensive Understandings of Rare Earth Element (REE) Speciation in Coal Fly Ashes and Implication for REE Extractability. Environ. Sci. Technol. 2019, 53, 5369–5377. [Google Scholar] [CrossRef] [PubMed]
- Dutta, T.; Kim, K.H.; Uchimiya, M.; Kwon, E.E.; Jeon, B.H.; Deep, A.; Yun, S.T. Global demand for rare earth resources and strategies for green mining. Environ. Res. 2016, 150, 182–190. [Google Scholar] [CrossRef] [PubMed]
- Khan, A.M.; Kartini, N.; Bakar, A.; Farid, A.; Bakar, A.; Ashraf, M.A. Chemical speciation and bioavailability of rare earth elements (REEs) in the ecosystem: A review. Environ. Sci. Pollut. Res. 2017, 24, 22764–22789. [Google Scholar] [CrossRef] [PubMed]
- Gupta, C.K.; Krishnamurthy, N. Extractive Metallurgy of Rare Earths; CRC Press Taylor and Francis: Boca Raton, FL, USA, 2004. [Google Scholar]
- Weng, Z.H.; Jowitt, S.M.; Mudd, G.M.; Haque, N. Assessing rare earth element mineral deposit types and links to environmental impacts. Appl. Earth Sci. Trans. Inst. Miner. Metall. B 2013, 122, 83–96. [Google Scholar] [CrossRef]
- Encyclopaedia Britannica. Available online: https://www.britannica.com/science/rare-earth-element (accessed on 23 December 2020).
- Taggart, R.K.; Hower, J.C.; Hsu-Kim, H. Effects of Roasting Additives and Leaching Parameters on the Extraction of Rare Earth Elements from Coal Fly Ash. Int. J. Coal Geol. 2018, 196, 106–114. [Google Scholar] [CrossRef]
- US Geological Survey. Mineral Commodity Summaries; USGA: Reston, VA, USA, 2012.
- Kogarko, L.N.; Kononova, V.A.; Orlova, M.P.; Woolley, A.R. Alkaline Rocks of the World, Part 2: Former Soviet Union; Chapman & Hall: London, UK, 1995. [Google Scholar]
- Mihalasky, M.J.; Tucker, R.D.; Renaud, K.; Verstraeten, I.M. Rare Earth Element and Rare Metal Inventory of Central Asia; USGS: Reston, VA, USA, 2018; Fact Sheet 2017–3089; p. 4.
- Seredin, V.V.; Dai, S. Coal deposits as potential alternative sources for lanthanides and yttrium. Int. J. Coal Geol. 2012, 94, 67–93. [Google Scholar] [CrossRef]
- Blissett, R.S.; Rowson, N.A. A review of the multi-component utilization of coal fly ash. Fuel 2012, 97, 1–23. [Google Scholar] [CrossRef]
- Baba, A.; Usmen, M.A. Effects of Fly Ash from Coal-Burning Electrical Utilities on Ecosystem And Utilization of Fly Ash, Groundwater Ecosys; Springer: Berlin/Heidelberg, Germany, 2006; pp. 15–31. [Google Scholar]
- Całus Moszko, J.; Białecka, B. Analiza możliwości pozyskania pierwiastków ziem rzadkich z węgli kamiennych i popiołów lotnych z elektrowni. Gospod. Surowcami Miner-Miner. Resour. Manag. 2013, 29, 67–80. [Google Scholar]
- King, J.F.; Taggart, R.K.; Smith, R.C.; Hower, J.C.; Hsu-Kim, H. Aqueous acid and alkaline extraction of rare earth elements from coal combustion ash. Int. J. Coal Geol. 2018, 195, 75–83. [Google Scholar] [CrossRef]
- Franus, W.; Wiatros-Motyka, M.M.; Wdowin, M. Coal fly ash as a resource for rare earth elements. Environ. Sci. Pollut. Res. 2015, 22, 9464–9474. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wdowin, M.; Franus, W. Analiza popiołów lotnych pod kątem uzyskania z nich pierwiastków ziem rzadkich. Polityka Energetyczna 2014, 17, 369–380. [Google Scholar]
- Querol, X.; Moreno, N.; Umaña, J.C.; Alastuey, A.; Hernández, E.; López-Soler, A. Synthesis of zeolites from coal fly ash: An overview. Int. J. Coal. Geol. 2002, 50, 413–423. [Google Scholar] [CrossRef]
- Liyanage, M.; Jayaranjan, D.; van Hullebusch, E.D.; Annachhatre, A.P. Reuse options for coal fired power plant bottom ash and fly ash. Rev. Environ. Sci. Biotechnol. 2014, 13, 467–486. [Google Scholar]
- Korcak, R. Agricultural uses of coal combustion byproducts. In: Agricultural uses of municipal, animal and industrial byproducts. USDA-ARS Conserv. Res. Rep. 1998, 44, 103–119. [Google Scholar]
- Kucowski, J.; Laudyn, D.; Przekwas, M. Energetyka a Ochrona Środowiska; WNT: Warszawa, Poland, 1997; p. 395. [Google Scholar]
- KITCO. Available online: https://www.kitco.com/strategic-metals/ (accessed on 10 September 2019).
- Sen, P.; Roy, M.; Pal, P. Application of ARIMA for forecasting energy consumption and GHG emission: A case study of an Indian pig iron manufacturing organization. Energy 2016, 116, 1031–1038. [Google Scholar] [CrossRef]
- Yaltaa, A.T.; Jenal, O. On the importance of verifying forecasting results. Int. J. Forecast. 2009, 25, 62–73. [Google Scholar] [CrossRef] [Green Version]
- Gruszczyński, M.; Podgórska, M. Ekonometria; Oficyna Wydawnicza SGH: Warszawa, Poland, 2007. [Google Scholar]
- Myttenaere, A.; Golden, B.; Grand, B.; Rossi, F. Mean Absolute Percentage Error for regression models. Neurocomputing 2016, 192, 38–48. [Google Scholar] [CrossRef] [Green Version]
- Jarosiński, A. Wybrane Zagadnienia Z Technologii Pozyskiwania Metali Ziem Rzadkich; IGSMiE PAN: Krakow, Poland, 2016. [Google Scholar]
- TAURON. Available online: https://www.tauron.pl/tauron (accessed on 10 September 2019).
- Hood, M.M.; Taggart, R.K.; Smith, R.C.; Hsu-kim, H.; Henke, K.R.; Graham, U.; Groppo, J.G.; Unrine, J.M.; Hower, J.C. Rare earth element distribution in fly Ash derived from the fire clay coal. Coal Combust. Gasif. Prod. 2017, 9, 22–33. [Google Scholar] [CrossRef]
- Vassilev, S.V.; Menendez, R.; Alvarez, D.; Diaz-Somoano, M.; Martinez-Tarazona, M.R. Phase-mineral and chemical composition of coal fly ashes as a basis for their multicomponent utilization. 1. Characterization of feed coals and fly ashes. Fuel 2003, 82, 1793–1811. [Google Scholar] [CrossRef]
- Yan, X.; Dai, S.; Graham, I.T.; He, X.; Shan, K.; Liu, X. Determination of Eu concentrations in coal, fly ash and sedimentary rocks using a cation exchange resin and inductively coupled plasma mass spectrometry (ICP-MS). Int. J. Coal Geol. 2018, 191, 152–156. [Google Scholar] [CrossRef]
- Li, X.; Dai, S.; Zhang, W.; Li, T.; Zheng, X.; Chen, W. Determination of As and Se in coal and coal combustion products using closed vessel microwave digestion and collision/reaction cell technology (CCT) of inductively coupled plasma mass spectrometry (ICP-MS). Int. J. Coal Geol. 2014, 124, 1–4. [Google Scholar] [CrossRef]
- Baker, J.; Waight, T.; Ulfbeck, D. Rapid and highly reproducible analysis of the rare earth elements by multiple collector ICP-MS. Geochim. Cosmochim. Acta 2002, 66, 3635–3646. [Google Scholar] [CrossRef]
- Honaker, R.Q.; Groppo, J.; Yoon, R.-H.; Luttrell, G.H.; Noble, A.; Herbst, J. Process evaluation and flowsheet development for the recovery of rare earth elements from coal and associated byproducts. Miner. Metall. Proc. 2017, 34, 107–115. [Google Scholar] [CrossRef]
- Zhang, W.; Yang, X.; Honaker, R.Q. Association characteristic study and preliminary recovery investigation of rare earth elements from Fire Clay seam coal middlings. Fuel 2018, 215, 551–560. [Google Scholar] [CrossRef]
- Kolker, A.; Scott, C.; Hower, J.C.; Vazquez, J.A.; Lopano, C.L.; Dai, S. Distribution of rare earth elements in coal combustion fly ash, determined by SHRIMP-RG ion microprobe. Int. J. Coal Geol. 2017, 184, 1–10. [Google Scholar] [CrossRef]
- Lin, R.; Howard, B.H.; Roth, E.A.; Bank, T.L.; Granite, E.J.; Soong, Y. Enrichment of rare earth elements from coal and coal by-products by physical separations. Fuel 2017, 200, 506–520. [Google Scholar] [CrossRef] [Green Version]
- Hower, J.C.; Dai, S.; Seredin, V.V.; Zhao, L.; Kostova, I.J.; Silva, L.F.O. A note on the occurrence of yttrium and rare earth elements in coal combustion products. Coal Combust. Gasificat. Prod. 2013, 5, 39–47. [Google Scholar]
- Blissett, R.S.; Smalley, N.; Rowson, N.A. An investigation into six coal fly ashes from the United Kingdom and Poland to evaluate rare earth element content. Fuel 2014, 119, 236–239. [Google Scholar] [CrossRef] [Green Version]
- Dai, S.; Yan, X.; Ward, C.R.; Hower, J.C.; Zhao, L.; Wang, X. Valuable elements in Chinese coals: A review. Int. Geol. Rev. 2016, 60, 1–31. [Google Scholar] [CrossRef]
- Dai, S.; Zhao, L.; Peng, S.; Chou, C.-L.; Wang, X.; Zhang, Y. Abundances and distribution of minerals and elements in high-alumina coal fly ash from the Jungar Power Plant, Inner Mongolia, China. Int. J. Coal Geol. 2010, 81, 320–332. [Google Scholar] [CrossRef]
- Dai, S.; Zhao, L.; Hower, J.C.; Johnston, M.N.; Song, W.; Wang, P. Petrology, mineralogy, and chemistry of size-fractioned fly ash from the Jungar power plant, Inner Mongolia, China, with emphasis on the distribution of rare earth elements. Energy Fuel 2014, 28, 1502–1514. [Google Scholar] [CrossRef]
- Davison, R.L.; Natusch, D.F.S.; Wallace, J.R.; Evans, C.A. Trace elements in fly ash dependence of concentration on particle size. Environ. Sci. Technol. 1974, 8, 1107–1113. [Google Scholar] [CrossRef]
- Wang, Z.; Dai, S.; Zou, J.; French, D.; Graham, I.T. Rare earth elements and yttrium in coal ash from the Luzhou power plant in Sichuan, Southwest China: Concentration, characterization and optimized extraction. Int. J. Coal Geol. 2019, 203, 1–14. [Google Scholar] [CrossRef]
- Bai, G.; Qiao, Y.; Shen, B.; Chen, S. Thermal decomposition of coal fly ash by concentrated sulfuric acid and alumina extraction process based on it. Fuel Process. Technol. 2011, 92, 1213–1219. [Google Scholar] [CrossRef]
- Kelmers, A.D.; Canon, R.M.; Egan, B.Z.; Felker, L.K.; Gilliam, T.M.; Jones, G.; Owen, G.D.; Seeley, F.G.; Watson, J.S. Chemistry of the direct acid leach, calsinter, and pressure digestion-acid leach methods for the recovery of alumina from fly ash. Resour. Conserv. 1982, 9, 271–279. [Google Scholar] [CrossRef]
- Nayak, N.; Panda, C.R. Aluminium extraction and leaching characteristics of Talcher thermal Power Station fly ash with sulphuric acid. Fuel 2010, 89, 53–58. [Google Scholar] [CrossRef]
- Seidel, A.; Zimmels, Y. Mechanism and kinetics of aluminum and iron leaching from coal fly ash by sulfuric acid. Chem. Eng. Sci. 1998, 53, 3835–3852. [Google Scholar] [CrossRef]
- Kashiwakura, S.; Kumagai, Y.; Kubo, H.; Wagatsuma, K. Dissolution of Rare Earth Elements from Coal Fly Ash Particles in a Dilute H2SO4 Solvent. Open J. Phys. Chem. 2013, 3, 69–75. [Google Scholar] [CrossRef] [Green Version]
- Peiravi, M.; Ackah, A.; Guru, R.; Liu, J.; Mohanty, M. Chemical extraction of rare earth elements from coal ash. Miner. Metall. Process. 2017, 34, 170–177. [Google Scholar] [CrossRef]
- Cao, S.; Zhou, C.; Pan, J.; Liu, C.; Tang, M.; Ji, W.; Hu, T.; Zhang, N. Study on Influence Factors of Leaching of Rare Earth Elements from Coal Fly Ash. Energy Fuels 2018, 327, 8000–8005. [Google Scholar] [CrossRef]
- Bradło, D.; Żukowski, W.; Czupryński, P.; Witkowski, K. Potential of Metal Recovery from Coal Combustion Products. Part II. Leaching of Selected Elements. J. Pol. Miner. Eng. Soc. 2015, 16, 163–170. [Google Scholar]
- Lin, R.; Stuckman, M.; Howard, B.H.; Bank, T.L.; Roth, E.A.; Macala, M.K.; Lopano, C.; Soong, Y.; Granite, E.J. Application of sequential extraction and hydrothermal treatment for characterization and enrichment of rare earth elements from coal fly ash. Fuel 2018, 232, 124–133. [Google Scholar] [CrossRef]
- Sahoo, P.K.; Kim, K.; Powell, M.A.; Equeenuddin, S.M. Recovery of metals and other beneficial products from coal fly ash: A sustainable approach for fly ash management. Int. J. Coal Sci. Technol. 2016, 3, 267–283. [Google Scholar] [CrossRef] [Green Version]
- Yao, Z.T.; Xia, M.S.; Sarker, P.K.; Chen, T. A review of the alumina recovery from coal fly ash, with a focus in China. Fuel 2014, 120, 74–85. [Google Scholar] [CrossRef] [Green Version]
- Meier, A.L.; Lichte, F.E.; Briggs, P.H.; Bullock, J.H., Jr. Coal Ash by Inductively Coupled Plasma-Atomic Emission Spectrometry and Inductively Coupled Plasma-Mass Spectrometry. In Analytical Methods Manual for the Mineral Resources Surveys Program; Arbogast, B.F., Ed.; U.S. Geological Survey: Denver, CO, USA, 1996. [Google Scholar]
- Meier, A.L.; Slowik, T. Rare earth elements by inductively coupled plasma-mass spectrometry (Version 5.0 Ed.). In Analytical Methods for Chemical Analysis of Geologic and Other Materials; Taggart, J.E., Jr., Ed.; U.S. Geological Survey: Reston, VA, USA, 2002. [Google Scholar]
- Nugroho, N.D.; Rosita, W.; Perdana, I.; Bendiyasa, I.M.; Mufakhir, F.R.; Astuti, W. Iron bearing oxide minerals separation from rare earth elements (REE) rich coal fly ash. Mater. Sci. Eng. 2019, 478, 012026. [Google Scholar] [CrossRef]
- Frugier, P.; Gin, S.; Minet, Y.; Chave, T.; Bonin, B.; Godon, N.; Lartigue, J.-E.; Jollivet, P.; Ayral, A.; De Windt, L.; et al. SON 68 nuclear glass dissolution kinetics: Current state of knowledge and basis of the new GRAAL model. J. Nucl. Mater. 2008, 380, 8–21. [Google Scholar] [CrossRef]
- Gin, S.; Mestre, J.P. SON 68 nuclear glass alteration kinetics between pH 7 and pH 11.5. J. Nucl. Mater. 2001, 295, 83–96. [Google Scholar] [CrossRef]
- Maraghechi, H.; Rajabipour, F.; Pantano, C.G.; Burgos, W.D. Effect of calcium on dissolution and precipitation reactions of amorphous silica at high alkalinity. Cem. Concr. Res. 2016, 87, 1–13. [Google Scholar] [CrossRef] [Green Version]
- Mercado-Depierre, S.; Angeli, F.; Frizon, F.; Gin, S. Antagonist effects of calcium on borosilicate glass alteration. J. Nucl. Mater. 2013, 441, 402–410. [Google Scholar] [CrossRef]
- Gorrepati, E.A.; Wongthahan, P.; Raha, S.; Fogler, H.S. Silica precipitation in acidic solutions: Mechanism, pH effect, and salt effect. Langmuir 2010, 26, 10467–10474. [Google Scholar] [CrossRef] [PubMed]
- Nascimento, M.; Soares, P.S.M.; Souza, V.P.D. Adsorption of heavy metal cations using coal fly ash modified by hydrothermal method. Fuel 2009, 88, 1714–1719. [Google Scholar] [CrossRef]
- Mutlu, B.K.; Cantoni, B.; Turolla, A.; Antonelli, M.; Hsu-Kim, H.; Wiesner, M.R. Application of nanofiltration for Rare Earth Elements recovery from coal fly ash leachate: Performance and cost evaluation. Chem. Eng. J. 2018, 349, 309–317. [Google Scholar] [CrossRef]
- Gasser, M.S.; Aly, M.I. Separation and recovery of rare earth elements from spent nickel-metal-hydride batteries using synthetic adsorbent. Int. J. Miner. Process. 2013, 121, 31–38. [Google Scholar] [CrossRef]
- Konishi, Y.; Shimaoka, J.; Asai, S. Sorption of rare-earth ions on biopolymer gel beads of alginic acid. React. Funct. Polym. 1998, 36, 197–206. [Google Scholar] [CrossRef]
- Murty, D.S.R.; Chakrapani, G. Preconcentration of rare earth elements on activated carbon and its application to groundwater and sea-water analysis. J. Anal. At. Spectrom. 1996, 11, 815. [Google Scholar] [CrossRef]
- Abreu, R.D.; Morais, C.A. Purification of rare earth elements from monazite sulphuric acid leach liquor and the production of high-purity ceric oxide. Miner. Eng. 2010, 23, 536–540. [Google Scholar] [CrossRef]
- Innocenzi, V.; De Michelis, I.; Ferella, F.; Vegliò, F. Recovery of yttrium from cathode ray tubes and lamps’ fluorescent powders: Experimental results and economic simulation. Waste Manag. 2013, 33, 2390–2396. [Google Scholar] [CrossRef]
- Shimizu, H.; Ikeda, K.; Kamiyama, Y. Refining of a Rare Earth Including a Process for Separation by a Reverse Osmosis Membrane. U.S. Patent No. 5,104,544, 14 April 1992. [Google Scholar]
- Wen, B.; Shan, X.; Xu, S. Preconcentration of ultratrace rare earth elements in seawater with 8-hydroxyquinoline immobilized polyacrylonitrile hollow fiber membrane for determination by inductively coupled plasma mass spectrometry. Analyst 1999, 124, 621–626. [Google Scholar] [CrossRef]
- Murthy, Z.V.P.; Gaikwad, M.S. Separation of praseodymium (III) from aqueous solutions by nanofiltration. Can. Metall. Q. 2013, 52, 18–22. [Google Scholar] [CrossRef]
- Qin, Q.W.; Zhao, H.Q.; Lai, Y.Q.; Li, J.; Liu, Y.X.; Deng, Z.G. Extraction of rare earth metals by liquid surfactant membranes containing Cyanex272 as a carrier. Miner. Metallurg. Eng. 2002, 22, 74–78. [Google Scholar]
- Davoodi-Nasab, P.; Rahbar-Kelishami, A.; Safdari, J.; Abolghasemi, H. Application of emulsion nanofluids membrane for the extraction of gadolinium using response surface methodology. J. Mol. Liq. 2017, 244, 368–373. [Google Scholar] [CrossRef]
- Wannachod, P.; Chaturabul, S.; Pancharoen, U.; Lothongkum, A.W.; Patthaveekongka, W. The effective recovery of praseodymium from mixed rare earths via a hollow fiber supported liquid membrane and its mass transfer related. J. Alloy. Compd. 2011, 509, 354–361. [Google Scholar] [CrossRef]
- Ambare, D.N.; Ansari, S.A.; Anitha, M.; Kandwal, P.; Singh, D.K.; Singh, H.; Mohapatra, P.K. Non-dispersive solvent extraction of neodymium using a hollow fiber contactor: Mass transfer and modeling studies. J. Membr. Sci. 2013, 446, 106–112. [Google Scholar] [CrossRef]
- Zheng, X.; Zhang, F.; Liu, E.; Xu, X.; Yan, Y. Efficient recovery of neodymium in acidic system by free-standing dual-template docking oriented ionic imprinted mesoporous films. ACS Appl. Mater. Inter. 2017, 9, 730–739. [Google Scholar] [CrossRef]
- Liu, E.; Xu, X.; Zheng, X.; Zhang, F.; Liu, E.; Li, C. An ion imprinted macroporous chitosan membrane for efficiently selective adsorption of dysprosium. Sep. Purif. Technol. 2017, 189, 288–295. [Google Scholar] [CrossRef]
- Park, S.; Liang, Y. Bioleaching of trace elements and rare earth elements from coal fly ash. Int. J. Coal Sci. Technol. 2019, 6, 74–83. [Google Scholar] [CrossRef] [Green Version]
- Sutar, A.S.; Awasare, S.D. Bioleaching of ore using chemolithotrophic microorganisms (Acidithiobacillus ferrooxidans). Int. J. Res. Environ. Sci. Technol. 2015, 5, 14–21. [Google Scholar]
- Karwowska, E.; Andrzejewska-Morzuch, D.; Łebkowska, M.; Tabernacka, A.; Wojtkowska, M.; Telepko, A.; Konarzewska, A. Bioleaching of metals from printed circuit boards supported with surfactant-producing bacteria. J. Hazard. Mater. 2014, 264, 203–210. [Google Scholar] [CrossRef]
- Karwowska, E.; Wojtkowska, M.; Andrzejewska, D. The influence of metal speciation in combustion waste on the efficiency of Cu, Pb, Zn, Cd, Ni and Cr bioleaching in a mixed culture of sulfuroxidizing and biosurfactant-producing bacteria. J. Hazard. Mater. 2015, 299, 35–41. [Google Scholar] [CrossRef]
- Mishra, D.; Rhee, Y.H. Microbial leaching of metals from solid industrial wastes. J. Microbiol. 2014, 52, 1–7. [Google Scholar] [CrossRef]
- Schippers, A.; Hedrich, S.; Vasters, J.; Drobe, M.; Sand, W.; Willscher, S. Biomining: Metal Recovery from Ores with Microorganisms. Geobiotechnology; Springer: Berlin, Germany, 2013; pp. 1–47. [Google Scholar]
- Goyne, K.W.; Brantley, S.L.; Chorover, J. Rare earth element release from phosphate minerals in the presence of organic acids. Chem. Geol. 2010, 278, 1–14. [Google Scholar] [CrossRef]
- Shin, D.; Kim, J.; Kim, B.-S.; Jeong, J.; Lee, J.-C. Use of phosphate solubilizing Bacteria to leach rare earth elements from monazite-bearing ore. Minerals 2015, 5, 189–202. [Google Scholar] [CrossRef] [Green Version]
- Ibrahim, H.; El-Sheikh, E. Bioleaching treatment of Abu Zeneima uraniferous gibbsite ore material for recovering U, REEs, Al and Zn. Res. J. Chem. Sci. 2011, 1, 55–66. [Google Scholar]
- Hassanien, W.A.G.; Desouky, O.A.N.; Hussien, S.S.E. Bioleaching of some rare earth elements from Egyptian monazite using Aspergillus ficuum and Pseudomonas aeruginosa. Walailak J. Sci. Technol. 2013, 11, 809–823. [Google Scholar]
- Muravyov, M.I.; Bulaev, A.G.; Melamud, V.S.; Kondrat’eva, T.F. Leaching of Rare Earth Elements from Coal Ashes Using Acidophilic Chemolithotrophic Microbial Communities. Microbiology 2015, 84, 194–201. [Google Scholar] [CrossRef]
- Desouky, O.A.; El-Mougith, A.A.; Hassanien, W.A.; Awadalla, G.S.; Hussien, S.S. Extraction of some strategic elements from thorium–uranium concentrate using bioproducts of Aspergillus ficuum and Pseudomonas aeruginosa. Arab. J. Chem. 2011, 9, 795–805. [Google Scholar] [CrossRef] [Green Version]
- Wilkes, J.S. A short history of ionic liquids-from molten salts to neoteric solvents. Green Chem. 2002, 4, 73–80. [Google Scholar] [CrossRef]
- Mallah, M.H.; Shemirani, F.; Maragheh, M.G. Ionic liquids for simultaneous preconcentration of some lanthanoids using dispersive liquid-liquid microextraction technique in uranium dioxide powder. Environ. Sci. Technol. 2009, 43, 1947–1951. [Google Scholar] [CrossRef]
- Sun, X.Q.; Luo, H.M.; Dai, S. Ionic liquids-based extraction: A promising strategy for the advanced nuclear fuel cycle. Chem. Rev. 2012, 112, 2100–2128. [Google Scholar] [CrossRef] [PubMed]
- Sun, X.Q.; Waters, K.E. Synergistic effect between bifunctional ionic liquids and a molecular extractant for lanthanide separation. ACS Sustain. Chem. Eng. 2014, 2, 2758–2764. [Google Scholar] [CrossRef]
- Mishra, R.K.; Rout, P.C.; Sarangi, K.; Nathsarma, K.C. Solvent extraction of Fe (III) from the chloride leach liquor of low-grade iron ore tailings using Aliquat 336. Hydrometallurgy 2011, 108, 93–99. [Google Scholar] [CrossRef]
- Wang, L.; Sun, H.; Sun, Z. New technology and application of brick making with coal fly ash. Mater. Cycles Waste Manag. 2016, 18, 763–770. [Google Scholar] [CrossRef]
- Wang, W.; Yang, H.; Cui, H.; Zhang, D.; Liu, Y.; Chen, J. Application of Bifunctional Ionic Liquid Extractants [A336][CA-12] and [A336][CA-100] to the Lanthanum Extraction and Separation from Rare Earths in the Chloride Medium. Ind. Eng. Chem. Res. 2011, 50, 7534–7541. [Google Scholar] [CrossRef]
- Dong, Y.M.; Sun, X.Q.; Wang, Y.L.; Huang, C.; Zhao, Z.Y. The sustainable and efficient ionic liquid type saponification strategy for rare earth separation processing. ACS Sustain. Chem. Eng. 2016, 4, 1573–1580. [Google Scholar] [CrossRef]
- Huang, C.; Wang, Y.; Huang, B.; Dong, Y.; Sun, X. The recovery of rare earth elements from coal combustion products by ionic liquids. Miner. Eng. 2019, 130, 142–147. [Google Scholar] [CrossRef]
- Hasegawa, H.; Rahman, I.M.M.; Egawa, Y.; Sawai, H.; Begum, Z.A.; Maki, T.; Mizutani, S. Recovery of the Rare Metals from Various Waste Ashes with the Aid of Temperature and Ultrasound Irradiation Using Chelants. Water Air Soil Pollut. 2014, 225, 2112. [Google Scholar] [CrossRef] [Green Version]
- Fang, H.; Cole, B.E.; Qiao, Y.; Bogart, J.A.; Cheisson, T.; Manor, B.C.; Carroll, P.J.; Schelter, E.J. Electro-kinetic separation of rare earth elements using a redox-active ligand. Angew. Chem. Int. Edit. 2017, 56, 13450–13454. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Tb | Pr | Nd | Dy |
|---|---|---|---|---|
| MAPE error (%) | 8.55 | 10.1 | 9.12 | 10.6 |
| Year | Nd | Pr | Tb | Dy |
|---|---|---|---|---|
| 2019/2016 | 63% | 46% | 52% | 39% |
| 2021/2019 | 86% | 34% | 20% | 334% |
| Tb | Pr | |||||||
| Year | Empirical Data | Forecast | Confidence Interval—Lower Bound | Confidence Interval—Upper Bound | Empirical Data | Forecast | Confidence Interval—Lower Bound | Confidence Interval—Upper Bound |
| 2017:1 | 533 | 514 | - | 66 | 60 | - | ||
| 2017:2 | 573 | 553 | 72 | 80 | ||||
| 2017:3 | 668 | 593 | 75 | 83 | ||||
| 2017:4 | 699 | 688 | 103 | 88 | ||||
| 2018:1 | 553 | 719 | 81 | 99 | ||||
| 2018:2 | 609 | 573 | 89 | 100 | ||||
| 2018:3 | 608 | 629 | 89 | 85 | ||||
| 2018:4 | 587 | 629 | 84 | 80 | ||||
| 2019:1 | 559 | 608 | 76 | 73 | ||||
| 2019:2 | 561 | 579 | 72 | 76 | ||||
| 2019:3 | 692 | 581 | 78 | 70 | ||||
| 2019:4 | - | 712 | 576 | 847 | - | 78 | 5 | 248 |
| 2020:1 | 731 | 540 | 923 | 79 | 4 | 298 | ||
| 2020:2 | 751 | 516 | 986 | 86 | 57 | 98 | ||
| 2020:3 | 771 | 500 | 1042 | 88 | 50 | 108 | ||
| 2020:4 | 790 | 487 | 1094 | 95 | 37 | 136 | ||
| 2021:1 | 810 | 478 | 1142 | 97 | 9 | 167 | ||
| 2021:2 | 830 | 471 | 1189 | 104 | 17 | 208 | ||
| Nd | Dy | |||||||
| Year | Empirical Data | Forecast | Confidence Interval—Lower Bound | Confidence Interval—Upper Bound | Empirical Data | Forecast | Confidence Interval—Lower Bound | Confidence Interval—Upper Bound |
| 2017:1 | 52 | 51 | - | 258 | 243 | - | ||
| 2017:2 | 55 | 56 | 255 | 265 | ||||
| 2017:3 | 58 | 64 | 258 | 236 | ||||
| 2017:4 | 92 | 77 | 271 | 274 | ||||
| 2018:1 | 66 | 87 | 226 | 276 | ||||
| 2018:2 | 72 | 77 | 239 | 201 | ||||
| 2018:3 | 70 | 64 | 241 | 251 | ||||
| 2018:4 | 66 | 70 | 230 | 204 | ||||
| 2019:1 | 62 | 64 | 226 | 250 | ||||
| 2019:2 | 61 | 60 | 235 | 216 | ||||
| 2019:3 | 76 | 63 | 357 | 265 | ||||
| 2019:4 | - | 64 | 40 | 89 | - | 461 | 387 | 534 |
| 2020:1 | 91 | 50 | 132 | 579 | 415 | 743 | ||
| 2020:2 | 96 | 30 | 162 | 774 | 499 | 1048 | ||
| 2020:3 | 108 | 16 | 200 | 968 | 521 | 1415 | ||
| 2020:4 | 119 | 13 | 242 | 1162 | 501 | 1823 | ||
| 2021:1 | 132 | 10 | 286 | 1356 | 450 | 2262 | ||
| 2021:2 | 142 | 5 | 332 | 1550 | 373 | 2728 | ||
| REE Source | Method | Leaching Conditions | REE Recovery | Ash Composition | Ref. |
|---|---|---|---|---|---|
| Ash-EOP | Acid leaching | H2SO4, agitation, 30 °C, 60 °C, 80 °C, 2 h | Sc 79%; Y 114%; La 90%; Ce 96%; Pr 98%; Nd 75%; Sm 79%; Eu 102%; Gd 106%; Dy 83%; Tb 103%; Lu 76%; Yb 62% | 49.1% SiO2, 29.8% Al2O3, 7.3% Fe2O3, 2.35% CaO, 0.97% MgO | [53] |
| Coal ash from electrical power company in Japan | Acid leaching | H2SO4, 30–80 °C, 2 h 6 M HNO3, 30g ash/L, 85 °C, 100 rpm, 1 h | 8–45% REE 90.5%REE | N/A | [54] |
| CFA from the Panbei Power Plant in China | Acid leaching | 3 M HCl, 200 rpm, 60 °C, 10:1, 2 h | 71.9% La, Ce 66.0%, and Nd 61.9% | SiO2 47%%, Al2O3 22.5%, Fe2O3 6.84%, CaO 4.52%, MgO 1.26% | [55] |
| EDF Rybnik Inc. Power Plant | Alkaline or acid leaching | 9 M H2SO4 or 6 M NaOH, 10:1, pH:1, 4, 7, 10, 13, room temp., 5 days | average maximum recovery Nd: 64.5%, Eu 96.9%, Tb 91.1%, Y 89.1% at pH 1 below the limit of detection—basic conditions | - | [56] |
| Coal fly ash from coal power plant in Ohio, USA | Magnetic separation particle size separation alkaline treatment | 5 M NaOH, ratio 1:20, 100 °C, 2 h 10-cycle NaOH hydrothermal treatment | REE 170% | more than 85% of SiO2, Al2O3 and Fe2O3 | [57] |
| Fire Clay seam coal middlings | Flotation, magnetic separation with acid leaching | 1 M HNO3, 75 °C, 5 h | Sc 41%; Y 58%; La 86%; Ce 89%; Pr 92%; Nd 84%; Sm 98%; Eu 100%; Gd 84%; Dy 70%; Ho 84%; Er 56%; Tm 93%; Yb 57% | N/A | [39] |
| Fire Clay coal middlings WK No. 13 middlings Lower Kiitanning middlings | Flotation, magnetic separation with acid leaching | HNO3, pH 0, 75 °C | Fire Clay coal middlings Sc 39%; La 84%; Ce 88%; Pr 89%; Nd 88%; Sm 92%; Eu 77%; Gd 85%; Tb 0%; Dy 78%; Ho 82%; Er 48%; Tm 71%; Yb 51%; Y 64%; Lu 91% WK No. 13 middlings Sc 29%; La 15%; Ce 21%; Pr 20%; Nd 31%; Sm 47%; Eu 50%; Gd 58%; Tb 63%; Dy 0%; Ho 0%; Er 34%; Tm 29%; Yb 35%; Y 47%; Lu 45% Lower Kiitanning middlings Sc 54%; La 27%; Ce 28%; Pr 79%; Nd 25%; Sm 49%; Eu 41%; Gd 57%; Tb 54%; Dy 0%; Ho 0%; Er 10%; Tm 26%; Yb 40%; Y 40%; Lu 65% | N/A | [38] |
| - | Sieving, alkali-acid leaching Acid leaching with ion exchange Acid leaching with ion exchange | Na2CO3, HCl, HNO3 HNO3, tributyl phosphate, kerosene HNO3, tributyl phosphate, kerosene | - | - | [58] |
| Fly ash from the Luzhou power plant, China | Acid leaching Basic-acid leaching | 8 M HCl, 20:1, 80 °C, 6 h 1:40% NaOH, 10:1, 150 °C, 2 h (silica removal 41.1%) 2: 8 M HCl, 30:1, 80 °C, 2 h | 32.36% REY 88.15% REY | Of >70% amorphous glass and <30% mineral phases made-up of mullite, quartz and iron oxides | [48] |
| Coal ash samples from major U.S. coal basins Appalachian-App, Illinois-IL, Powder River basin- PRB | Acid leaching Alkaline- acid leaching Alkaline leaching with CaO | 12 M HCl, 10:1, 85 °C, 4 h 6.25 M NaOH, 2 M HCl (diluting solution), 10:1, 85° C, 4 h 6.25 M NaOH + 0.89 M CaO, 2 M HCl (diluting solution), 100:1, 85 °C, 4 h | APP: 57% REE IL: 43% REE PRB: 98% REE APP: 86% REE IL: 64% REE PRB: 49% REE APP: 49% REE IL: 47% REE PRB: 25% REE | Appalachian: SiO2 52.1–57.4%; Al2O3 26.5–33.1%; Fe2O3 5.7–14.1%; CaO 1.3–4%; MgO 0.85–1.19% Powder River basin: SiO2 29.5–39.2%; Al2O3 15.3–22.5%; Fe2O3 4.4–6%; CaO 22.4–33.6%; MgO 4.2–7.8% IL: SiO2 37.5–48.5%; Al2O3 16.5–23.1%; Fe2O3 22.2–26.4%; CaO 1.87–13%; MgO 0.88–1% | [19] |
| Coal ash samples from major U.S. coal basins Appalachian-App, Illinois-IL, and Powder River basin- PRB | Acid leaching with roasting | Roasting: 1:1, Na2O2, CaSO4, CaO, Na2CO3, NaOH, 450 °C, 0.5 h Leaching: 1 and 2 M HNO3 | Na2O2 App: 55–105% IL: 104% PRB: 108% NaOH App: 65–98% IL: 104% PRB: 108% CaO App: 11–35% IL: 19% PRB: 108% Na2CO3 App: 5–31% IL: 15% PRB: 104% CaSO4 App: 5–40% IL: 21% PRB: 138% (NH4)2SO4 App: 10–50% IL: 22% PRB: 110% | Appalachian: SiO2 54–57%; Al2O3 28.4–33%; Fe2O3 5.7–10.9%; CaO 1.3–4% Illinois: SiO2 48.5%; Al2O3 23.1%; Fe2O3 22.2%; CaO 1.89% Powder River basin:SiO2 38.3%; Al2O3 22.5%; Fe2O3 5.2%; CaO 22.9% | [11] |
| REE Source | Membrane | Conditions | REE Recovery | Ref. |
|---|---|---|---|---|
| Synthetic mixture of REE salts | supported liquid membranes for RO: di(2-ethylhexyl) phosphoric acid diethylenetriaminepent-aacetic | solution of REE content: 0.01 g mol/L pH 2 | Nd 93%; Ho 99.89%; Y 99.02%; Gd 99.90%; Sm 99.95%; La 99.67% | [75] |
| Seawater sample | 8-hydroxyquinoline immobilized PAN hollow fiber membrane | 24 h, pH 6 | Y 98–102%; La 98–104%; Ce 94.6–107%; Pr 97–104%; Nd 94–104%; Sm 96–105%; Eu 94–100%; Gd 91–102%; Tb 94–102%; Dy 92–107%; Ho 92–104%; Er 97–106%; Tm 95–102%; Y 97–107%; Lu 95–106% | [76] |
| Synthetic leachate | nanofiltration membrane (NF-300) | pressure: 2–10 bar cross flowrate: 4–16 L min−1 acid solution initial feed concentration of 10 and 100 mg L−1 PrCl3 complexation step EDTA DTPA pH (2–10) | Pr: 89% Pr: 89.07 and 84.20% Pr: 99.28% Pr: 99.30% | [77] |
| Simulated leachate of six REEs (Y3+, Nd3+, Dy3+, Er3+, Eu3+, Tb3+) | MF membranes: PES: Polyethersulfone; MCE: Mixed Cellulose Ester; PC: Polycarbonate NF membrane: Thin Film Composite | pressure: 12 bar, pH 3.5 pretreatment step: pH1 and MF | removal of Fe—98%, Si—41%, and Al—50% NF > 90% REE | [69] |
| Synthetic REE solution | Carrier: Cyanex272, Surfactant: ECA-4360, Span80, Tween80 ELM technique | - | >99% REEs | [78] |
| Synthetic REE solution | Carrier: Cyanex272, Surfactant: Span85 ELM technique | Multi-walled carbon nanotubes applied to stabilize the ELM | 92.05% Gd3+ | [79] |
| Synthetic REE solution | Carrier: Cyanex272, Membrane Solvent: Kerosene, Membrane material: PP HFLM process | 6-cycle operation with cumulative extraction | 91.7% Pr3+ | [80] |
| Synthetic REE solution | Carriers: DNPPA, TOPO Membrane Solvent: Petrofin Membrane Material: PP HFLM process | 0.5 h via non-dispersive solvent extraction | >99.9% Nd3+ | [81] |
| REE Source | Microorganism | Conditions | REE Recovery | Ref. |
|---|---|---|---|---|
| Monazite bearing ore | Acetobacter aceti | 30 °C, 6 h, 1% pulp density, 50 rpm | 0.13% Ce; 0.11% La | [91] |
| Uraniferous Gibbsite ore | Acidthiobacillus ferrooxidans | 30 cycles | 67.58% REEs | [92] |
| Monazite | Aspergillus ficuum Pseudomonas aeruginosa | 30 °C, 9 h, 0.6% pulp density 35 °C, 8h, 0.6% pulp density, 175 rpm | 75.4% REEs 63.5% REEs | [93] |
| Ash-slug waste | Acidophilic chemolithotrophic community | 45 °C, 10 h, 10% pulp density | 52.0% Sc; 52.6% Y; 59.5% La | [94] |
| Coal fly ash | Candida bombicola | 28 °C, 9 h, 16.7% pulp density, 180 rpm | 67.7% Yb; 64.6% Er; 63% Sc | [84] |
| Thorium-uranium concentrate | Aspergillus ficuum | 28 °C, 1 h, 0.75% pulp density, 175 rpm | 20% La; 33% Ce; 2.51% Y | [84] |
| REE Source | Used Reagents | Conditions | REE Recovery | Ref. |
|---|---|---|---|---|
| Coal fly ash, Guizhou Province (China) | [N1888] Cl [P6,6,6,14] Cl | Acid leaching: 12 M HCl, 200 °C, 9 h ILs extraction: 0.5 h, 25 °C | <10% | [104] |
| Coal fly ash, Guizhou Province (China) | [N1888] Cl [N1888] [SOPAA] | Acid leaching:12 M HCl, 200 °C, 9 h ILs extraction: 0.5 h, 25 °C Precipitation: NH4HCO3/Na2C2O4 solution | >37% | [104] |
| Synthetic REE solution | [N1888] [CA12] | Initial solution: 0.16 Y in 0.20 mol/L REEs 13 stages of extraction section, 8 stages of scrubbing section and 5 stages of stripping section | 99.1% Y | [101] |
| Lu and Y solution | [P6,6,6,14] [SOPAA] | 5 stages of extraction and 4 stages of scrubbing sections | Lu (III) separated from Y(III) | [96] |
| Synthetic REE solution | [A336] [CA12] [A336] [CA100] | - | >95% La (III) | [102] |
| Thermal power plant fly ash, Japan | EDTA EDDS HIDS | 0.15M EDTA, pH 7, 25 °C 0.01 M EDTA, pH 7, 98 °C | 14% Ce 18% Ce | [105] |
| 50:50 Y/Lu Y/Yb Eu/Y mixture | redox-active ligand [{2-(tBuN(O))C6H4CH2}3N]3− | - | 94% Y 84% Yb 86% Eu | [106] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rybak, A.; Rybak, A. Characteristics of Some Selected Methods of Rare Earth Elements Recovery from Coal Fly Ashes. Metals 2021, 11, 142. https://doi.org/10.3390/met11010142
Rybak A, Rybak A. Characteristics of Some Selected Methods of Rare Earth Elements Recovery from Coal Fly Ashes. Metals. 2021; 11(1):142. https://doi.org/10.3390/met11010142
Chicago/Turabian StyleRybak, Aleksandra, and Aurelia Rybak. 2021. "Characteristics of Some Selected Methods of Rare Earth Elements Recovery from Coal Fly Ashes" Metals 11, no. 1: 142. https://doi.org/10.3390/met11010142
APA StyleRybak, A., & Rybak, A. (2021). Characteristics of Some Selected Methods of Rare Earth Elements Recovery from Coal Fly Ashes. Metals, 11(1), 142. https://doi.org/10.3390/met11010142