
Characterization of AlSi10Mg-CP-Ti Metal/Metal Composite Materials Produced by Electro-Sinter-Forging

 ,
,  , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Experimental Methods
2.1. Materials and Sample Production
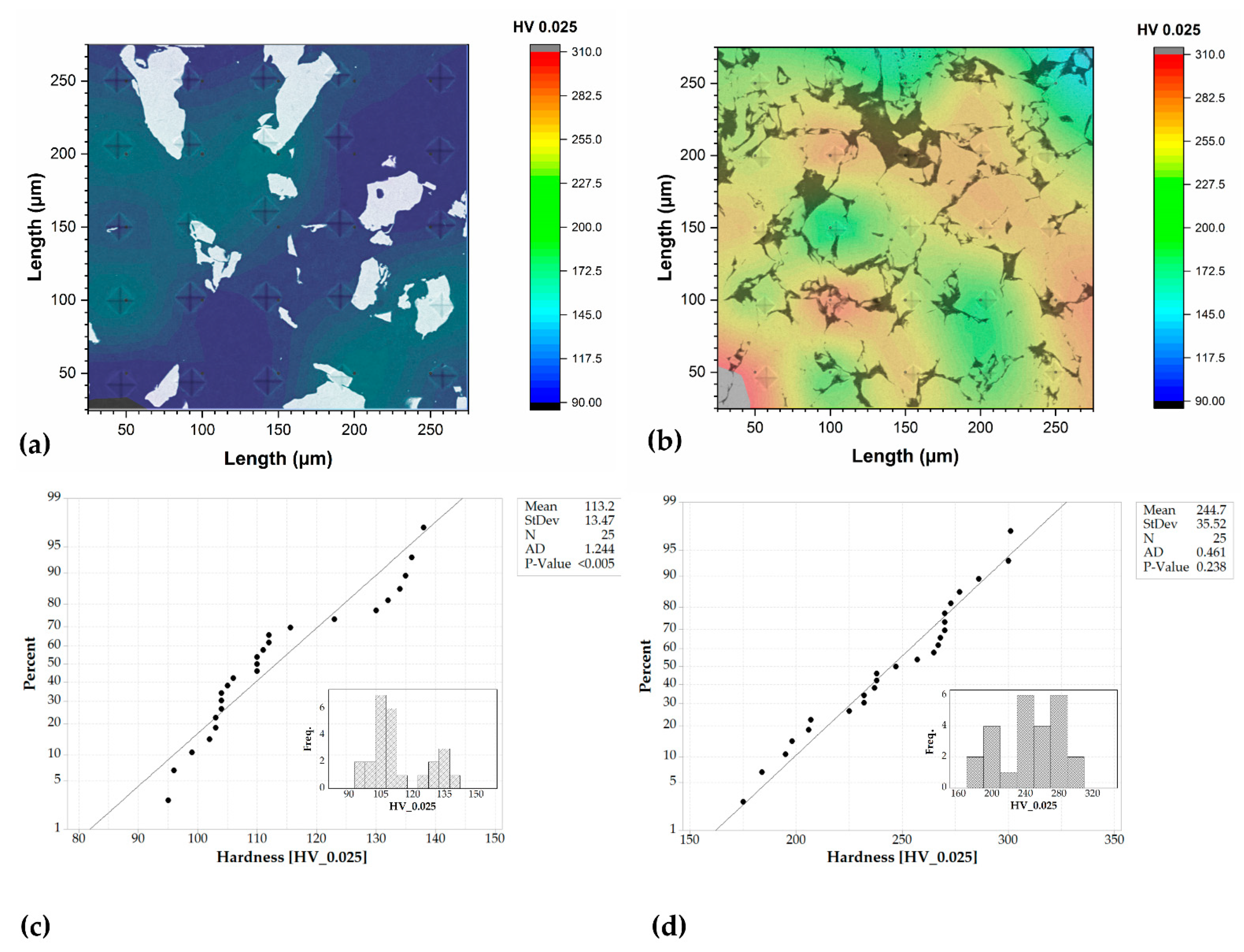
2.2. Microstructural, Compositional, and Hardness Characterization
3. Results
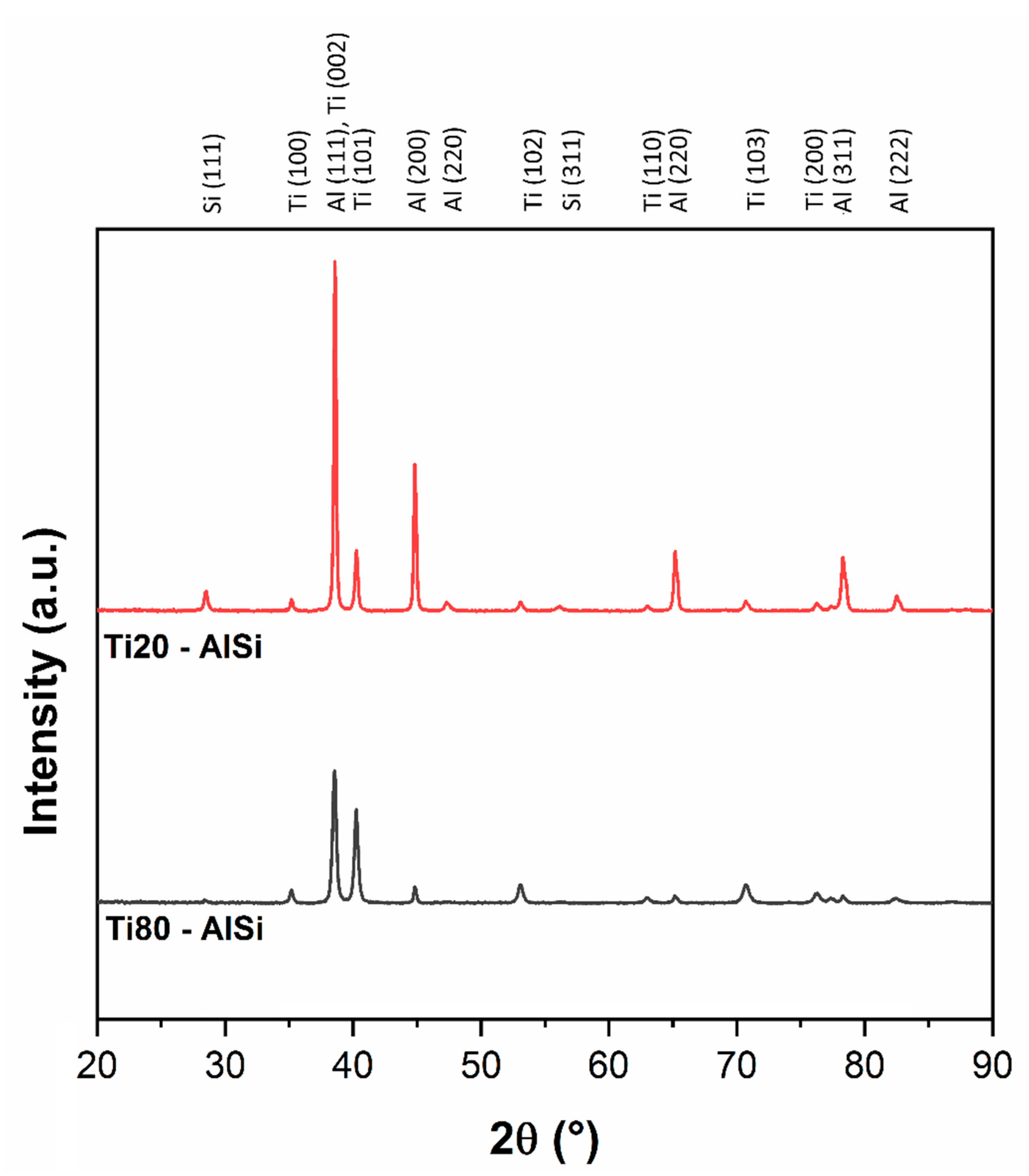
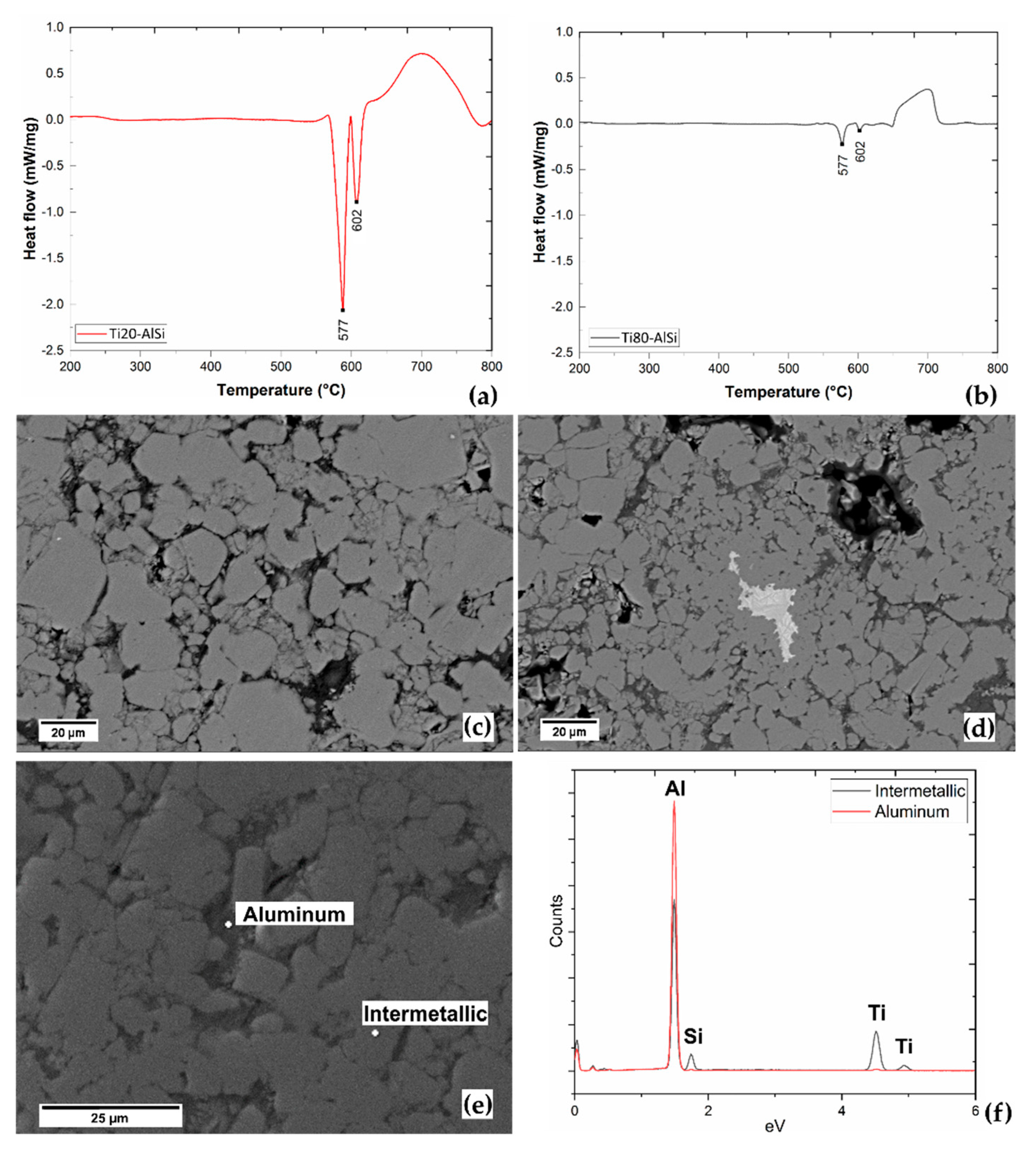
3.1. Interstitial Elements Concentration and XRD Analysis
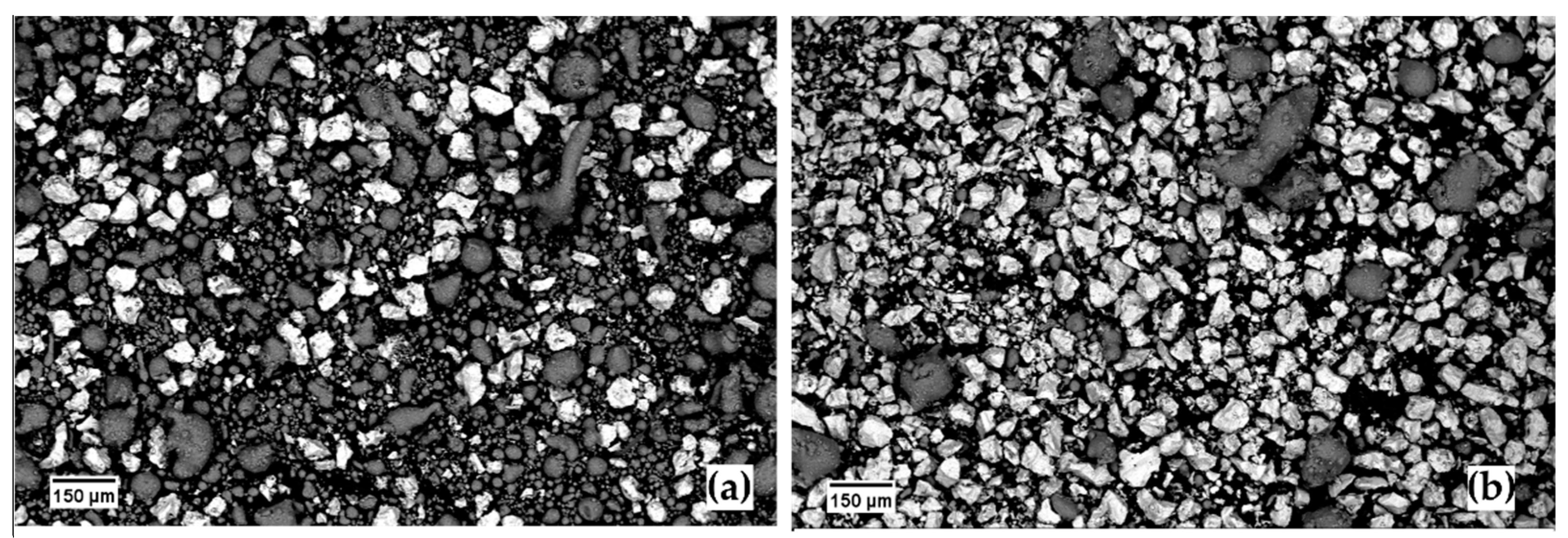
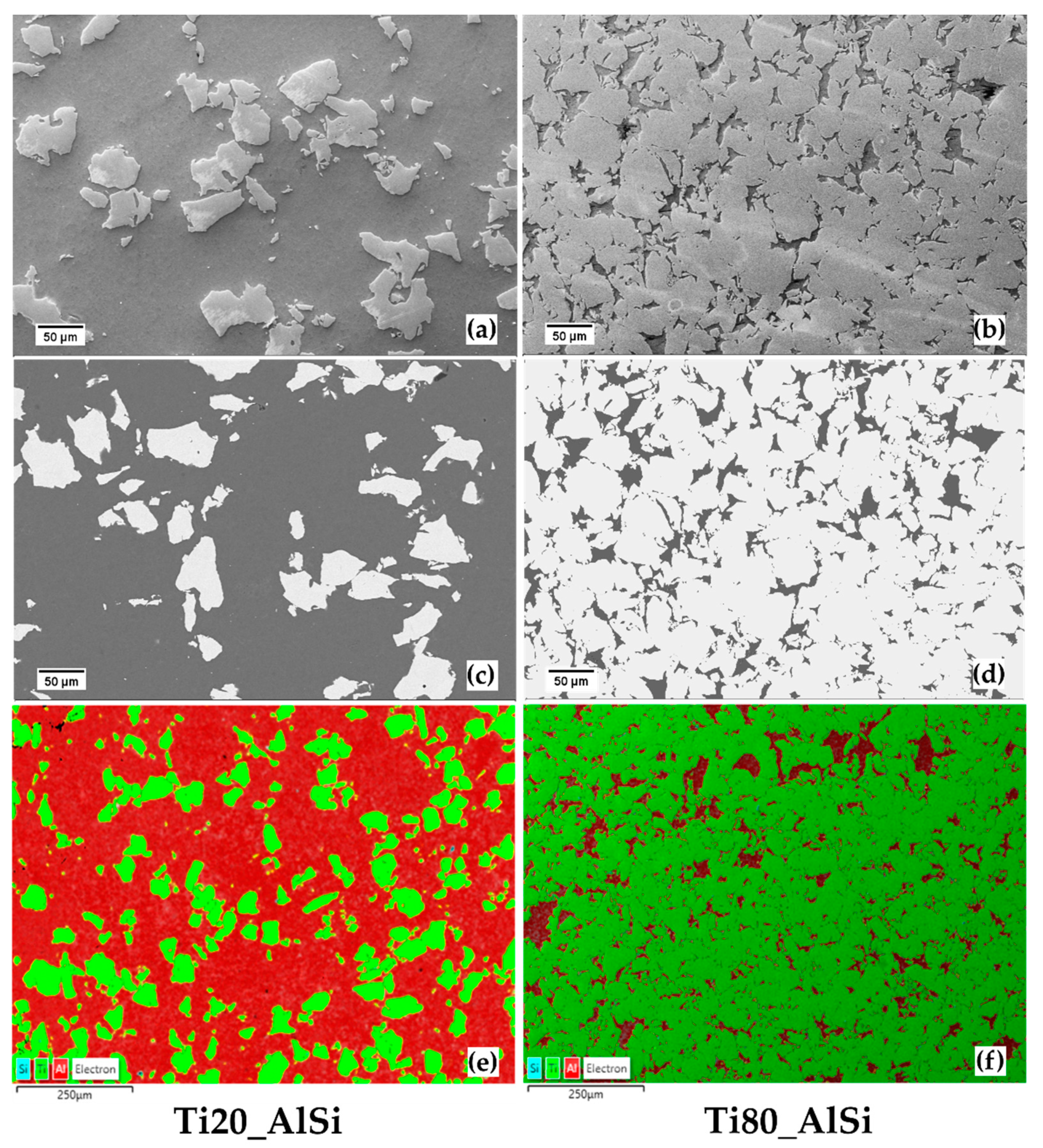
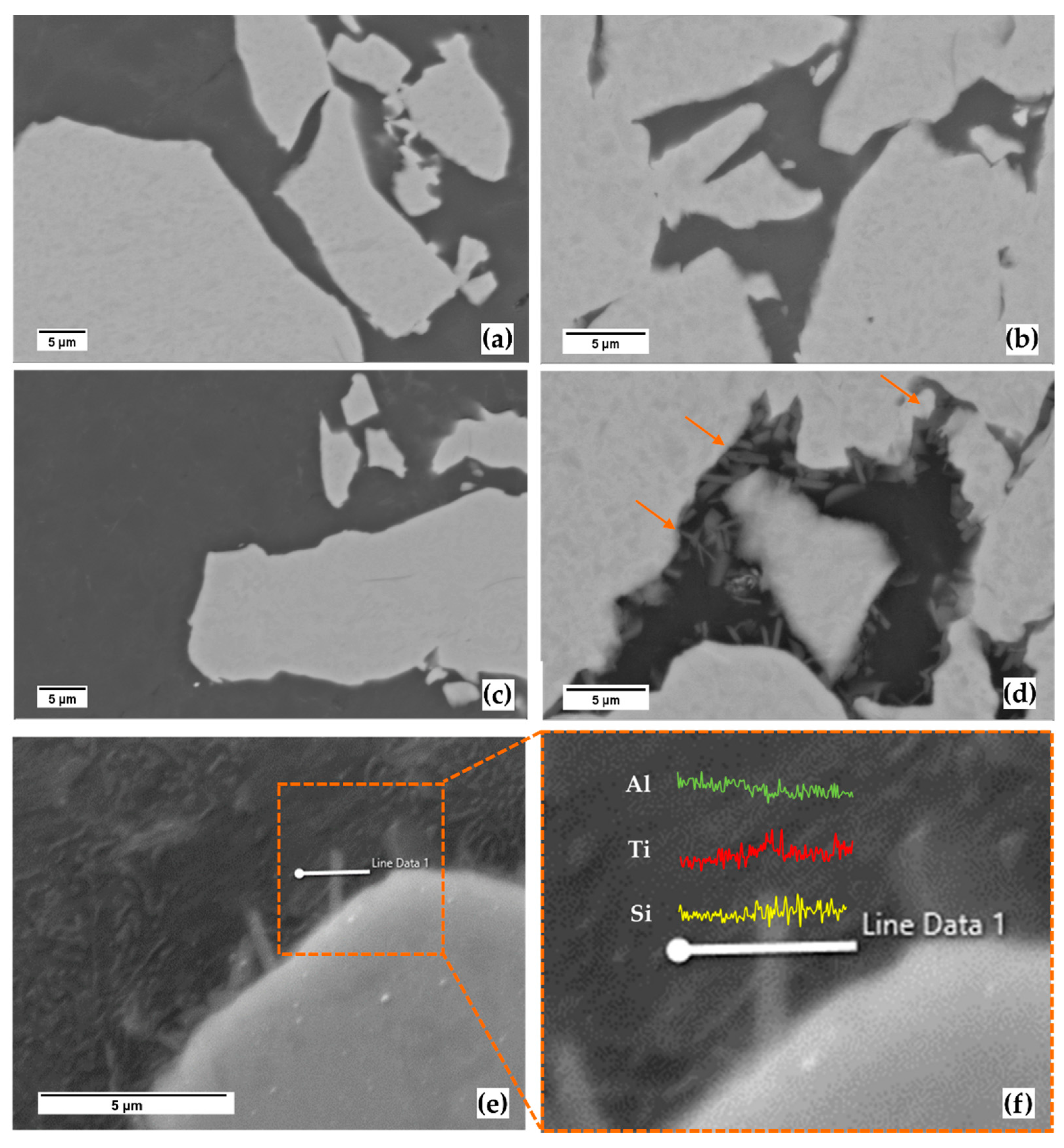
3.2. Microstructural Analysis of the As-ESFed Material
4. Discussion
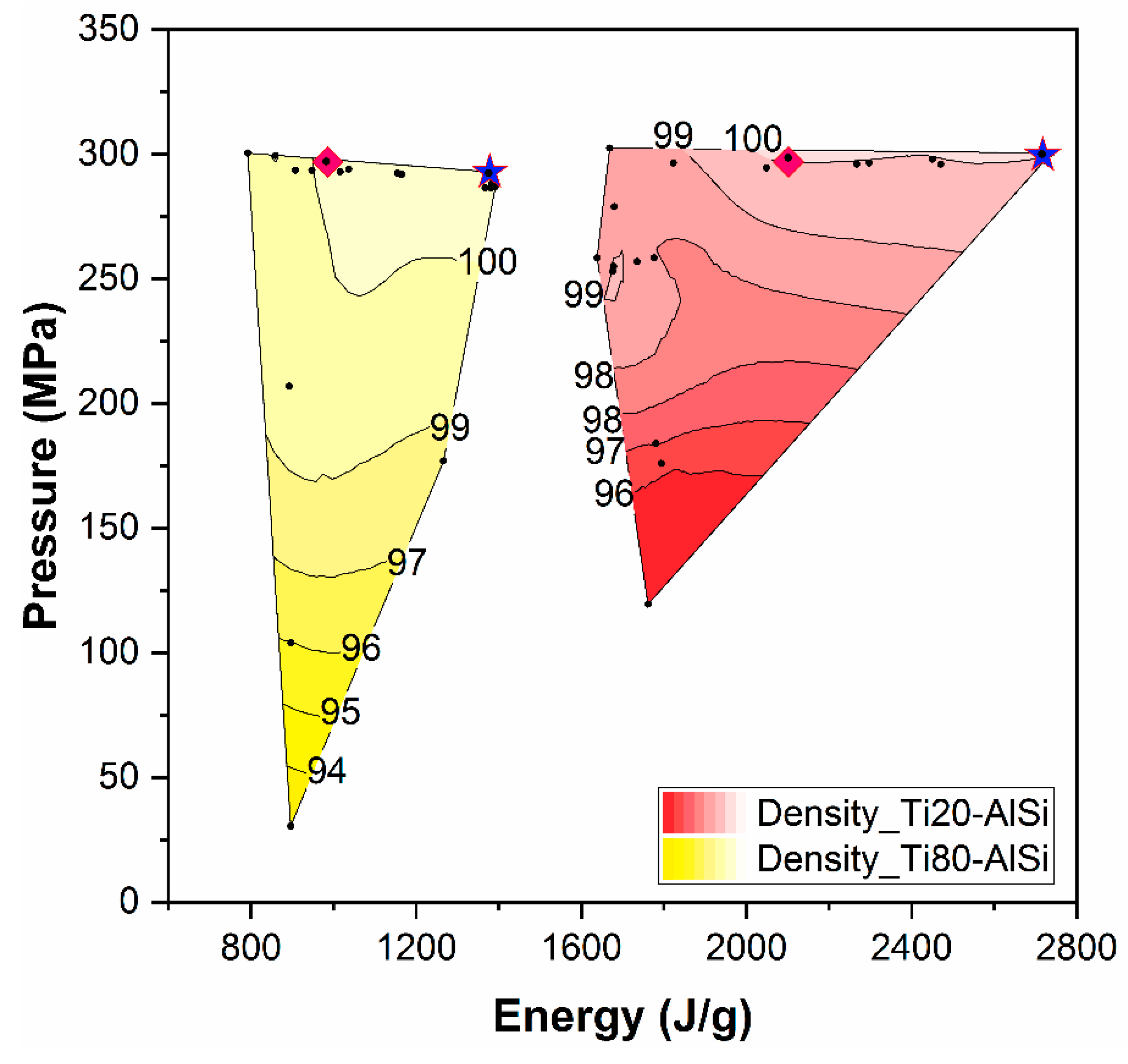
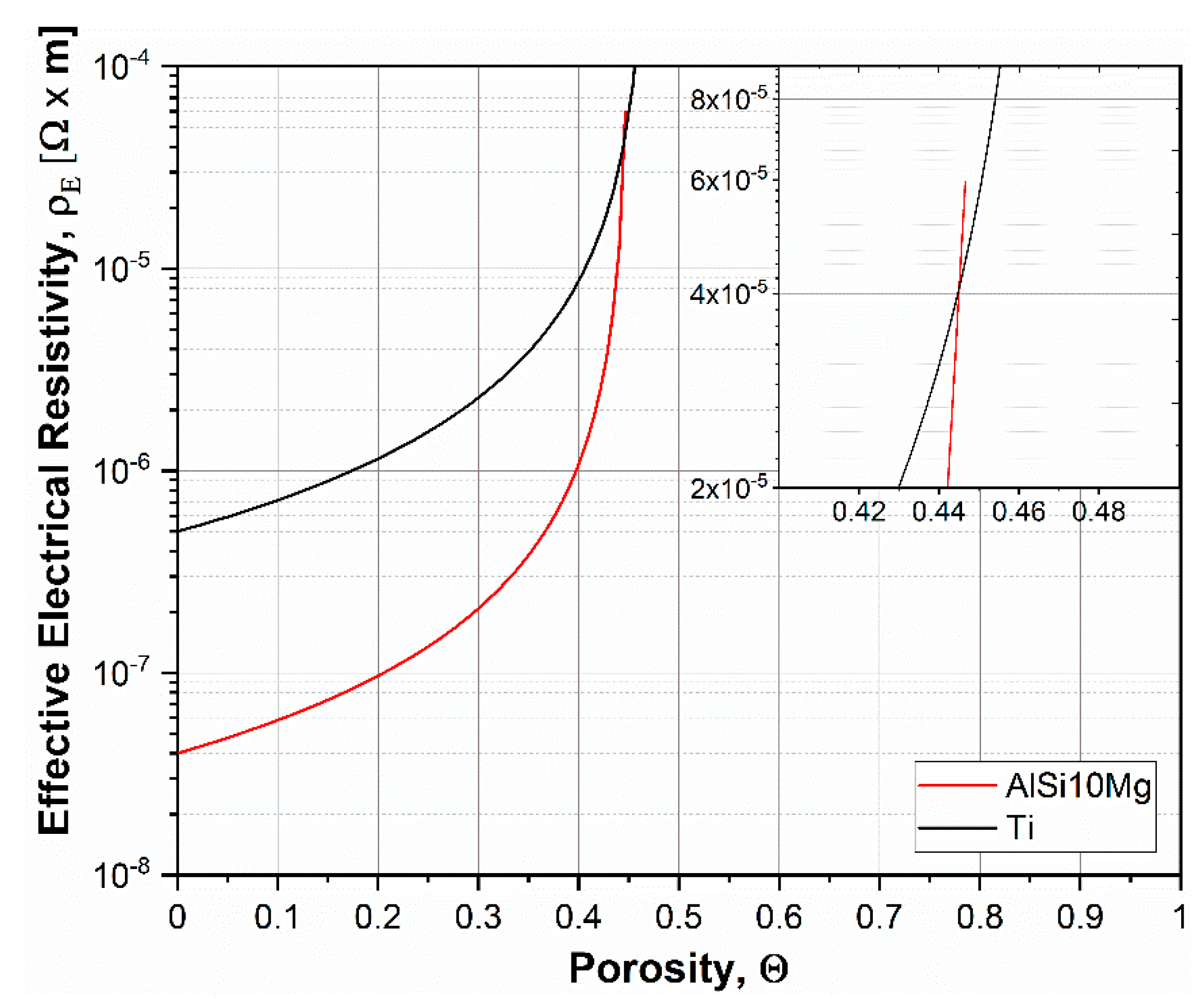
4.1. Densification Mechanism and Resistivity of the Ti/AlSi10Mg Powders
4.1.1. Continuum Approach
4.1.2. Discrete Approach
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Albert, T.; Sunil, J.; Christopher, A.S.; Jegan, R.; Prabhu, P.A.; Selvaganesan, M. Preparation and characterization of aluminium-titanium carbide (Al-TiC) composite using powder metallurgy. Mater. Today Proc. 2021, 37, 1558–1561. [Google Scholar] [CrossRef]
- Sidambe, A.T.; Figueroa, I.A.; Hamilton, H.G.C.; Todd, I. Metal injection moulding of CP-Ti components for biomedical applications. J. Mater. Process. Technol. 2012, 212, 1591–1597. [Google Scholar] [CrossRef]
- Singh, H.; Singh Brar, G.; Kumar, H.; Aggarwal, V. A review on metal matrix composite for automobile applications. Mater. Today Proc. 2021, 43, 320–325. [Google Scholar]
- Capus, J. PM light alloys gaining applications in automotive sector. Met. Powder Rep. 2013, 68, 12–15. [Google Scholar] [CrossRef]
- Chaira, D. Powder Metallurgy Routes for Composite Materials Production; Elsevier: Amsterdam, The Netherlands, 2021; pp. 588–604. [Google Scholar]
- Hassan, S.F.; Gupta, M. Development of ductile magnesium composite materials using titanium as reinforcement. J. Alloy. Compd. 2002, 345, 246–251. [Google Scholar] [CrossRef]
- Balarami Reddy, T.; Karthik, P.; Gopi Krishna, M. Mechanical behavior of Al–Cu binary alloy system/ Cu particulates reinforced metal-metal composites. Results Eng. 2019, 4, 10046. [Google Scholar] [CrossRef]
- Canakcı, A.; Ozkaya, S.; Erdemir, F.; Karabacak, A.H.; Celebi, M. Effects of Fe–Al intermetallic compounds on the wear and corrosion performances of AA2024/316L SS metal/metal composites. J. Alloy. Compd. 2020, 845, 156236. [Google Scholar] [CrossRef]
- Gopi Krishna, M.; Praveen Kumar, K.; Naga Swapna, M.; Babu Rao, J.; Bhargava, N.R.M.R. Metal-metal Composites-An Innovative Way for Multiple Strengthening. Mater. Today Proc. 2017, 4, 8085–8095. [Google Scholar] [CrossRef]
- Sun, Y.; Vajpai, S.K.; Ameyama, K.; Ma, C. Fabrication of multilayered Ti-Al intermetallics by spark plasma sintering. J. Alloy. Compd. 2014, 585, 734–740. [Google Scholar] [CrossRef]
- Peng, L.M.; Wang, J.H.; Li, H.; Zhao, J.H.; He, L.H. Synthesis and microstructural characterization of Ti–Al3Ti metal–intermetallic laminate (MIL) composites. Scr. Mater. 2005, 52, 243–248. [Google Scholar] [CrossRef]
- Luo, J.G.; Acoff, V.L. Using cold roll bonding and annealing to process Ti/Al multi-layered composites from elemental foils. Mater. Sci. Eng. A 2004, 379, 164–172. [Google Scholar] [CrossRef]
- Huang, M.; Fan, G.H.; Geng, L.; Cao, G.J.; Du, Y.; Wu, H.; Zhang, T.T.; Kang, H.J.; Wang, T.M.; Du, G.H.; et al. Revealing extraordinary tensile plasticity in layered Ti-Al metal composite. Sci. Rep. 2016, 6, 38461. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fais, A. A faster FAST: Electro-Sinter-Forging. Met. Powder Rep. 2018, 73, 80–86. [Google Scholar] [CrossRef]
- Forno, I.; Actis Grande, M.; Fais, A. On the application of Electro-sinter-forging to the sintering of high-karatage gold powders. Gold Bull. 2015, 48, 127–133. [Google Scholar] [CrossRef] [Green Version]
- Balagna, C.; Fais, A.; Brunelli, K.; Peruzzo, L.; Horynová, M.; Čelko, L.; Spriano, S. Electro-sinter-forged Ni–Ti alloy. Intermetallics 2016, 68, 31–41. [Google Scholar] [CrossRef]
- Fais, A.; Actis Grande, M.; Forno, I. Influence of processing parameters on the mechanical properties of Electro-Sinter-Forged iron based powders. Mater. Des. 2016, 93, 458–466. [Google Scholar] [CrossRef]
- Gobber, F.S.; Bidulská, J.; Fais, A.; Bidulský, R.; Grande, M.A. Innovative densification process of a fe-cr-c powder metallurgy steel. Metals 2021, 11, 665. [Google Scholar] [CrossRef]
- Gobber, F.S.; Bidulská, J.; Fais, A.; Franchini, F.; Bidulský, R.; Kvačkaj, T.; Grande, M.A. Characterization of microstructural and mechanical properties after cold rolling of an electro-sinter-forged Cu-Sn alloy. Arch. Metall. Mater. 2020, 65, 787–792. [Google Scholar] [CrossRef]
- Pavlasek, P.; Elliott, C.J.; Pearce, J.V.; Duris, S.; Palencar, R.; Koval, M.; Machin, G. Hysteresis Effects and Strain-Induced Homogeneity Effects in Base Metal Thermocouples. Int. J. Thermophys. 2015, 36, 467–481. [Google Scholar] [CrossRef]
- Lee, W.H.; Cheon, Y.W.; Kim, K.B.; Yoon, Y.H.; Jeong, C.H.; Kim, Y.H.; Van Tyne, C.J.; Chang, S.Y. Carbide formation in electric-discharge-sintered Ti3Al compact caused by steric acid in ball-milled Ti and Al powder mixture. Ceram. Int. 2018, 44, 19771–19778. [Google Scholar] [CrossRef]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef]
- Haeri, M.; Haeri, M. ImageJ Plugin for Analysis of Porous Scaffolds used in Tissue Engineering. J. Open Res. Software 2015, 3, 1. [Google Scholar]
- Khan, H.; Yerramilli, A.S.; D’Oliveira, A.; Alford, T.L.; Boffito, D.C.; Patience, G.S. Experimental methods in chemical engineering: X-ray diffraction spectroscopy. Can. J. Chem. Eng. 2020, 98, 1255–1266. [Google Scholar] [CrossRef]
- Wang, T.; Liu, R.Y.; Zhu, M.L.; Zhang, J.S. Activation energy of self-heating process studied by DSC combustion synthesis mixture of Ti-75 at% Al. J. Therm. Anal. Calorim. 2002, 70, 507–519. [Google Scholar] [CrossRef]
- Adeli, M.; Seyedein, S.H.; Aboutalebi, M.R.; Kobashi, M.; Kanetake, N. Implementation of DSC analysis in reaction kinetics during heating of Ti–50 at.%Al powder mixture. J. Therm. Anal. Calorim. 2017, 128, 867–874. [Google Scholar] [CrossRef]
- Gurevich, L.M.; Shmorgun, V.G. Intermetallic Compound Formation During Reaction of Molten Aluminum with Titanium. Metallurgist 2016, 59, 1221–1227. [Google Scholar] [CrossRef]
- Fais, A.; Gobber, F.; Rampin, I.; Bidulsky, R.; Grande, M.A. E-ForgingTM AlSi10 and AlSi10Mg0.4 powders with two distinct particle sizes. In Proceedings of the Euro PM 2019 Congress and Exhibition, Maastricht, The Netherlands, 13–19 October 2019. [Google Scholar]
- Brandt, R.; Neuer, G. Electrical Resistivity and Thermal Conductivity of Pure Aluminum and Aluminum Alloys up to and above the Melting Temperature. Int. J. Thermophys. 2007, 28, 1429–1446. [Google Scholar] [CrossRef]
- Bel’skaya, E.A.; Kulyamina, E.Y. Electrical resistivity of titanium in the temperature range from 290 to 1800 K. High. Temp. 2007, 45, 785–796. [Google Scholar] [CrossRef]
- Manuel Montes, J.; Gómez Cuevas, F.; Cintas, J.; Ternero, F.; Sánchez Caballero, E. Electrical Resistivity of Powdered Porous Compacts. In Electrical and Electronic Properties of Materials; IntechOpen: London, UK, 2019. [Google Scholar]
- Zhang, P.; Lau, Y.Y. Scaling laws for electrical contact resistance with dissimilar materials. J. Appl. Phys. 2010, 108, 044914. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | O [%] | N [%] | H [ppm] | C [%] | ||||
|---|---|---|---|---|---|---|---|---|
| Powder | ESFed | Powder | ESFed | Powder | ESFed | Powder | ESFed | |
| Ti20-AlSi | 0.16 ± 0.02 | 0.16 ± 0.01 | 0.005 ± 0.002 | 0.005 ± 0.002 | 63 ± 5 | 64 ± 6 | 0.016 ± 0.002 | 0.015 ± 0.003 |
| Ti80-AlSi | 0.21 ± 0.01 | 0.21 ± 0.02 | 0.006 ± 0.002 | 0.004 ± 0.002 | 132 ± 8 | 131 ± 7 | 0.014 ± 0.003 | 0.013 ± 0.002 |
| ROI | Al (wt.%) | Ti (wt.%) | Si (wt.%) |
|---|---|---|---|
| Reacted layer | 79.54 ± 0.43 | 11.86 ± 0.14 | 7.50 ± 0.94 |
| Energy | Ti20-AlSi | Ti80-AlSi | ||
|---|---|---|---|---|
| Low | High | Low | High | |
| E [kJ/g] | 1.822 | 2.738 | 0.860 | 1.393 |
| ESpecific [kJ/g] | 2.277 | 3.422 | 4.300 | 6.965 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gobber, F.S.; Fracchia, E.; Fais, A.; Peter, I.; Grande, M.A. Characterization of AlSi10Mg-CP-Ti Metal/Metal Composite Materials Produced by Electro-Sinter-Forging. Metals 2021, 11, 1645. https://doi.org/10.3390/met11101645
Gobber FS, Fracchia E, Fais A, Peter I, Grande MA. Characterization of AlSi10Mg-CP-Ti Metal/Metal Composite Materials Produced by Electro-Sinter-Forging. Metals. 2021; 11(10):1645. https://doi.org/10.3390/met11101645
Chicago/Turabian StyleGobber, Federico Simone, Elisa Fracchia, Alessandro Fais, Ildiko Peter, and Marco Actis Grande. 2021. "Characterization of AlSi10Mg-CP-Ti Metal/Metal Composite Materials Produced by Electro-Sinter-Forging" Metals 11, no. 10: 1645. https://doi.org/10.3390/met11101645
APA StyleGobber, F. S., Fracchia, E., Fais, A., Peter, I., & Grande, M. A. (2021). Characterization of AlSi10Mg-CP-Ti Metal/Metal Composite Materials Produced by Electro-Sinter-Forging. Metals, 11(10), 1645. https://doi.org/10.3390/met11101645