
Control-Oriented Characterization of Product Properties during Hot Hole-Flanging of X46Cr13 Sheet Material in a Progressive-Die


Abstract
:1. Introduction
2. Materials and Methods
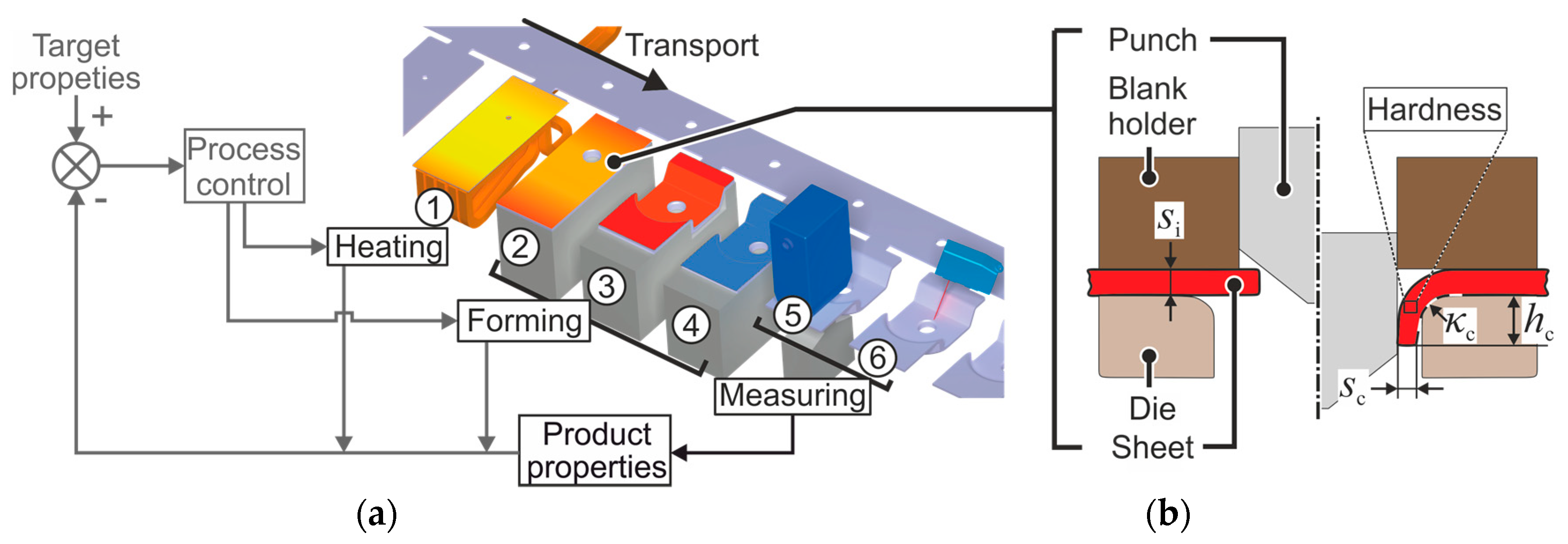
2.1. Process Setup and Product Properties
2.2. Material
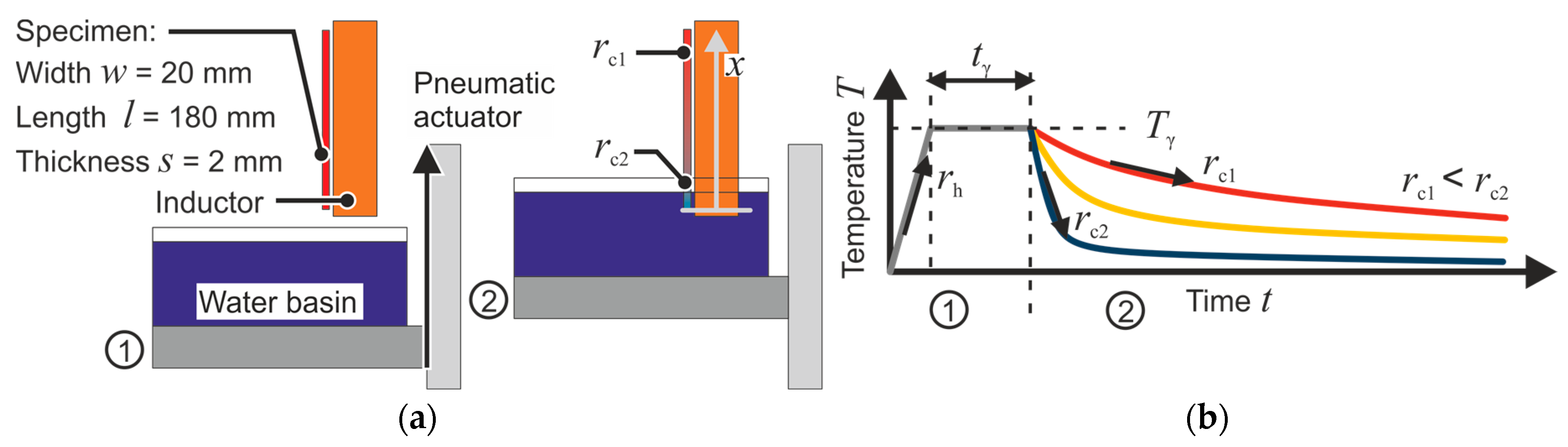
2.3. Quenching Test—Heat Treatment with Rapid Heating and Short Dwell Times
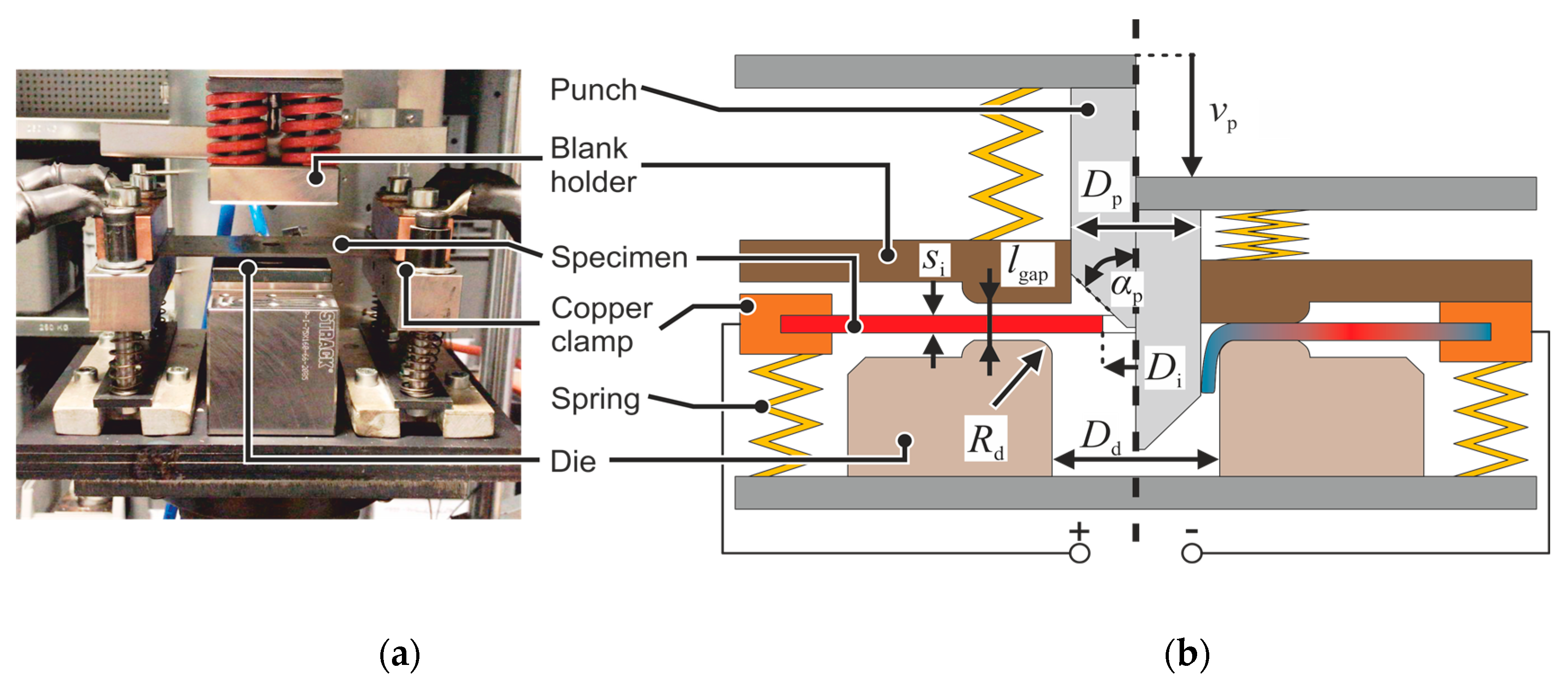
2.4. Hot Hole-Flanging
2.5. Analysis of the Product Properties
2.5.1. Hardness Measurements
2.5.2. Geometry Measurements
3. Results and Discussion
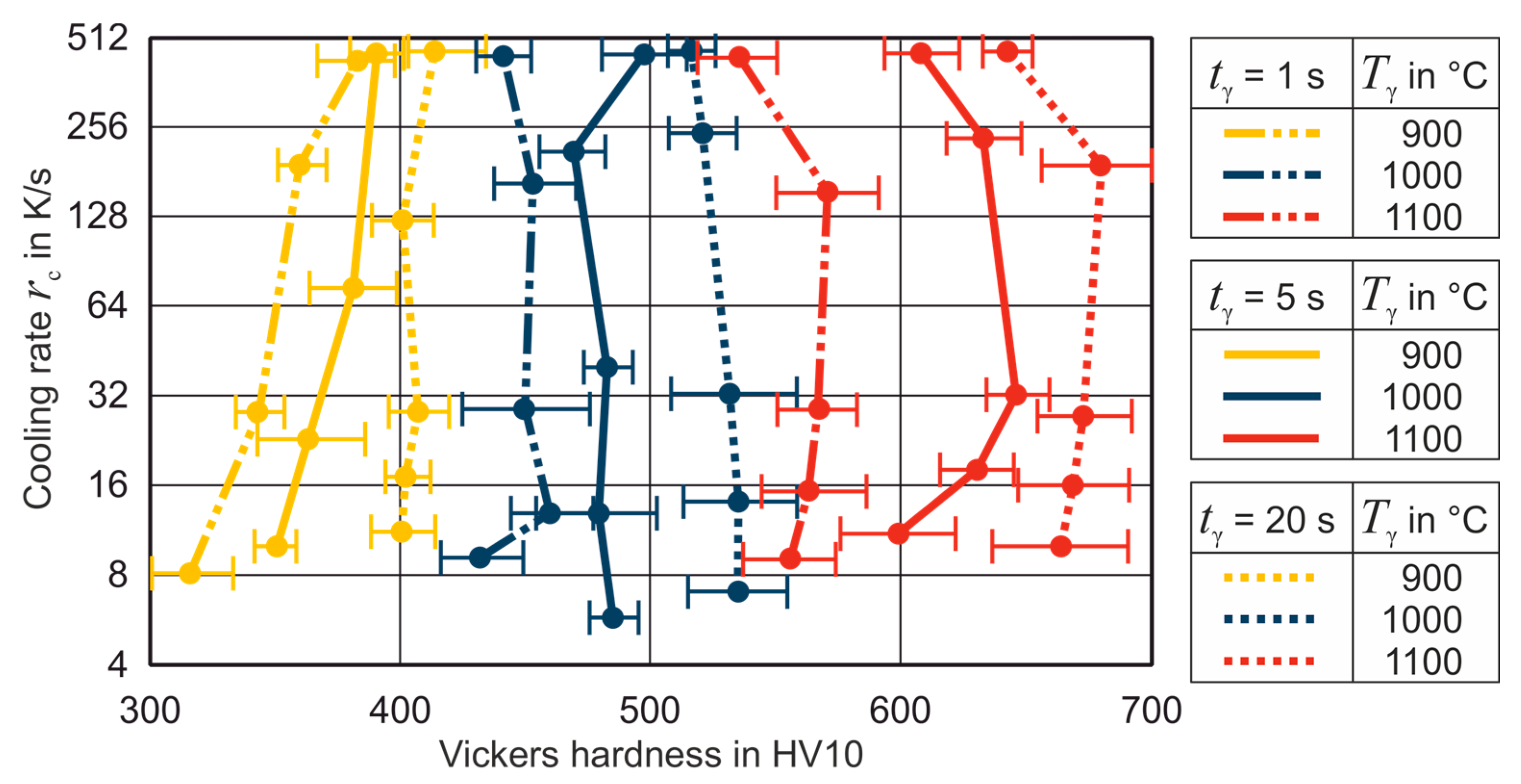
3.1. Hardness of X46Cr13 with Rapid Heat Treatment
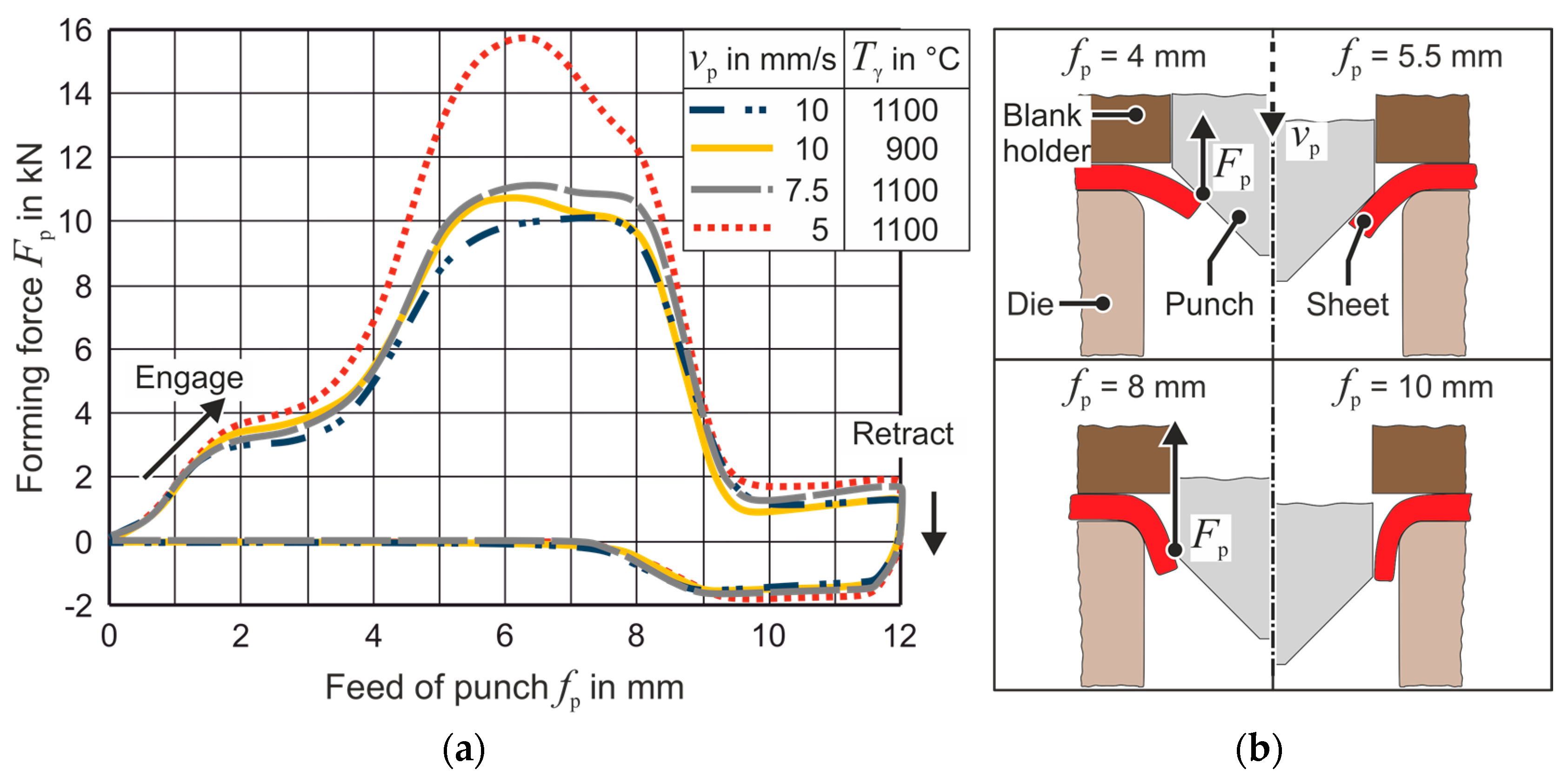
3.2. Forming Force and Contact Situation
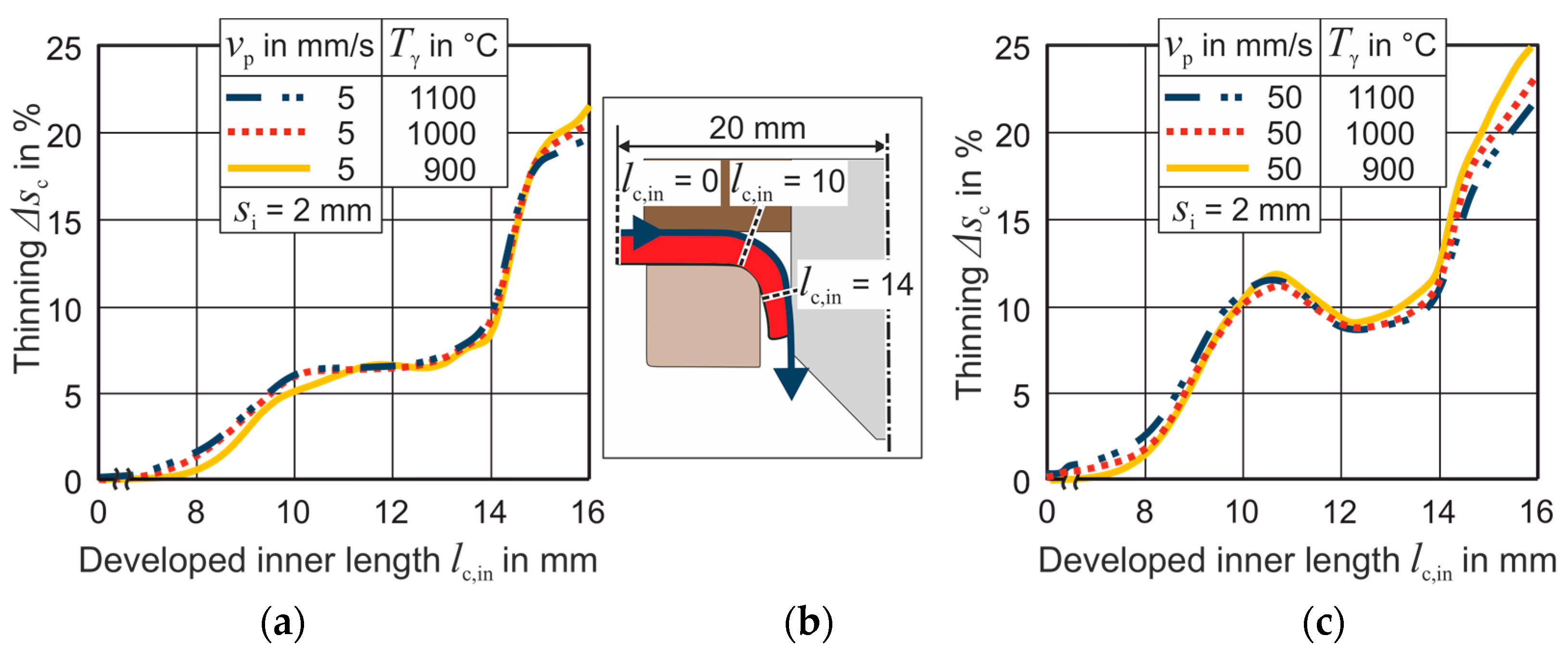
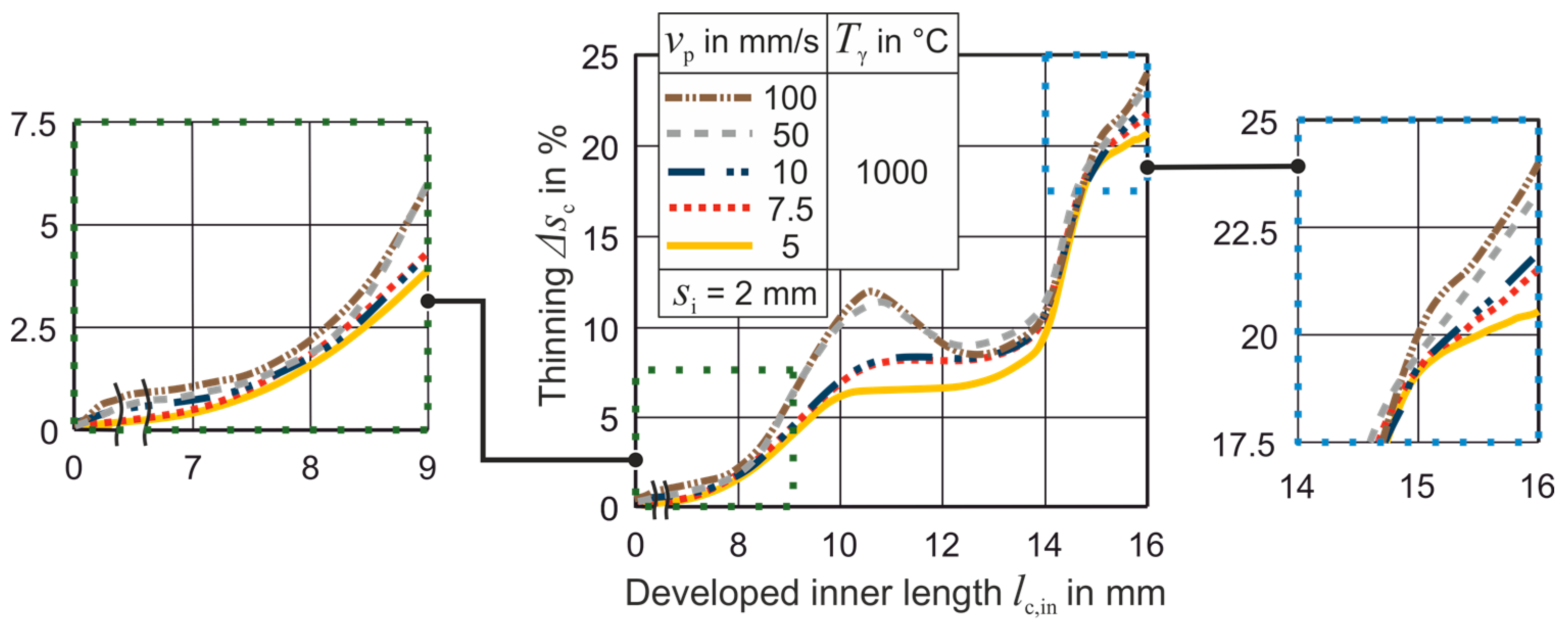
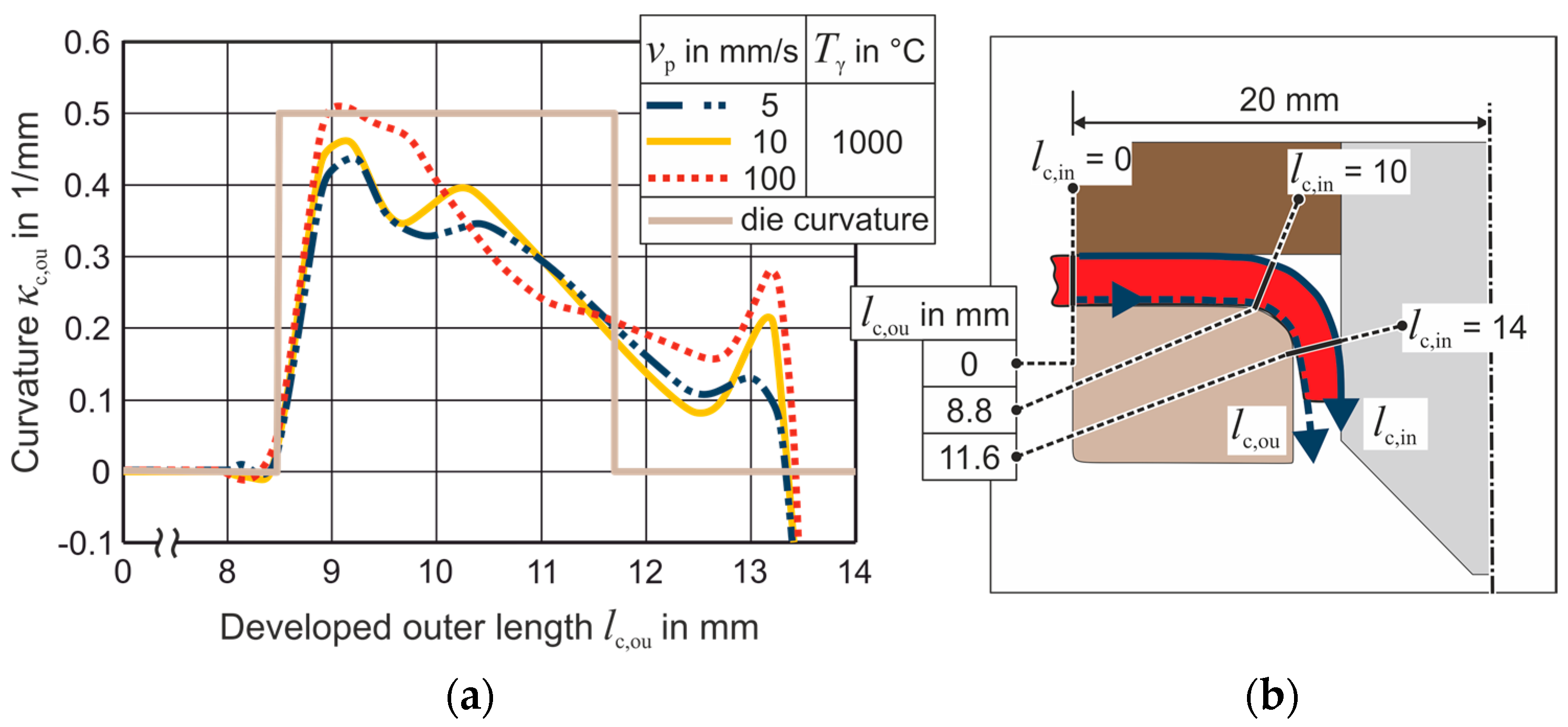
3.3. Geometry of the Collar
3.4. Adjusting Hardness of the Collar
3.5. Control of Product Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Belanger, P.; Lage, M.L.; Ruiz, L.R.; Isaksson, K. New zn multi-step hot stamping innovation at gestamp. In Proceedings of the 6th International Conference Hot Steel Metal Forming of High-Performance Steel, CHS2, Atlanta, GA, USA, 4–7 June 2017; pp. 327–335. [Google Scholar]
- Mori, K.; Maeno, T.; Sakagami, M.; Ukai, M.; Agatsuma, Y. 2-stage progressive-die hot stamping of ultra-high strength steel parts using resistance heating. Procedia Eng. 2017, 207, 681–686. [Google Scholar] [CrossRef]
- Mori, K.; Maeno, T.; Tsuchiya, M.; Nanya, T. Inclusion of hot stamping operations in progressive-die plate forging of tailored high strength gear part. Int. J. Adv. Manuf. Technol. 2017, 90, 3585–3594. [Google Scholar] [CrossRef]
- Bergman, G. Modelling and Simulation of Simultaneous Forming and Quenching. Ph.D. Thesis, Luleå tekniska universitet, Luleå, Sverige, 1999. [Google Scholar]
- Neugebauer, R.; Schieck, F.; Polster, S.; Mosel, A.; Rautenstrauch, A.; Schönherr, J.; Pierschel, N. Press hardening—An innovative and challenging technology. Arch. Civ. Mech. Eng. 2012, 12, 113–118. [Google Scholar] [CrossRef]
- Demazel, N.; Laurent, H.; Coër, J.; Carin, M.; Le Masson, P.; Favero, J.; Canivenc, R.; Salmon-Legagneur, H. Investigation of the progressive hot die stamping of a complex boron steel part using numerical simulations and Gleeble tests. Int. J. Adv. Manuf. Technol. 2018, 99, 803–817. [Google Scholar] [CrossRef]
- Allwood, J.M.; Duncan, S.R.; Cao, J.; Groche, P.; Hirt, G.; Kinsey, B.; Kuboki, T.; Liewald, M.; Sterzing, A.; Tekkaya, A.E. Closed-loop control of product properties in metal forming. CIRP Ann. Manuf. Technol. 2016, 65, 573–596. [Google Scholar] [CrossRef] [Green Version]
- Löbbe, C.; Hoppe, C.; Becker, C.; Tekkaya, A.E. Closed loop springback control in progressive die bending by induction heating. Int. J. Precis. Eng. Manuf. 2015, 16, 2441–2449. [Google Scholar] [CrossRef]
- Löbbe, C.; Hering, O.; Hiegemann, L.; Tekkaya, A.E. Setting mechanical properties of high strength steels for rapid hot forming processes. Materials 2016, 9, 229. [Google Scholar] [CrossRef]
- Löbbe, C.; Tekkaya, A.E. Mechanisms for controlling springback and strength in heat-assisted sheet forming. CIRP Ann. 2018, 67, 273–276. [Google Scholar] [CrossRef]
- Groche, P.; Erhardt, R. Lasererwärmung zur Verbesserung des Umformergebnisses beim Kragenziehen von Aluminium- und Magnesiumknetlegierungen. Materwiss. Werksttech. 2004, 35, 467–472. [Google Scholar] [CrossRef]
- Motaman, S.A.H.; Komerla, K.; Storms, T.; Prahl, U.; Brecher, C.; Bleck, W. Experimental and numerical investigation of dual phase steels formability during laser-assisted hole-flanging. In Proceedings of the 21st International ESAFORM Conference on Material Forming, Palermo, Italy, 23–25 April 2018. [Google Scholar]
- Cheng, F.S. Hole-flange forming of high-strength steel sheet using one-step hot stamping-forging method. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 181–185. [Google Scholar] [CrossRef]
- Klöser, D.; Martschin, J.; Meurer, T.; Tekkaya, A.E. Reduced order modelling for spatial-temporal temperature and property estimation in a multi-stage hot sheet metal forming process. Adv. Ind. Manuf. Eng. 2021. manuscript in submission. [Google Scholar]
- Mithieux, J.-D.; Badiner, G.; Santacreu, P.-O.; Herbelin, J.-M.; Kostoj, V. Optimized Martensitic Stainless Steels for Hot Formed Parts in Automotive Crash Application. In Proceedings of the 4th International Conference Hot Sheet Meatal Forming of High-Performance Steel, CHS2 2013-Proceedings; Oldeburg, M., Prakash, B., Steinhoff, K., Eds.; Verlag Wissenschaftliche Scripten: Lulea, Sverige, 2013; pp. 57–64. [Google Scholar]
- Suehiro, M.; Kusumi, K.; Maki, J.; Ohgami, M.; Miyakoshi, T. Properties of aluminium coated steels for hot forming. Nippon Steel Tech. Rep. 2003, 88, 16–21. [Google Scholar]
- Da Costa Ximenes, D.A.; Moreira, L.P.; De Carvalho, J.E.R.; Leite, D.N.F.; Toledo, R.G.; Da Silva Dias, F.M. Phase transformation temperatures and Fe enrichment of a 22MnB5 Zn-Fe coated steel under hot stamping conditions. J. Mater. Res. Technol. 2020, 9, 629–635. [Google Scholar] [CrossRef]
- Veit, R.; Hofmann, H.; Kolleck, R.; Sikora, S. Untersuchung der Phasenbildung bei der Erwärmung Al/Si-beschichteter Formplatinen. In Proceedings of the 5 Erlanger Workshop Warmblechumformung, Erlangen, Germany, 8 December 2010; pp. 29–36. [Google Scholar]
- Behrens, B.-A.; Hübner, S.; Sunderkötter, C.; Gebel, L.; Gnaß, S.; Berndt, G.; Trimborn, C.; Pfeffer, C. Influence of process parameters on the hot stamping of carbon-martensitic chromium steel sheets. IOP Conf. Ser. Mater. Sci. Eng. 2018, 418, 012007. [Google Scholar] [CrossRef]
- Tekkaya, A.E.; Meya, R.; Löbbe, C. Heizvorrichtung zur Erzeugung von Joule’scher Wärme bei der Erwärmung von vorzugsweise dünnwandigen Blechteilen mittels mittelfrequentem Strom. DE102017004935.1A, 18 May 2017. [Google Scholar]
- Yuan, L.; Ponge, D.; Wittig, J.; Choi, P.; Jiménez, J.A.; Raabe, D. Nanoscale austenite reversion through partitioning, segregation and kinetic freezing: Example of a ductile 2GPa Fe–Cr–C steel. Acta Mater. 2012, 60, 2790–2804. [Google Scholar] [CrossRef] [Green Version]
- Löbbe, C. Temperaturunterstütztes Biegen und Wärmebehandeln in Mehrstufigen Werkzeugen; Shaker Verlag: Aachen, Germany, 2019; ISBN 3844064850. [Google Scholar]
- García De Andrés, C.; Álvarez, L.F.; López, V.; Jiménez, J.A. Effects of carbide-forming elements on the response to thermal treatment of the X45Cr13 martensitic stainless steel. J. Mater. Sci. 1998, 33, 4095–4100. [Google Scholar] [CrossRef]
- Barlow, L.D.; Du Toit, M. Effect of Austenitizing Heat Treatment on the Microstructure and Hardness of Martensitic Stainless Steel AISI 420. J. Mater. Eng. Perform. 2012, 21, 1327–1336. [Google Scholar] [CrossRef]
- Mori, K.; Saito, S.; Maki, S. Warm and hot punching of ultra high strength steel sheet. CIRP Ann. 2008, 57, 321–324. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| αP | Cone angle of the punch | [°] |
| κc | Curvature of the collar | [1/mm] |
| κc,ou | Curvature along the outer developed length of the collar | [1/mm] |
| Dd | Diameter of the hole in the die | [mm] |
| Di | Diameter of the pre-hole in the sheet | [mm] |
| Dp | Diameter of the punch | [mm] |
| Fp | Force acting on the punch | [N] |
| fp | Feed of the punch | [mm] |
| hc | Height of the collar | [mm] |
| l | Length | [mm] |
| lc,in | Developed length along the inner side of the collar | [mm] |
| lc,ou | Developed length along the outer side of the collar | [mm] |
| lgap | Length of the gap between the tools during heating | [mm] |
| Ms | Martensite start temperature | [K] |
| Rd | Radius of the edge of the hole in the die | [mm] |
| rc | Cooling rate | [K/s] |
| rh | Heating rate | [K/s] |
| s | Thickness | [mm] |
| sc | Thickness of the collar | [mm] |
| si | Initial thickness of the sheet | [mm] |
| ∆sc | Thinning of the collar wall | [%] |
| T | Temperature | [K] |
| Tγ | Austenitization temperature | [K] |
| tγ | Dwell time of austenitization temperature | [s] |
| vp | Velocity of the punch | [mm/s] |
| w | Width | [mm] |
| x | Distance to the water surface | [mm] |
| Yield Strength Rp0,2 in MPa | Hardness in HV | Chemical Composition in wt% | ||||||
|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Fe | ||
| 372 | 245 | 0.443 | 0.37 | 0.55 | 0.026 | 0.001 | 13.76 | 84.85 |
| ID. | Value | ID. | Value |
|---|---|---|---|
| αp | 45° | lgap | 20 mm |
| Dd | 19.1 mm | Rd | 2 mm |
| Di | 10 mm | si | 2 mm |
| Dp | 14.9 mm | vp | 5 mm/s to 100 mm/s |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Martschin, J.; Meya, R.; Klöser, D.; Meurer, T.; Tekkaya, A.E. Control-Oriented Characterization of Product Properties during Hot Hole-Flanging of X46Cr13 Sheet Material in a Progressive-Die. Metals 2021, 11, 349. https://doi.org/10.3390/met11020349
Martschin J, Meya R, Klöser D, Meurer T, Tekkaya AE. Control-Oriented Characterization of Product Properties during Hot Hole-Flanging of X46Cr13 Sheet Material in a Progressive-Die. Metals. 2021; 11(2):349. https://doi.org/10.3390/met11020349
Chicago/Turabian StyleMartschin, Juri, Rickmer Meya, Daniel Klöser, Thomas Meurer, and A. Erman Tekkaya. 2021. "Control-Oriented Characterization of Product Properties during Hot Hole-Flanging of X46Cr13 Sheet Material in a Progressive-Die" Metals 11, no. 2: 349. https://doi.org/10.3390/met11020349
APA StyleMartschin, J., Meya, R., Klöser, D., Meurer, T., & Tekkaya, A. E. (2021). Control-Oriented Characterization of Product Properties during Hot Hole-Flanging of X46Cr13 Sheet Material in a Progressive-Die. Metals, 11(2), 349. https://doi.org/10.3390/met11020349