
Effects of Residual Stresses on the Fatigue Lifetimes of Self-Piercing Riveted Joints of AZ31 Mg Alloy and Al5052 Al Alloy Sheets


Abstract
:1. Introduction
2. Experimental and FEA Procedures
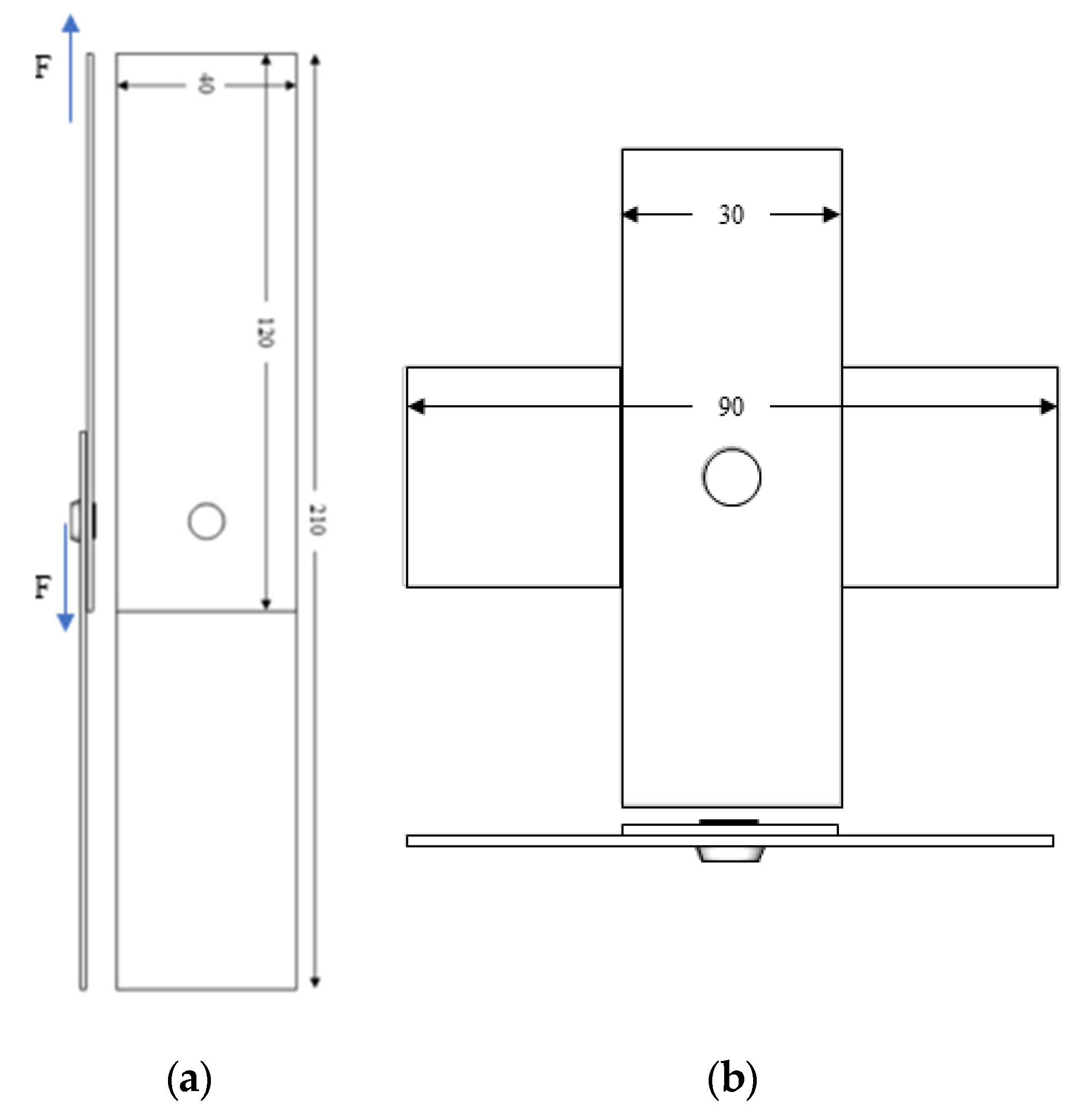
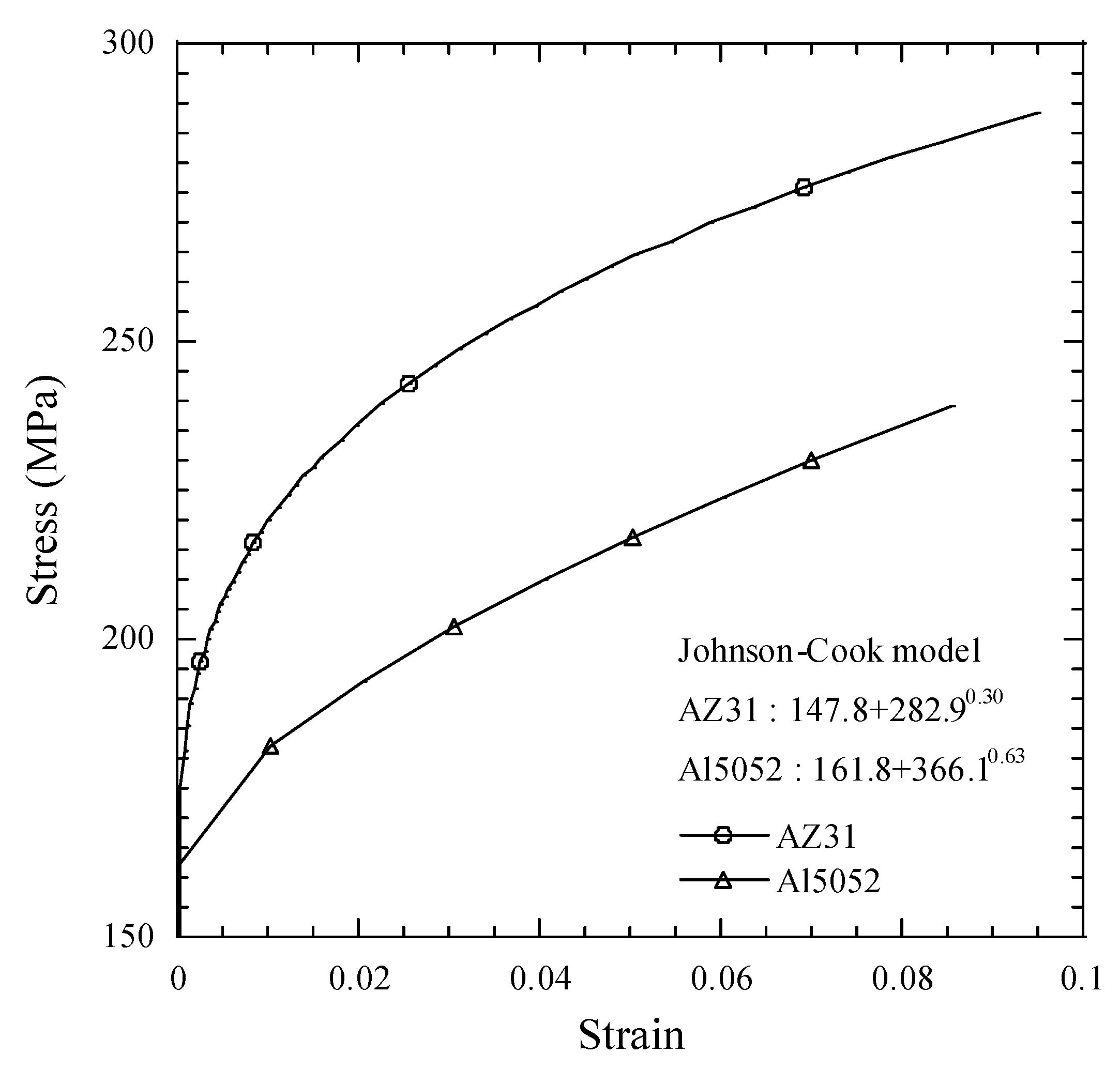
2.1. Materials and Specimens
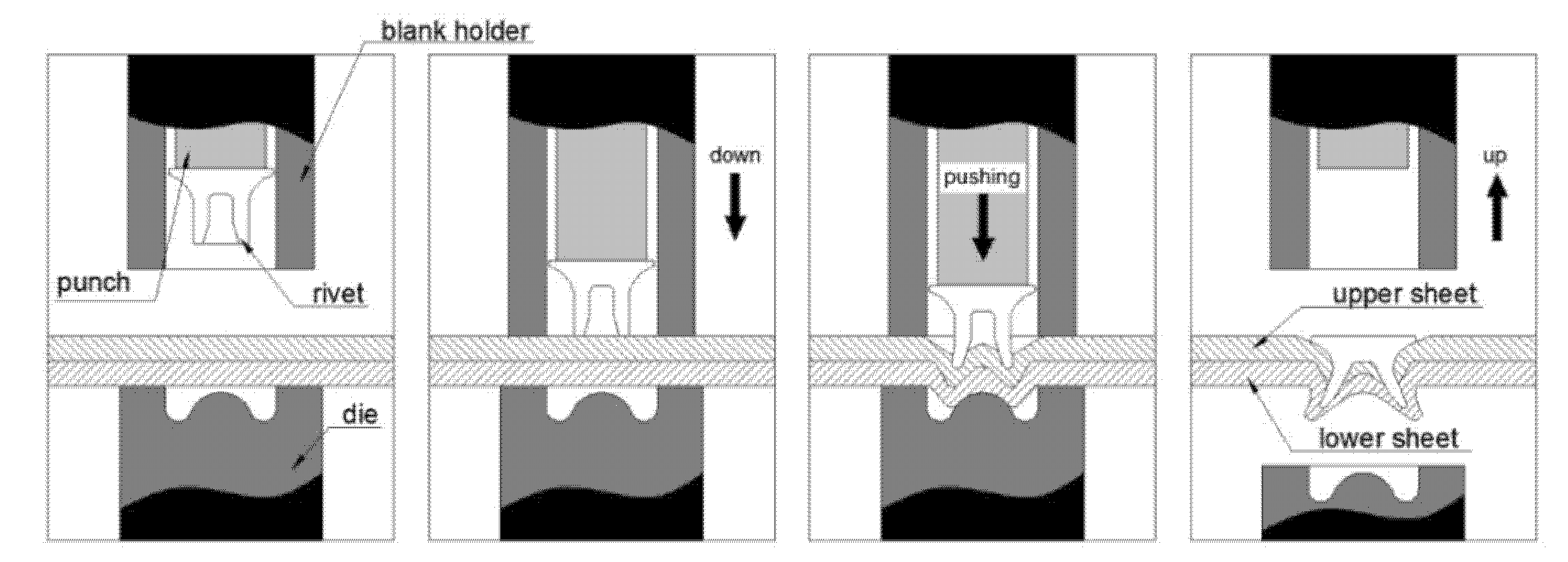
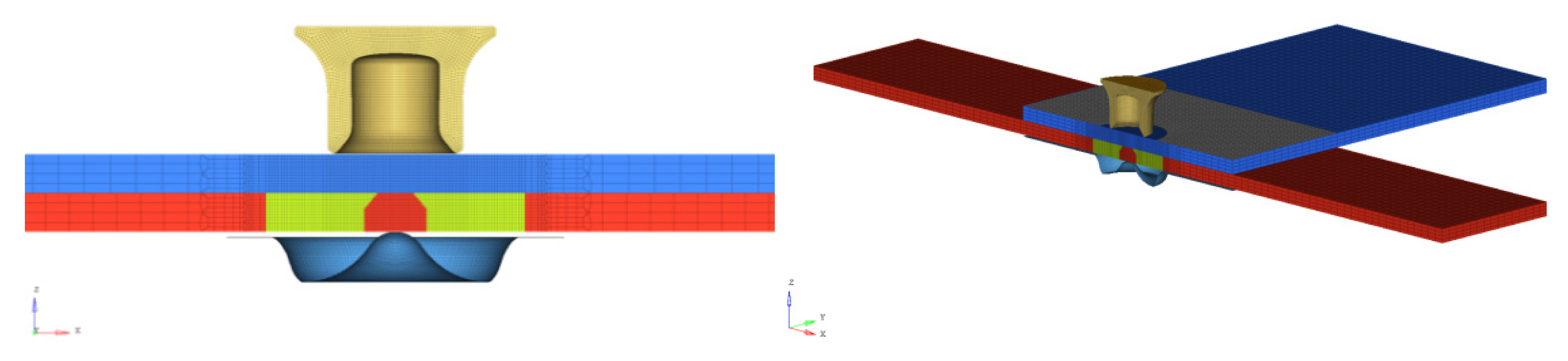
2.2. SPR Joining Analysis
2.3. Structural Analysis of an SPR Joint
2.4. X-ray Diffraction Measurements
3. Results
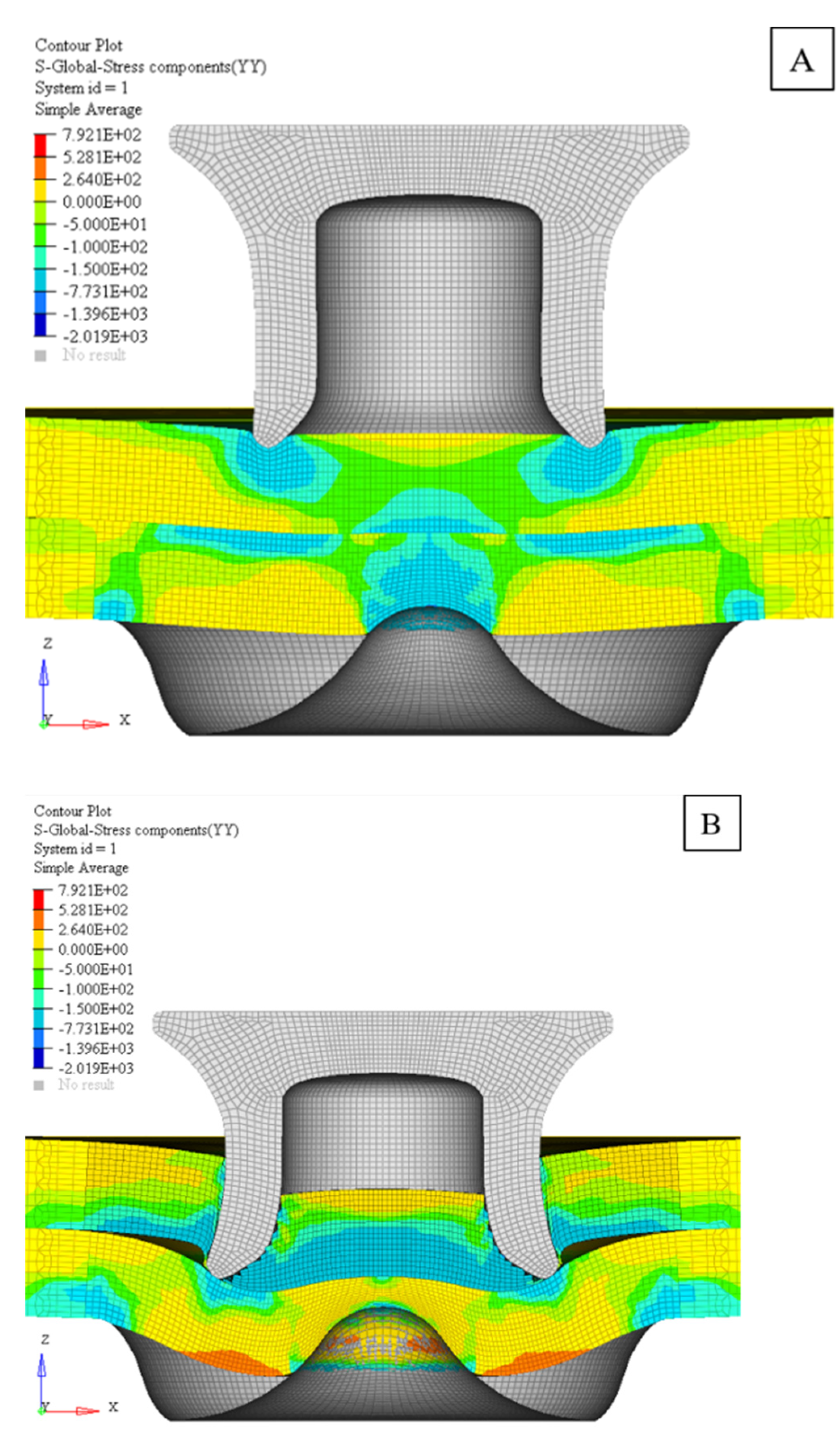
3.1. Residual Stress Distribution of an SPR Joint through the FEA Joining Analysis
3.2. Experimentally Measured Residual Stresses of an SPR Joint
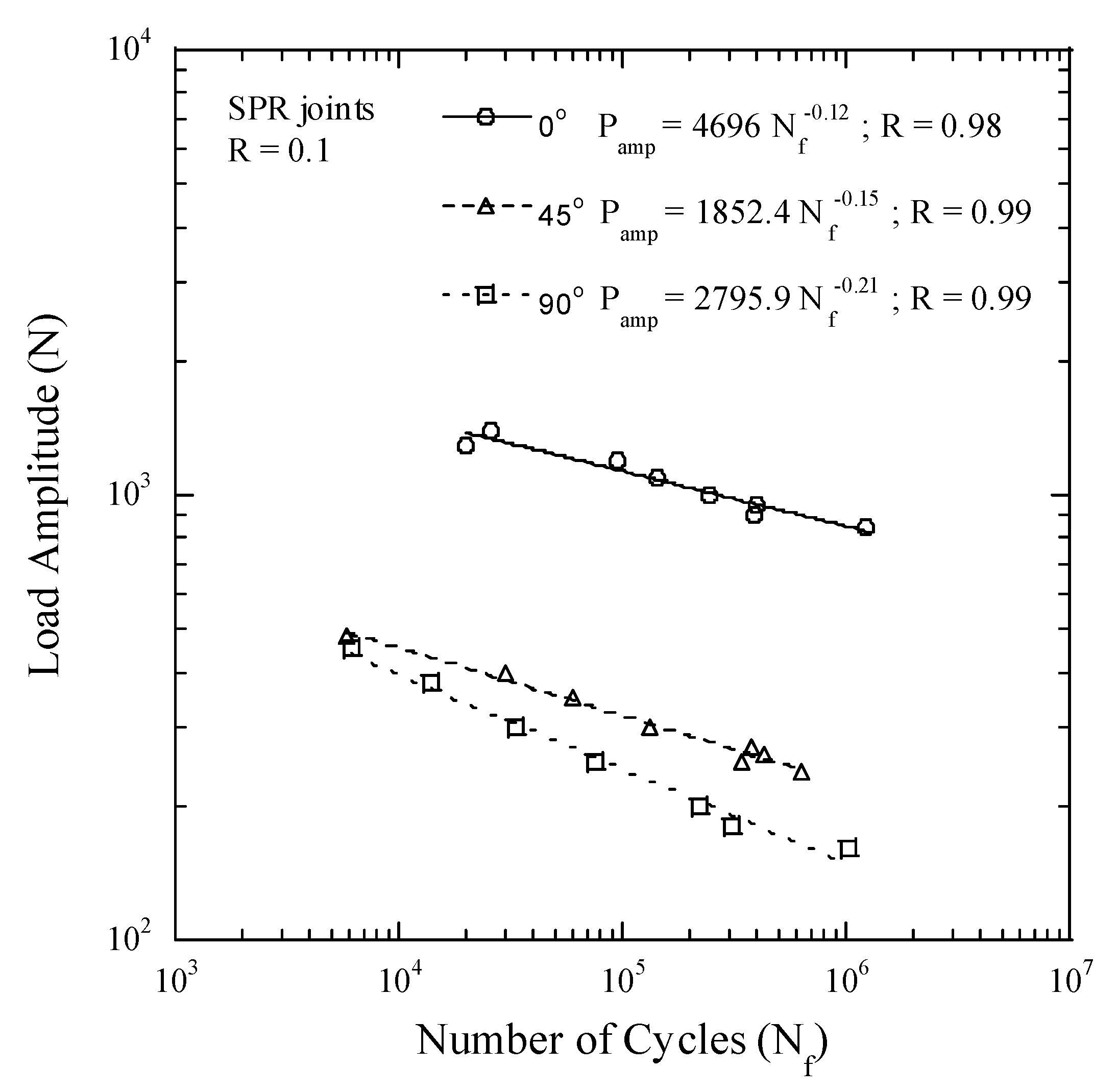
3.3. Evaluation of Fatigue Strength of an SPR Joint
3.4. Fatigue Life Estimation
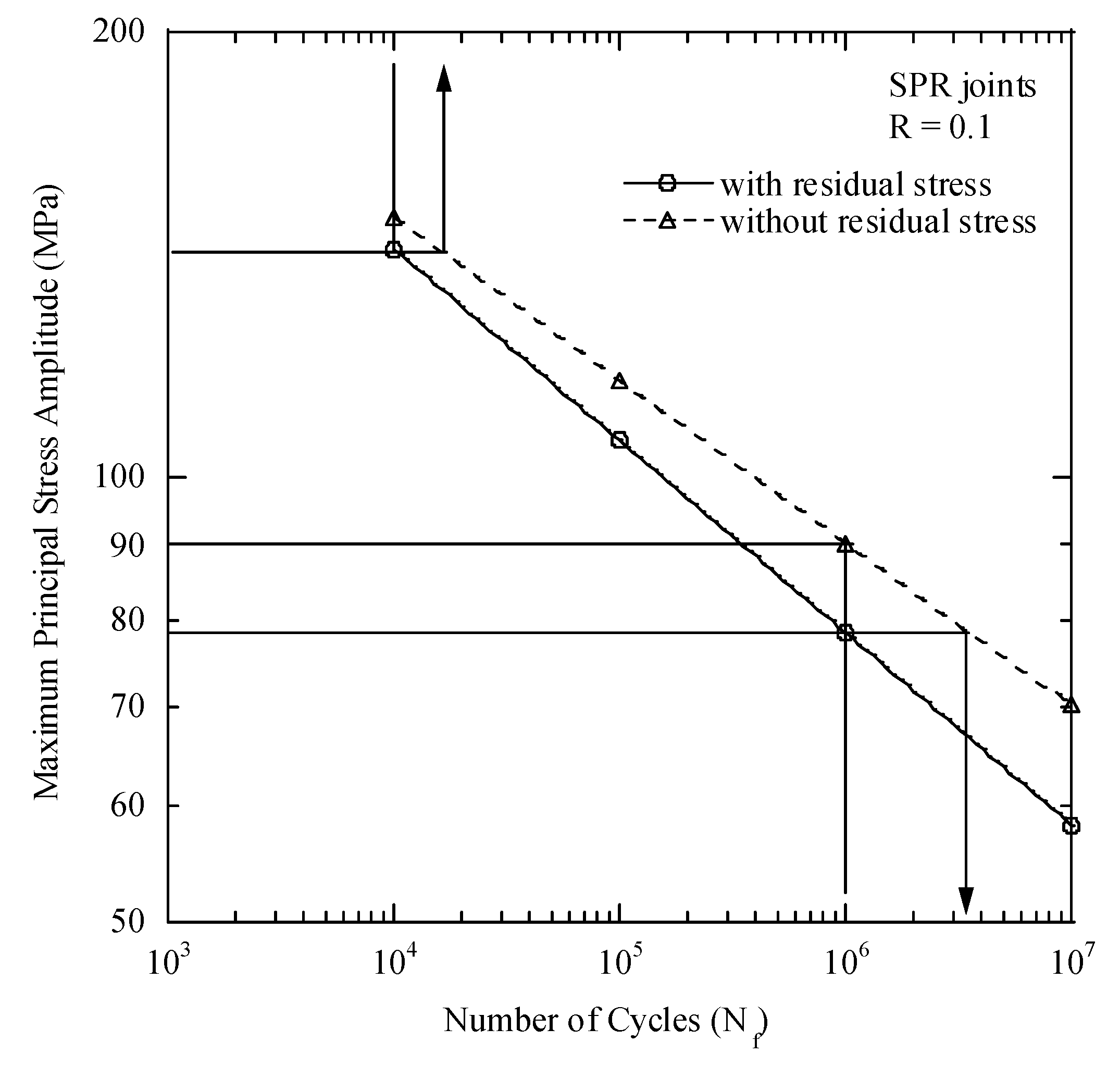
3.5. Effect of Residual Stresses on the Fatigue Lifetimes of SPR Joints
4. Discussion
5. Conclusions
- Residual stress was measured using an X-ray-diffraction analyzer for two measurement points of SPR joints of the magnesium alloy and aluminum alloy plates. The value of the hoop stress (σθ) after the joining analysis by the FEA at an identical measured point showed a maximum error of 17.2% in the experimental results.
- The maximum principal stress amplitudes at 106 cycles lifetime with and without residual stress were 78.4 MPa and 90.2 MPa, respectively, suggesting that the compressive residual stresses of the joint reduce the stress amplitude by 13% at 106 cycles lifetime. At a fatigue lifetime of 106 cycles, fatigue lifetime is expected to increase by approximately 3.4 million cycles due to the reduced stress amplitude.
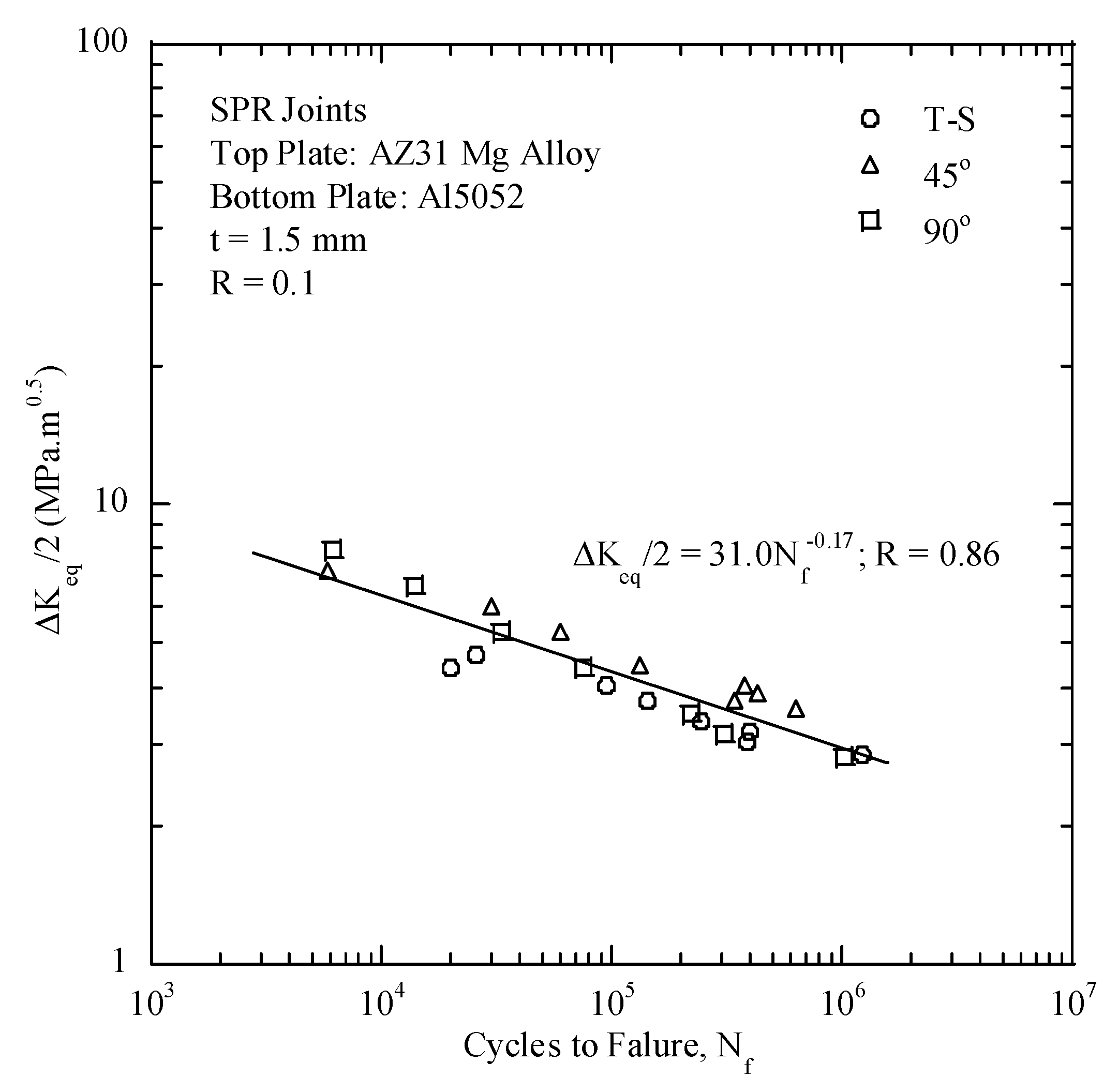
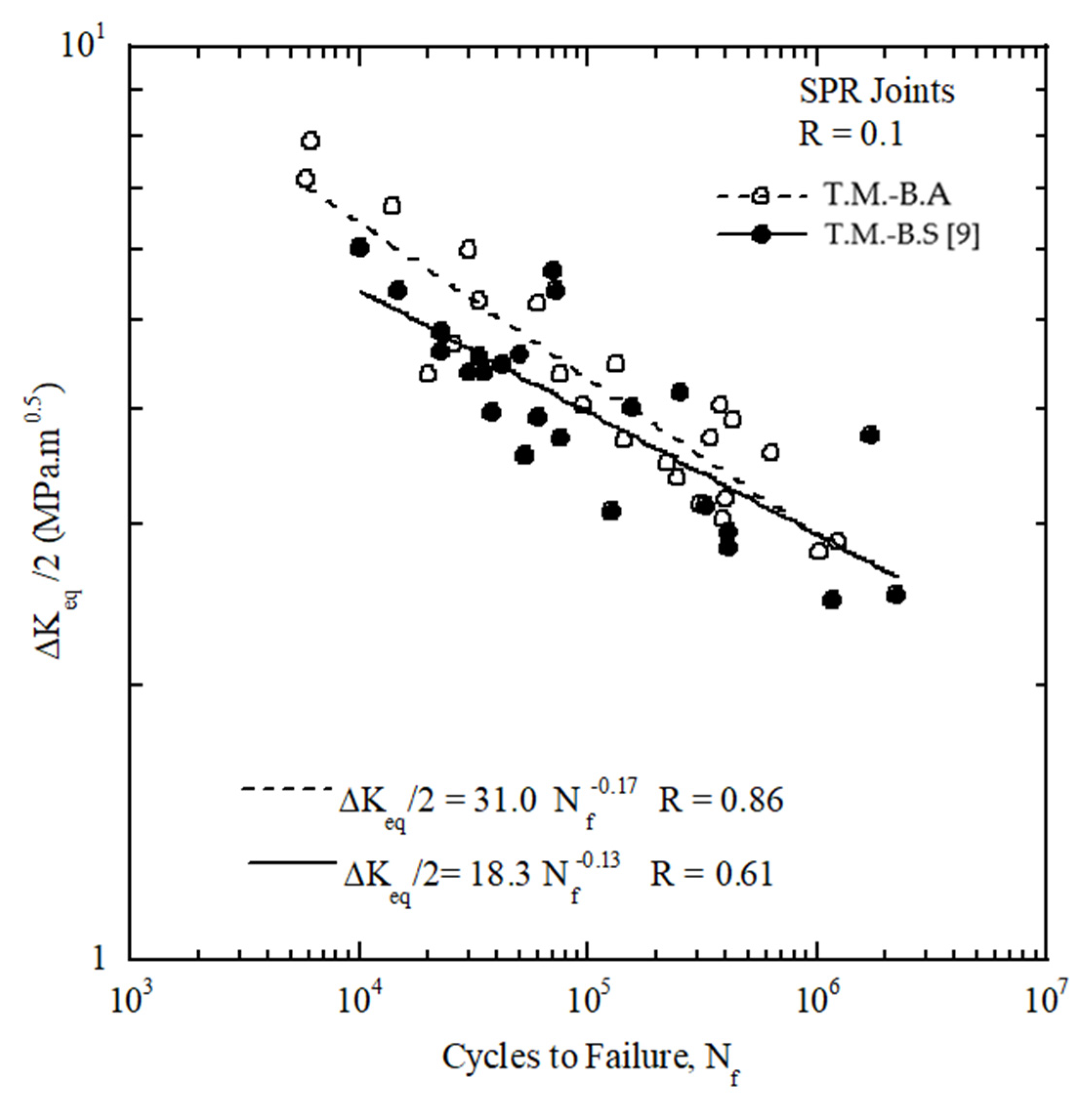
- The fatigue lifetimes of the SPR joints are evaluated by applying the von-Mises stress, maximum principal stress, and equivalent stress intensity factors at loading angles of 0°, 45°, and 90°. The equivalent stress intensity factor is found to be most appropriate.
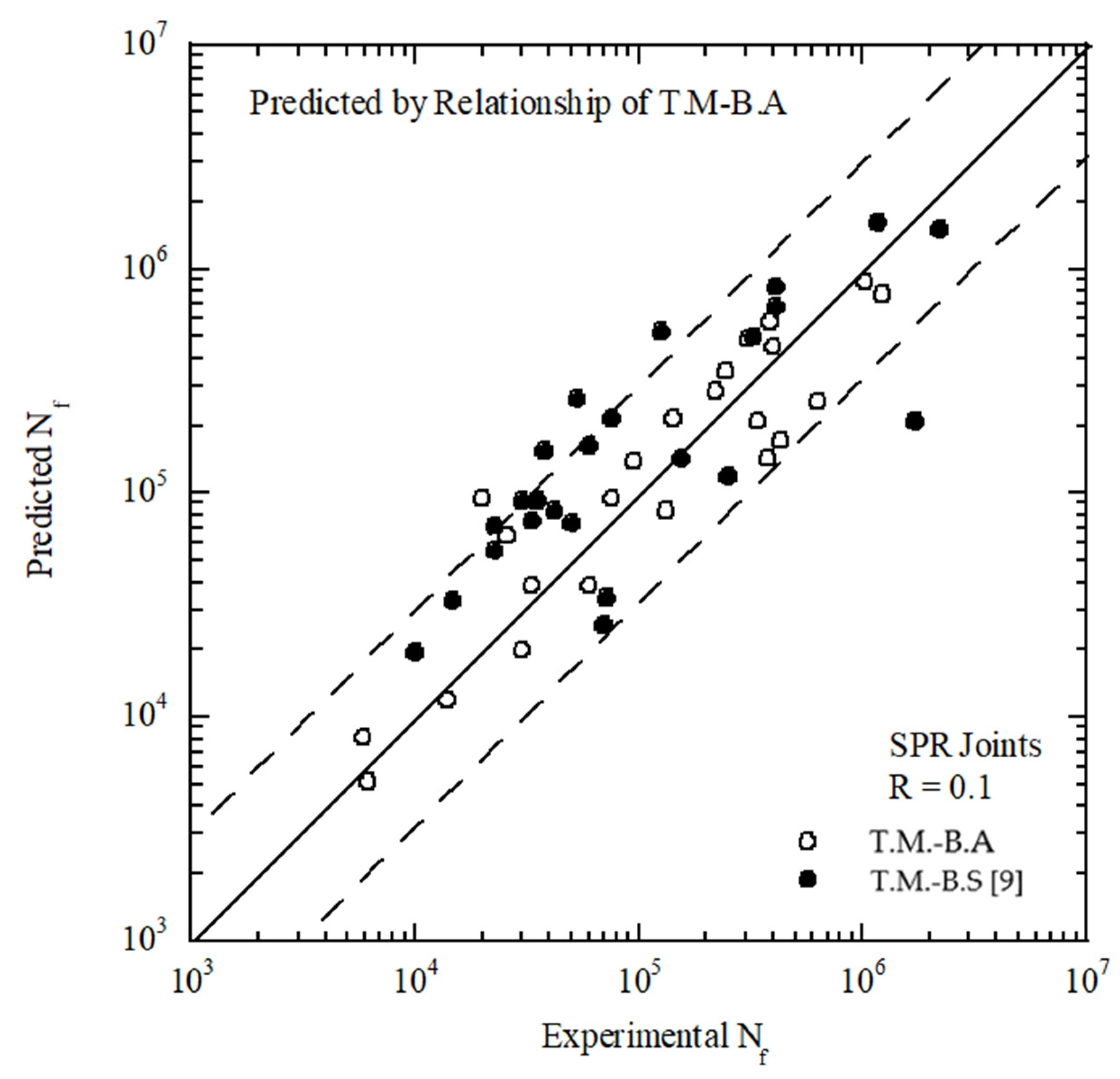
- Using the relationship of the fatigue lifetime and the equivalent stress intensity factor under various loading conditions of the T.M-B.S and T.M-B.A SPR joint specimens, it was confirmed that the fatigue lifetime of these two types of specimens could be appropriately predicted within a factor of three. This fact suggests that the fatigue resistance of magnesium AZ31 on the top plate leads to extended fatigue lifetimes of these two types of specimens.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Friedrich, H.E. Challenges of materials technology for low consumption vehicle concepts. Adv. Eng. Mater. 2003, 5, 105–112. [Google Scholar] [CrossRef]
- Cecchel, S. Materials and Technologies for Lightweighting of Structural Parts for Automotive Applications: A Review. J. Mater. Manuf. 2020, 14, 81–97. [Google Scholar] [CrossRef]
- He, X.; Pearson, I.; Young, K. Self-pierce riveting for sheet materials: State of the art. J. Mater. Proc. Technol. 2008, 199, 27–36. [Google Scholar] [CrossRef]
- Dezhi, L. Influence of local surface texture by tool impression on the self-piercing riveting process and static lap shear strength. J. Manf. Proc. 2017, 29, 298–309. [Google Scholar]
- Kawamura, H.; Cheng, M. Fatigue life prediction method for self-piercing rivets considering crack propagation. SAE Tech. Pap. 2019. [Google Scholar] [CrossRef]
- Rao, H.M.; Kang, J.; Huff, G.; Avery, K. Impact of specimen configuration on fatigue properties of self-piercing riveted aluminum to carbon fiber reinforced polymer composite. Int. J. Fatigue 2018, 113, 11–22. [Google Scholar] [CrossRef]
- Su, Z.M.; Lin, P.C.; Lai, W.J.; Pan, J. Fatigue analyses of self-piercing rivets and clinch joints in lap-shear specimens of aluminum sheets. Int. J. Fatigue 2015, 72, 53–65. [Google Scholar] [CrossRef]
- Zhao, L.; He, X.; Xing, B.; Zhang, X.; Cheng, Q.; Gu, F.; Ball, A. Fretting behavior of self-piercing riveted joints in titanium sheet materials. J. Mater. Proc. Technol. 2017, 249, 246–254. [Google Scholar] [CrossRef]
- Kang, S.H.; Han, D.W.; Kim, H.K. Fatigue strength evaluation of self-piercing riveted joints of AZ31 Mg alloy and cold-rolled steel sheets. J. Mag. Alloys 2020, 8, 241–251. [Google Scholar] [CrossRef]
- Huang, L.; Bonnen, J.; Lasecki, J.; Guo, H.; Su, X. Fatigue and fretting of mixed metal self-piercing riveted joint. Int. J. Fatigue 2016, 83, 230–239. [Google Scholar] [CrossRef]
- Haque, R. Residual stress in self-piercing riveting (SPR) joints—A review. Mat. Perform. Charact. 2018, 7, 956–968. [Google Scholar] [CrossRef]
- Franco, G.; Fratini, L.; Pasta, A.; Ruisi, A. On the self-piercing riveting of aluminium blanks and carbon fibre composite panels. Int. J. Mater. Form. 2010, 3, 1035–1038. [Google Scholar] [CrossRef]
- Haque, R.; Beynon, J.; Durandet, Y.; Kirstein, O.; Blacket, S. Feasibility of measuring residual stress profile in different self-pierce riveted joints. Sci. Technol. Weld. Join. 2012, 17, 60–68. [Google Scholar] [CrossRef]
- Haque, R.; Wong, Y.; Paradowska, A.; Durandet, Y. Residual stress profiles in riveted joints of steel sheets. Sci. Technol. Weld. Join. 2015, 20, 199–207. [Google Scholar] [CrossRef]
- Haque, R.; Olofinjana, A.; Durandet, Y. Residual stress distribution in self-piercing rivet joint of high cycle strength steel. Procedia Manuf. 2019, 30, 567–574. [Google Scholar] [CrossRef]
- Hunag, L.; Lasecki, J.V.; Guo, H.; Su, X. Finite element modeling of dissimilar metal self-piercing riveting process. SAE Int. J. Manf. 2014, 7, 698–705. [Google Scholar] [CrossRef]
- Huang, L.; Moraes, J.; Sediako, D.; Jordon, J.; Guo, H.; Su, X. Finite-element and residual stress analysis of self-pierce riveting in dissimilar metal sheets. J. Manf. Sci. Eng. 2017, 139, 021007. [Google Scholar] [CrossRef]
- Moraes, J.; Jordon, J.; Su, X.; Brewer, L.; Fay, B.; Bunn, J.; Sochalski-Kolbus, L.; Barkey, M. Residual stresses and plastic deformation in self-pierce riveting of dissimilar aluminum-to-magnesium alloys. SAE Int. J. Mater. Manf. 2018, 11, 139–150. [Google Scholar] [CrossRef]
- Madox, S.J. Information of tensile residual stress on the fatigue behavior of welded joints in steel. In Residual Stress Effects in Fatigue; ASTM STP 776: West Conshohocken, PA, USA, 1982; pp. 63–96. [Google Scholar]
- Lee, Y.B.; Chung, C.S.; Park, Y.K.; Kim, H.K. Effects of redistributing residual stress on the fatigue behavior of SS330 weldment. Int. J. Fatigue 1998, 20, 565–573. [Google Scholar] [CrossRef]
- Jin, Z.; Mallick, P. Enhancement of fatigue life of self-piercing riveted joints by coining. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, New Orleans, LA, USA, 17–22 November 2002; ASME: New York, NY, USA, 2002; pp. 417–429. [Google Scholar]
- Lee, Y.L.; Wehner, T.J.; Lu, M.W.; Morrissett, T.W.; Pakalnis, E. Ultimate strength of resistance spot welds subjected to combined tension and shear. J. Test. Eval. 1998, 26, 213–219. [Google Scholar]
- Choi, D.H.; Han, D.W.; Kim, H.K. Fatigue life estimation of self-piercing riveted aluminum joints under mixed-mode loading. Int. J. Fatigue 2017, 97, 20–28. [Google Scholar] [CrossRef]
- He, A.; Xie, G.; Zhang, H.; Wang, X. A comparative study on Johnson–Cook, modified Johnson-Cook and Arrhenius-type constitutive models to predict the high temperature flow stress in 20CrMo alloy steel. Mater. Des. 2013, 52, 677–685. [Google Scholar] [CrossRef]
- Cao, Y.; Di, H.; Misra, R.; Zhang, J. Hot deformation behavior of alloy 800H at intermediate temperatures: Constitutive models and microstructure analysis. J. Mater. Eng. Perform. 2014, 23, 4298–4308. [Google Scholar] [CrossRef]
- Kang, S.H.; Kim, H.K. Fatigue strength evaluation of self-piercing riveted Al-5052 joints under different specimen configurations. Int. J. Fatigue 2015, 80, 58–68. [Google Scholar] [CrossRef]
- Banerjee, A.; Dhar, S.; Acharyya, S.; Datta, D.; Nayak, N. Determination of Johnson cook material and failure model constants and numerical modelling of Charpy impact test of armour steel. Mater. Sci. Eng. A 2015, 640, 200–209. [Google Scholar] [CrossRef]
- Zeng, R.; Ma, F.; Huang, L.; Li, J. Investigation on spinnabillty of profiled power spinning of aluminum alloy. Int. J. Adv. Manf. Technol. 2015, 80, 535–548. [Google Scholar] [CrossRef]
- Abbassi, F.; Srinivasan, M.; Loganathan, C.; Narayanasamy, R.; Gupta, M. Experimental and numerical analyses of magnesium alloy hot workability. J. Magnes. Alloys 2016, 4, 295–301. [Google Scholar] [CrossRef] [Green Version]
- Sarioglu, C.; Demirler, U.; Kazmanli, M.K.; Urgen, M. Measurement of residual stresses by X-ray diffraction techniques in MoN and Mo2N coatings deposited by arc PVD on high-speed steel substrate. Surf. Coat. Technol. 2005, 190, 238–243. [Google Scholar] [CrossRef]
- Krause, A.R.; Chernenkoff, R.A. A comparative study of the fatigue behavior of spot welded and mechanically fastened aluminum joints. SAE Tech. Pap. 1995, 950710. [Google Scholar] [CrossRef]
- Smith, R.N.; Watson, P.; Topper, T.H. A stress strain function for the fatigue of metal. J. Mater. 1970, 5, 767–778. [Google Scholar]
- Zhang, S. Fracture mechanics solutions to spot welds. Int. J. Fract. 2001, 112, 247–274. [Google Scholar] [CrossRef]
- Masubuchi, K. Analysis of Welded Structure; Pergamon Press: Oxford, UK, 1980. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | σu (MPa) | σy (MPa) | Elong. (%) |
|---|---|---|---|
| AZ31 | 277.1 | 147.8 | 10 |
| Al5052 | 234.4 | 161.8 | 9 |
| A (MPa) | B (MPa) | n | |
|---|---|---|---|
| AZ31 | 147.8 | 282.9 | 0.3 |
| Al5052 | 161.8 | 366.1 | 0.63 |
| J-C Parameters | d1 | d2 | d3 | d4 |
|---|---|---|---|---|
| AZ31 | 0.35 | 0.6 | 0.45 | 0.21 |
| Al5052 | 0.31 | 0.04 | 1.72 | 0.01 |
| Loading Angle | Pamp (N) | Nf (Cycles) | Loading Angle | Pamp (N) | Nf (Cycles) |
|---|---|---|---|---|---|
| 0° | 1400 | 25,858 | 45° | 270 | 375,720 |
| 0° | 1300 | 19,844 | 45° | 260 | 435,110 |
| 0° | 1200 | 95,389 | 45° | 250 | 343,070 |
| 0° | 1100 | 143,354 | 45° | 240 | 625,150 |
| 0° | 1000 | 244,825 | 90° | 450 | 6148 |
| 0° | 950 | 398,884 | 90° | 380 | 13,875 |
| 0° | 900 | 385,692 | 90° | 300 | 33,481 |
| 0° | 850 | 1,226,220 | 90° | 250 | 74,910 |
| 45° | 480 | 5916 | 90° | 200 | 224,111 |
| 45° | 400 | 29,905 | 90° | 180 | 305,793 |
| 45° | 350 | 59,430 | 90° | 160 | 1,030,904 |
| 45° | 300 | 133,120 | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, Y.-I.; Kim, H.-K. Effects of Residual Stresses on the Fatigue Lifetimes of Self-Piercing Riveted Joints of AZ31 Mg Alloy and Al5052 Al Alloy Sheets. Metals 2021, 11, 2037. https://doi.org/10.3390/met11122037
Lee Y-I, Kim H-K. Effects of Residual Stresses on the Fatigue Lifetimes of Self-Piercing Riveted Joints of AZ31 Mg Alloy and Al5052 Al Alloy Sheets. Metals. 2021; 11(12):2037. https://doi.org/10.3390/met11122037
Chicago/Turabian StyleLee, Young-In, and Ho-Kyung Kim. 2021. "Effects of Residual Stresses on the Fatigue Lifetimes of Self-Piercing Riveted Joints of AZ31 Mg Alloy and Al5052 Al Alloy Sheets" Metals 11, no. 12: 2037. https://doi.org/10.3390/met11122037
APA StyleLee, Y. -I., & Kim, H. -K. (2021). Effects of Residual Stresses on the Fatigue Lifetimes of Self-Piercing Riveted Joints of AZ31 Mg Alloy and Al5052 Al Alloy Sheets. Metals, 11(12), 2037. https://doi.org/10.3390/met11122037