
Spatter Formation and Splashing Induced Defects in Laser-Based Powder Bed Fusion of AlSi10Mg Alloy: A Novel Hydrodynamics Modelling with Empirical Testing

 ,
,  ,
,  ,
, 
 ,
, 

Abstract
:1. Introduction
2. Modelling
2.1. Analytical Modelling
- The speed of the laser beam is constant, and the focused laser spot is circular. The deposited layer’s geometry is taken as elliptical. It is because the laser energy distribution in the beam’s laser cross-section has been considered Gaussian. This type of energy distribution yields a convex shape deposited layer, along the cross-section that can be correlated with an “elliptical” profile [39].
- The surface tension can be determined via the microscopic structure of the liquid near the surface. At the liquid–vapor interface, the density changes severely from a high value in the liquid state to a very low in the gas phase. Surface atoms experience an “attraction” toward the liquid phase, which originates from the surface tension. This study conducted the measurements via post-processing techniques because in situ layer deposition was not monitored experimentally. Thus, the surface tension of the melt flow was neglected. In addition, the thickness of the powder layer is known to be an input in the LPBF process.
2.2. Numerical Modelling
3. Materials and Methods
4. Results and Discussions
- The development of small protrusions on the front keyhole wall, accompanied by the modification of the keyhole morphology, are referred to as event no. 01. A tiny protrusion appears along the rim of the front keyhole wall and runs down towards the keyhole bottom. After a few of these little protrusions, the keyhole transforms from a J-shaped to a reverse-triangle-shaped shape.
- The development and evolution of a tongue-like protrusion from the front keyhole wall can be categorized as event no. 02. Following on from the little protrusions in the event no. 01, a second protrusion forms at the front keyhole wall rim and runs down. The protrusion’s velocity abruptly slows, and its shape changes from the initial dome leaning downward to a short rod tilting upward. The protrusion proliferates, with a deep and narrow mini-keyhole on top, and then stretches swiftly towards the horizontal center of the keyhole, generating a tongue-like protrusion that disappears in a microsecond, signifying an explosion-like collapse. The protrusion’s vestiges (i.e., the root section connected to the front keyhole wall) travel downward and disappear at the keyhole bottom.
5. Conclusions
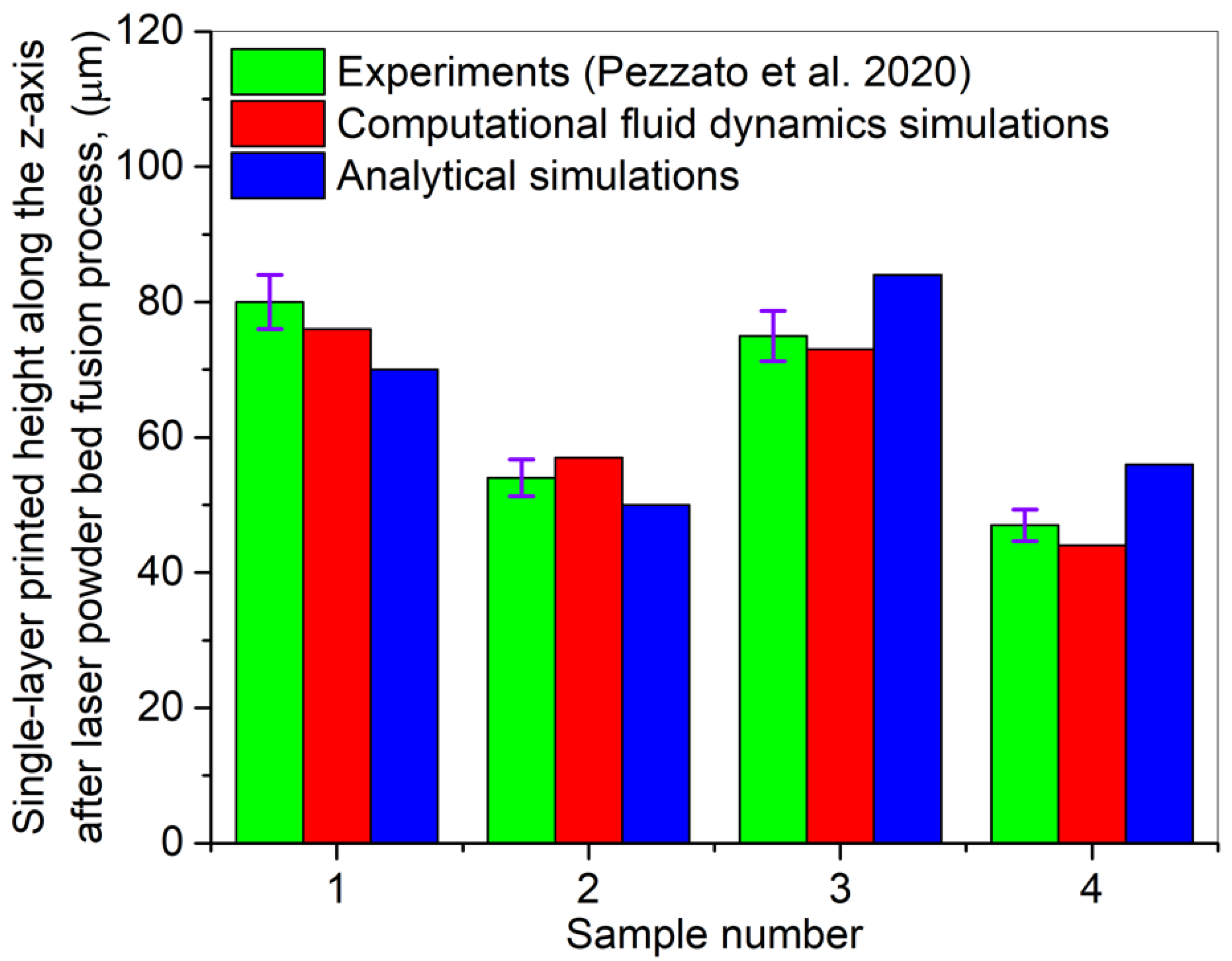
- It was found that the CFD and analytical computations generated results with a deviation of 2–4% and 7–10%, respectively, compared to the experimental results.
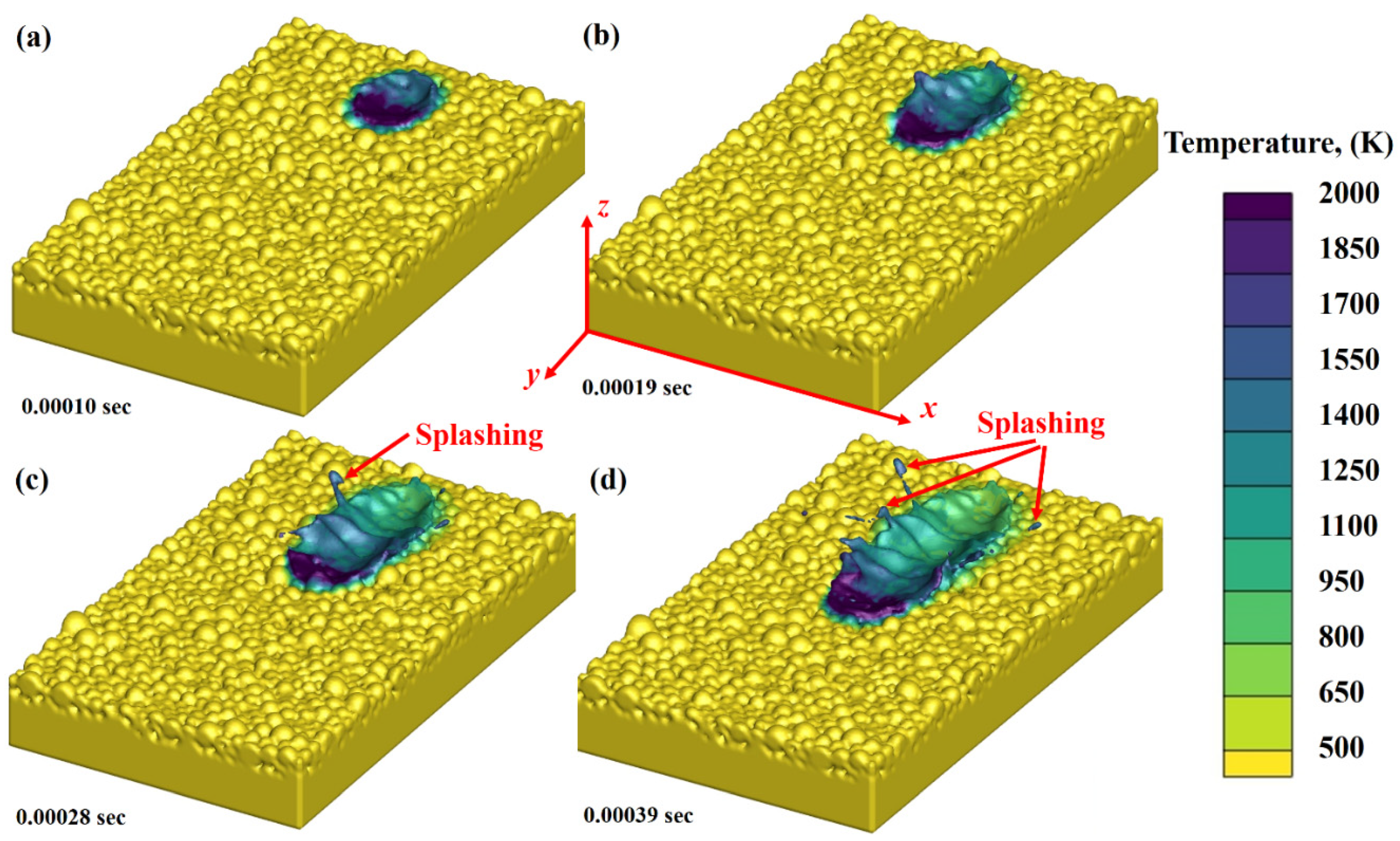
- Laser–material interaction time plays a critical role in controlling the Marangoni flow, vaporization, high-speed vapor cloud, hydraulic pressure and buoyancy. As the laser- AlSi10Mg material interaction increases, it transforms the solid material into a liquid one, which in re-turn dominates the forces mentioned above. A combination of elevated laser–material interaction time, the transformation of keyhole from J-shape to reverse triangle-shape, the tongue-like protrusion in the keyhole and dominancy of Marangoni flow, vaporization, high-speed vapor cloud, Hydraulic pressure and buoyancy lead to splashing in the AlSi10Mg material.
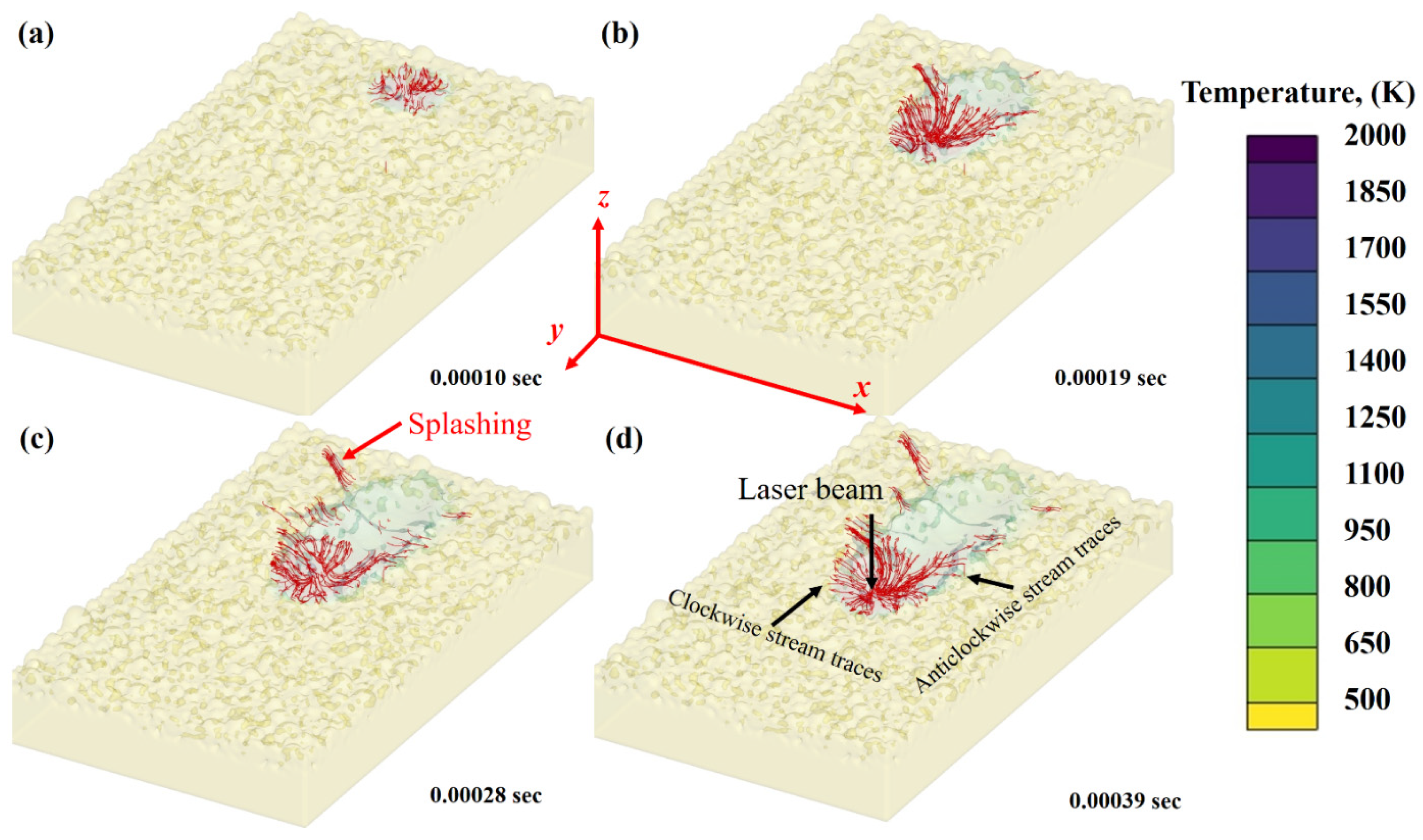
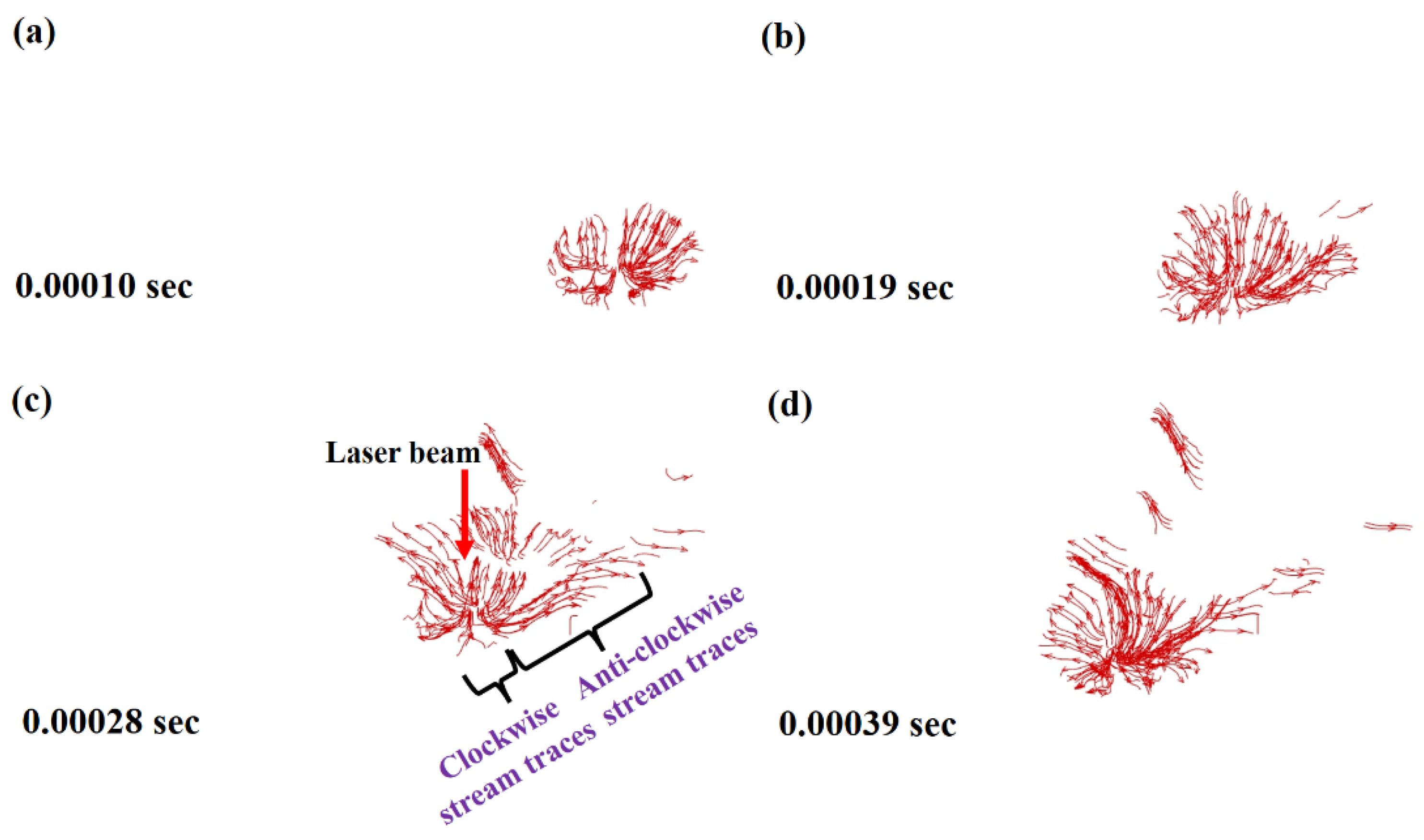
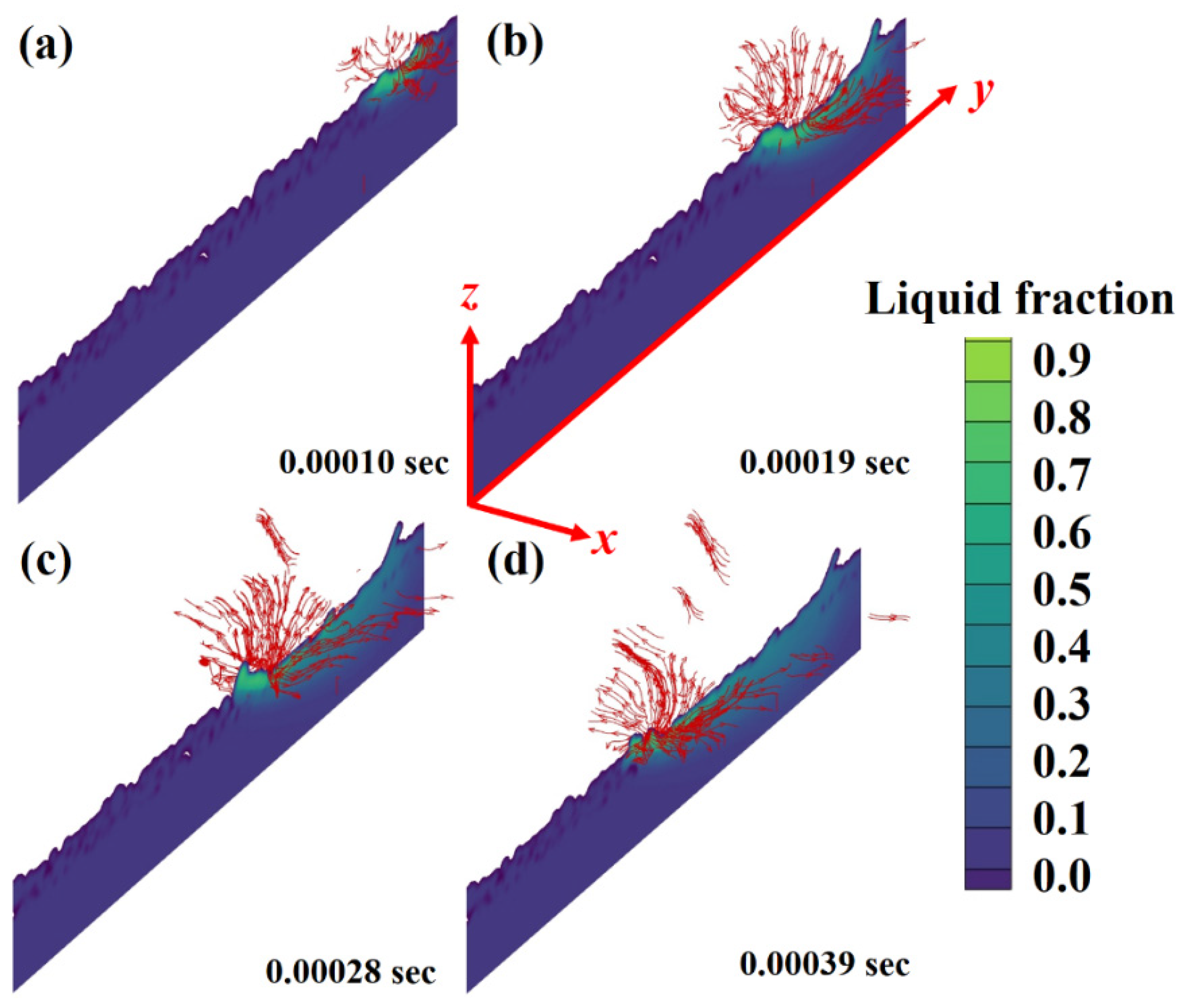
- According to the simulation results, the melt flow normally follows a clockwise vortex in front of the laser beam and an anti-clockwise vortex behind the laser beam spot.
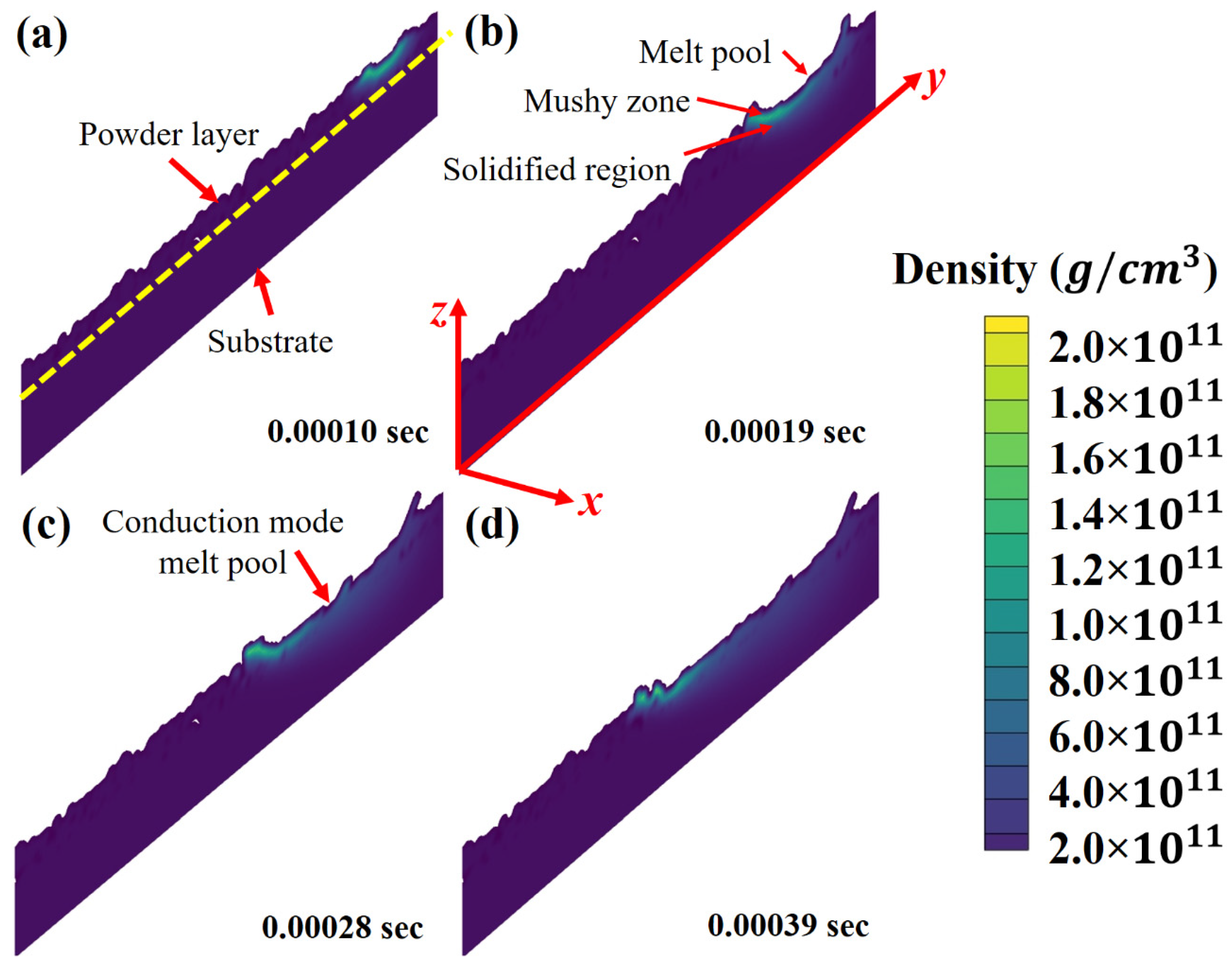
- The melt pattern can be classified into conduction mode and depression mode. The probability of pores formation is much higher in the case of depression mode. However, in LPBF printing of AlSi10Mg, only conduction mode melt flow has been identified due to 18% laser beam absorption coefficient.
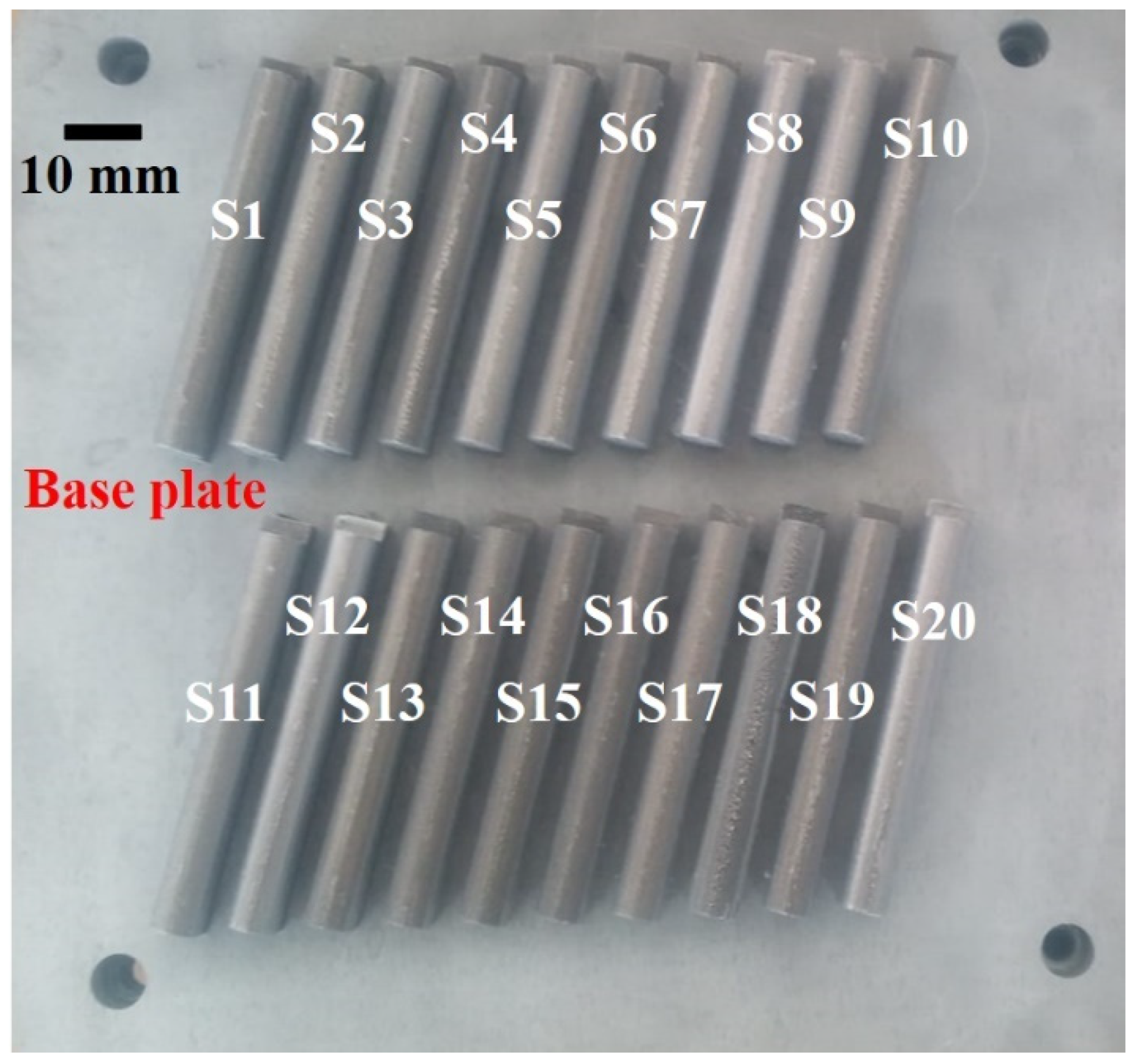
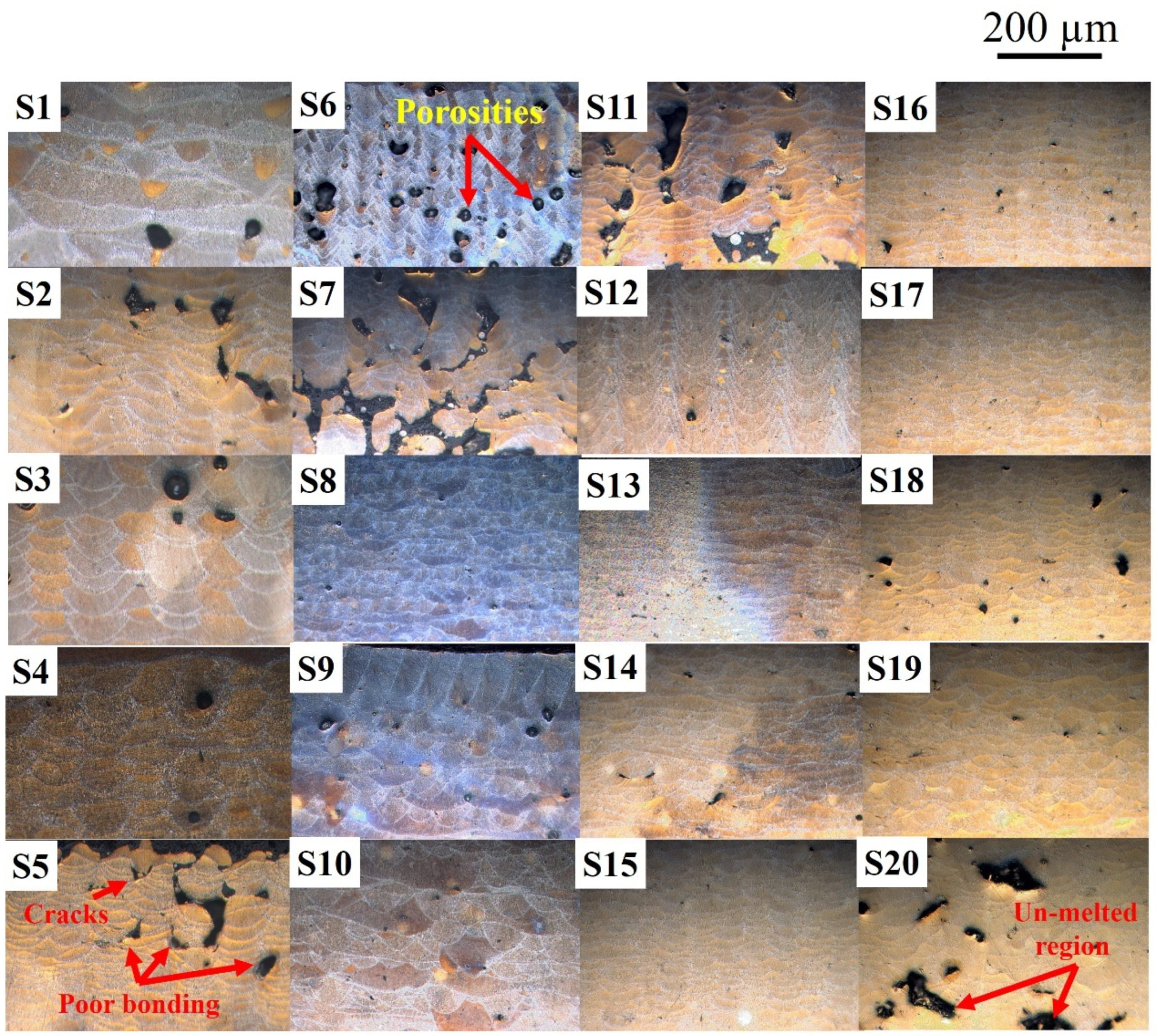
- For multi-layers printing, 20 AlSi10Mg samples were printed using the LPBF technique. Through optical images and visual inspections, it was identified that the samples presented defects, including cracks, poor binding, keyhole induced porosity and unmelted region. Additionally, low energy input, the presence of the secondary phases (oxides), and the hydrogen porosity typical for LPBF of Al-alloys are responsible for the defects mentioned above. Such defects were identified in all the samples except sample S15 having operating conditions: laser power = 140 W, (b) laser spot diameter = 180 µm, (c) laser scanning speed = 0.6 m/s, powder layer thickness = 0.5 µm and hatch distance = 112 µm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kok, Y.; Tan, X.P.; Wang, P.; Nai, M.L.S.; Loh, N.H.; Liu, E.; Tor, S.B. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater. Des. 2018, 139, 565–586. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Tiwari, S.K.; Pande, S.; Agrawal, S.; Bobade, S.M. Selection of selective laser sintering materials for different applications. Rapid Prototyp. J. 2015, 21, 630–648. [Google Scholar] [CrossRef]
- Liu, F.H. Synthesis of bioceramic scaffolds for bone tissue engineering by rapid prototyping technique. J. Sol-Gel Sci. Technol. 2012, 64, 704–710. [Google Scholar] [CrossRef]
- Mahmood, M.A. 3D printing in drug delivery and biomedical applications: A state-of-the-art review. Compounds 2021, 1, 94–115. [Google Scholar] [CrossRef]
- Ur Rehman, A.; Sglavo, V.M. 3D printing of geopolymer-based concrete for building applications. Rapid Prototyp. J. 2020, 26, 1783–1788. [Google Scholar] [CrossRef]
- Ur Rehman, A.; Sglavo, V.M. 3D printing of Portland cement-containing bodies. Rapid Prototyp. J. 2021. ahead of print. [Google Scholar] [CrossRef]
- Ur Rehman, A.; Liu, T.; Liao, W. 4D Printing; Printing Ceramics from Metals with Selective Oxidation. WIPO Patent no. WO2019052128A1, 2019. [Google Scholar]
- Rehman, A.U.; Liu, T. Additive Manufacturing of Ceramic Materials and Combinations with New Laser Strategies. Master’s Thesis, Nanjing University of Science and Technology, Nanjing, China, 2017. [Google Scholar]
- Zhang, J.; Song, B.; Wei, Q.; Bourell, D.; Shi, Y. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends. J. Mater. Sci. Technol. 2019, 35, 270–284. [Google Scholar] [CrossRef]
- Ansari, P.; Salamci, M.U. On the selective laser melting based additive manufacturing of AlSi10Mg: The process parameter investigation through multiphysics simulation and experimental validation. J. Alloys Compd. 2022, 890, 161873. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Mukherjee, T.; Wei, H.L.; De, A.; DebRoy, T. Heat and fluid flow in additive manufacturing—Part I: Modeling of powder bed fusion. Comput. Mater. Sci. 2018, 150, 304–313. [Google Scholar] [CrossRef] [Green Version]
- Ur Rehman, A.; Pitir, F. Full-field mapping and flow quantification of melt pool dynamics in laser powder bed fusion of SS316L. Materials 2021, 14, 6264. [Google Scholar] [CrossRef]
- Mahmood, M.A.; Popescu, A.C. 3D printing at micro-level: Laser induced forward transfer and two-photon polymerization. Polymers 2021, 13, 2034. [Google Scholar] [CrossRef]
- Ullah, A.; Wu, H.A.; Ur Rehman, A.; Zhu, Y.B.; Liu, T.; Zhang, K. Influence of laser parameters and Ti content on the surface morphology of L-PBF fabricated Titania. Rapid Prototyp. J. 2020, 27, 71–80. [Google Scholar] [CrossRef]
- Shi, X.; Ma, S.; Liu, C.; Wu, Q. Parameter optimization for Ti-47Al-2Cr-2Nb in selective laser melting based on geometric characteristics of single scan tracks. Opt. Laser Technol. 2017, 90, 71–79. [Google Scholar] [CrossRef]
- Liu, S.; Zhu, H.; Peng, G.; Yin, J.; Zeng, X. Microstructure prediction of selective laser melting AlSi10Mg using finite element analysis. Mater. Des. 2018, 142, 319–328. [Google Scholar] [CrossRef]
- Liu, B.; Li, B.Q.; Li, Z.; Bai, P.; Wang, Y.; Kuai, Z. Numerical investigation on heat transfer of multi-laser processing during selective laser melting of AlSi10Mg. Results Phys. 2019, 12, 454–459. [Google Scholar] [CrossRef]
- Han, Q.; Setchi, R.; Lacan, F.; Gu, D.; Evans, S.L. Selective laser melting of advanced Al-Al2O3 nanocomposites: Simulation, microstructure and mechanical properties. Mater. Sci. Eng. A 2017, 698, 162–173. [Google Scholar] [CrossRef]
- Liu, S.; Zhu, J.; Zhu, H.; Yin, J.; Chen, C.; Zeng, X. Effect of the track length and track number on the evolution of the molten pool characteristics of SLMed Al alloy: Numerical and experimental study. Opt. Laser Technol. 2020, 123, 105924. [Google Scholar] [CrossRef]
- Li, Y.; Gu, D. Parametric analysis of thermal behavior during selective laser melting additive manufacturing of aluminum alloy powder. Mater. Des. 2014, 63, 856–867. [Google Scholar] [CrossRef]
- Du, Y.; You, X.; Qiao, F.; Guo, L.; Liu, Z. A model for predicting the temperature field during selective laser melting. Results Phys. 2019, 12, 52–60. [Google Scholar] [CrossRef]
- Ur Rehman, A.; Mahmood, M.A.; Pitir, F.; Salamci, M.U.; Popescu, A.C.; Mihailescu, I.N. Mesoscopic computational fluid dynamics modelling for the laser-melting deposition of AISI 304 stainless steel single tracks with experimental correlation: A novel study. Metals 2021, 11, 1569. [Google Scholar] [CrossRef]
- Ur Rehman, A.; Mahmood, M.A.; Pitir, F.; Salamci, M.U.; Popescu, A.C.; Mihailescu, I.N. Keyhole formation by laser drilling in laser powder bed fusion of Ti6Al4V biomedical alloy: Mesoscopic computational fluid dynamics simulation versus mathematical modelling using empirical validation. Nanomaterials 2021, 11, 3284. [Google Scholar] [CrossRef]
- Oane, M.; Mahmood, M.A.; Popescu, A.C. A state-of-the-art review on integral transform technique in laser–material interaction: Fourier and non-Fourier heat equations. Materials 2021, 14, 4733. [Google Scholar] [CrossRef] [PubMed]
- Matthews, M.J.; Guss, G.; Khairallah, S.A.; Rubenchik, A.M.; Depond, P.J.; King, W.E. Denudation of metal powder layers in laser powder bed fusion processes. Acta Mater. 2016, 114, 33–42. [Google Scholar] [CrossRef] [Green Version]
- Ly, S.; Rubenchik, A.M.; Khairallah, S.A.; Guss, G.; Matthews, M.J. Metal vapor micro-jet controls material redistribution in laser powder bed fusion additive manufacturing. Sci. Rep. 2017, 7, 4085. [Google Scholar] [CrossRef] [PubMed]
- Zhao, C.; Guo, Q.; Li, X.; Parab, N.; Fezzaa, K.; Tan, W.; Chen, L.; Sun, T. Bulk-explosion-induced metal spattering during laser processing. Phys. Rev. X 2019, 9, 021052. [Google Scholar] [CrossRef] [Green Version]
- Mohsin Raza, M.; Lo, Y.L. Experimental investigation into microstructure, mechanical properties, and cracking mechanism of IN713LC processed by laser powder bed fusion. Mater. Sci. Eng. A 2021, 819, 141527. [Google Scholar] [CrossRef]
- Wang, H.Y.; Lo, Y.L.; Tran, H.C.; Raza, M.M.; Le, T.N. Systematic approach for reducing micro-crack formation in Inconel 713LC components fabricated by laser powder bed fusion. Rapid Prototyp. J. 2021, 27, 1548–1561. [Google Scholar] [CrossRef]
- Reza, A.; Dezfoli, A.; Lo, Y.-L.; Mohsin Raza, M. 3D multi-track and multi-layer epitaxy grain growth simulations of selective laser melting. Materials 2021, 14, 7346. [Google Scholar] [CrossRef]
- Dezfoli, A.R.A.; Lo, Y.L.; Raza, M.M. Prediction of epitaxial grain growth in single-track laser melting of IN718 using integrated finite element and cellular automaton approach. Materials 2021, 14, 5202. [Google Scholar] [CrossRef]
- Dezfoli, A.R.A.; Lo, Y.L.; Mohsin Raza, M. Microstructure and elements concentration of Inconel 713LC during laser powder bed fusion through a modified cellular automaton model. Crystals 2021, 11, 1065. [Google Scholar] [CrossRef]
- Mukherjee, T.; Wei, H.L.; De, A.; DebRoy, T. Heat and fluid flow in additive manufacturing—Part II: Powder bed fusion of stainless steel, and titanium, nickel and aluminum base alloys. Comput. Mater. Sci. 2018, 150, 369–380. [Google Scholar] [CrossRef]
- Pei, W.; Zhengying, W.; Zhen, C.; Junfeng, L.; Shuzhe, Z.; Jun, D. Numerical simulation and parametric analysis of selective laser melting process of AlSi10Mg powder. Appl. Phys. A Mater. Sci. Process. 2017, 123, 540. [Google Scholar] [CrossRef]
- Courtois, M.; Carin, M.; Le Masson, P.; Gaied, S.; Balabane, M. A new approach to compute multi-reflections of laser beam in a keyhole for heat transfer and fluid flow modelling in laser welding. J. Phys. D Appl. Phys. 2013, 46, 215301. [Google Scholar] [CrossRef]
- Ansari, P.; Rehman, A.U.; Pitir, F.; Veziroglu, S.; Mishra, Y.K.; Aktas, O.C.; Salamci, M.U. Selective laser melting of 316l austenitic stainless steel: Detailed process understanding using multiphysics simulation and experimentation. Metals 2021, 11, 1076. [Google Scholar] [CrossRef]
- Mahmood, M.A.; Popescu, A.C.; Oane, M.; Ristoscu, C.; Chioibasu, D.; Mihai, S.; Mihailescu, I.N. Three-jet powder flow and laser–powder interaction in laser melting deposition: Modelling versus experimental correlations. Metals 2020, 10, 1113. [Google Scholar] [CrossRef]
- Diniz Neto, O.O.; Vilar, R. Physical–computational model to describe the interaction between a laser beam and a powder jet in laser surface processing. J. Laser Appl. 2002, 14, 46–51. [Google Scholar] [CrossRef]
- Lepski, D.; Brückner, F. Laser cladding. In The Theory of Laser Materials Processing; Springer: Dordrecht, The Netherlands, 2017; pp. 235–279. [Google Scholar]
- Available online: https://en.wikipedia.org/wiki/Enthalpy_of_fusion (accessed on 1 December 2020).
- Available online: https://en.wikipedia.org/wiki/Specific_heat_capacity (accessed on 1 December 2020).
- Mahmood, M.A.; Popescu, A.C.; Oane, M.; Channa, A.; Mihai, S.; Ristoscu, C.; Mihailescu, I.N. Bridging the analytical and artificial neural network models for keyhole formation with experimental verification in laser melting deposition: A novel approach. Results Phys. 2021, 26, 104440. [Google Scholar] [CrossRef]
- RP Photonics Encyclopedia—Optical Intensity, Physics, Radiometry, Energy Flux, Light Intensity, Amplitude, Electric Field, Poynting Vector. Available online: https://www.rp-photonics.com/optical_intensity.html (accessed on 29 April 2020).
- Iacobescu, G. A theoretical model for welding process with gaussian heat source—Part 1. Univ. Politeh. Buchar. Sci. Bull. Ser. D 2006, 68, 45–50. [Google Scholar]
- Erf—From Wolfram MathWorld. Available online: https://mathworld.wolfram.com/Erf.html (accessed on 20 November 2020).
- Mahmood, M.A.; Popescu, A.C.; Hapenciuc, C.L.; Ristoscu, C.; Visan, A.I.; Oane, M.; Mihailescu, I.N. Estimation of clad geometry and corresponding residual stress distribution in laser melting deposition: Analytical modeling and experimental correlations. Int. J. Adv. Manuf. Technol. 2020, 111, 77–91. [Google Scholar] [CrossRef]
- Cleary, P.W.; Sawley, M.L. DEM modelling of industrial granular flows: 3D case studies and the effect of particle shape on hopper discharge. Appl. Math. Model. 2002, 26, 89–111. [Google Scholar] [CrossRef]
- Parteli, E.J.R.; Pöschel, T. Particle-based simulation of powder application in additive manufacturing. Powder Technol. 2016, 288, 96–102. [Google Scholar] [CrossRef]
- Cao, L. Numerical simulation of the impact of laying powder on selective laser melting single-pass formation. Int. J. Heat Mass Transf. 2019, 141, 1036–1048. [Google Scholar] [CrossRef]
- Tian, Y.; Yang, L.; Zhao, D.; Huang, Y.; Pan, J. Numerical analysis of powder bed generation and single track forming for selective laser melting of SS316L stainless steel. J. Manuf. Process. 2020, 58, 964–974. [Google Scholar] [CrossRef]
- Lee, Y.S.; Zhang, W. Modeling of heat transfer, fluid flow and solidification microstructure of nickel-base superalloy fabricated by laser powder bed fusion. Addit. Manuf. 2016, 12, 178–188. [Google Scholar] [CrossRef] [Green Version]
- Tang, M.; Pistorius, P.C.; Beuth, J.L. Prediction of lack-of-fusion porosity for powder bed fusion. Addit. Manuf. 2017, 14, 39–48. [Google Scholar] [CrossRef]
- Promoppatum, P.; Yao, S.C.; Pistorius, P.C.; Rollett, A.D. A Comprehensive comparison of the analytical and numerical prediction of the thermal history and solidification microstructure of Inconel 718 products made by laser powder-bed fusion. Engineering 2017, 3, 685–694. [Google Scholar] [CrossRef]
- Rosenthal, D. Mathematical theory of heat distribution during welding and cutting. Weld. J. 1941, 20, 220–234. [Google Scholar]
- Chen, Q.; Zhao, Y.; Strayer, S.; Zhao, Y.; Aoyagi, K.; Koizumi, Y.; Chiba, A.; Xiong, W.; To, A.C. Elucidating the effect of preheating temperature on melt pool morphology variation in Inconel 718 laser powder bed fusion via simulation and experiment. Addit. Manuf. 2020, 37, 101642. [Google Scholar] [CrossRef]
- Pezzato, L.; Dabalà, M.; Gross, S.; Brunelli, K. Effect of microstructure and porosity of AlSi10Mg alloy produced by selective laser melting on the corrosion properties of plasma electrolytic oxidation coatings. Surf. Coat. Technol. 2020, 404, 126477. [Google Scholar] [CrossRef]
- Al-Si10-Mg|Advanced Powders. Available online: https://www.advancedpowders.com/powders/aluminum/al-si10-mg (accessed on 4 October 2021).
- Pauzon, C.; Hryha, E.; Forêt, P.; Nyborg, L. Effect of argon and nitrogen atmospheres on the properties of stainless steel 316 L parts produced by laser-powder bed fusion. Mater. Des. 2019, 179, 107873. [Google Scholar] [CrossRef]
- AlMgSi Alloys: Total Materia Article. Available online: https://www.totalmateria.com/page.aspx?ID=CheckArticle&site=ktn&NM=348 (accessed on 30 September 2021).
- Paul, A.; Debroy, T. Free surface flow and heat transfer in conduction mode laser welding. Metall. Trans. B 1988, 19, 851–858. [Google Scholar] [CrossRef]
- Aucott, L.; Dong, H.; Mirihanage, W.; Atwood, R.; Kidess, A.; Gao, S.; Wen, S.; Marsden, J.; Feng, S.; Tong, M.; et al. Revealing internal flow behaviour in arc welding and additive manufacturing of metals. Nat. Commun. 2018, 9, 5414. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Abderrazak, K.; Bannour, S.; Mhiri, H.; Lepalec, G.; Autric, M. Numerical and experimental study of molten pool formation during continuous laser welding of AZ91 magnesium alloy. Comput. Mater. Sci. 2009, 44, 858–866. [Google Scholar] [CrossRef]
- Fabbro, R.; Dal, M.; Peyre, P.; Coste, F.; Schneider, M.; Gunenthiram, V. Analysis and possible estimation of keyhole depths evolution, using laser operating parameters and material properties. J. Laser Appl. 2018, 30, 032410. [Google Scholar] [CrossRef]
- Chen, H.; Yan, W. Spattering and denudation in laser powder bed fusion process: Multiphase flow modelling. Acta Mater. 2020, 196, 154–167. [Google Scholar] [CrossRef]
- Guo, Q.; Zhao, C.; Qu, M.; Xiong, L.; Hojjatzadeh, S.M.H.; Escano, L.I.; Parab, N.D.; Fezzaa, K.; Sun, T.; Chen, L. In-situ full-field mapping of melt flow dynamics in laser metal additive manufacturing. Addit. Manuf. 2020, 31, 100939. [Google Scholar] [CrossRef]
- Messler, J.R.W. Principles of Welding: Processes, Physics, Chemistry, and Metallurgy; John Wiley & Sons: New York, NY, USA, 2008; ISBN 3527617493/9783527617494. [Google Scholar]
- Cunningham, R.; Zhao, C.; Parab, N.; Kantzos, C.; Pauza, J.; Fezzaa, K.; Sun, T.; Rollett, A.D. Keyhole threshold and morphology in laser melting revealed by ultrahigh-speed X-ray imaging. Science 2019, 363, 849–852. [Google Scholar] [CrossRef] [PubMed]
- Sabin, M.; Chioibasu, D.; Mahmood, M.A.; Duta, L.; Leparoux, M.; Popescu, A.C. Real-time defects analyses using high speed imaging during aluminum magnesium alloy laser welding. Metals 2021, 11, 1877. [Google Scholar] [CrossRef]
- Zhang, B.; Li, Y.; Bai, Q. Defect formation mechanisms in selective laser melting: A review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar] [CrossRef] [Green Version]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit. Manuf. 2014, 1, 77–86. [Google Scholar] [CrossRef]
- Bayat, M.; Thanki, A.; Mohanty, S.; Witvrouw, A.; Yang, S.; Thorborg, J.; Tiedje, N.S.; Hattel, J.H. Keyhole-induced porosities in Laser-based Powder Bed Fusion (L-PBF) of Ti6Al4V: High-fidelity modelling and experimental validation. Addit. Manuf. 2019, 30, 100835. [Google Scholar] [CrossRef]
- Fiegl, T.; Franke, M.; Raza, A.; Hryha, E.; Körner, C. Effect of AlSi10Mg0.4 long-term reused powder in PBF-LB/M on the mechanical properties. Mater. Des. 2021, 212, 110176. [Google Scholar] [CrossRef]
- Raza, A.; Fiegl, T.; Hanif, I.; MarkstrÖm, A.; Franke, M.; Körner, C.; Hryha, E. Degradation of AlSi10Mg powder during laser based powder bed fusion processing. Mater. Des. 2021, 198, 109358. [Google Scholar] [CrossRef]
- Sabzi, H.E.; Maeng, S.; Liang, X.; Simonelli, M.; Aboulkhair, N.T.; Rivera-Díaz-del-Castillo, P.E.J. Controlling crack formation and porosity in laser powder bed fusion: Alloy design and process optimisation. Addit. Manuf. 2020, 34, 101360. [Google Scholar] [CrossRef]
- Arif, M.; Popescu, A.C.; Oane, M.; Chioibasu, D.; Popescu-pelin, G.; Ristoscu, C.; Mihailescu, I.N. Grain refinement and mechanical properties for AISI304 stainless steel single-tracks by laser melting deposition: Mathematical modelling versus experimental results. Results Phys. 2021, 22, 103880. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample No. | Laser Power (W) | Layer Thickness (µm) | Laser Scanning Speed (m/s) |
|---|---|---|---|
| 01 | 220 | 30 | 0.50 |
| 02 | 300 | 0.50 | |
| 03 | 200 | 0.50 | |
| 04 | 200 | 0.40 |
| Element | Al | C | Cu | Fe | Mg | Mn | Ni | O | Pb | Si | Sn | Ti | Z |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Mass (%) | Rest | <0.005 | <0.03 | 0.13 | 0.38 | <0.03 | <0.03 | 0.114 | <0.03 | 10.3 | <0.03 | <0.03 | <0.03 |
| Size | Percentage (%) |
|---|---|
| <100 µm | 98.50 |
| <80 µm | 95.40 |
| <63 µm | 93.56 |
| <45 µm | 92.80 |
| <32 µm | 67.46 |
| <20 µm | 22.84 |
| Sample No. | Laser Scanning Speed (m/s) | Laser Spot Diameter (µm) | Laser Power (W) | Hatch Distance (µm) |
|---|---|---|---|---|
| S1 | 0.6 | 140 | 350 | 112 |
| S2 | 0.6 | 140 | 110 | |
| S3 | 0.6 | 140 | 230 | |
| S4 | 0.8 | 140 | 200 | |
| S5 | 0.8 | 140 | 80 | |
| S6 | 0.8 | 140 | 400 | |
| S7 | 1.1 | 140 | 140 | |
| S8 | 1.1 | 140 | 230 | |
| S9 | 1.1 | 140 | 280 | |
| S10 | 1.4 | 140 | 260 | |
| S11 | 1.4 | 140 | 170 | |
| S12 | 1.4 | 140 | 300 | |
| S13 | 0.6 | 50 | 140 | |
| S14 | 0.6 | 80 | 140 | |
| S15 | 0.6 | 180 | 140 | |
| S16 | 0.8 | 60 | 140 | |
| S17 | 0.8 | 140 | 140 | |
| S18 | 1.1 | 60 | 140 | |
| S19 | 1.1 | 120 | 140 | |
| S20 | 1.4 | 55 | 140 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ur Rehman, A.; Mahmood, M.A.; Ansari, P.; Pitir, F.; Salamci, M.U.; Popescu, A.C.; Mihailescu, I.N. Spatter Formation and Splashing Induced Defects in Laser-Based Powder Bed Fusion of AlSi10Mg Alloy: A Novel Hydrodynamics Modelling with Empirical Testing. Metals 2021, 11, 2023. https://doi.org/10.3390/met11122023
Ur Rehman A, Mahmood MA, Ansari P, Pitir F, Salamci MU, Popescu AC, Mihailescu IN. Spatter Formation and Splashing Induced Defects in Laser-Based Powder Bed Fusion of AlSi10Mg Alloy: A Novel Hydrodynamics Modelling with Empirical Testing. Metals. 2021; 11(12):2023. https://doi.org/10.3390/met11122023
Chicago/Turabian StyleUr Rehman, Asif, Muhammad Arif Mahmood, Peyman Ansari, Fatih Pitir, Metin Uymaz Salamci, Andrei C. Popescu, and Ion N. Mihailescu. 2021. "Spatter Formation and Splashing Induced Defects in Laser-Based Powder Bed Fusion of AlSi10Mg Alloy: A Novel Hydrodynamics Modelling with Empirical Testing" Metals 11, no. 12: 2023. https://doi.org/10.3390/met11122023
APA StyleUr Rehman, A., Mahmood, M. A., Ansari, P., Pitir, F., Salamci, M. U., Popescu, A. C., & Mihailescu, I. N. (2021). Spatter Formation and Splashing Induced Defects in Laser-Based Powder Bed Fusion of AlSi10Mg Alloy: A Novel Hydrodynamics Modelling with Empirical Testing. Metals, 11(12), 2023. https://doi.org/10.3390/met11122023