2. Materials and Methods
To produce parts by powder metallurgy, an elemental mixture of Ti, Nb, and Mo powders was made, which were all supplied by Atlantic Equipment Engineers (Upper Saddle River, NJ, USA) as: Ti with 99.67% purity and granulometry d (0.5) = 29.23 µm; Nb with 99.95% purity and size d (0.5) = 15.94 µm; and Mo with 99.97% purity and size d (0.5) = 4.26 µm. The powders were mixed for 30 min in a 2-liter Inversine turbine (Bio-Components- Wald, Switzerland). Samples measuring 30 mm × 12 mm × 5.5 mm were compacted in an Instron (model 1343, Buckinghamshire, UK) uniaxial action universal hydraulic press in a floating matrix and were dimensionally characterized. Due to the differences in the powders’ melting points, compacts were sintered in a CARBOLITE HVT 15-75-450 (GlobalSpec- Engineering 360-Hope, Albany, NY, USA ) high-vacuum tube furnace under vacuum conditions of 3 × 10
−2 Pa at 1250 °C for 3 h [
10,
11,
12]. After sintering, a new dimensional control was carried out, and density was determined by the Archimedes method using a KERN 770/GS/GJ (Balingen, Germany) analytical balance.
A continuous wave neodymium-doped yttrium aluminum garnet (Nd: YAG) high-power solid-state industrial laser system (Rofin-Sinar DY022, Plymouth, MI, USA), run in the continuous mode and λ = 1064 nm was used to melt the surface. A laser was defocused to obtain a 2-mm beam diameter on the working plane. Helium was used as a shielding gas at a flow rate of 20 L/min. The XYZ movement was achieved with a robotic-arm ABB IRB 2400 unit (Zurich, Switzerland) at 6 degrees of freedom. Scan velocity was combined with laser power to obtain three different energy densities (50, 75, 100 J/mm2). First of all, six single beads were made with different laser beam power and speed parameters. Beads were analyzed by optical microscopy Eclipse LV100DA-U (Nikon Instruments Inc, Tokyo Japan), on their cross-sections, and the optimal condition was selected by the h/A ratio, where h is the maximum bead depth and A is bead width.
A fusion of the entire sample surface was obtained after this selection, approximately 30 × 12 mm
2, with a 40% overlap between beads according to the final conditions listed in
Table 1.
The porosity in green was measured by the dimensional density of the materials selected after the compaction process. In this way, it was possible to obtain the resulting contraction after the sintering stage.
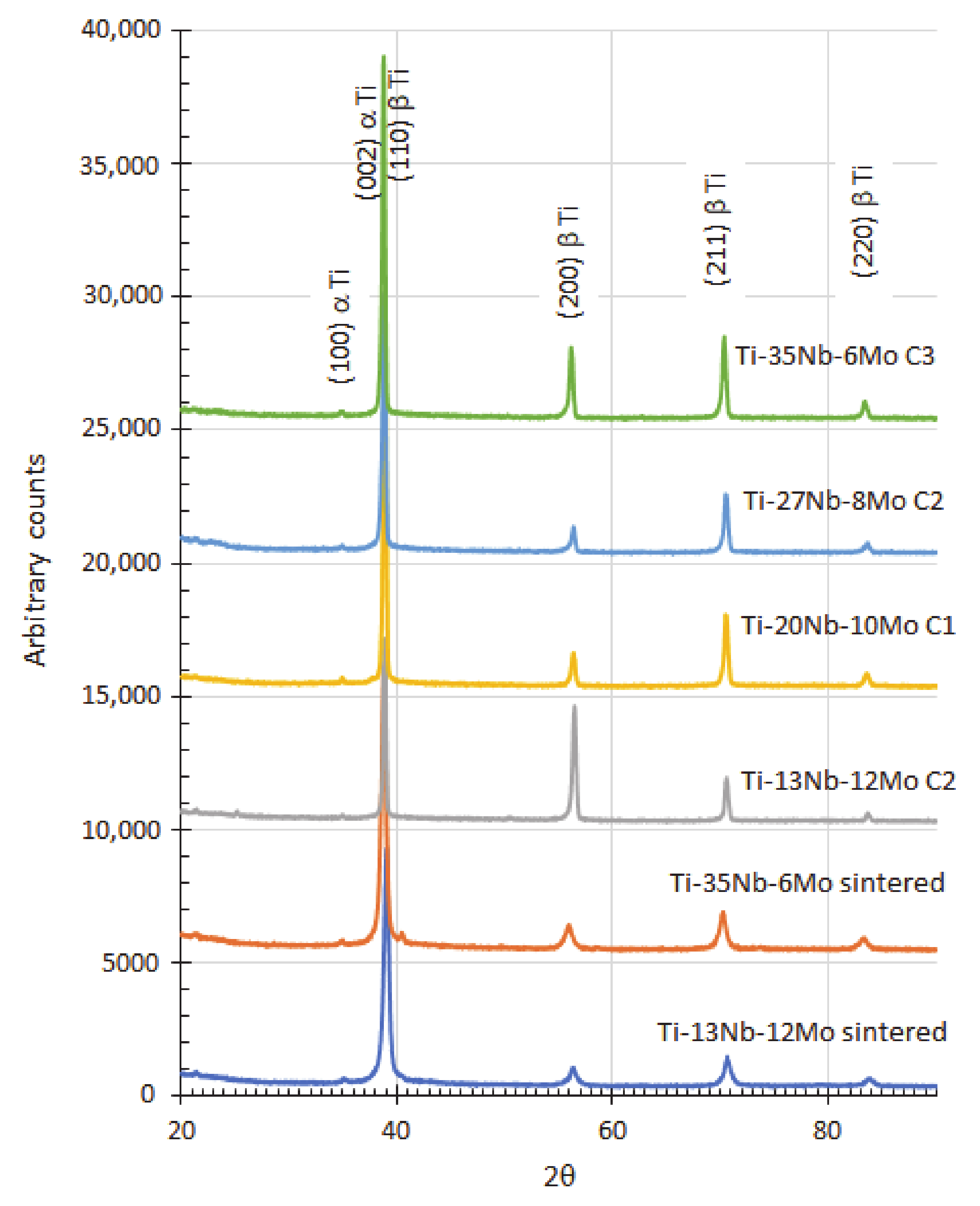
The crystalline structure of the sintered and modified surfaces was analyzed by X-ray diffraction (XRD) by performing a quantitative phase analysis by the Rietveld method. XRD was performed in a D2 Phaser model (Bruker, Karlsruhe, Germany) as follows: Cu Kα radiation (λ = 1.544 Å), 15 mA current, 30 kV potential, sweep from 20 to 90°, with a 0.02° step size. For the diffractograms analysis, the free MAUD (Materials Analysis Using Diffraction, University of Trento, Trento, Italy) software was used [
13] with the crystallographic database records of the ICSD (Inorganic Crystal Structure Database).
Mechanical behavior was carried out by three-point bending tests in a Shimadzu universal test press, model Autograph AG-100kN Xplus (Shimadzu, Tokyo, Japan), at a crosshead speed of 0.1 mm/min and with a 22-mm distance between supports. Displacement was determined using a video capture board model SOLIOS 2M EV (Matrox- Montreal, QC, Canada).
The elastic modulus was established by ultrasound equipment, model Echograph 1090 (Karl Deutsh, Wuppertal, Germany), with the DS 6 PB 4-14 probes for longitudinal waves, and the YS 12 HB 1 probe for transverse waves. For the hardness measurements, a microhardness (Matsuzawa-Akita, Japan), (model MHT2) was evaluated using 19.6 N load for 15 s microhardness. The number of indentations in each sample was 10, and they were made every 50 µm.
For the microstructural analysis, samples were subjected to a standard for metallographic preparation purposes [
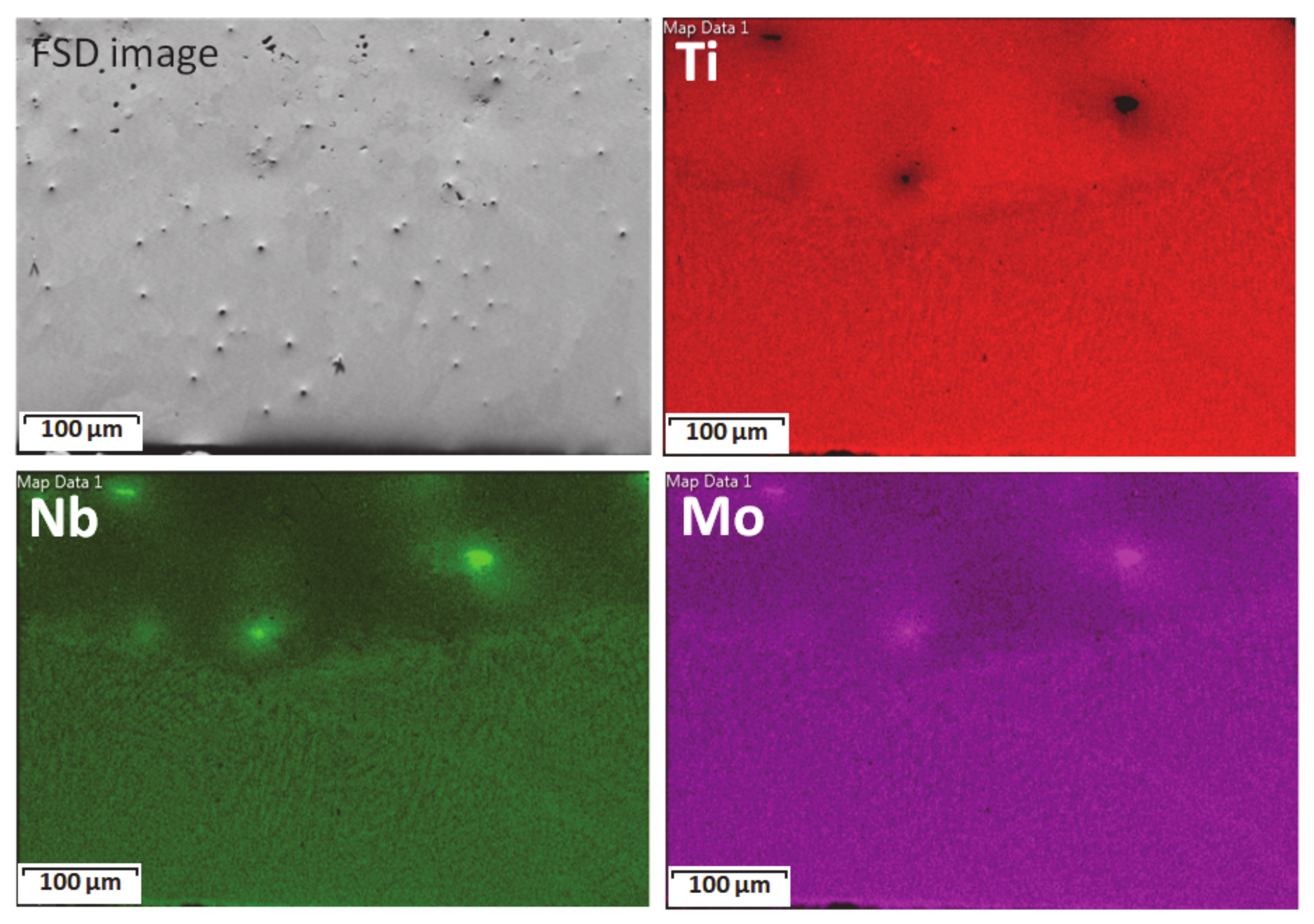
14]. Images were obtained using an optical microscope (Eclipse LV100, Nikon Inc., Melville, NY, USA), and a field emission scanning electron microscope (ULTRA 55, Carl Zeiss, Oberkochen, Germany) equipped with a X-ray dispersive energy detector (X-Max, Oxford Instruments, Oberkochen, Germany), and a diffraction detector. The backscattered electron beams (EBSD) from Oxford Instruments (Symmetry, Oberkochen, Germany) were controlled by the AZtecHKL software.
The ion release test was carried out by complete immersion in 50 mL of Fusayama artificial saliva (NaCl 0.4 g/L, KCl 0.4 g/L, CaCl2 0.8 g/L, H2PO4 0.7 g/L, NaF 2.5 g/L, Na2S 0.005 g/L, urea 1 g/L), pH 5.86, at 37 °C for 730 h. The ion content in the electrolyte was evaluated by Optical Emission Spectrometer (715ES, ICP-OES, Varian Medical Systems, Austin, TX, USA).
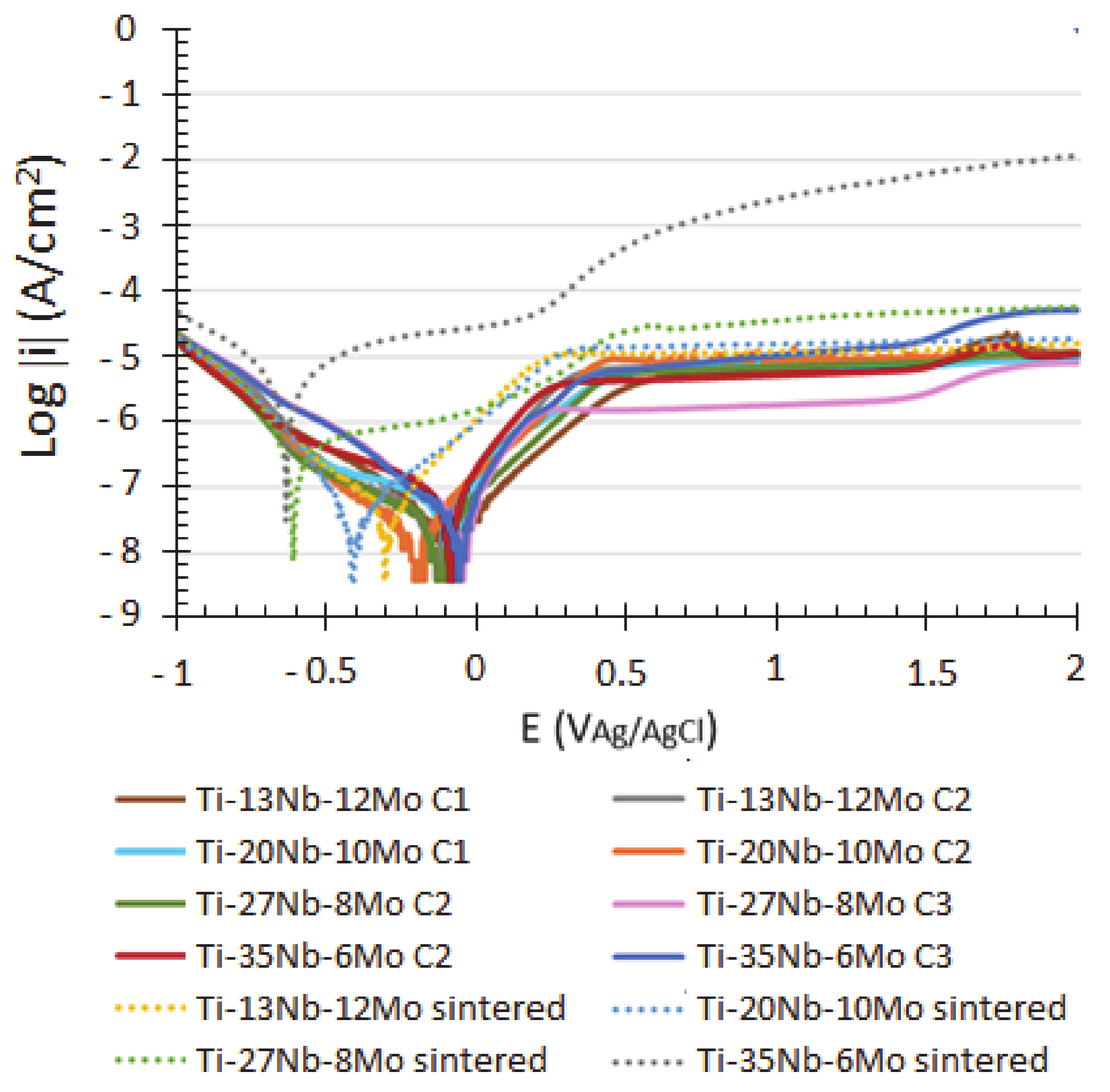
The potentiodynamic corrosion tests were carried out at 37 °C in the Fusayama artificial saliva electrolyte without NaF on a surface area of 0.785 cm2 using Ag/AgCl, 3M KCl as a reference electrode in a potentiostat (PGSTAT204, Metrohm autolab, Utrecht, Netherlands). The corrosion rate was determined by Tafel’s extrapolation methods. Tafel´s slope cathodic (βc) and anodic (βa) and corrosion current densities (icorr) were estimated from Tafel plots. Corrosion potential was also established. Three repetitions of all the tests were performed at a scan rate of 2 mV/s.
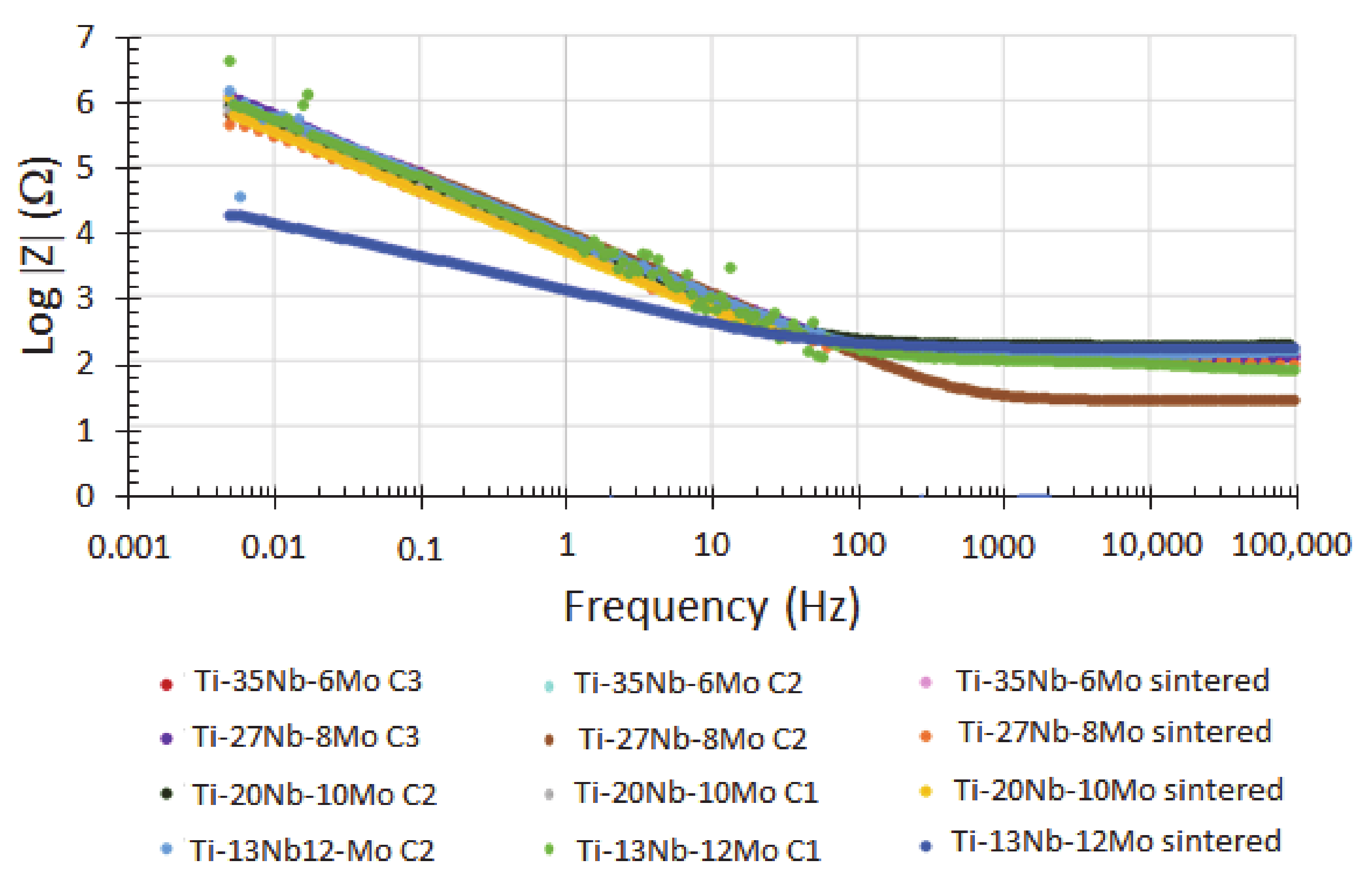
Electrochemical Impedance Spectroscopy (EIS) was obtained with a FRA32M module combined with the potentiometer in the same AS solution at a frequency range from 1 MHz to 0.01 Hz and a signal amplitude of 10 mV at OCP for 3600 s. Impedance data were analyzed by the Zview software (Key Solutions, Landis, NC, USA) and fitted to double porous layer equivalent circuits.
4. Discussion
Alloys’ porosity seemed to rise with higher Nb and lower Mo contents. However, the values of the contractions that samples underwent did not significantly differ among distinct compositions. Interestingly, the open porosity after SML in the Ti-13Nb-12Mo and Ti-20Nb-10Mo alloys presented a proportional reduction in porosity with increasing laser beam power. However, the reduced porosity in the Ti-27Nb-8Mo and Ti-35Nb-6Mo samples increased with rising energy laser beam density. Slowing laser speed can increase the area of the beads obtained due to the longer interaction time between the laser and the surface. Laser fusion can cause surface cracks or defects, and thermal exposure leaves HAZ below the cast surface, which modifies its mechanical properties. Typically, this area that occupies around 400–600 µm under the FZ layer can be reduced using lasers run at higher speeds [
15].
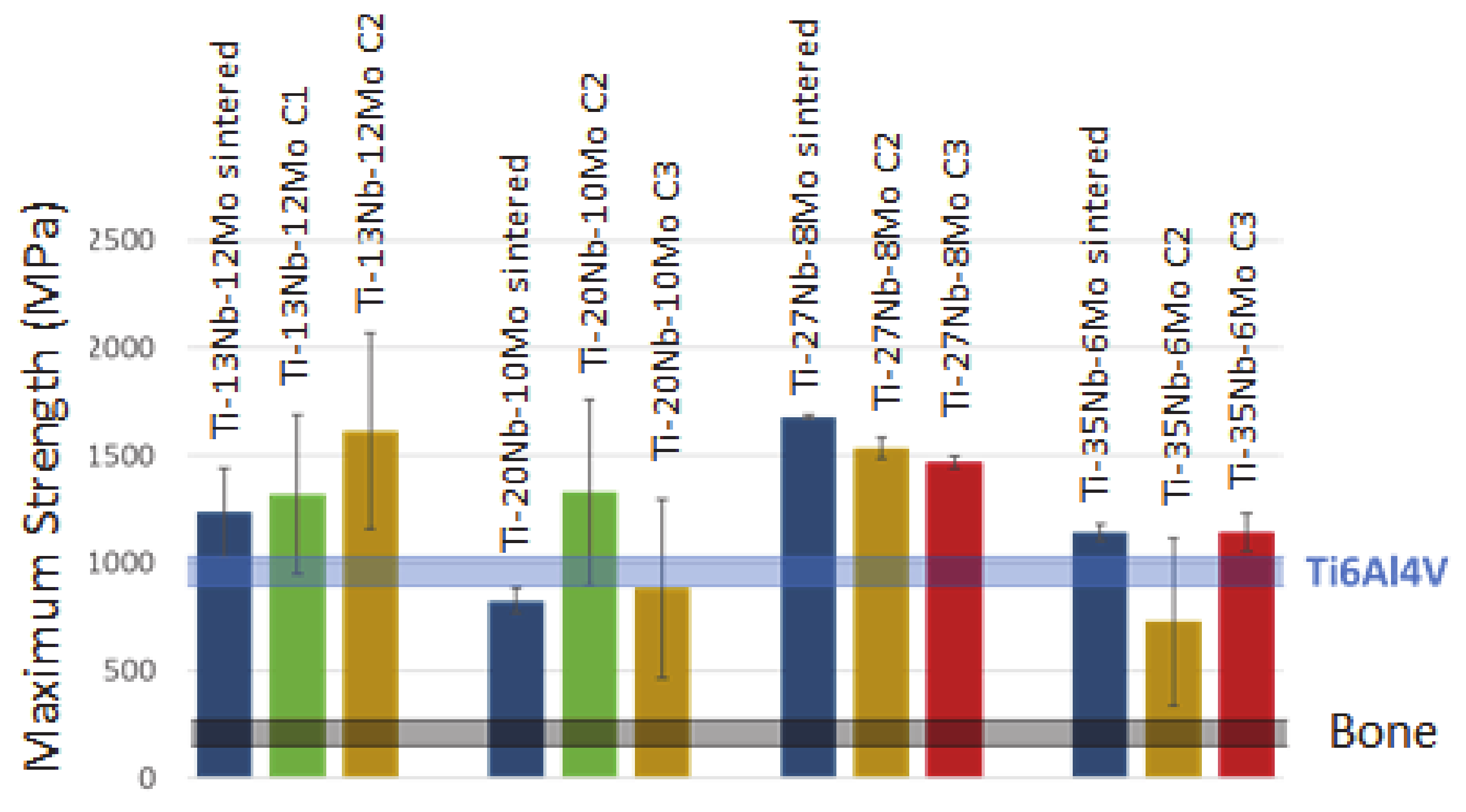
Higher porosity in an alloy generally implies reduced mechanical properties [
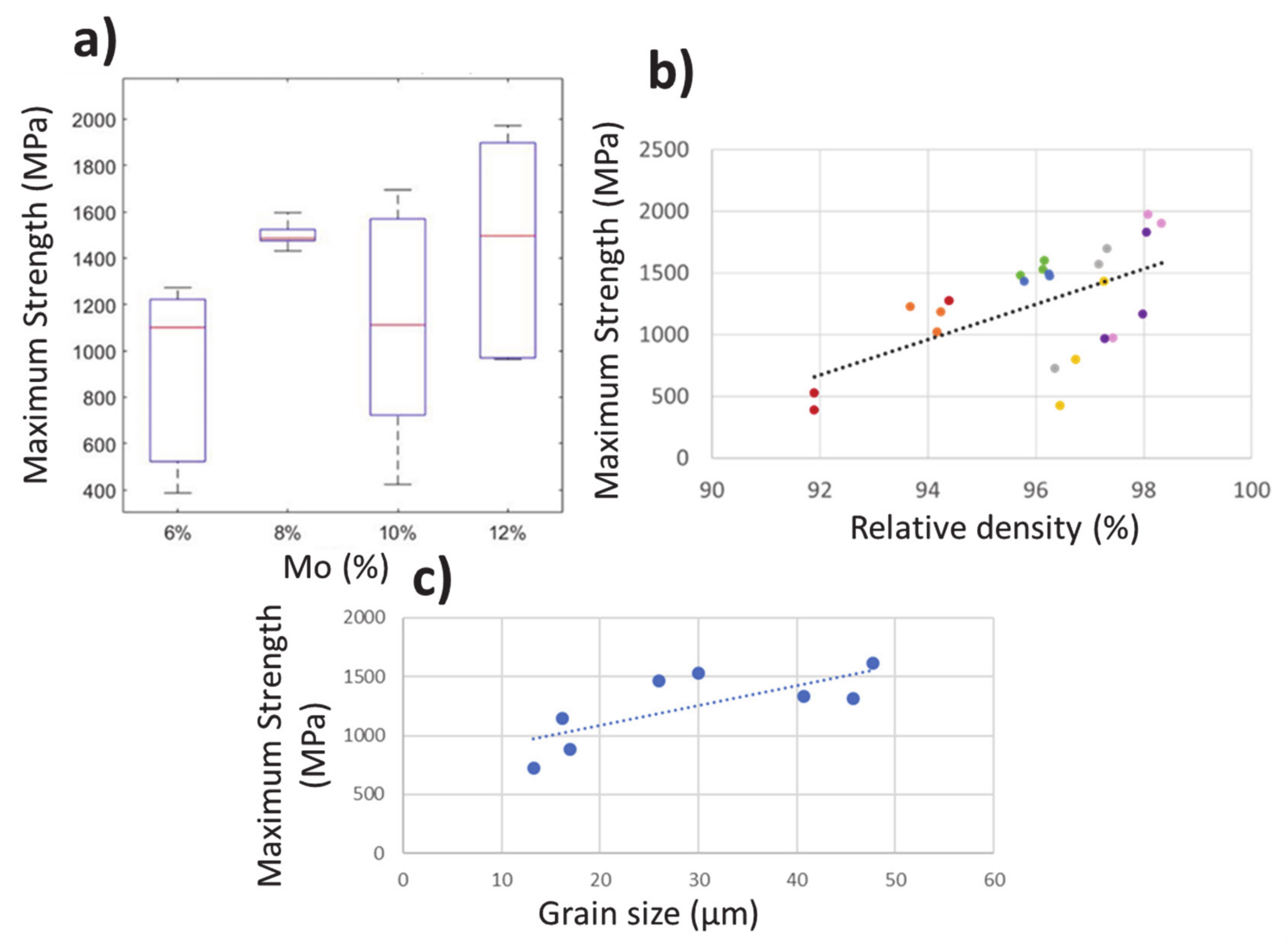
16]. By observing the results for the different compositions of the Ti-Nb-Mo alloys, a certain increase in the maximum flexural strength was seen when Mo content rose in the alloy. The composition of each alloy plays a decisive role in its final mechanical properties. Both Nb and Mo have a strong β-stabilizing effect on Ti alloys, but Mo appears to increase mechanical characteristics to a greater extent than Nb [
17,
18]. The variability in flexural strength data is decomposed into statistically significant contributions due to Mo content, relative density, and grain size, as depicted in
Figure 12.
The obtained flexural strength values are considered relatively high as they are well above the flexural strength of bone tissue, whose range is around 110–184 MPa [
19]. To make a comparison of the flexural strength values of other medical materials, such as forging Ti-6Al-4V,
Figure 13 shows the 896–1103 range [
20], despite the fact that the obtained values are not higher for all the alloys and quite a small difference.
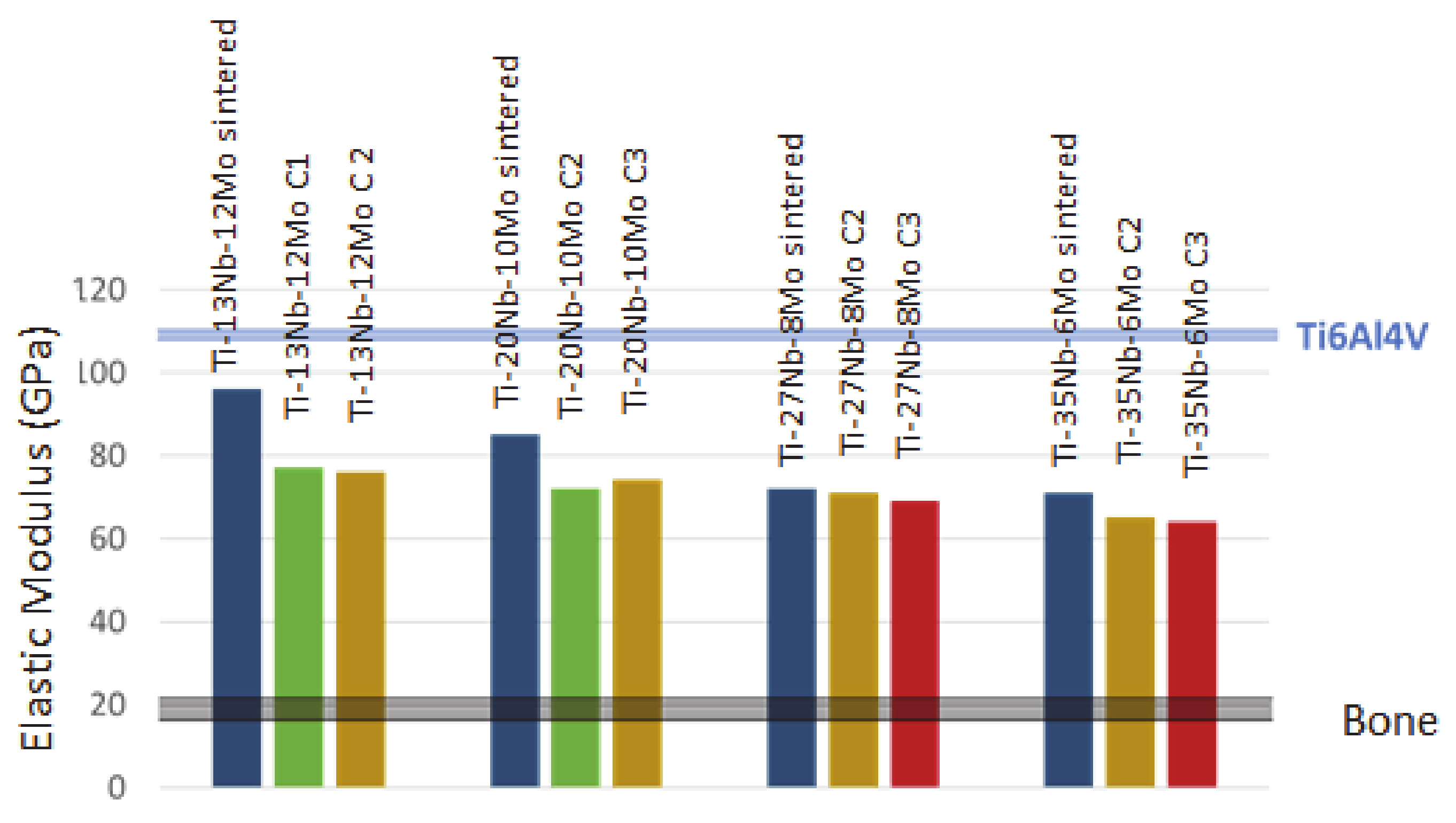
The decrease in the elastic modulus as Mo content lowered is worth noting (
Figure 14). Besides, we can see a reduction with laser surface fusion which is, in any case, considerably lower than that of the Ti-6Al-4V alloy [
21]. However, as with the vast majority of currently investigated biomedical alloys [
4,
22,
23], the elastic modulus value of the Ti-Nb-Mo alloys was well above the elastic modulus of bone tissue.
Hardness was affected by different Nb and Mo concentrations in alloys, while the difference between the values obtained for HAZ and BM did not seem to significantly contribute to the material’s hardness. When observing the results obtained with other powder metallurgical alloys, the hardness ranges came very close to the corresponding forging alloys and depended largely on the sintering temperature at which materials were produced [
9,
24].
In the modified areas, the obtained hardness value was higher than the corresponding BM. This could be due to the greater homogeneity of the studied matrix, which could be verified in complementary microscopy studies, together with the disappearance of porosity, which reduces any material’s mechanical properties. This increase in surface hardness could provide interesting improvements to the material’s wear behavior [
25], which is very important in the biomedical field because it requires contact movement between different components. Relatively low wear resistance leads to excessive wear, mechano-chemical instability and, consequently, to implant loosening [
26].
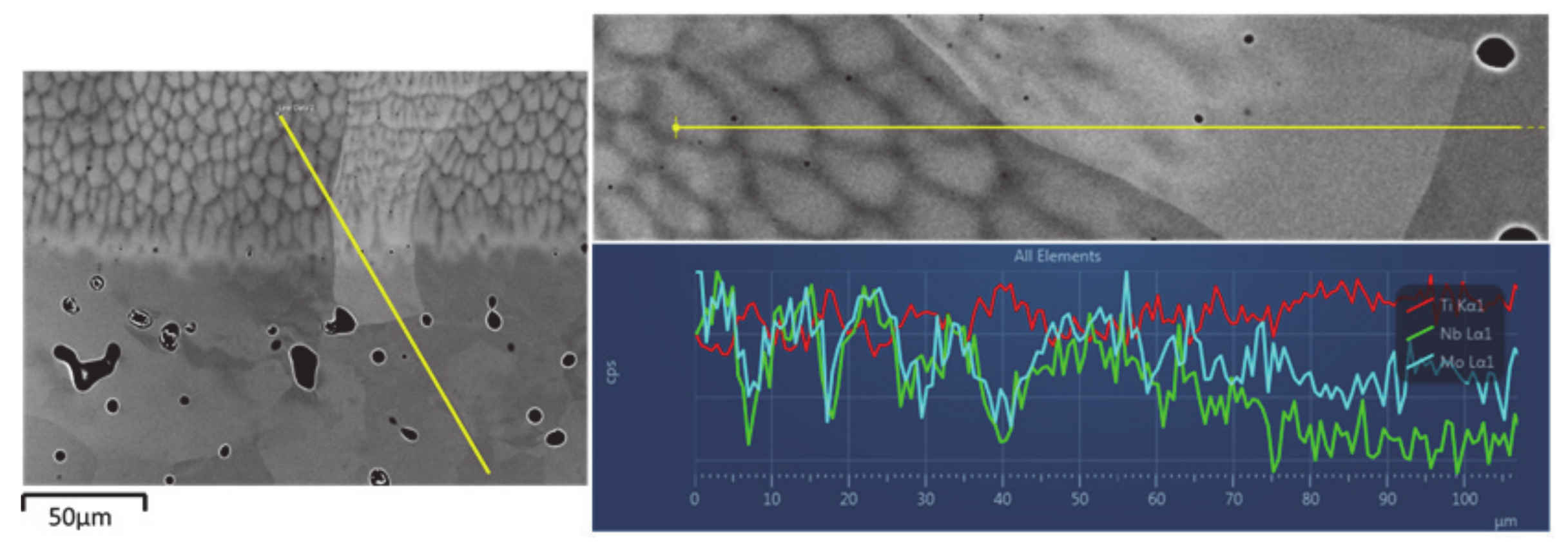
It is noteworthy that the hardness values generally obtained for the surface treatment lowered as the analysis distance progressed. This decrease was attributed to the microstructural evolution caused by surface treatment. The laser is used to induce thin layer fusion on the metal surface, which modifies the material’s surface properties due to rapid melting, followed by fast solidification. The fact that the melt and the solid substrate come into close contact with one another caused very rapid heat extraction during solidification which, in turn, resulted in very high cooling rates in the order from 105 to 108 K/s [
27]. The high cooling rates to which this surface layer was subjected gave rise to different microstructures forming from the BM.
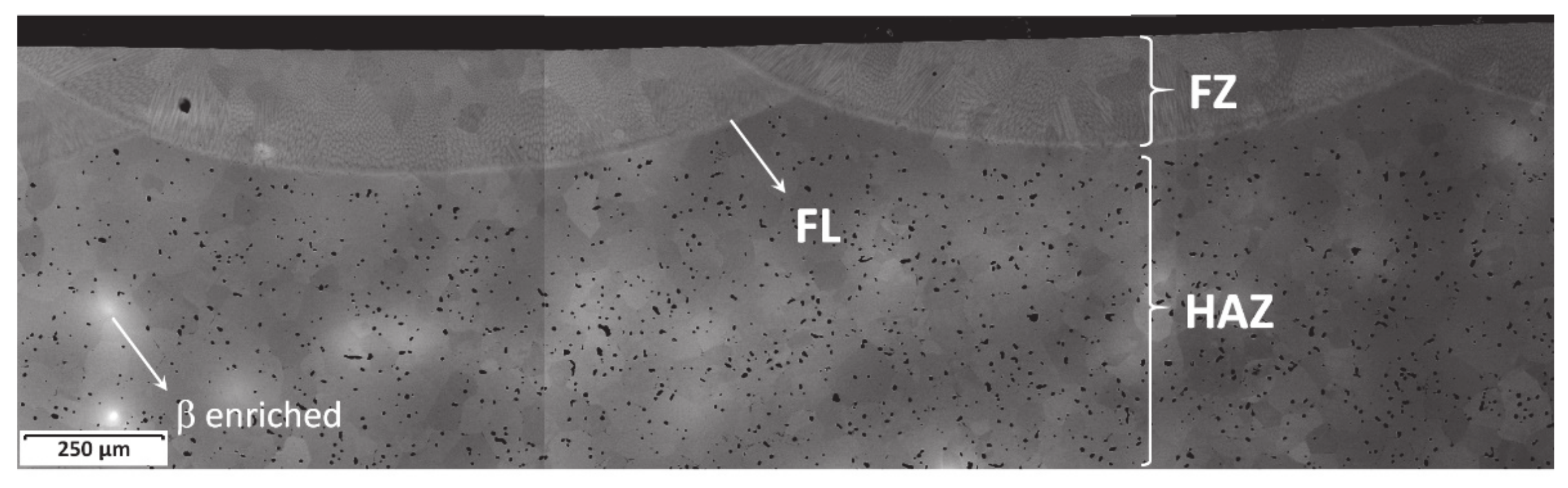
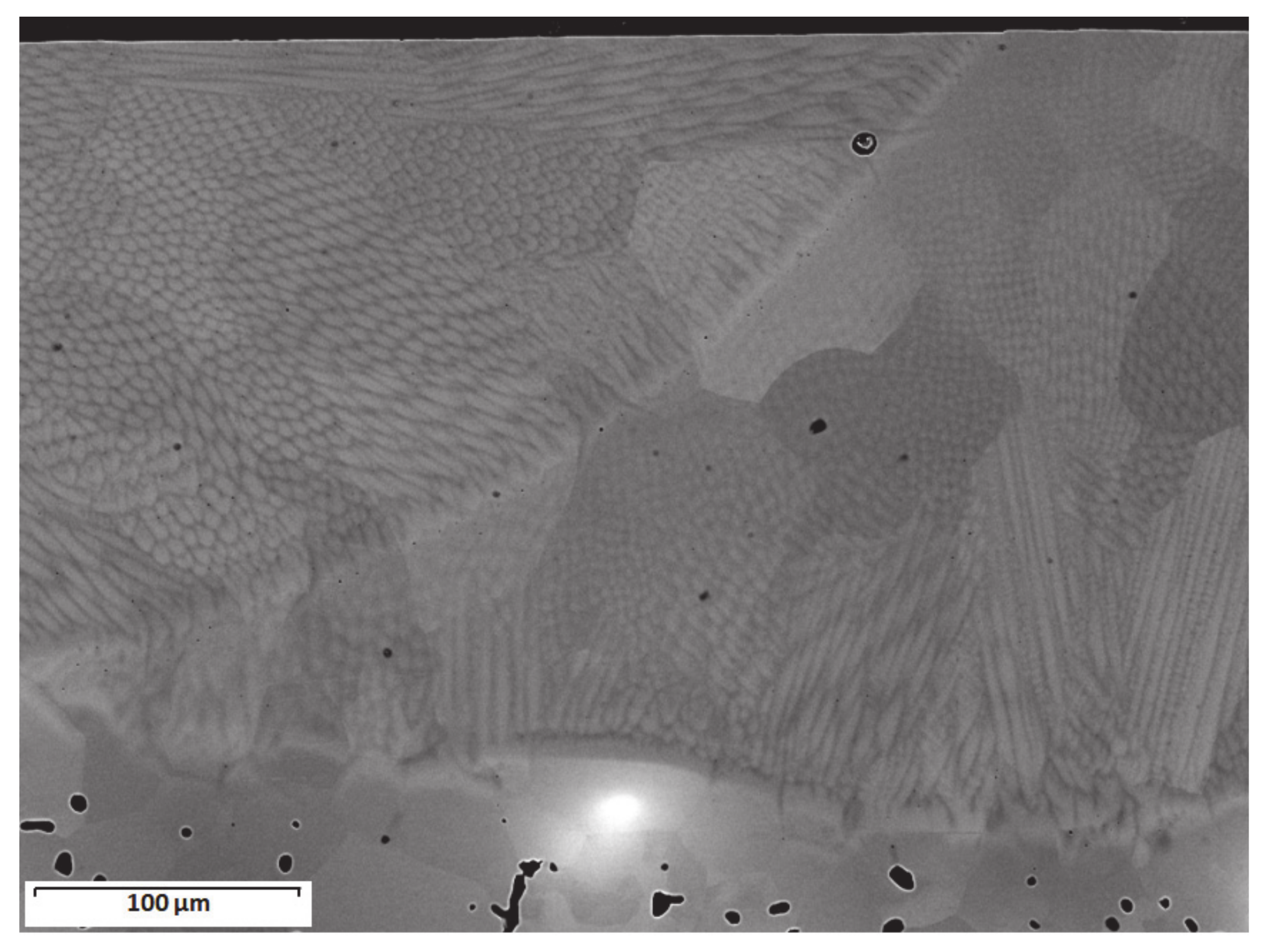
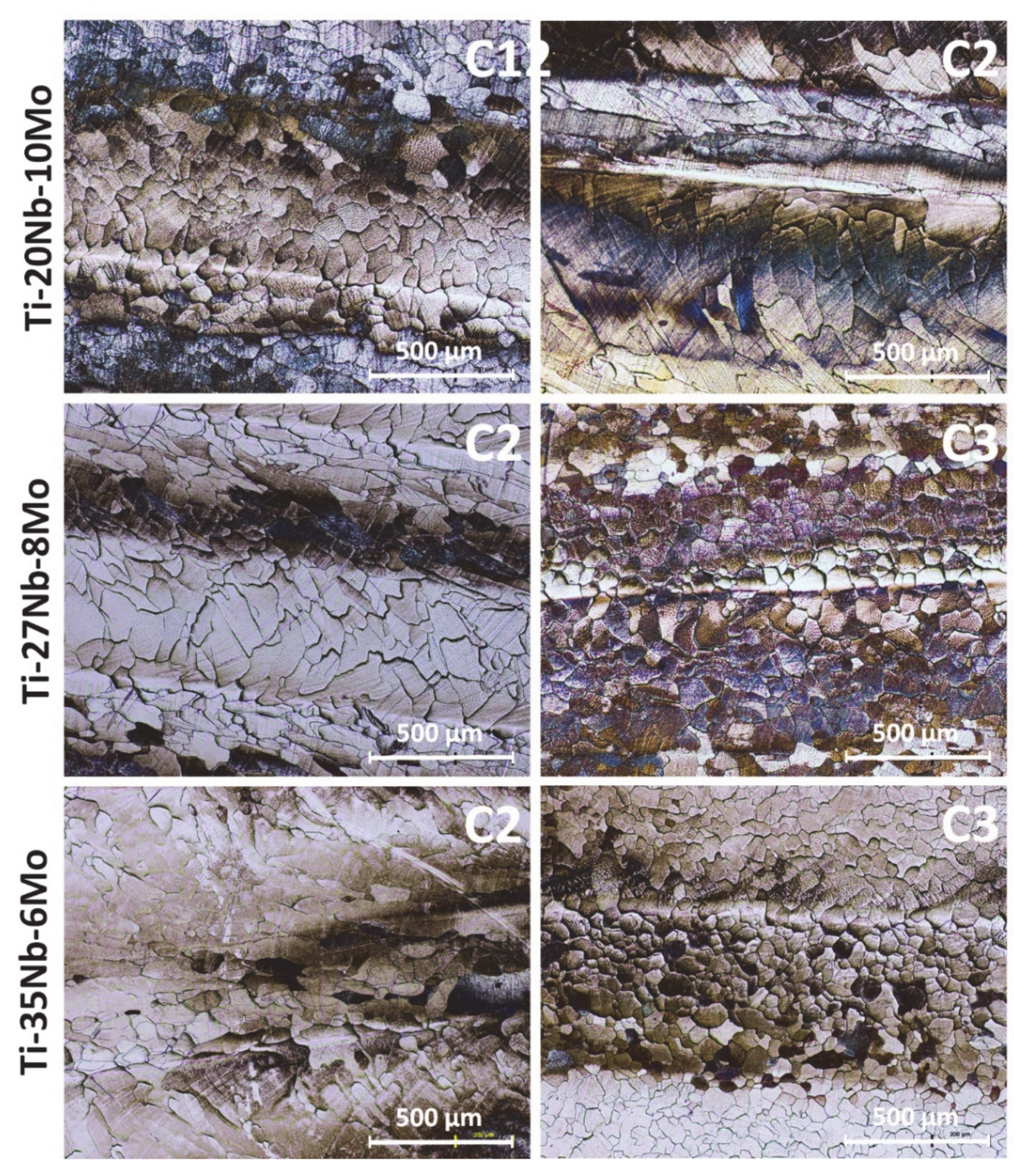
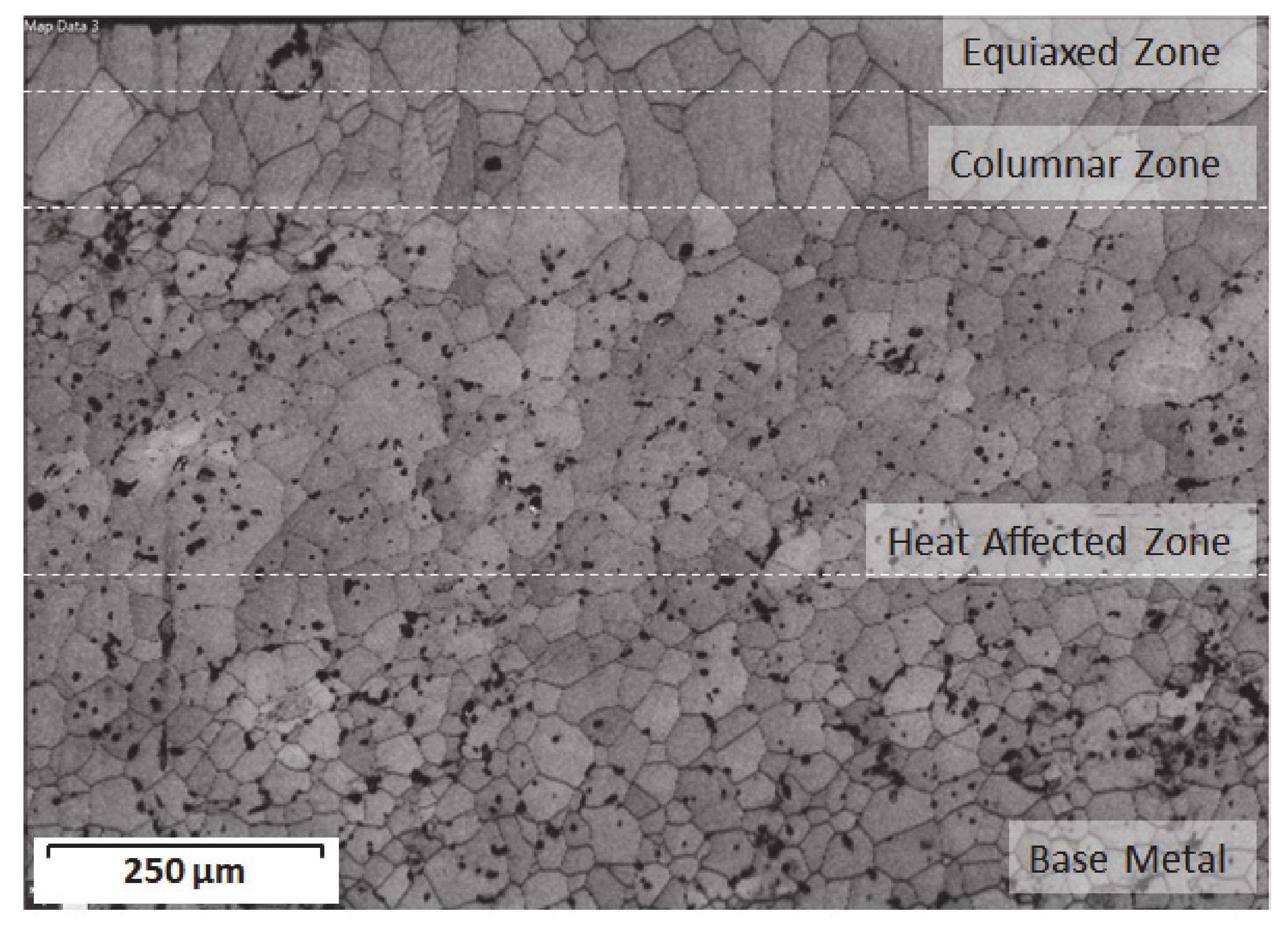
The image in
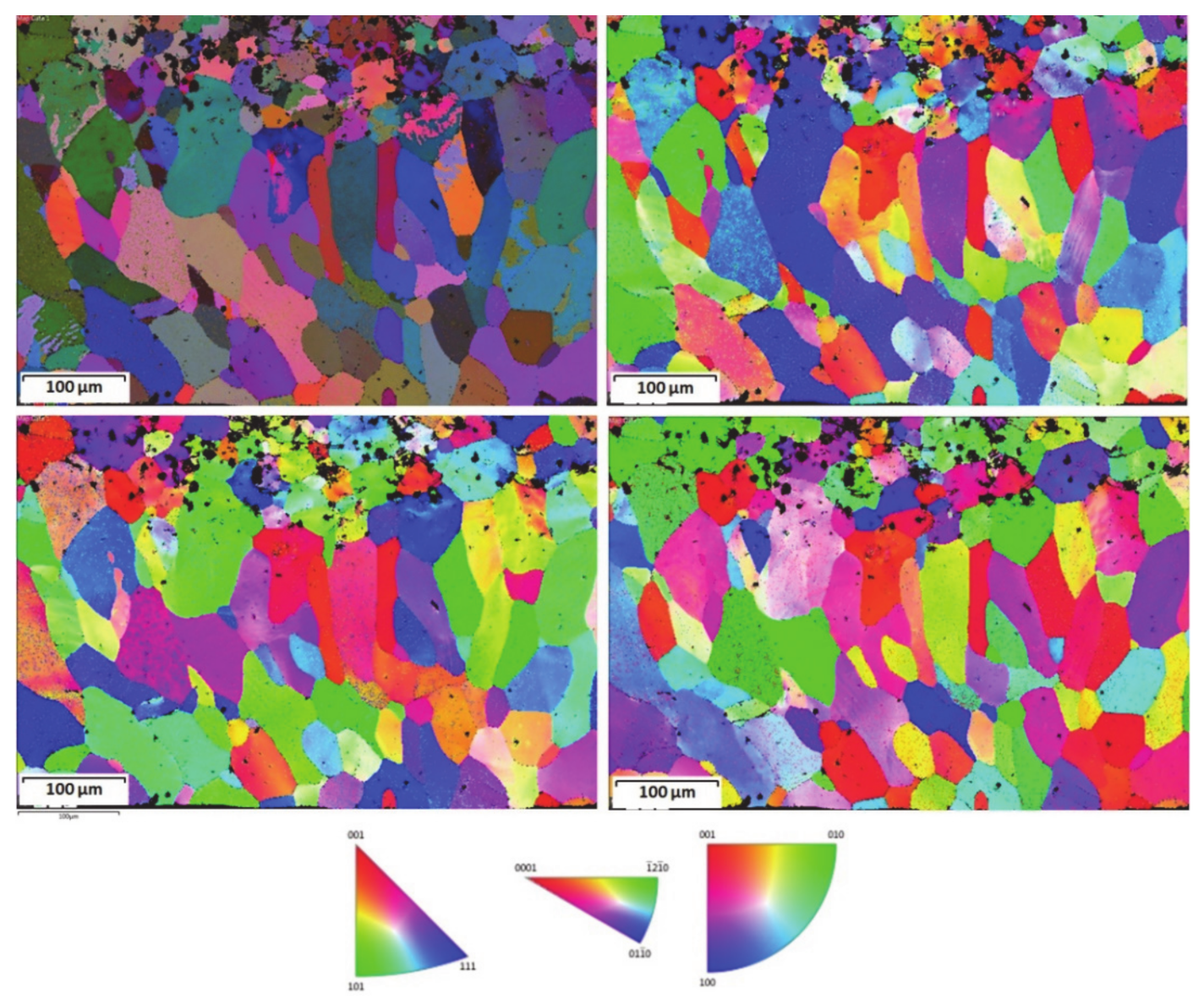
Figure 15, which is related to the cross-section of the Ti-27Nb-8Mo alloy (Condition 2) with laser surface fusion, allows us to clearly see the three zones into which we divided the specimen: FZ, HAZ, and BM. In this image, the different microstructural zones are roughly marked because of the wide variety in the laser-fused zone between grain characteristics. Although columnar grain growth is seen, we also found that grains were more equiaxed in the most superficial area. In this way, the laser fused zone can be divided into two zones: An equiaxial microstructure zone exposed to a very fast cooling rate for being that which came into contact with air; a columnar microstructure with grains of 100–250 μm in diameter and subjected to a somewhat slower cooling rate. So, these columnar grains nucleated from HAZ and grew vertically through FZ.
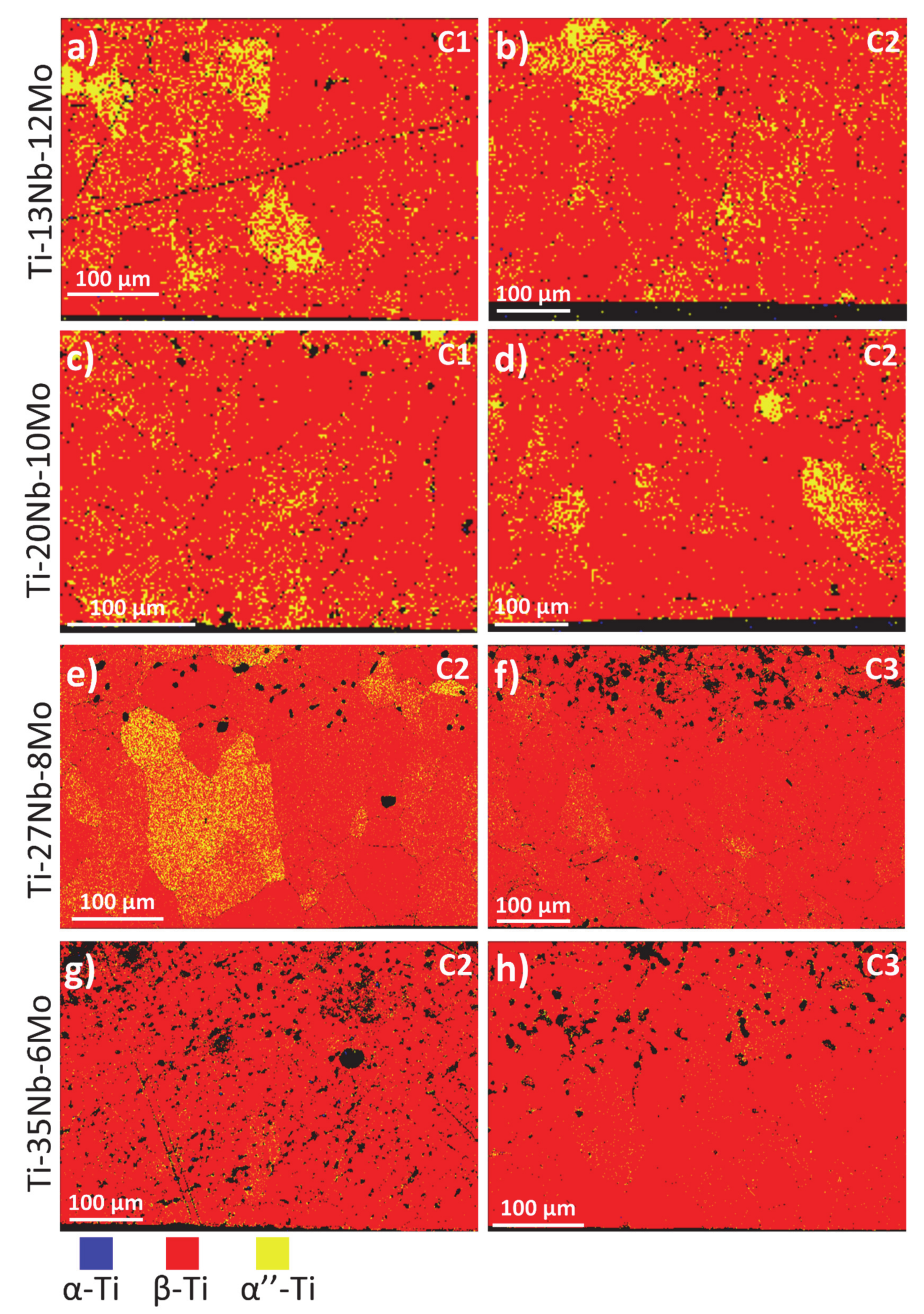
At the same time, there was no well-defined boundary between BM and HAZ, whose microstructure gradually varied with the distance from the laser fused zone. The HAZ microstructure consisted of poorly defined equiaxed grains in which the presence of α” was still detected in their interior.
The alloys’ microstructure was predicted thanks to the equivalent Mo percentage but, above all, thanks to the orbital theory. When observing the representation of the different alloys in the Bo-Md diagram, and according to Bignon and co-workers [
28], the Ti-Nb-Mo alloys came very close to a martensitic structure, and the precipitation of α” after heat treatment was possible.
These mechano-microstructural properties are decisive for ion release and to avoid corrosion processes. The interaction between the implanted biomaterial and the surrounding tissue allowed the diffusion of ions and microparticles, which has often been associated with clinical complications. Ti spontaneously oxidizes by creating a passive layer, whose physico-chemical properties are decisive during this electrochemical process [
29].
Alloys’ biocompatibility can be linked with the amount of elements released under certain clinical conditions. The choice of alloy elements Nb and Mo was because they are non-cytotoxic, and they present interesting and promising qualities for biomedicine [
30].
Possible Ti toxicity is uncertain, and information on this matter in the literature is scarce. Compared to other metal ions like Co + 2 or Cr + 3 [
31], the effect of Ti is generally considered non-cytotoxic. However, several recent studies suggest that, despite the considered inert biological Ti activity due to its rapid oxidation, some cases of patients with Ti implants reveal a series of adverse effects associated with this metal, which include inflammation, pain, cytotoxicity, allergy to metals, genotoxicity, carcinogenicity, and implant failure [
32,
33,
34]. It should be noted that as failed implants result in deep material deposition in distant organs, it is important to know the biomaterial’s ion release behavior and, if possible, to study how it can be improved.
According to Schroeder and co-workers [
35], typical diets can contain approximately 0.3–0.5 mg of Ti. Taking Ti orally remains largely unabsorbed because the rapid oxidation of this metal and its ions prevents their permeability through human excretory systems. The Ti concentrations generally found in urine (approx. 10 μg/L) suggest <5% absorption when assuming a daily intake of at least 300 μg. However, this estimate may be erroneous due to possible non-contemplated excretion routes. The concentrations of the released Ti ions were all below 10 μg/L, which would generally contain human urine. Furthermore, these concentrations occurred after 730 h of testing, which are the equivalent to 20 years of implantation. Thus, Ti concentrations would be lower thanks to excretion mechanisms.
For Nb, it is estimated that a diet containing 100 g of protein, 250 g of carbohydrates, and 100 g of fat would contain 620 μg of Bn. Furthermore, excreted Nb would also be 620 μg [
36]. In this way, we see that despite the fact that Ni concentrations seemed very high at first, adapting diet would not be harmful thanks to the body’s rapid effective excretion mechanisms. It is worth highlighting the marked interest in carrying out a cellular study, that is, cell cultures in Ti-Nb-Mo alloys, to find out if these ions have local harmful effects.
Finally, the obtained concentrations of the Mo ions were analyzed. As Mo is an essential chemical element, it should not be as cytotoxic as other components. The estimated daily Mo intake ranges from 50 to 126 μg/day [
37,
38] and urinary excretion averages 69 μg/day [
39]. When observing these data with the results obtained by the chemical characterization of alloys for this ion, we noted very low Mo concentrations, which were much lower than the urinary mean. This implies that there should be no general toxicity problems.
It should be noted that this assay is not ideal. In the physiological environment, we find proteins or other organic molecules that can affect the behavior of implanted biomaterials [
40]. However, considerable uncertainty lies in the effect of proteins on the implant’s metal surface. For example, the effect of albumin, which is the most abundant protein in the bloodstream, has been reported. In order to obtain conclusive conclusions on the behavior of these alloys when releasing ions, several factors must be considered. We firstly analyzed the specific area. The tested surface was obviously proportional to the released ions and, thus, test results (
Table 7) depend on the specific area exposed to the electrolyte. Hence in order to be able to compare the different obtained concentrations, it would be necessary to divide the corresponding value between each sample’s tested surface. The sample surface state would also be a determining factor for the test or, in other words, the surface oxide layer, processing type and subsequent alloy treatment. For this factor, we find different characteristics linked with the manufacturing processes and subsequent treatments of alloys, such as the distribution of microstructural phases or grain sizes. Finally, one factor has already been taken into account, namely the effect of liquid on alloys.
The Ti-27Nb-8Mo and Ti-35Nb-6Mo alloys, respectively, in their C3 and 2, presented a low ion release rate, explained by the presence of non-diffused Nb particles under the other conditions, which had a much more uniform surface for both their chemical composition and surface porosity.
Chemical characterization was completed by conducting corrosion tests and considering that these alloys were designed as β-Ti alloys. These alloys exhibited better corrosion behavior than the rest [
41].
The Pourbaix diagram reveals how the thermodynamically stable Ti state is the Ti
3+ anion at a pH below 1.49 within the range of potentials that come close to OCP. By regarding the passive layer of these Ti alloys, Kolman and Scully [
42] showed that a low passivation rate, that is, of TiO
2 formation, led to Ti
3+ Production. Although nothing has been proven, the accumulation of these ions always occurs in implant failure. Therefore, an improved Ti alloy would show greater resistance to anodic dissolution at a negative pH, as well as better passivation–repassivation behavior to limit Ti
3+ production compared to currently available Ti-based alloys. Therefore, the stability and passivation speed that Nb contributes to the passive layer of Ti alloys renders it a very important component for biomedical alloys.
The alloys with laser surface fusion presented a more positive open circuit potential (OCP) value than the powder metallurgical alloys, which means that these performed surface treatments seemed to improve the studied alloys’ corrosion behavior. As Nb content rose, the alloys’ behavior was nobler because their values were closer to zero. However, the alloys’ surface hardness and the received surface treatment had a statistically significant effect on the different alloys’ corrosion behavior.
Protecting each alloy’s passive surface layer is related to resistance to polarization (R
p). A higher R
p value means greater corrosion resistance. For high corrosion-resistant materials, resistance to polarization lies in the order of 106 Ω [
43]. The values obtained for R
p (
Table 7) showed that all the alloys that underwent surface treatment would be highly corrosion-resistant materials, and even alloys Ti-13Nb-12Mo and Ti-20Nb-10Mo that did not undergo surface treatment obtained results in the order of 106 Ω.
The passive dissolution rate of the porous Ti-20Nb-10Mo alloy that was not subjected to surface treatment obtained the highest corrosion rate with an average value of 4.52 μm/year, while much more interesting values for implantology were obtained for the alloys subjected to surface treatment, especially for Ti-27Nb-8Mo in both C2 and 3.
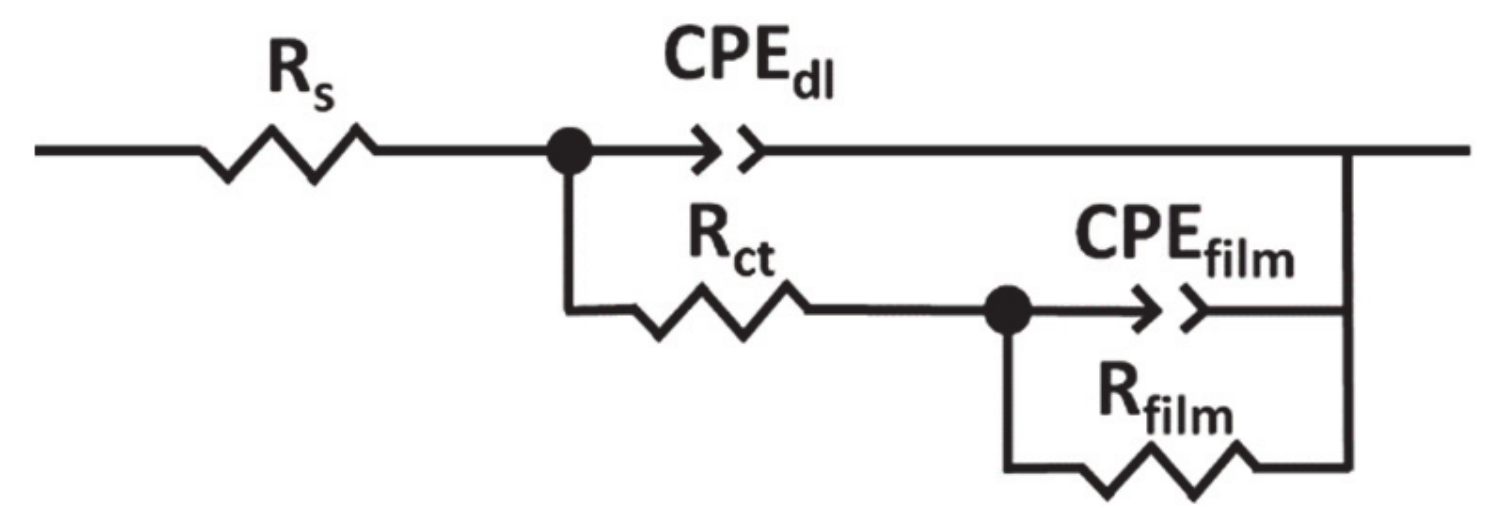
The passive oxide coating formed by the Ti alloys immersed in an aqueous solution was a bilayer formed by an inner compact layer and another outer porous layer, which falls in line with what other authors report [
44,
45]. However, to demonstrate a good fit to the electrical model, a chi-square value (χ
2) below 10
−3 was sought and was obtained only with the composite circuit that simulated the double porous layer. In this way, it was possible to model the effects on the double oxide layer of the studied samples.
According to the settings obtained for the circuit that simulated the double porous layer, the internal compact layer presented significantly greater resistance (Rfilm) than the values associated with the external porous layer (Rct). Next the ‘n’ fit was attributed to the unevenness and inhomogeneity on the surface. In this way, we observed that the adjustment of the nfilm exponent gave values close to 1, and the CPEfilm component behaved similarly to that of a pure capacitor. Unlike nfilm, the ndl exponent had lower values, and CPEdl component behavior was less capacitive due to the greater heterogeneity on the external porous layer. With these values, we were able to discern that the main surface protection was due to the internal compact layer and that a passive layer dissolving process could take place on the external layer of some alloys with very low ndl coefficients.
Passive film thickness is given by the equation
[
46,
47], where d is film thickness, ɛ is the dielectric constant, ɛ
0 is the permittivity of the free space, and C is the passive film capacitance. To simplify calculations, 1/C was taken as a comparative parameter between the different obtained thicknesses because this value was directly proportional to passive layer thickness.
By evaluating the 1/CPE
dl and 1/CPE
film results for the different alloys, we concluded that alloys Ti-27Nb-8Mo in C3 and Ti-35Nb-6Mo in C3 had much higher porous inner layer thickness values (
Table 9). Hence we can state that they offer promising results in corrosion behavior terms. It is worth noting that except for some samples, CPE
film and CPE
dl were either due to a worse fit or worse behavior during testing, and could have more or less close values in some cases, with a higher CPE
dl value in many other cases. In this case, we highlight that the lower the passive layer capacity, the higher the thickness value of this layer, and the less compact and more likely it would be to present active dissolution. Thus, we see that the CPE
dl values for some alloys, especially porous ones, but also for some others like Ti-20Nb-10Mo in C1, presented a passive dissolution risk.
With the results obtained for the behavior model of the passive layer, the presence of a porous oxide layer with good osseointegration capacity could be related to the presence of that external porous layer. When implanting a Ti alloy, cells may occupy passive film pores and favor bone-implant adhesion. This assumption could be made by the fact that integrating the alloy into the body, the so-called implant anchoring, has been found to be more efficient due to an increased non-uniform contact space [
48].


 ,
, 
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}