
Hot Rolling vs. Forging: Newly Developed Fe-Al-O Based OPH Alloy

 , , ,
, , , 
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Material Preparation
2.2. Specimen Preparation
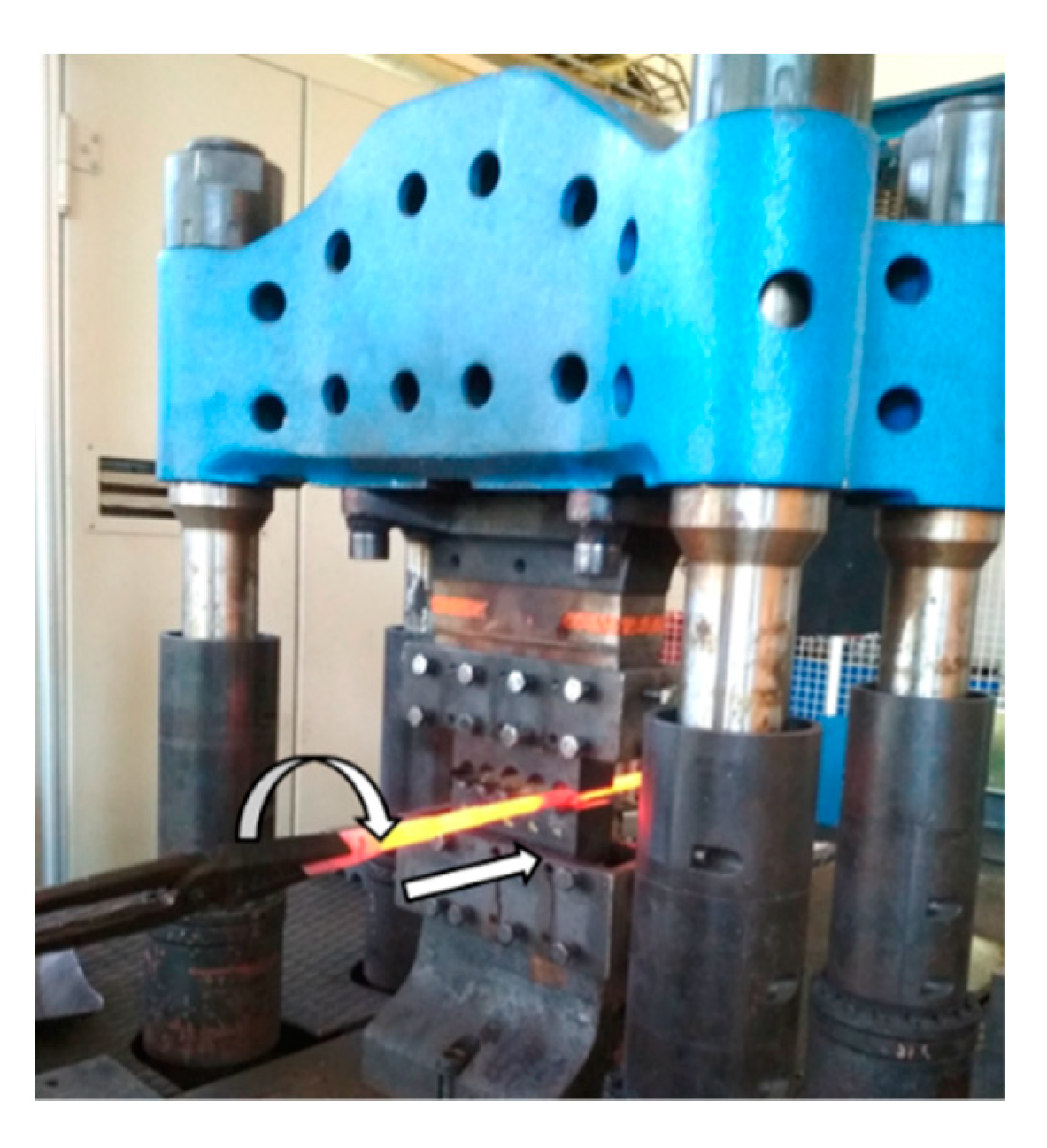
2.3. Testing Equipment and Procedure
3. Results and Discussion
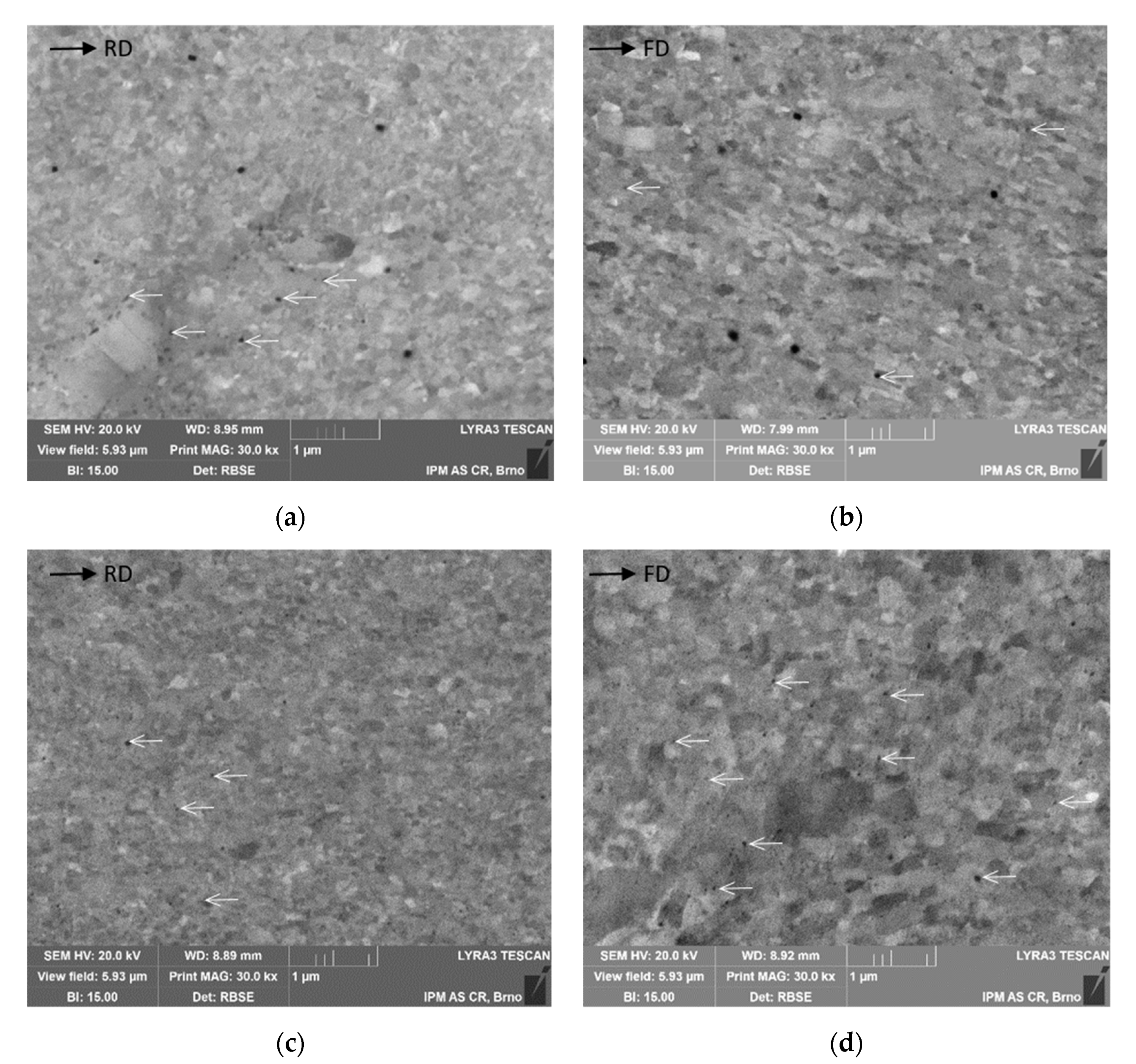
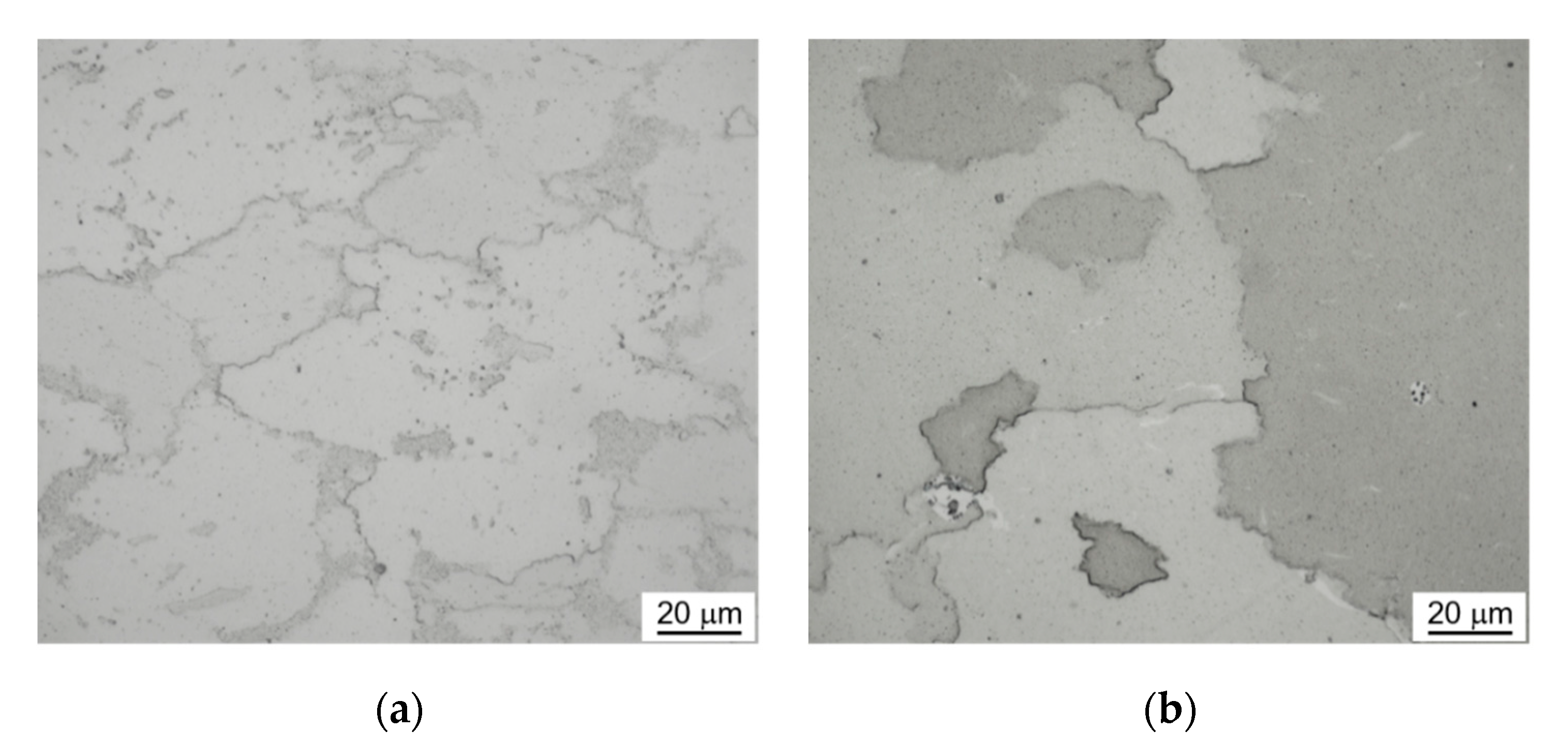
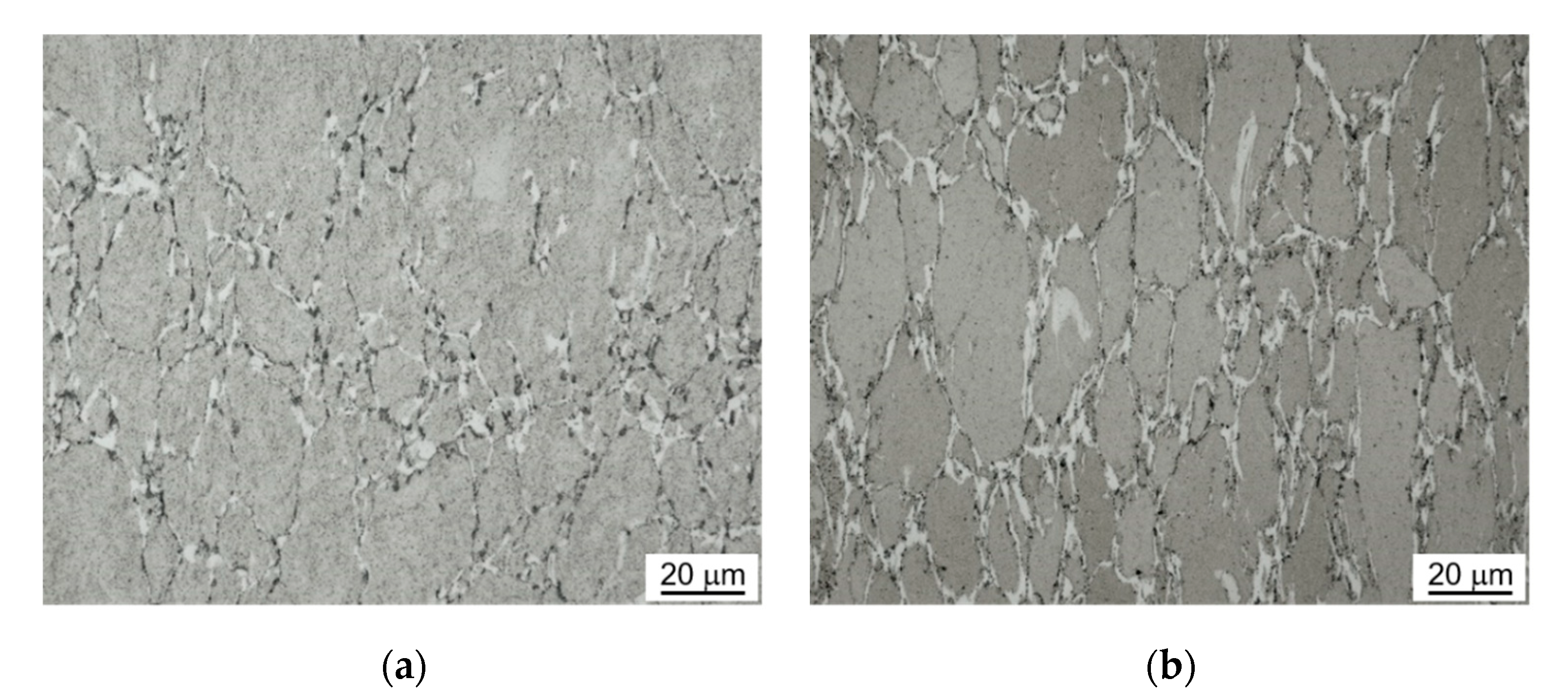
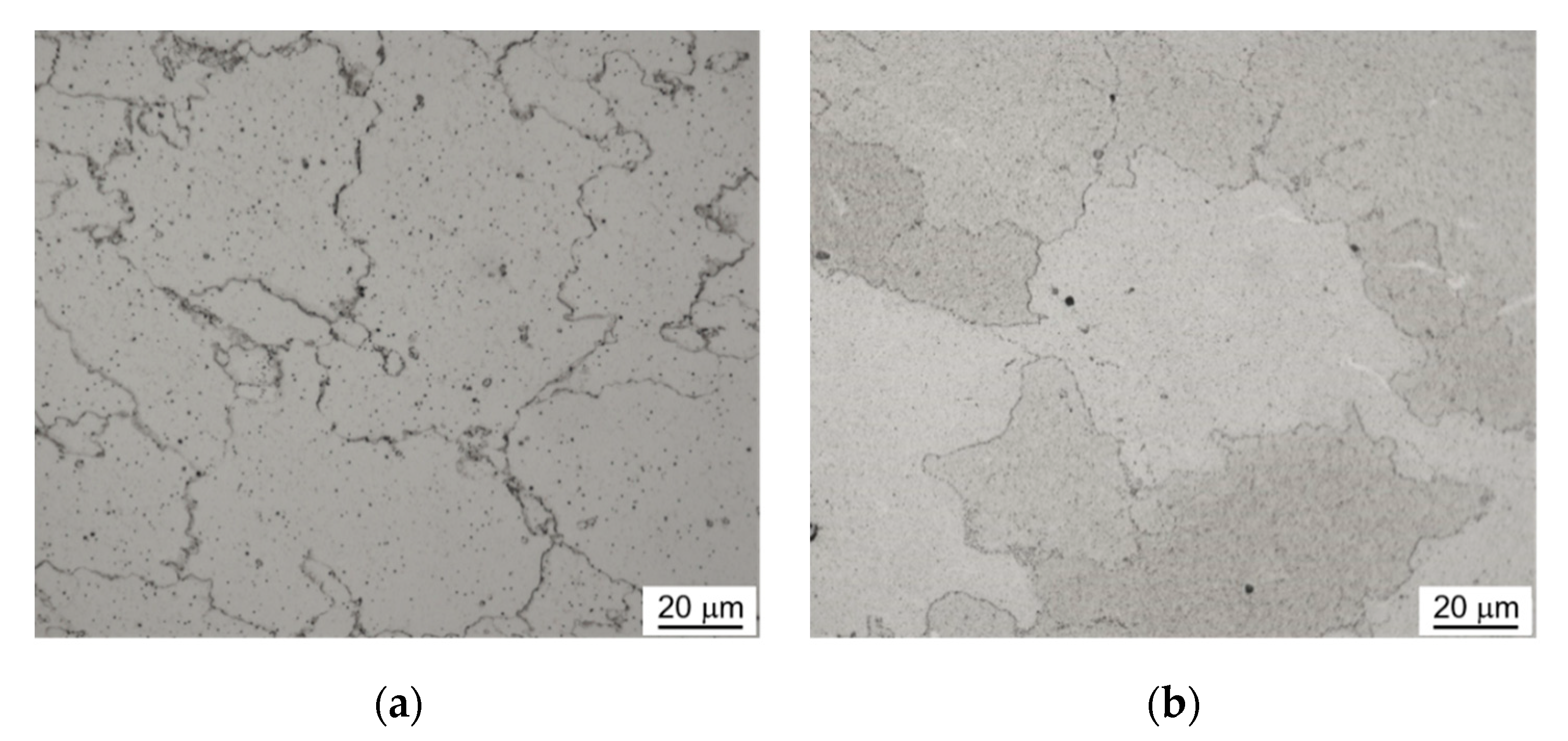
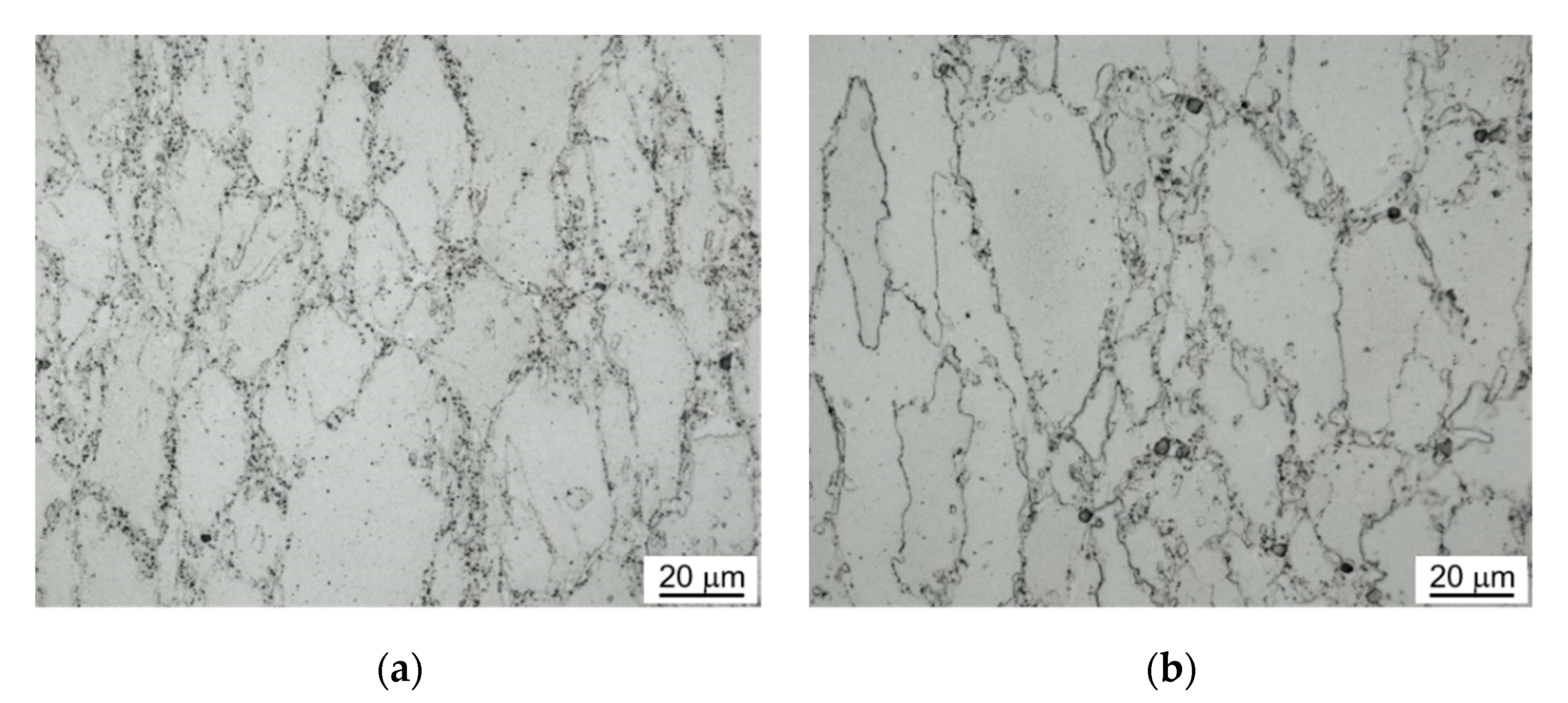
3.1. Metallographic Analysis
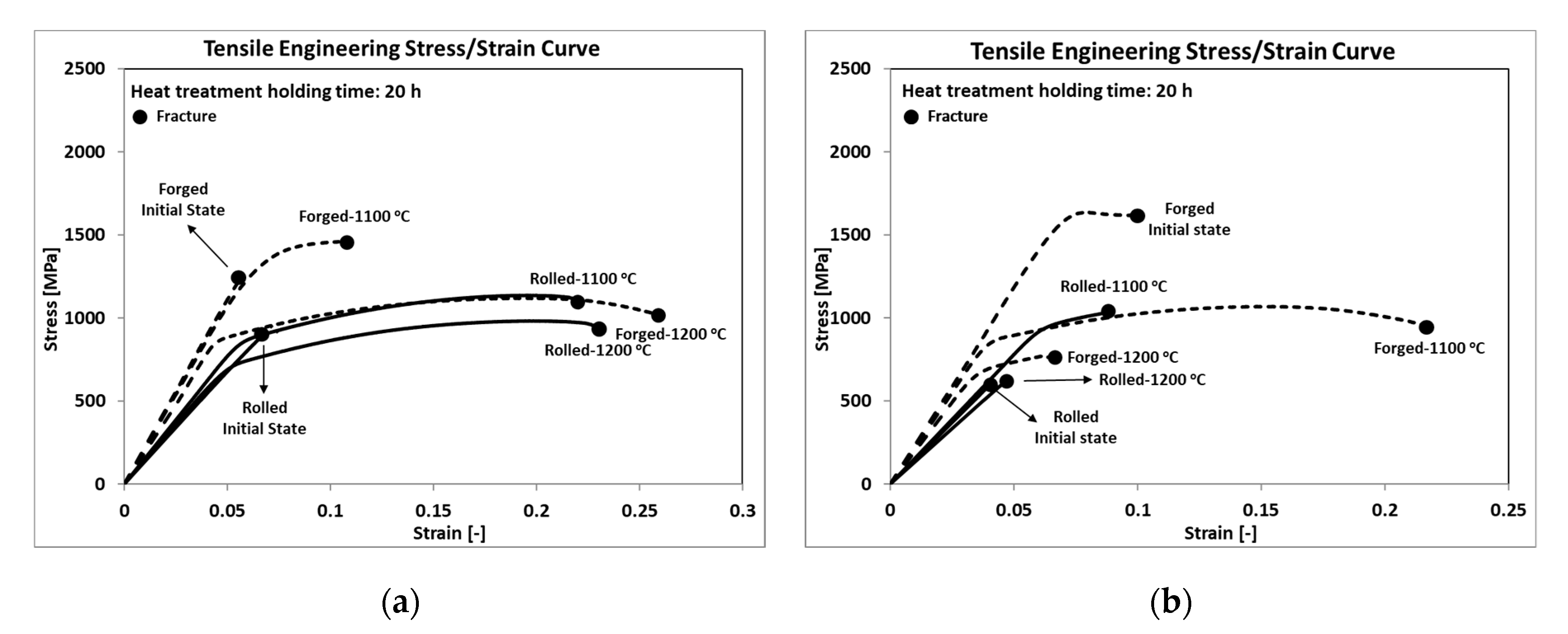
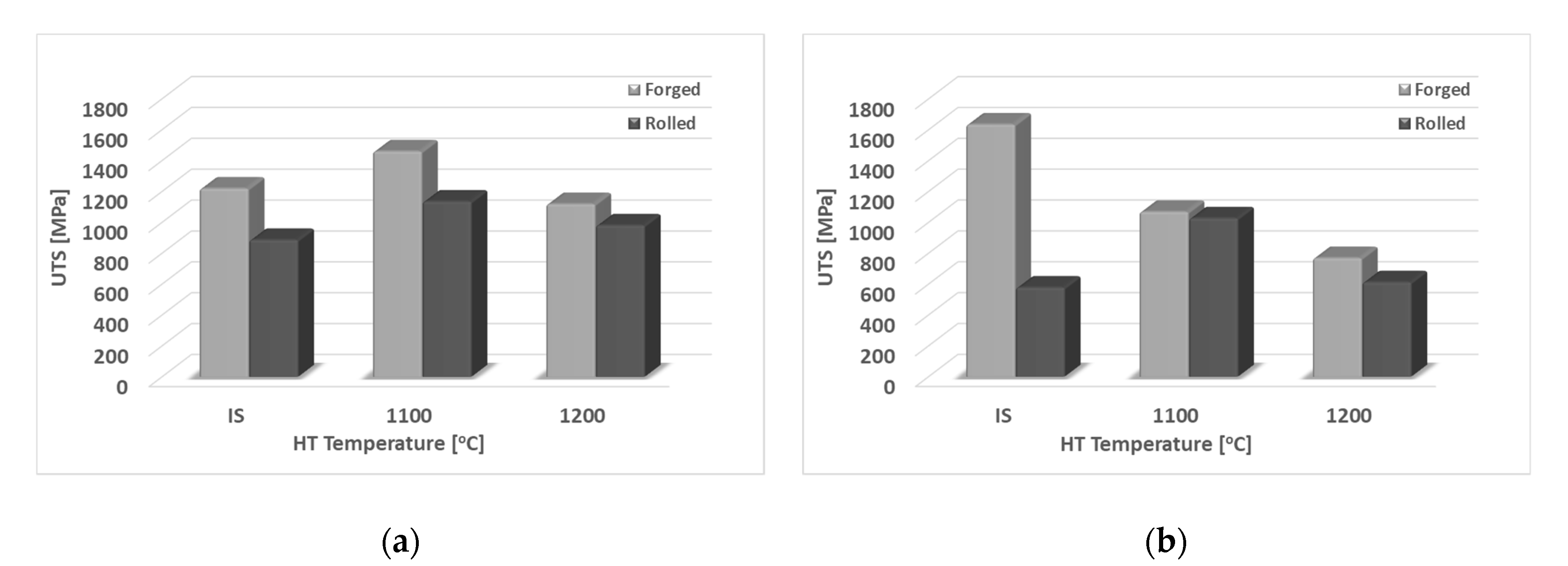
3.2. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ohtsuka, S.; Ukai, S.; Fujiwara, M. Nano-mesoscopic structural control in 9CrODS ferritic/martensitic steels. J. Nucl. Mater. 2006, 351, 241–246. [Google Scholar] [CrossRef]
- Sugino, Y.; Ukai, S.; Leng, B.; Oono, N.; Hayashi, S.; Kaito, T.; Ohtsuka, S. Grain boundary related deformation in ODS ferritic steel during creep test. Mater. Trans. 2012, 53, 1753–1757. [Google Scholar] [CrossRef] [Green Version]
- Kaito, T.; Ohtsuka, S.; Inoue, M.; Asayama, T.; Uwaba, T.; Mizuta, S.; Ukai, S.; Furukawa, T.; Ito, C.; Kagota, E.; et al. In-pile creep rupture properties of ODS ferritic steel claddings. J. Nucl. Mater. 2009, 294–298. [Google Scholar] [CrossRef]
- Klueh, R.L.; Shingledecker, J.P.; Swindeman, R.W.; Hoelzer, D.T. Oxide dispersion-strengthened steels: A comparison of some commercial and experimental alloys. J. Nucl. Mater. 2005, 341, 103–114. [Google Scholar] [CrossRef]
- Wang, M.; Liu, Q.; Sun, Y.J.; Che, Y.S.; Jiang, C.Z. Photocatalytic property of Eu/BiVO4 photocatalyst by citric acid Sol-Gel method. Wuji Cailiao Xuebao J. Inorg. Mater. 2013, 28, 153–158. [Google Scholar] [CrossRef]
- Oka, H.; Watanabe, M.; Kinoshita, H.; Shibayama, T.; Hashimoto, N.; Ohnuki, S.; Yamashita, S.; Ohtsuka, S. In situ observation of damage structure in ODS austenitic steel during electron irradiation. J. Nucl. Mater. 2011, 417, 279–282. [Google Scholar] [CrossRef] [Green Version]
- Sakasegawa, H.; Tamura, M.; Ohtsuka, S.; Ukai, S.; Tanigawa, H.; Kohyama, A.; Fujiwara, M. Precipitation behavior of oxide particles in mechanically alloyed powder of oxide-dispersion-strengthened steel. J. Alloy. Compd. 2008, 452, 2–6. [Google Scholar] [CrossRef]
- Intrater, J. Mechanical Alloying and Milling; Suryanarayana, C., Ed.; Taylor & Francis: Abingdon, UK, 2007. [Google Scholar]
- Brocq, M.; Radiguet, B.; Le Breton, J.M.; Cuvilly, F.; Pareige, P.; Legendre, F. Nanoscale characterisation and clustering mechanism in an Fe-Y2O3 model ODS alloy processed by reactive ball milling and annealing. Acta Mater. 2010, 58, 1806–1814. [Google Scholar] [CrossRef]
- Parida, P.K.; Dasgupta, A.; Jayasankar, K.; Kamruddin, M.; Saroja, S. Structural studies of Y2O3 dispersoids during mechanical milling and annealing in a Fe-15 Y2O3 model ODS alloy. J. Nucl. Mater. 2013, 441, 331–336. [Google Scholar] [CrossRef]
- Khalaj, O.; Ghobadi, M.; Zarezadeh, A.; Saebnoori, E.; Jirková, H.; Chocholaty, O.; Svoboda, J. Potential role of machine learning techniques for modeling the hardness of OPH steels. Mater. Today Commun. 2020, 101806. [Google Scholar] [CrossRef]
- Tokunaga, T.; Ohno, M. Compounds. Microstructure evolution during superplastic deformation of an Al-coated Mg alloy sheet. J. Alloy. Compd. 2019, 805, 436–443. [Google Scholar] [CrossRef]
- Leo, J.; Barroso, S.P.; Fitzpatrick, M.; Wang, M.; Zhou, Z.J.M.S.; A, E. Microstructure, tensile and creep properties of an austenitic ODS 316L steel. Mater. Sci. Eng. A 2019, 749, 158–165. [Google Scholar] [CrossRef]
- Li, Z.; Chen, L.; Zhang, H.; Zhang, S.; Zhang, Z. Effect of annealing temperature on microstructure and mechanical properties in oxide dispersion strengthened Fe-14Cr alloys prepared by spark plasma sintering. Mater. Res. Express 2019, 6, 126515. [Google Scholar] [CrossRef]
- Rout, M.; Pal, S.K.; Singh, S.B. Cross rolling: A metal forming process. In Modern Manufacturing Engineering; Springer: Berlin/Heidelberg, Germany, 2015; pp. 41–64. [Google Scholar]
- He, P.; Lindau, R.; Moeslang, A.; Sandim, H.R.Z. Design. The influence of thermomechanical processing on the microstructure and mechanical properties of 13.5 Cr ODS steels. Fusion Eng. Des. 2013, 88, 2448–2452. [Google Scholar] [CrossRef]
- Krishna, S.C.; Karthick, N.; Jha, A.K.; Pant, B.; Cherian, R.M. Performance. Effect of Hot Rolling on the Microstructure and Mechanical Properties of Nitrogen Alloyed Austenitic Stainless Steel. J. Mater. Eng. Perform. 2018, 27, 2388–2393. [Google Scholar] [CrossRef]
- Oksiuta, Z.; Lewandowska, M.; Kurzydlowski, K.; Baluc, N.J. Influence of hot rolling and high speed hydrostatic extrusion on the microstructure and mechanical properties of an ODS RAF steel. J. Nucl. Mater. 2011, 409, 86–93. [Google Scholar] [CrossRef]
- Stork, D.; Agostini, P.; Boutard, J.-L.; Buckthorpe, D.; Diegele, E.; Dudarev, S.; English, C.; Federici, G.; Gilbert, M.; Gonzalez, S.; et al. Developing structural, high-heat flux and plasma facing materials for a near-term DEMO fusion power plant: The EU assessment. J. Nucl. Mater. 2014, 455, 277–291. [Google Scholar] [CrossRef] [Green Version]
- Fournier, B.; Steckmeyer, A.; Rouffie, A.-L.; Malaplate, J.; Garnier, J.; Ratti, M.; Wident, P.; Ziolek, L.; Tournie, I.; Rabeau, V.; et al. Mechanical behaviour of ferritic ODS steels–Temperature dependancy and anisotropy. J. Nucl. Mater. 2012, 430, 142–149. [Google Scholar] [CrossRef]
- Khalaj, O.; Saebnoori, E.; Jirková, H.; Chocholatý, O.; Svoboda, J. High Temperature and Corrosion Properties of A Newly Developed Fe-Al-O Based OPH Alloy. Metals 2020, 10, 167. [Google Scholar] [CrossRef] [Green Version]
- Bártková, D.; Šmíd, M.; Mašek, B.; Svoboda, J.; Šiška, F. Kinetic study of static recrystallization in an Fe–Al–O ultra-fine-grained nanocomposite. Philos. Mag. Lett. 2017, 97, 379–385. [Google Scholar] [CrossRef]
- Dymáček, P.; Svoboda, J.; Jirková, H.; Stratil, L.; Horník, V. Microstructure evolution and creep strength of new-generation oxide dispersion strengthened alloys with high volume fraction of nano-oxides. Procedia Struct. Integr. 2019, 17, 427–433. [Google Scholar] [CrossRef]
- Khalaj, O.; Jirková, H.; Janda, T.; Kucerova, L.; Svoboda, J. Improving the High Temperature Properties of a New Generation of Fe-Al-O Oxide Precipitation Hardened Steels. Mater. Technol. 2019, 53, 495–504. [Google Scholar]
- Khalaj, O.; Jirková, H.; Jeníček, Š.; Račický, A.; Svoboda, J. Annealing effects on the microstructure and thermomechanical properties of New-Generation ODS Alloys. In Key Engineering Materials; Trans Tech Publications Ltd.: Bäch, Switzerland, 2020; Volume 834, pp. 67–74. [Google Scholar] [CrossRef]
- Khalaj, O.; Jirkova, H.; Masek, B.; Hassasroudsari, P.; Studecky, T.; Svoboda, J. Using Thermomechanical Treatments to Improve the Grain Growth of New-Generation Ods Alloys. Mater. Tehnol. 2018, 52, 475–482. [Google Scholar] [CrossRef]
- Khalaj, O.; Masek, B.; Jirkova, H.; Ronesova, A.; Svoboda, J. Investigation on New Creep- and Oxidation-Resistant Materials. Mater. Tehnol. 2015, 49, 645–651. [Google Scholar] [CrossRef]
- Khalaj, O.; Saebnoori, E.; Jirková, H.; Chocholaty, O.; Svoboda, J. Corrosion Behavior and Mechanical Properties of New Developed Oxide Precipitation Hardened Steels. In Key Engineering Materials; Trans Tech Publications Ltd.: Bäch, Switzerland, 2020; Volume 846, pp. 87–92. [Google Scholar] [CrossRef]
- Svoboda, J.; Hornik, V.; Stratil, L.; Hadraba, H.; Masek, B.; Khalaj, O.; Jirkova, H. Microstructure Evolution in ODS Alloys with a High-Volume Fraction of Nano Oxides. Metals 2018, 8, 1079. [Google Scholar] [CrossRef] [Green Version]
- Svoboda, J.L.N.; Jarý, M.; Dymáček, P. Influence of Hot Consolidation Conditions and Cr-Alloying on Microstructure and Creep in New-Generation ODS Alloy at 1100 °C. Materials 2020, 13, 5070. [Google Scholar] [CrossRef]
- Nagini, M.; Vijay, R.; Rajulapati, K.V.; Reddy, A.; Sundararajan, G. Microstructure–mechanical property correlation in oxide dispersion strengthened 18Cr ferritic steel. Mater. Sci. Eng. A 2017, 708, 451–459. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material No. | Milling Time (Days) | Annealing | Chemical Composition (wt.%) |
|---|---|---|---|
| OP1 | 20 | without annealing 1100 °C, 20 h; 1200 °C, 20 h | 0.85Fe–0.11Al–0.03Y2O3–0.01Y |
| OP2 | 20 | without annealing 1100 °C, 20 h; 1200 °C, 20 h | 0.87Fe–0.11Al–0.02O2 |
| Material | Grain Size (μm) | HV10 (-) | ||||
|---|---|---|---|---|---|---|
| Initial State | 1100 °C 20 h | 1200 °C 20 h | Initial State | 1100 °C 20 h | 1200 °C 20 h | |
| OP1 rolled | 0.16 | 147.6 | 197.7 | 554 | 365 | 320 |
| OP1 forged | 0.185 | 16.8 | 18.1 | 483 | 423 | 343 |
| OP2 rolled | 0.169 | 51.1 | 86.3 | 618 | 403 | 346 |
| OP2 forged | 0.216 | 13.8 | 26.9 | 495 | 341 | 299 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khalaj, O.; Jirková, H.; Burdová, K.; Stehlík, A.; Kučerová, L.; Vrtáček, J.; Svoboda, J. Hot Rolling vs. Forging: Newly Developed Fe-Al-O Based OPH Alloy. Metals 2021, 11, 228. https://doi.org/10.3390/met11020228
Khalaj O, Jirková H, Burdová K, Stehlík A, Kučerová L, Vrtáček J, Svoboda J. Hot Rolling vs. Forging: Newly Developed Fe-Al-O Based OPH Alloy. Metals. 2021; 11(2):228. https://doi.org/10.3390/met11020228
Chicago/Turabian StyleKhalaj, Omid, Hana Jirková, Karolína Burdová, Adam Stehlík, Ludmila Kučerová, Jiří Vrtáček, and Jiří Svoboda. 2021. "Hot Rolling vs. Forging: Newly Developed Fe-Al-O Based OPH Alloy" Metals 11, no. 2: 228. https://doi.org/10.3390/met11020228
APA StyleKhalaj, O., Jirková, H., Burdová, K., Stehlík, A., Kučerová, L., Vrtáček, J., & Svoboda, J. (2021). Hot Rolling vs. Forging: Newly Developed Fe-Al-O Based OPH Alloy. Metals, 11(2), 228. https://doi.org/10.3390/met11020228