The Effect of Water Concentration in Ethyl Alcohol on the Environmentally Assisted Embrittlement of Austempered Ductile Irons

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results
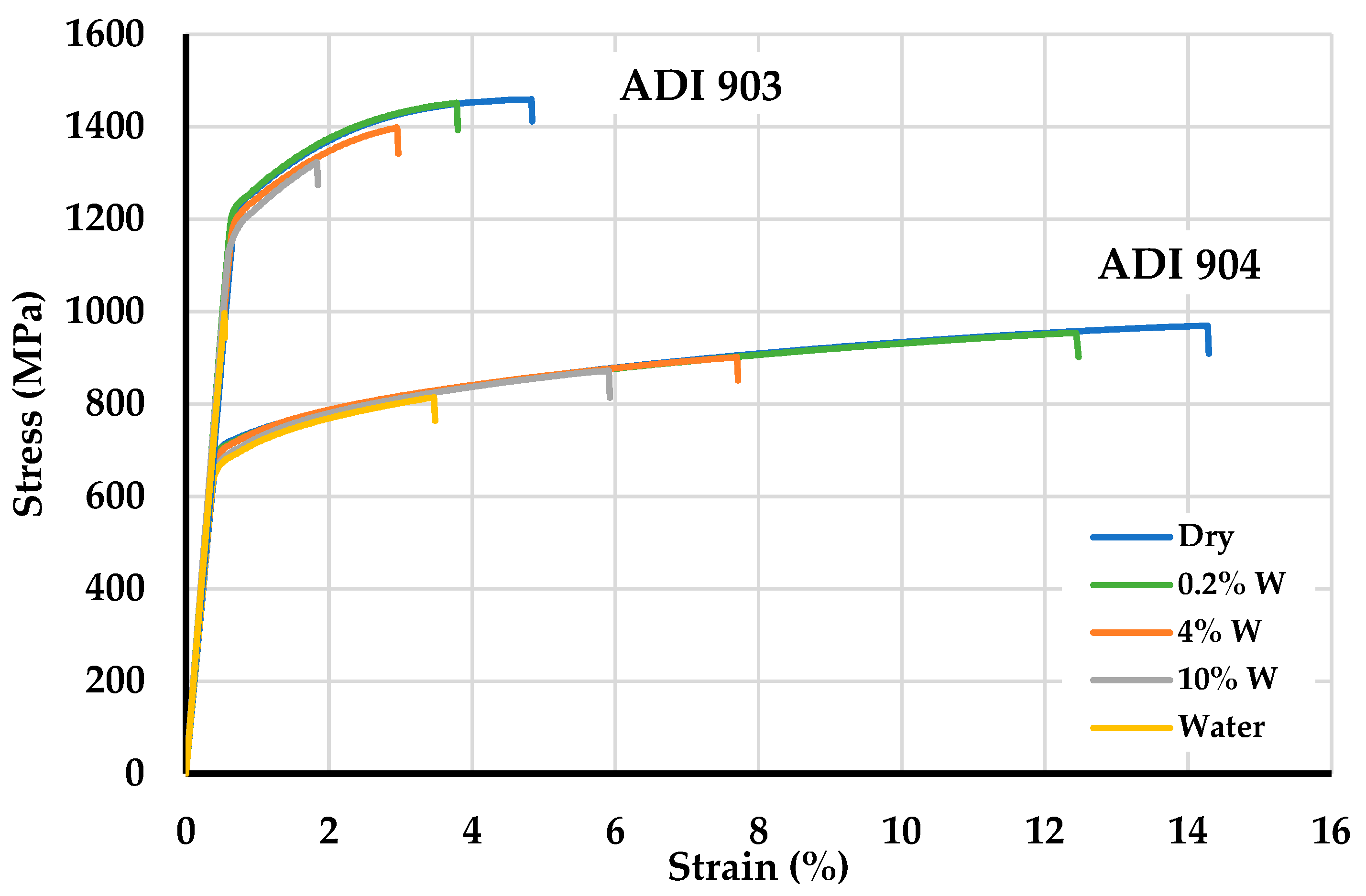
3.1. Mechanical Testing Results
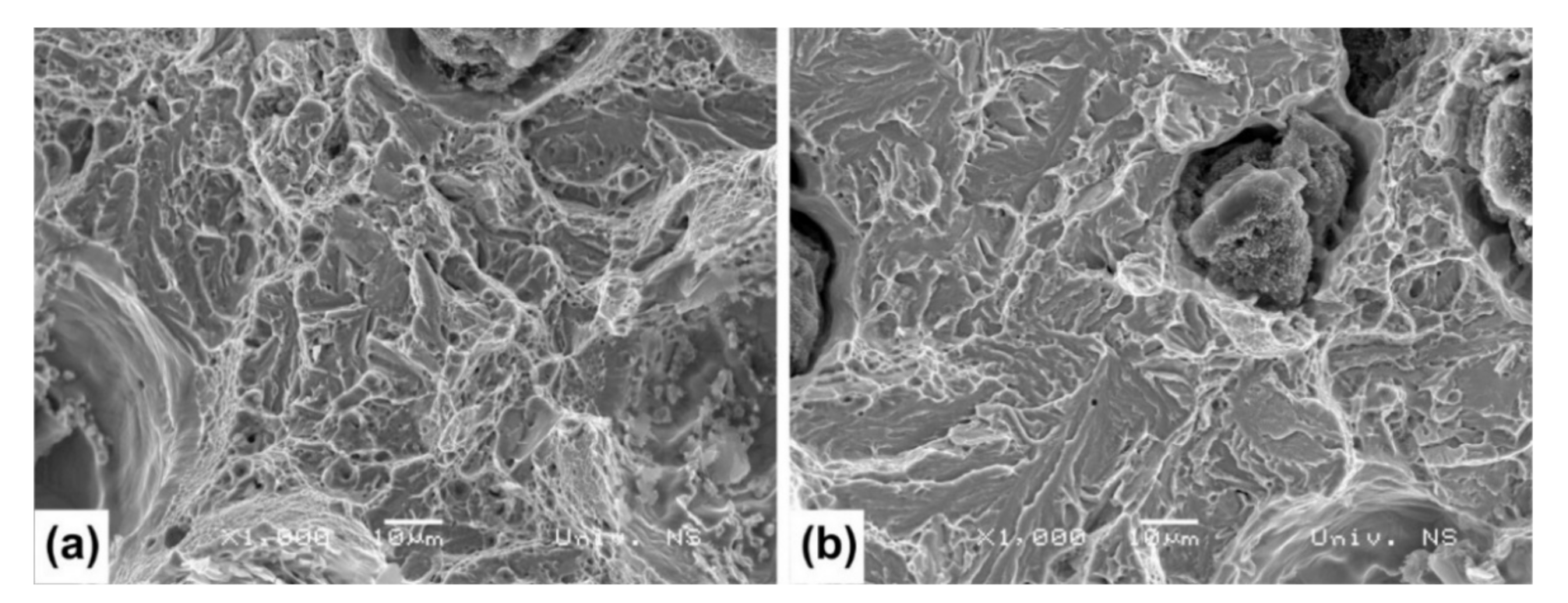
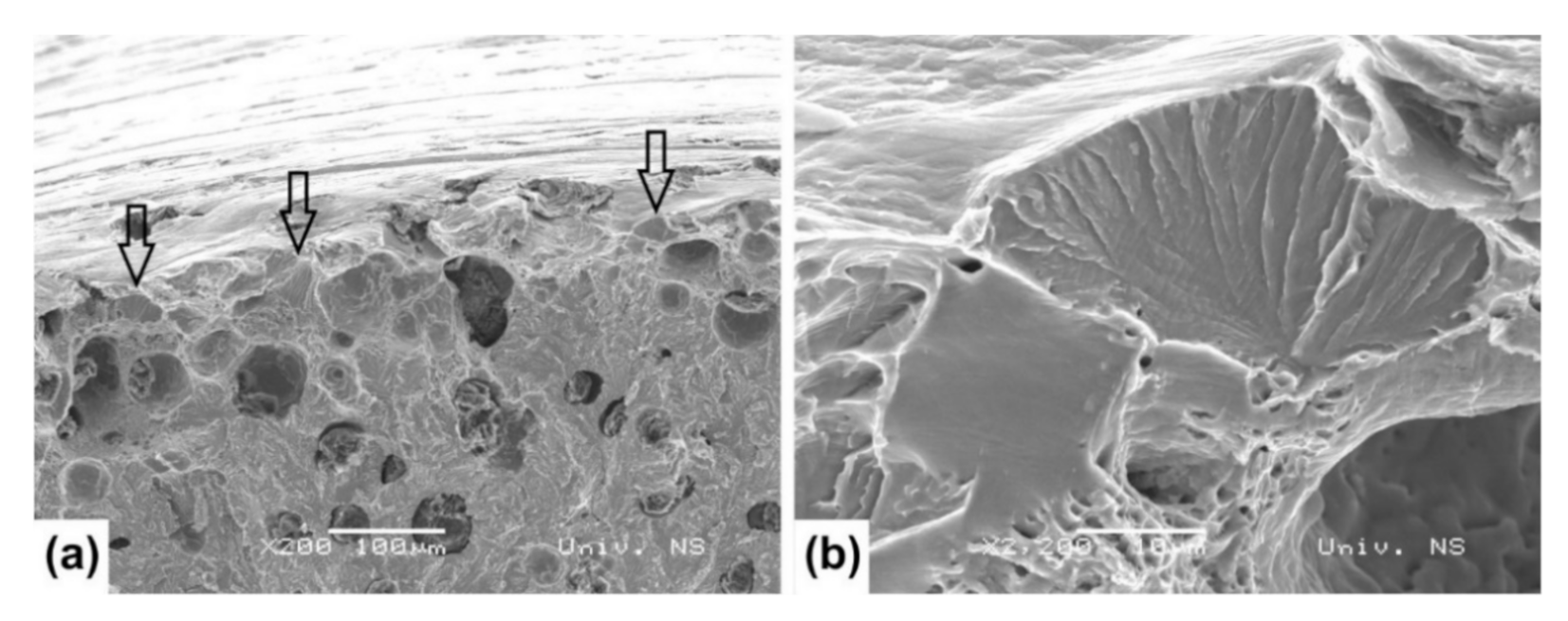
3.2. Fracture Behavior
4. Discussion
5. Conclusions
- The water environment has a clear harmful influence on the mechanical properties of ADI materials. As the water content in the environment increases, tensile properties decrease.
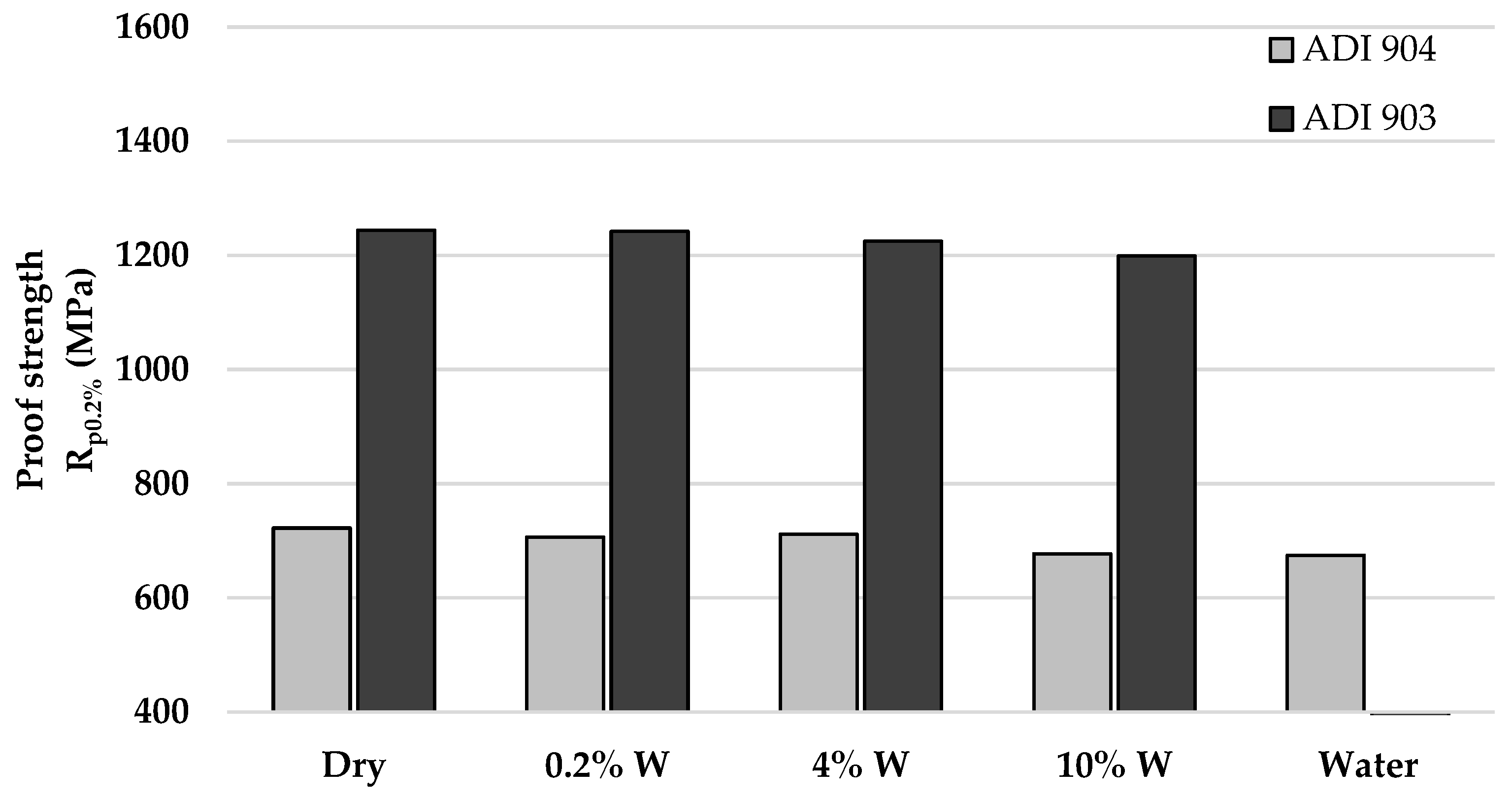
- The highest deterioration was established in the elongation, followed by the ultimate tensile strength, while the proof strength was affected least.
- Even the smallest concentration of water affects the fracture morphology by forming the embrittlement zone. However, in a 0.2 vol.% water environment, a crack could not propagate unstably and thus embrittlement does not have a statistically significant effect on tensile properties.
- In all samples tested at different water concentrations, the crack propagation starts from the embrittlement zone, which origins from free sample surface.
- The formation of the embrittlement zone acts as a primary weak spot for the crack nucleation and subsequent fracture. The origin of this phenomenon is the chemisorption of hydrogen atoms from water into the material surface.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tanaka, Y.; Kage, H. Development and application of austempered spheroidal graphite cast iron. Mater. Trans. JIM 1992, 33, 543–557. [Google Scholar] [CrossRef] [Green Version]
- Balos, S.; Radisavljevic, I.; Rajnovic, D.; Janjatovic, P.; Dramicanin, M.; Eric-Cekic, O.; Sidjanin, L. Ballistic Behaviour of Austempered Compacted Graphite Iron Perforated Plates. Def. Sci. J. 2019, 69, 571–576. [Google Scholar] [CrossRef] [Green Version]
- ASM International. ASM Handbook, Fatigue and Fracture; American Society for Materials: Novelty, OH, USA, 1996; Volume 19, p. 665. [Google Scholar]
- Balos, S.; Rajnovic, D.; Dramicanin, M.; Labus, D.; Eric-Cekic, O.; Grbovic-Novakovic, J.; Sidjanin, L. Abrasive wear behaviour of ADI material with various retained austenite content. Int. J. Cast Met. Res. 2016, 29, 187–193. [Google Scholar] [CrossRef]
- Sidjanin, L.; Smallman, E.R.; Young, J.M. Electron Microstructure and Mechanical Properties of Silicon and Aluminium Ductile Irons. Acta Metall. Mater. 1994, 42, 3149–3156. [Google Scholar] [CrossRef]
- Eric Cekic, O.; Dojcinovic, M.; Rajnovic, D.; Sidjanin, L.; Balos, S. Microstructure and cavitation behaviour of alloyed austempered ductile irons. Int. J. Cast Met. Res. 2018, 31, 279–287. [Google Scholar] [CrossRef]
- Eric Cekic, O.; Sidjanin, L.; Rajnovic, D.; Balos, S. The Austempering Kinetics of Cu-Ni Alloyed Austempered Ductile Iron. Met. Mater. Int. 2014, 20, 1131–1138. [Google Scholar] [CrossRef]
- Eric, O.; Rajnović, D.; Zec, S.; Sidjanin, L.; Jovanović, T. Microstructure and fracture of alloyed austempered ductile iron. Mater. Charact. 2006, 57, 211–217. [Google Scholar] [CrossRef]
- Sidjanin, L.; Rajnovic, D.; Eric, O.; Smallman, R.E. Austempering study of unalloyed and alloyed ductile irons. Mater. Sci. Technol. 2010, 26, 567–571. [Google Scholar] [CrossRef]
- Harding, R.A. The production, properties and automotive applications for austempered ductile iron. Kovove Mater. 2007, 45, 1–16. [Google Scholar]
- Eric, O.; Rajnovic, D.; Sidjanin, L.; Zec, S.; Jovanovic, T. An austempering study of ductile iron alloyed with copper. J. Serb. Chem. Soc. 2005, 70, 1015–1022. [Google Scholar] [CrossRef]
- Dojcinovica, M.; Eric, O.; Rajnovic, D.; Sidjanin, L.; Balos, S. Effect of austempering temperature on cavitation behaviour of unalloyed ADI material. Mater. Charact. 2013, 82, 66–72. [Google Scholar] [CrossRef]
- Goergen, F.; Mevissen, D.; Masaggia, S.; Veneri, E.; Brimmers, J.; Brecher, C. Contact Fatigue Strength of Austempered Ductile Iron (ADI) in Gear Applications. Metals 2020, 10, 1147. [Google Scholar] [CrossRef]
- Rimmer, A. ADI is Growing. Mater. World 1997, 5, 252–255. [Google Scholar]
- Balos, S.; Radisavljevic, I.; Rajnovic, D.; Dramicanin, M.; Tabakovic, S.; Eric-Cekic, O.; Sidjanin, L. Geometry, mechanical and ballistic properties of ADI material perforated plates. Mater. Des. 2015, 83, 66–74. [Google Scholar] [CrossRef]
- Cai, Q.Z.; Wei, B.K.; Tanaka, Y. Fatigue Properties of Austempered Ductile Iron (ADI) in Water Environment. Acta Metall. Sin. 2004, 17, 122–130. [Google Scholar]
- Martinez, R.A.; Simison, S.N.; Boeri, R.E. Environmentally Assisted Embrittlement of ADI—Current Understanding, 2002 World Conference on ADI, Louisville, KY, USA, 26–27 September 2002; American Foundry Society: Schaumburg, IL, USA, 2002. [Google Scholar]
- Komatsu, S.; Zhou, C.Q.; Shibutani, S.; Tanaka, Y. Embrittlement Characteristics of Fracture Toughness in Ductile Iron by Contact with Water. Int. J. Cast Metals Res. 1999, 11, 539–544. [Google Scholar] [CrossRef]
- Komatsu, S.; Osafune, Y.; Tanaka, Y.; Tanigawa, K.; Shibutani, S.; Kyogoku, H. Influence of water embrittlement effect on mechanical properties of ADI. Int. J. Cast Met. Res. 2003, 16, 209–214. [Google Scholar] [CrossRef]
- Martínez, R.A.; Boeri, R.E.; Sikora, J.A. Embrittlement of ADI caused by contact with water and other liquids. Int. J. Cast Met. Res. 2000, 13, 9–15. [Google Scholar] [CrossRef]
- Masud, L.; Martínez, R.; Simison, S.; Boeri, R. Embrittlement of austempered ductile iron on contact with water—Testing under applied potential. J. Mater. Sci. 2003, 38, 2971–2977. [Google Scholar] [CrossRef]
- Caballero, L.; Elices, M.; Parkins, R.N. Environment-sensitive fracture of austempered ductile iron. Corrosion 2005, 61, 51–57. [Google Scholar] [CrossRef]
- Shibutani, S.; Komatsu, S.; Tanaka, Y. Embrittlement of Austempered Spheroidal Graphite Cast Iron by Contact with Water and Resulting Preventing Method. Int. J. Cast Met. Res. 1999, 11, 579–585. [Google Scholar] [CrossRef]
- Song, Y.H.; Lui, T.S.; Chen, L.H.; Song, J.M. Effect of nodular graphite on the deterioration of vibration fracture resistance of ferritic cast iron under an aqueous environment. Mater. Trans. 2003, 44, 1461–1468. [Google Scholar] [CrossRef] [Green Version]
- Shiraki, N.; Sugiyama, Y.; Imai, T. Effects of water and humidity on fracture toughness of spheroidal graphite cast iron. J. Jpn. Foundry Eng. Soc. 2005, 77, 167–172. [Google Scholar] [CrossRef]
- Lynch, S.P. Environmentally assisted cracking: Overview of evidence for an adsorption-induced localised-slip process. Acta Metall. 1988, 36, 2639–2661. [Google Scholar] [CrossRef]
- Wang, M.; Akiyama, E.; Tsuzaki, K. Effect of hydrogen on the fracture behavior of high strength steel during slow strain rate test. Corros. Sci. 2007, 49, 4081–4097. [Google Scholar] [CrossRef]
- Caldera, M.; Martínez, R.A.; Boeri, R.E.; Sikora, J.A. Evaluation of water embrittlement on ‘dual phase’ ADI. Fatigue Fract. Eng. Mater. Struct. 2011, 34, 774–781. [Google Scholar] [CrossRef]
- Rajnovic, D.; Balos, S.; Sidjanin, L.; Eric Cekic, O.; Grbovic Novakovic, J. Tensile properties of ADI material in water and gaseous environments. Mater. Charact. 2015, 101, 26–33. [Google Scholar] [CrossRef]
- Martinez, R.A. Fracture surfaces and the associated failure mechanisms in ductile iron with different matrices and load bearing. Eng. Fract. Mech. 2010, 77, 2749–2762. [Google Scholar] [CrossRef]
- Rajnovic, D.; Eric, O.; Sidjanin, L. Transition temperature and fracture mode of as-cast and austempered ductile iron. J. Microsc. 2008, 232, 605–610. [Google Scholar] [CrossRef]
- Rajnovic, D.; Eric, O.; Sidjanin, L. The standard processing window of alloyed ADI materials. Kovove Mater. 2012, 50, 199–208. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Ma, X.; Zhang, J.; Akiyama, E.; Wang, Y.; Song, X. Review of Hydrogen Embrittlement in Metals: Hydrogen Diffusion, Hydrogen Characterization, Hydrogen Embrittlement Mechanism and Prevention. Acta Metall. Sin. 2020, 33, 759–773. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Ni | Cr | Mg | P | S | Fe |
|---|---|---|---|---|---|---|---|---|
| 3.5 | 2.5 | 0.35 | 0.05 | 0.06 | 0.031 | 0.018 | 0.015 | balance |
| Material | Proof Strength (PS) Rp0.2% (MPa) | Ultimate Tensile Strength (UTS) Rm (MPa) | Elongation A (%) | Hardness HV10 |
|---|---|---|---|---|
| Ductile iron | 318 | 456 | 19.1 | 150 |
| ADI 904 | 722 | 959 | 11.5 | 284 |
| ADI 903 | 1244 | 1450 | 4.5 | 425 |
| Material | Environment | Ultimate Tensile Strength (UTS) Rm (MPa) | Standard Deviation (MPa) | p-Values |
|---|---|---|---|---|
| ADI 904 | Dry | 959 | 15 | - |
| 0.2% Water | 952 | 14 | 0.6422 | |
| 4% Water | 901 | 7 | 0.0078 * | |
| 10% Water | 864 | 23 | 0.0081 * | |
| Water | 814 | 6 | 0.0002 * | |
| ADI 903 | Dry | 1450 | 3 | - |
| 0.2% Water | 1443 | 5 | 0.1144 | |
| 4% Water | 1397 | 12 | 0.0040 * | |
| 10% Water | 1324 | 25 | 0.0020 * | |
| Water | 993 | 60 | 0.0004 * |
| Material | Environment | Proof Strength (PS) Rp0.2% (MPa) | Standard Deviation (MPa) | p-Values |
|---|---|---|---|---|
| ADI 904 | Dry | 722 | 13 | - |
| 0.2% Water | 707 | 12 | 0.2706 | |
| 4% Water | 711 | 15 | 0.4676 | |
| 10% Water | 678 | 13 | 0.0248 * | |
| Water | 675 | 6 | 0.0083 * | |
| ADI 903 | Dry | 1244 | 49 | - |
| 0.2% Water | 1242 | 12 | 0.9844 | |
| 4% Water | 1225 | 29 | 0.6488 | |
| 10% Water | 1199 | 28 | 0.3165 | |
| Water | - | - | 3 × 10−06 * |
| Material | Environment | Elongation A (%) | Standard Deviation (%) | p-Values |
|---|---|---|---|---|
| ADI 904 | Dry | 11.5 | 0.5 | - |
| 0.2% Water | 8.7 | 1.6 | 0.0777 | |
| 4% Water | 5.2 | 0.8 | 0.0007 * | |
| 10% Water | 4.2 | 0.4 | 0.0001 * | |
| Water | 2.1 | 0.2 | 2 × 10−5 * | |
| ADI 903 | Dry | 4.5 | 0.4 | - |
| 0.2% Water | 2.2 | 0.1 | 0.0015 | |
| 4% Water | 1.1 | 0.3 | 0.0006 | |
| 10% Water | 0.5 | 0.2 | 0.0003 | |
| Water | - | - | 9 × 10−5 * |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Janjatovic, P.; Eric Cekic, O.; Sidjanin, L.; Balos, S.; Dramicanin, M.; Grbovic Novakovic, J.; Rajnovic, D. The Effect of Water Concentration in Ethyl Alcohol on the Environmentally Assisted Embrittlement of Austempered Ductile Irons. Metals 2021, 11, 94. https://doi.org/10.3390/met11010094
Janjatovic P, Eric Cekic O, Sidjanin L, Balos S, Dramicanin M, Grbovic Novakovic J, Rajnovic D. The Effect of Water Concentration in Ethyl Alcohol on the Environmentally Assisted Embrittlement of Austempered Ductile Irons. Metals. 2021; 11(1):94. https://doi.org/10.3390/met11010094
Chicago/Turabian StyleJanjatovic, Petar, Olivera Eric Cekic, Leposava Sidjanin, Sebastian Balos, Miroslav Dramicanin, Jasmina Grbovic Novakovic, and Dragan Rajnovic. 2021. "The Effect of Water Concentration in Ethyl Alcohol on the Environmentally Assisted Embrittlement of Austempered Ductile Irons" Metals 11, no. 1: 94. https://doi.org/10.3390/met11010094
APA StyleJanjatovic, P., Eric Cekic, O., Sidjanin, L., Balos, S., Dramicanin, M., Grbovic Novakovic, J., & Rajnovic, D. (2021). The Effect of Water Concentration in Ethyl Alcohol on the Environmentally Assisted Embrittlement of Austempered Ductile Irons. Metals, 11(1), 94. https://doi.org/10.3390/met11010094