
Hardness Prediction in Quenched and Tempered Nodular Cast Iron Using the Hollomon-Jaffe Parameter

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
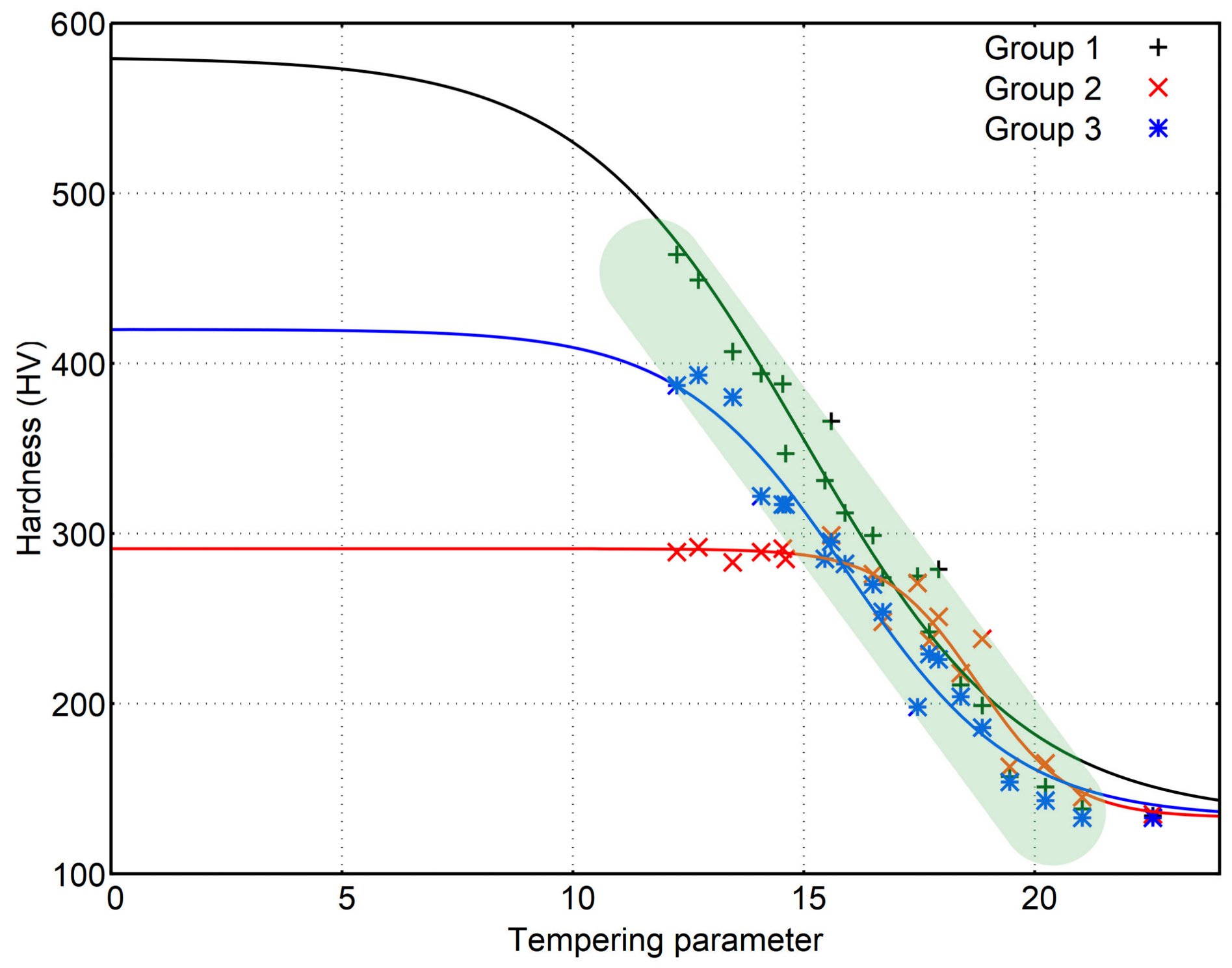
- Group 1: Samples were austenized at 880 °C for 15 min and quenched in water. Oil is usually preferred so as to prevent cracking, but the small size of the samples avoided that problem even when quenching in water.
- Group 2: Samples were austenized at 880 °C for 15 min and cooled under air flow (24 m/s approximately) at room temperature. This airflow was obtained using two small air blowers at 100 mm from the samples.
- Group 3: Samples were austenized at 880 °C for 5 h and quenched in water. This long period of treatment leaded to a partial dissolution of the cementite in the pearlitic fraction of the matrix, which becomes graphitized. The resulting lower martensite content of the matrix after quenching implies also a lower hardness than for group 1.
3. Results
3.1. Microstructure and Hardness after Quenching
3.2. Hardness Evolution during Tempering
4. Discussion
4.1. Hardness and the Tempering Parameter
4.2. Microstructure Evolution
4.3. Prediction of Hardness Using the Tempering Parameter
- Low values of the tempering parameter will not produce any change in the microstructure of the samples.
- The curve that represents the evolution of hardness with is limited by the initial hardness and the hardness of the softer microstructure achievable, a fully ferritic matrix in this case.
- Without any tempering ( = 0), the hardness remains unchanged. Mathematically, for the chosen function, this implies that for A equals the initial hardness, H0.
- It can be supposed that for a infinite value of , the hardness will be the lowest of the values obtained after tempering the samples, Hf. This implies, taking into account the previous restriction, that B = H0− Hf.
5. Conclusions
- The tempering of three groups of hardened nodular cast iron, each one with a different initial harness, has shown the Hollomon-Jaffe is suitable for this alloy even when there are more than one diffusion process (tempering of martensite, ferritization and decarburization).
- The constant C of the Hollomon-Jaffe parameter can be chosen from a wide range of values without affecting noticeably the applicability od . The common choice C = 20 gives, in this case, good results.
- The evolution of hardness relates with that of the microstructure. These changes follow, roughly, the following sequence: tempering of martensite, ferritizing and decarburization.
- The onset of microstructure and hardness changes depends on the initial hardness of the samples. The changes begins at lower values as initial harness increases.
- Once hardness has begun decreasing, the evolution follows approximately the same linear evolution regardless of the initial hardness.
- Hardness evolution can be predicted using a logistic function, which can also be used to predict the onset of hardness changes.
- Coefficients D and E of the mentioned function show a similar dependence on H0 and Hf.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sun, Y.; Obasi, G.; Hamelin, C.; Vasileiou, A.; Flint, T.; Francis, J.; Smith, M. Characterisation and modelling of tempering during multi-pass welding. J. Mater. Process. Technol. 2019, 270, 118–131. [Google Scholar] [CrossRef]
- Dai, T.; Thodla, R.; Kovacs, W., III; Tummala, K.; Lippold, J. Effect of Postweld Heat Treatment on the Sulfide Stress Cracking of Dissimilar Welds of Nickel-Based Alloy 625 on Steels. Corrosion 2019, 75, 641–656. [Google Scholar] [CrossRef]
- Liu, G.; Yang, S.; Han, W.; Zhou, L.; Zhang, M.; Ding, J.; Dong, Y.; Wan, F.; Shang, C.; Misra, R. Microstructural evolution of dissimilar welded joints between reduced-activation ferritic-martensitic steel and 316L stainless steel during the post weld heat treatment. Mater. Sci. Eng. A 2018, 722, 182–196. [Google Scholar] [CrossRef]
- Cheng, G.; Choi, K.S.; Hu, X.; Sun, X. Predicting Deformation Limits of Dual-Phase Steels Under Complex Loading Paths. JOM 2017, 69, 1046–1051. [Google Scholar] [CrossRef]
- Blesi, B.W.; Smith, C.; Matlock, D.K.; De Moor, E. Bake Hardening Behavior of DP, TBF, and PHS Steels with Ultimate Tensile Strengths Exceeding 1 GPa. SAE Int. J. Adv. Curr. Pract. Mobil. 2020, 2, 3203–3218. [Google Scholar]
- Murphy, S.; Woodhead, J.H. An investigation of the validity of certain tempering parameters. Metall. Mater. Trans. B 1972, 3, 727–735. [Google Scholar] [CrossRef]
- Canale, L.C.; Yao, X.; Gu, J.; Totten, G.E. A historical overview of steel tempering parameters. Int. J. Microstruct. Mater. Prop. 2008, 3, 474. [Google Scholar] [CrossRef]
- Gomes, C.; Kaiser, A.L.; Bas, J.P.; Aissaoui, A.; Piette, M. Predicting the mechanical properties of a quenched and tempered steel thanks to a “tempering parameter”. Mater. Trans. 2010, 107, 293–302. [Google Scholar] [CrossRef]
- Hollomon, J. Time-temperature relations in tempering steel. Trans. AIME 1945, 162, 223–249. [Google Scholar]
- Larson, F.R. A time-temperature relationship for rupture and creep stresses. Trans. ASME 1952, 74, 765–775. [Google Scholar]
- Arrhenius, S. Über die Dissociationswärme und den Einfluss der Temperatur auf den Dissociationsgrad der Elektrolyte. Z. Phys. Chem. 1889, 4, 96–116. [Google Scholar] [CrossRef] [Green Version]
- Van’t Hoff, J.H. Etudes de Dynamique Chimique; Muller: Amsterdam, The Netherlands, 1884; Volume 1. [Google Scholar]
- Laidler, K. Chemical kinetics and the origins of physical chemistry. Arch. Hist. Exact Sci. 1985, 32, 43–75. [Google Scholar] [CrossRef]
- Roberts, G.; Grobe, A.; Moersch, C. The tempering of high alloy tool steels. Trans. Am. Soc. Met. 1947, 39, 521–548. [Google Scholar]
- Virtanen, E.; Tyne, C.V.; Levy, B.; Brada, G. The tempering parameter for evaluating softening of hot and warm forging die steels. J. Mater. Process. Technol. 2013, 213, 1364–1369. [Google Scholar] [CrossRef]
- Zikeev, V.; Kornyushchenkova, Y.V.; Izvol’skii, V. Influence of the temperature-time parameter of tempering on the properties of 18Kh1G1MF steel resistant to hydrogen embrittlement. Met. Sci. Heat Treat. 1984, 26, 99–101. [Google Scholar] [CrossRef]
- Revilla, C.; López, B.; Rodriguez-Ibabe, J. Carbide size refinement by controlling the heating rate during induction tempering in a low alloy steel. Mater. Des. (1980–2015) 2014, 62, 296–304. [Google Scholar] [CrossRef]
- Hodgson, D.; Dai, T.; Lippold, J. Transformation and tempering behavior of the heat-affected zone of 2.25 Cr-1Mo steel. Weld. J. 2015, 94, 250–256. [Google Scholar]
- Kamp, A.; Celotto, S.; Hanlon, D. Effects of tempering on the mechanical properties of high strength dual-phase steels. Mater. Sci. Eng. A 2012, 538, 35–41. [Google Scholar] [CrossRef]
- Mahadevan, S.; Manojkumar, R.; Jayakumar, T.; Das, C.R.; Rao, B.P.C. Precipitation-Induced Changes in Microstrain and Its Relation with Hardness and Tempering Parameter in 17-4 PH Stainless Steel. Metall. Mater. Trans. A 2016, 47, 3109–3118. [Google Scholar] [CrossRef]
- Shlyakman, B.M.; Yampolskii, O.N.; Ratushev, D.V. A method for determining constant C in the Hollomon parameter. Met. Sci. Heat Treat. 2010, 52, 451–453. [Google Scholar] [CrossRef]
- Paul, V.T.; Saroja, S.; Albert, S.; Jayakumar, T.; Kumar, E.R. Microstructural characterization of weld joints of 9Cr reduced activation ferritic martensitic steel fabricated by different joining methods. Mater. Charact. 2014, 96, 213–224. [Google Scholar] [CrossRef]
- Shrestha, T.; Alsagabi, S.; Charit, I.; Potirniche, G.; Glazoff, M. Effect of Heat Treatment on Microstructure and Hardness of Grade 91 Steel. Metals 2015, 5, 131–149. [Google Scholar] [CrossRef]
- Janjusevic, Z.; Gulisija, Z.; Mihailovic, M.; Pataric, A. The investigation of applicability of the Hollomon-Jaffe equation on tempering the HSLA steel. Chem. Ind. Chem. Eng. Q. 2009, 15, 131–136. [Google Scholar] [CrossRef]
- Murry, G. évolution de la dureté des aciers de traitement thermique au cours du revenu après trempe incomplète. Rev. Métall. 1977, 74, 665–672. [Google Scholar] [CrossRef]
- Stefanescu, D.; Lacaze, J. ASM Handbook, Volume 1A, Cast Iron Science and Technology; Chapter Thermodynamics Principles as Applied to Cast Iron; ASM International: Materials Park, OH, USA, 2017; pp. 31–45. [Google Scholar]
- ASM Handbook, Volume 4—Heat Treating; ASM International: Materials Park, OH, USA, 1991.
- Yamada, S.; Goto, S.; Aso, S.; Komatsu, Y.; Konno, T. Growth mechanism of decarburized layer in spheroidal cast iron. J. Jpn. Foundry Eng. Soc. 2001, 73, 219–224. [Google Scholar]
- Dai, T.; Lippold, J. Tempering behavior of the fusion boundary region of an F22/625 weld overlay. Weld. J. 2017, 96, 467–480. [Google Scholar]
- Hoja, S.; Hoffmann, F.; Steinbacher, M.; Zoch, H.W. Investigation of the Tempering Effect during Nitriding. HTM J. Heat Treat. Mater. 2018, 73, 335–343. [Google Scholar] [CrossRef]
- Yamaguchi, Y.; Kiguchi, S.; Sumimoto, H.; Nakamura, K. Effect of graphite morphology on decarburized cast iron. Int. J. Cast Met. Res. 2003, 16, 137–142. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | S | P | Mg | CE |
|---|---|---|---|---|---|---|
| 3.25–3.70 | 2.40–3.00 | 0.10–0.30 | 0.005–0.020 | 0.015–0.08 | 0.04–0.07 | 3.93–4.57 |
| Temperature (°C) | Time (Hours) | TP | Temperature (°C) | Time (min) | TP |
|---|---|---|---|---|---|
| 400 | 0.17 | 12.3 | 600 | 0.17 | 15.9 |
| 400 | 0.33 | 12.7 | 600 | 0.33 | 16.5 |
| 400 | 1 | 13.5 | 600 | 1 | 17.5 |
| 400 | 5 | 14.5 | 600 | 5 | 18.9 |
| 400 | 24 | 15.6 | 600 | 24 | 20.2 |
| 500 | 0.17 | 14.1 | 700 | 0.17 | 17.7 |
| 500 | 0.33 | 14.6 | 700 | 0.33 | 18.4 |
| 500 | 1 | 15.5 | 700 | 1 | 19.5 |
| 500 | 5 | 16.7 | 700 | 5 | 21.0 |
| 500 | 24 | 17.9 | 700 | 24 | 22.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salas Vicente, F.; Carcel Carrasco, J.; Fernández Antoni, R.; Ferrero Taberner, J.C.; Pascual Guillamón, M. Hardness Prediction in Quenched and Tempered Nodular Cast Iron Using the Hollomon-Jaffe Parameter. Metals 2021, 11, 297. https://doi.org/10.3390/met11020297
Salas Vicente F, Carcel Carrasco J, Fernández Antoni R, Ferrero Taberner JC, Pascual Guillamón M. Hardness Prediction in Quenched and Tempered Nodular Cast Iron Using the Hollomon-Jaffe Parameter. Metals. 2021; 11(2):297. https://doi.org/10.3390/met11020297
Chicago/Turabian StyleSalas Vicente, Fidel, Javier Carcel Carrasco, Raquel Fernández Antoni, Juan Carlos Ferrero Taberner, and Manuel Pascual Guillamón. 2021. "Hardness Prediction in Quenched and Tempered Nodular Cast Iron Using the Hollomon-Jaffe Parameter" Metals 11, no. 2: 297. https://doi.org/10.3390/met11020297
APA StyleSalas Vicente, F., Carcel Carrasco, J., Fernández Antoni, R., Ferrero Taberner, J. C., & Pascual Guillamón, M. (2021). Hardness Prediction in Quenched and Tempered Nodular Cast Iron Using the Hollomon-Jaffe Parameter. Metals, 11(2), 297. https://doi.org/10.3390/met11020297