
Central Composite Experiment Design (CCD)-Response Surface Method (RSM) to Optimize the Sintering Process of Ti-6Al-4V Alloy

Abstract
:1. Introduction
2. Experimental Strategy
2.1. Sample Preparation
2.2. Experiment Design
2.3. Experimental Tests
3. Results and Discussion
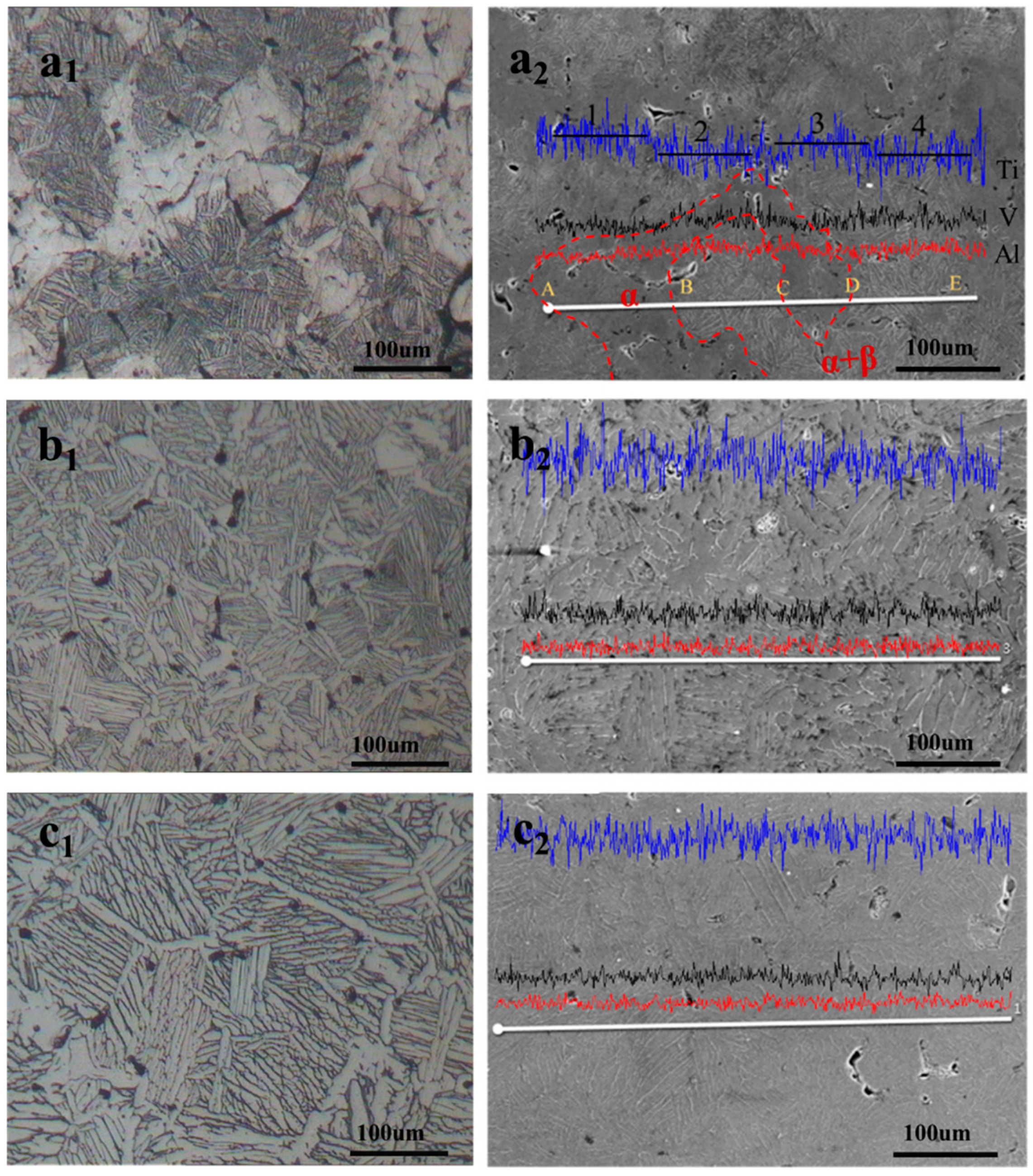
3.1. Microstructure Characterization
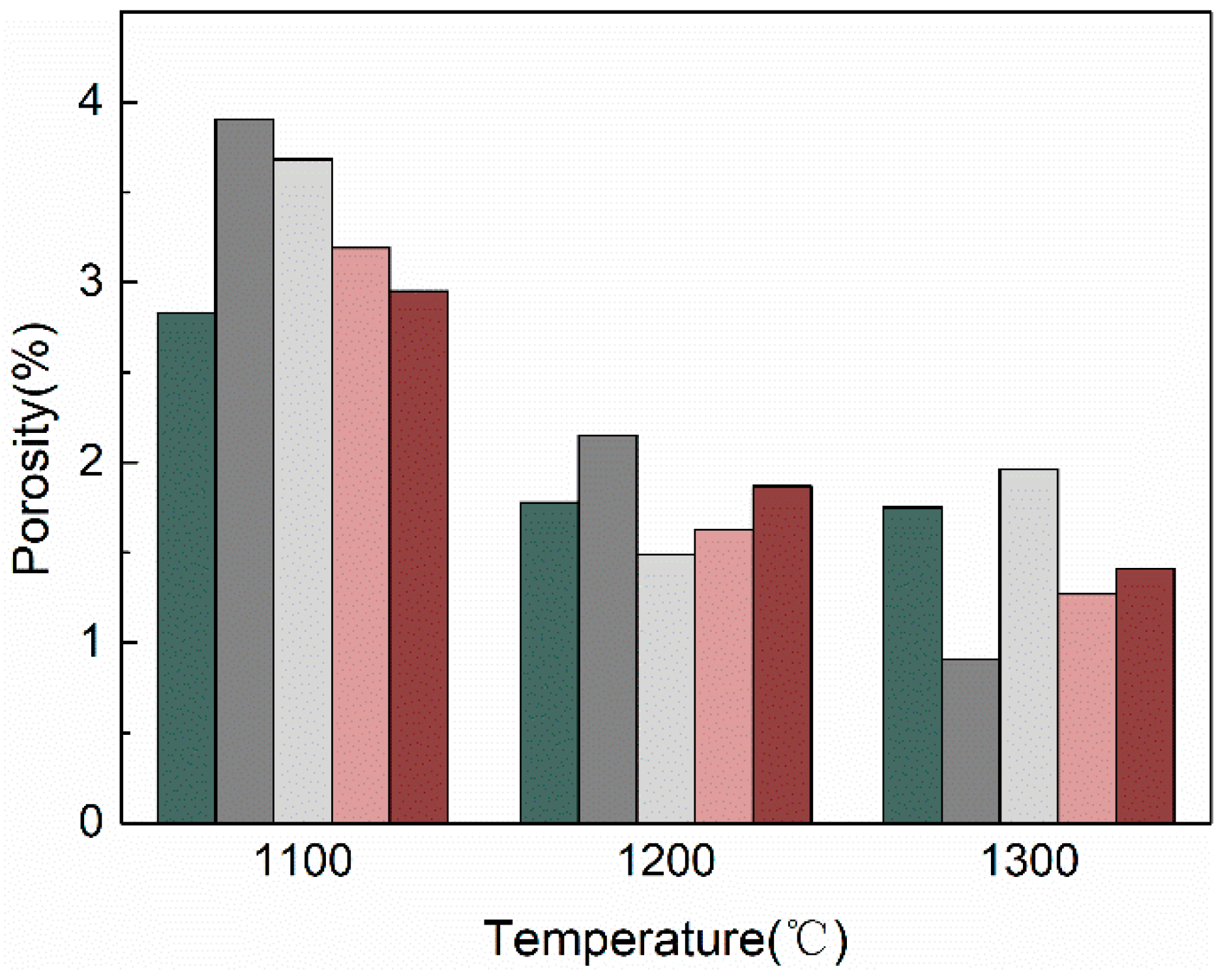
3.2. Pore Analysis
3.3. Properties Analysis
3.4. Model Analysis
3.4.1. ANOVA (Analyze of Variance)
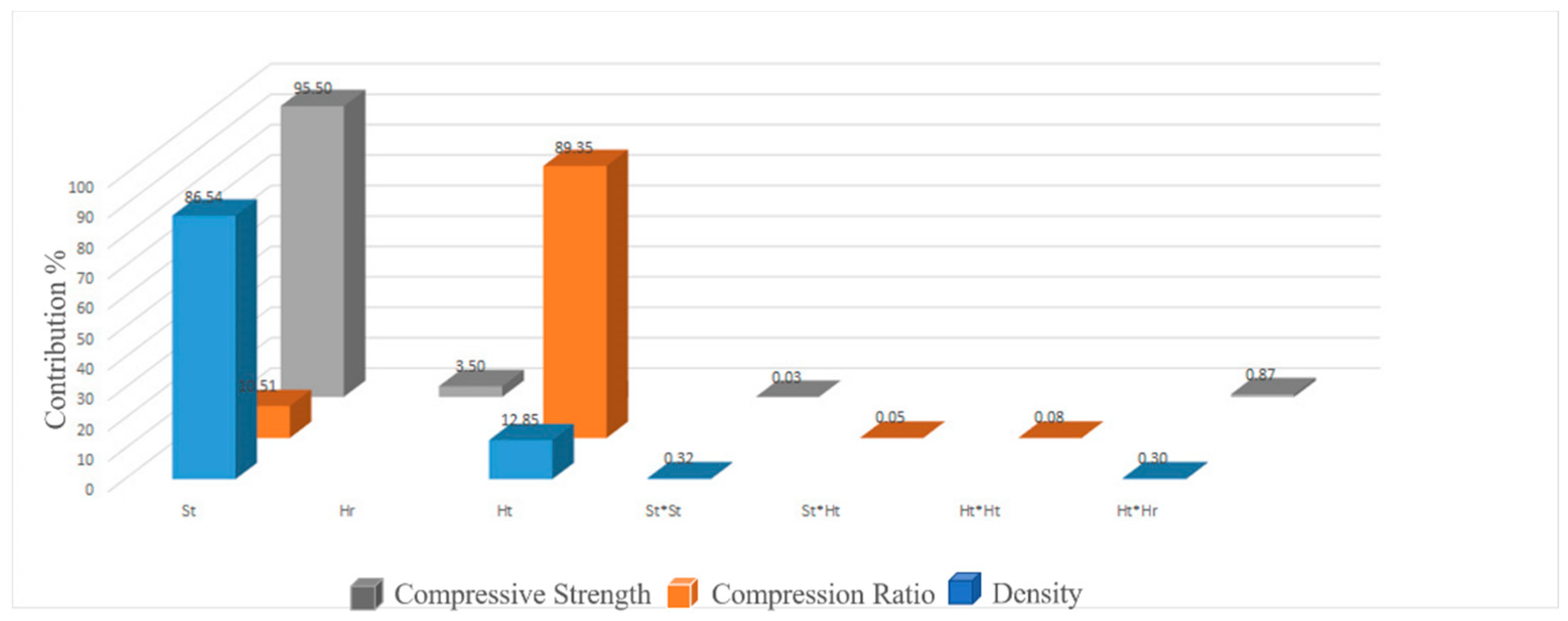
3.4.2. Variables Analysis
3.5. Optimization of Response Results
4. Conclusions
- (1)
- Sintering temperature was noted to be the most significant of compressive strength and sintering density, which contributed to 95.5% and 86.54%, respectively.
- (2)
- Holding time has the most significant effect on the compression ratio of PM Ti6Al4V alloy, which contributed to 89.35%.
- (3)
- Sintering temperature has the greatest influence on element diffusion. When the sintering temperature was 1100 °C, there was a phenomenon of uneven diffusion of the alloy elements in the sample, yet alloying elements were basically uniformly diffused when the sintering temperature rises to 1200 °C.
- (4)
- Through the analysis of response surface, the optimum sintering parameters can be considered to be St of 1300 °C, Ht of 148 min, and Hr of 5 °C/min.
- (5)
- Since the R-sq values of Equations (1)–(3) reaches 99.51%, 83.16% and 98.9%, respectively, and the residuals were normally distributed. It could be determined that the correlation of input response and output response, and the assumptions of the model were correct and the data was reliable.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kumar, P.; Ravi Chandran, K.S. Strength-Ductility Property Maps of Powder Metallurgy (PM) Ti-6Al-4V Alloy: A Critical Review of Processing-Structure-Property Relationships. Metall. Mater. Trans. A 2017, 48, 2301–2319. [Google Scholar] [CrossRef]
- Chen, W.; Yamamoto, Y.; Peter, W.H.; Clark, M.B.; Nunn, S.D.; Kiggans, J.O. The Investigation of Die-pressing and Sintering Behavior of ITP CP-Ti and Ti-6Al-4V powders. J. Alloys Compd. 2012, 541, 440–447. [Google Scholar] [CrossRef]
- Yang, H.E.; Wang, Y.; Liu, H. The Development and Application of Overview of Titanium Alloy. Equip. Manu. Technol. 2014, 10, 160–161. [Google Scholar]
- Xu, X.Y.; Liu, G.R.; Nash, P. Sintering Mechanisms of Blended Ti6Al4V Powder from Diffusion path Analysis. J. Mater. Sci. 2014, 49, 994–1008. [Google Scholar] [CrossRef]
- Li, H.Y.; Li, X.K.; Rong, Y.M.; Liu, X.L. Machinability Comparison of Laser Solid Forming (LSF) and Forging TC4 Alloys. Mater. Sci. Forum 2014, 800–801, 26–31. [Google Scholar] [CrossRef]
- Nan, H.; Xie, C.M. The Application & Development of Cast Titanium Alloys and Their Castings Abroad. China Foundry Mach. Technol. 2003, 2, 239–245. [Google Scholar]
- Williams, J.C. Alternate Materials Choices-Some Challenges to the Increased Use of Ti Alloys. Mater. Sci. Eng. A 1999, 263, 107–111. [Google Scholar] [CrossRef]
- Yuan, G.S.; Yan, L.P.; Han, Y.Y. Application Progress of Titanium Alloy. Hot Working Technol. 2017, 46, 13–16. [Google Scholar]
- Shi, K.; Shan, D.B.; Xu, W.C.; Lu, Y. Near Net Shape Forming Process of a Titanium Alloy Impeller. J. Mater. Process. Technol. 2007, 187–188, 582–585. [Google Scholar] [CrossRef]
- Ma, G.Y.; Li, C. Performance and Application Characteristic of Titanium and Titanium alloy Equipment. Chem. Equip. Technol. 2006, 27, 55–58. [Google Scholar]
- Xu, W.; Brandt, M.; Sun, S.; Elambasseril, J.; Liu, Q.; Latham, K.; Xia, K.; Qian, M. Additive Manufacturing of Strong and Ductile Ti-6Al-4V by Selective Laser Melting via In-situ Martensite Decomposition. Acta Mater. 2015, 85, 74–84. [Google Scholar] [CrossRef]
- Vilaro, T.; Colin, C.; Bartout, J.D. As-Fabricated and Heat-Treated Microstructures of the Ti-6Al-4V Alloy Processed by Selective Laser Melting. Metall. Mater. Trans. A 2011, 42, 3190–3199. [Google Scholar] [CrossRef]
- Pramanik, A. Problems and Solutions in Machining of Titanium Alloys. Int. J. Adv. Manuf. Technol. 2014, 70, 919–928. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J. Heat Treatment of Ti6AI4V Produced by Selective Laser Melting: Microstructure and Mechanical Properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef] [Green Version]
- Barriobero-Vila, P.; Artzt, K.; Schel, N.; Siggel, M.; Gussone, J. Mapping the geometry of Ti-6Al-4V: From martensite decomposition to localized spheroidization during selective laser melting. Scr. Mater. 2020, 182, 48–52. [Google Scholar] [CrossRef]
- Liu, J.; Tan, M.J.; Aue, Y.; Guo, M.L.; Castagne, S.; Chua, B.W. Superplastic-like Forming of Ti-6Al-4V Alloy. Int. J. Adv. Manuf. Technol. 2013, 783–786, 607–612. [Google Scholar] [CrossRef]
- Cominotti, R.; Gentili, E. Near Net Shape Technology: An Innovative Opportunity for the Automotive industry. Robot CIM-INT Manuf. 2008, 24, 722–727. [Google Scholar] [CrossRef]
- Moxson, V.S.; Baburaj, E.G.; Oleg, S. Production and Applications of Low-Cost Titanium Powder Products. Int. J. Powder Metall. 1998, 34, 127–134. [Google Scholar]
- Cao, F.; Chandran, K.S.R.; Kumar, P.; Sun, P.; Zak Fang, Z.G. New Powder Metallurgical Approach to Achieve High Fatigue Strength in Ti-6Al-4V Alloy. Metall. Mater. Trans. A 2016, 47, 2335–2345. [Google Scholar] [CrossRef]
- Wang, L.; Lang, Z.B.; Pei, S.H. Properties and Forming Process of Pre-alloyed Powder Metallurgy Ti6Al4V alloy. T. Nonferr. Metal Soc. 2007, 17, 639–643. [Google Scholar]
- Xu, X.Y.; Nash, P. Sintering Mechanisms of Armstrong Pre-alloyed Ti-6Al-4V powders. Mater. Sci. Eng. A 2014, 607, 409–416. [Google Scholar] [CrossRef]
- Ivasishin, O.M.; Anokhin, V.M.; Demidik, A.N.; Savvakin, D.G. Cost-Effective Blended Elemental Powder Metallurgy of Titanium Alloys for Transportation Application. Key Eng. Mater. 2000, 188, 55–62. [Google Scholar] [CrossRef]
- Tian, Y.Q.; Liang, H.; Ping, R.X. Study on Modification and Mechanism of Titanium Alloy by Die Forming and Sintering Utilizing Hydrogenated Powder. J. Aero. Mater. 2011, 31, 1–7. [Google Scholar]
- Wang, C.M.; Zhang, Y.N.; Xiao, S.F.; Chen, Y.G. Sintering Densification of Titanium Hydride Powders. Mater. Manu. Process 2017, 32, 517–522. [Google Scholar] [CrossRef]
- Sun, P.; Zark Fang, Z.G.; Koopman, M.; Xia, Y.; Paramore, J.; Ravi Chandran, K.S.; Ren, Y.; Lu, J. Phase Transformations and Formation of Ultra-Fine Microstructure During Hydrogen Sintering and Phase Transformation (HSPT) Processing of Ti-6Al-4V. Metall. Mater. Trans. 2015, 46A, 5546. [Google Scholar] [CrossRef]
- Tian, Y.Q.; Hou, H.L.; Ren, P.X. Structure and Properties of TC4 Alloy by Die Forming and Sintering Utilizing Hydrogenated Powder. Adv. Mater. Res. 2011, 291–294, 629–634. [Google Scholar] [CrossRef]
- Oh, J.M.; Heo, K.H.; Kim, W.B. Sintering Properties of Ti–6Al–4V Alloys Prepared Using Ti/TiH2 Powders. Mater. Trans. 2013, 54, 119–221. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.M.; Yi, J.H.; Lei, T.; Fang, Z.G. Dehydrogenation and sintering process of titanium hydride for manufacture titanium and titanium Alloy. Adv. Mater. Res. 2012, 616-618, 1823–1829. [Google Scholar] [CrossRef]
- Zhu, Y.L.; Yang, S.L.; Ma, L. Direct sintering of hydrogenated titanium powder and vanadium aluminum alloy powder experimental study of TC4 alloy. Sichuan Metall. 2019, 41, 28–31. [Google Scholar]
- Ivasishin, O.; Moxson, V. Low-cost titanium hydride powder metallurgy. In Titanium Powder Metallurgy (Science, Technology and Applications); Ma, Q., Ed.; Butterworth-Heinemann: Oxford, UK, 2015; pp. 115–148. [Google Scholar]
- Lu, L.; Ying, S.; Daverey, A.; Lin, G. Optimization of Photo-Fenton Process Parameters on Carbofuran Degradation using Central Composite Design. J. Environ. Sci. Health B 2012, 47, 553–561. [Google Scholar] [CrossRef] [PubMed]
- Singh, D.; Pandey, P.M.; Sundaram, D.K. Optimization of Pressure-Less Microwave Sintering of Ti6Al4V by Response Surface Methodology. Mater. Manu. Process 2018, 33, 1835–1844. [Google Scholar] [CrossRef]
- Ramirez, H.; Lampinen, J.; Vicente, M.; Madeira, L.M. Experimental Design to Optimize the Oxidation of Orange II Dye Solution using a Clay-based Fenton-like Catalyst. Am. Chem. Soc. 2008, 47, 285. [Google Scholar]
- Lenth, R.V. Response-Surface Methods in R, Using rsm. J. Stat. Softw. 2009, 30, 7–15. [Google Scholar]
- Alfeld, M.; Wahabzada, M.; Bauckhage, C.; Kersting, K.; Wellenreuther, G. Non-negative matrix factorization for the near real-time interpretation of absorption effects in elemental distribution images acquired by X-ray fluorescence imaging. J. Synchrotron Rad. 2016, 23, 579–589. [Google Scholar] [CrossRef] [PubMed]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Level 1 | Level 2 | Level 3 | |
|---|---|---|---|
| Sintering parameters | −1 | 0 | +1 |
| Sintering Temperature | 1100 | 1200 | 1300 |
| Holding Time | 120 | 180 | 240 |
| Heating Rate | 5 | 7.5 | 10 |
| Conditions | Porosity |
|---|---|
| 1 (1100 °C-120 min-5 °C/min) | 2.83% |
| 2 (1100 °C-120 min-10 °C/min) | 3.9% |
| 3 (1100 °C-180 min-7.5 °C/min) | 3.68% |
| 4 (1100 °C-240 min-5 °C/min) | 3.19% |
| 5 (1100 °C-240 min-10 °C/min) | 2.95% |
| 6 (1200 °C-120 min-7.5 °C/min) | 1.78% |
| 7 (1200 °C-180 min-5 °C/min) | 2.15% |
| 8 (1200 °C-180 min-7.5 °C/min) | 1.49% |
| 9 (1200 °C-180 min-10 °C/min) | 1.63% |
| 10 (1200 °C-240 min-7.5 °C/min) | 1.87% |
| 11 (1300 °C-120 min-5 °C/min) | 1.75% |
| 12 (1300 °C-120 min-10 °C/min) | 0.91% |
| 13 (1300 °C-180 min-7.5 °C/min) | 0.96% |
| 14 (1300 °C-240 min-5 °C/min) | 1.27% |
| 15 (1300 °C-240 min-10 °C/min) | 1.41% |
| Conditions | Compressive Strength (MPa) | Compression Ratio | HV |
|---|---|---|---|
| 1100 °C-180 min-7.5 °C/min | 1100 | 0.325 | 209 |
| 1200 °C-180 min-7.5 °C/min | 1279 | 0.325 | 295 |
| 1300 °C-180 min-7.5 °C/min | 1387 | 0.300 | 361 |
| Running Sequence | Point Type | St (°C) | Ht (min) | Hr (°C/min) | Compression Strength (MPa) | Density (kg/m3) | Compression Ratio |
|---|---|---|---|---|---|---|---|
| 1 | 1 | 1100 | 120 | 5 | 1090 | 4106.6 | 0.310 |
| 2 | 1 | 1300 | 120 | 5 | 1343 | 4321.1 | 0.330 |
| 3 | 1 | 1100 | 240 | 5 | 1120 | 4145.3 | 0.330 |
| 4 | 1 | 1300 | 240 | 5 | 1390 | 4338.0 | 0.265 |
| 5 | 1 | 1100 | 120 | 10 | 1101 | 4105.1 | 0.320 |
| 6 | 1 | 1300 | 120 | 10 | 1381 | 4317.5 | 0.323 |
| 7 | 1 | 1100 | 240 | 10 | 1113 | 4153.0 | 0.320 |
| 8 | 1 | 1300 | 240 | 10 | 1357 | 4362.0 | 0.268 |
| 9 | -1 | 1100 | 180 | 7.5 | 1100 | 4134.0 | 0.325 |
| 10 | -1 | 1300 | 180 | 7.5 | 1387 | 4341.7 | 0.300 |
| 11 | -1 | 1200 | 120 | 7.5 | 1260 | 4251.2 | 0.310 |
| 12 | -1 | 1200 | 240 | 7.5 | 1270 | 4276.0 | 0.280 |
| 13 | -1 | 1200 | 180 | 5 | 1291 | 4273.9 | 0.330 |
| 14 | -1 | 1200 | 180 | 10 | 1267 | 4271.9 | 0.310 |
| 15 | 0 | 1200 | 180 | 7.5 | 1275 | 4262.9 | 0.325 |
| 16 | 0 | 1200 | 180 | 7.5 | 1262 | 4262.5 | 0.315 |
| 17 | 0 | 1200 | 180 | 7.5 | 1269 | 4262.8 | 0.325 |
| 18 | 0 | 1200 | 180 | 7.5 | 1265 | 4261.8 | 0.318 |
| 19 | 0 | 1200 | 180 | 7.5 | 1271 | 4262.7 | 0.326 |
| Compressive Strength | Density | Compression Ratio | |
|---|---|---|---|
| Regression | |||
| (p value) | 0.001 | 0.001 | 0.001 |
| DF | 9 | 9 | 9 |
| (Residual error) | 10 | 10 | 10 |
| (Lack of fit and pure error) | 5 and 5 | 5 and 5 | 5 and 5 |
| p-value for each response | |||
| Linear terms | 0.000 | 0.000 | 0.002 |
| St | 0.000 | 0.000 | 0.001 |
| Ht | 0.151 | 0.028 | 0.009 |
| Hr | 0.018 | 0.103 | 0.934 |
| Square terms | 0.000 | 0.000 | 0.013 |
| St × St | 0.001 | 0.000 | 0.885 |
| Ht × Ht | 0.204 | 0.124 | 0.004 |
| Hr × Hr | 0.399 | 0.279 | 0.196 |
| Interactions | 0.068 | 0.081 | 0.001 |
| St × Ht | 0.553 | 0.120 | 0.000 |
| St × Hr | 1.000 | 0.413 | 0.799 |
| Hr × Ht | 0.012 | 0.043 | 0.734 |
| Total (AdjSS) | 185655 | 116578 | 0.007412 |
| R-sq (Adsj) | 98.90% | 99.51% | 83.16% |
| Compressive Strength | Compression Ratio | Density | ||||||
|---|---|---|---|---|---|---|---|---|
| Predict | Actual | Error | Predict | Actual | Error | Predict | Actual | Error |
| 1370 MPa | 1388 MPa | 1.3% | 0.326 | 0.310 | 4.9% | 4330 kg/m3 | 4332 kg/m3 | 0.04% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xia, J.; Liu, S.; Zhang, B.; Chen, Y. Central Composite Experiment Design (CCD)-Response Surface Method (RSM) to Optimize the Sintering Process of Ti-6Al-4V Alloy. Metals 2021, 11, 197. https://doi.org/10.3390/met11020197
Xia J, Liu S, Zhang B, Chen Y. Central Composite Experiment Design (CCD)-Response Surface Method (RSM) to Optimize the Sintering Process of Ti-6Al-4V Alloy. Metals. 2021; 11(2):197. https://doi.org/10.3390/met11020197
Chicago/Turabian StyleXia, Jing, Shaopeng Liu, Bing Zhang, and Yungui Chen. 2021. "Central Composite Experiment Design (CCD)-Response Surface Method (RSM) to Optimize the Sintering Process of Ti-6Al-4V Alloy" Metals 11, no. 2: 197. https://doi.org/10.3390/met11020197
APA StyleXia, J., Liu, S., Zhang, B., & Chen, Y. (2021). Central Composite Experiment Design (CCD)-Response Surface Method (RSM) to Optimize the Sintering Process of Ti-6Al-4V Alloy. Metals, 11(2), 197. https://doi.org/10.3390/met11020197