
Temperature Effects on Tensile Deformation Behavior of a Medium Manganese TRIP Steel and a Quenched and Partitioned Steel

Abstract
:
1. Introduction
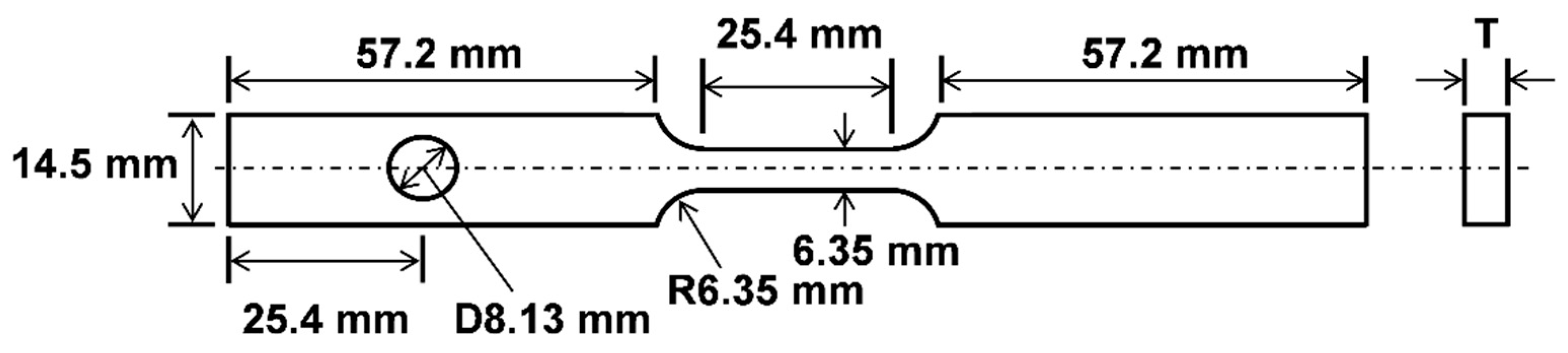
2. Materials and Methods
3. Results and Discussion
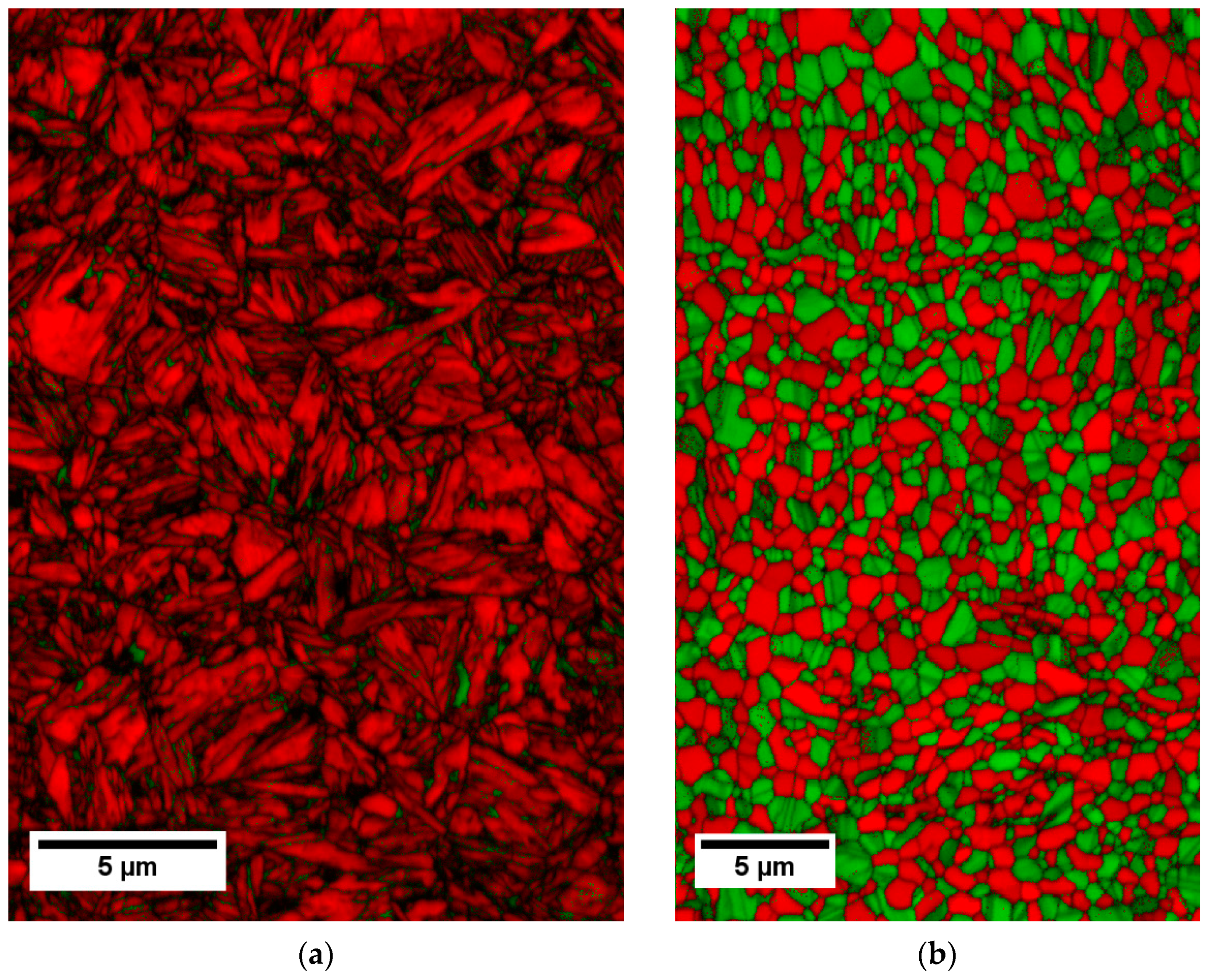
3.1. Microstructure
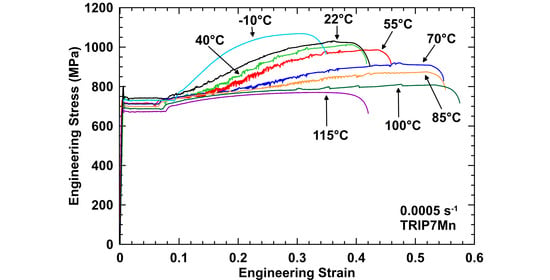
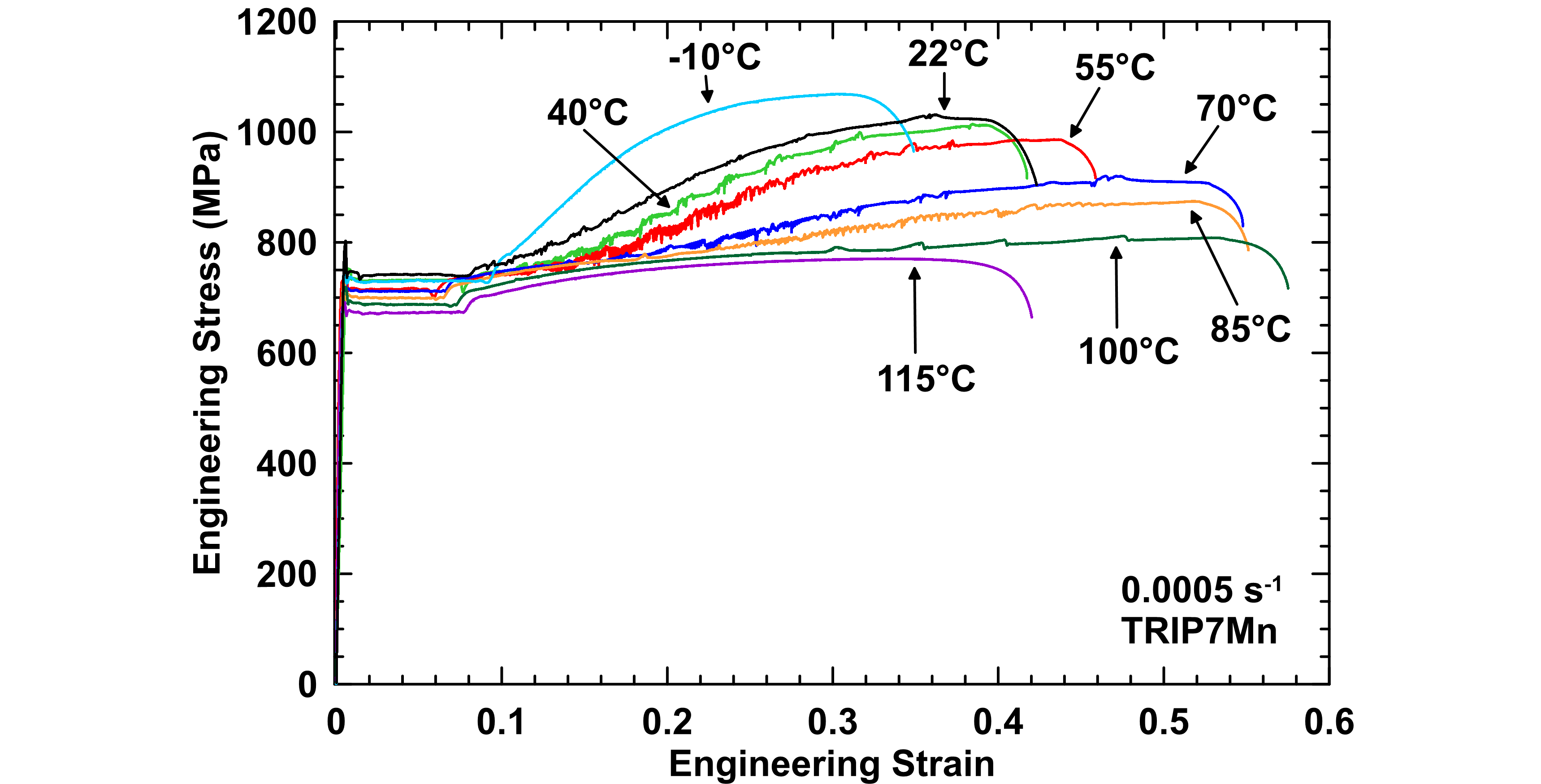
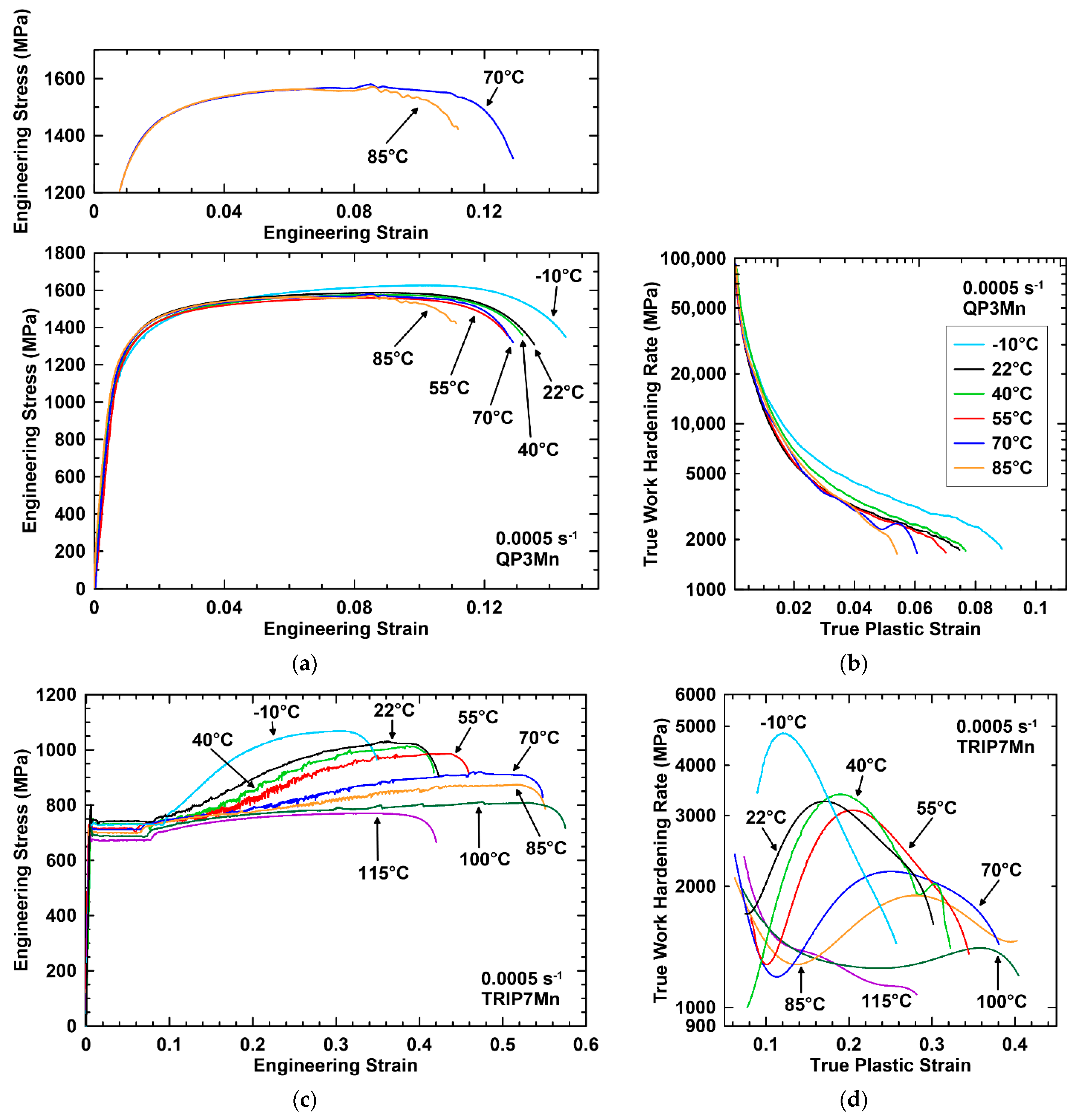
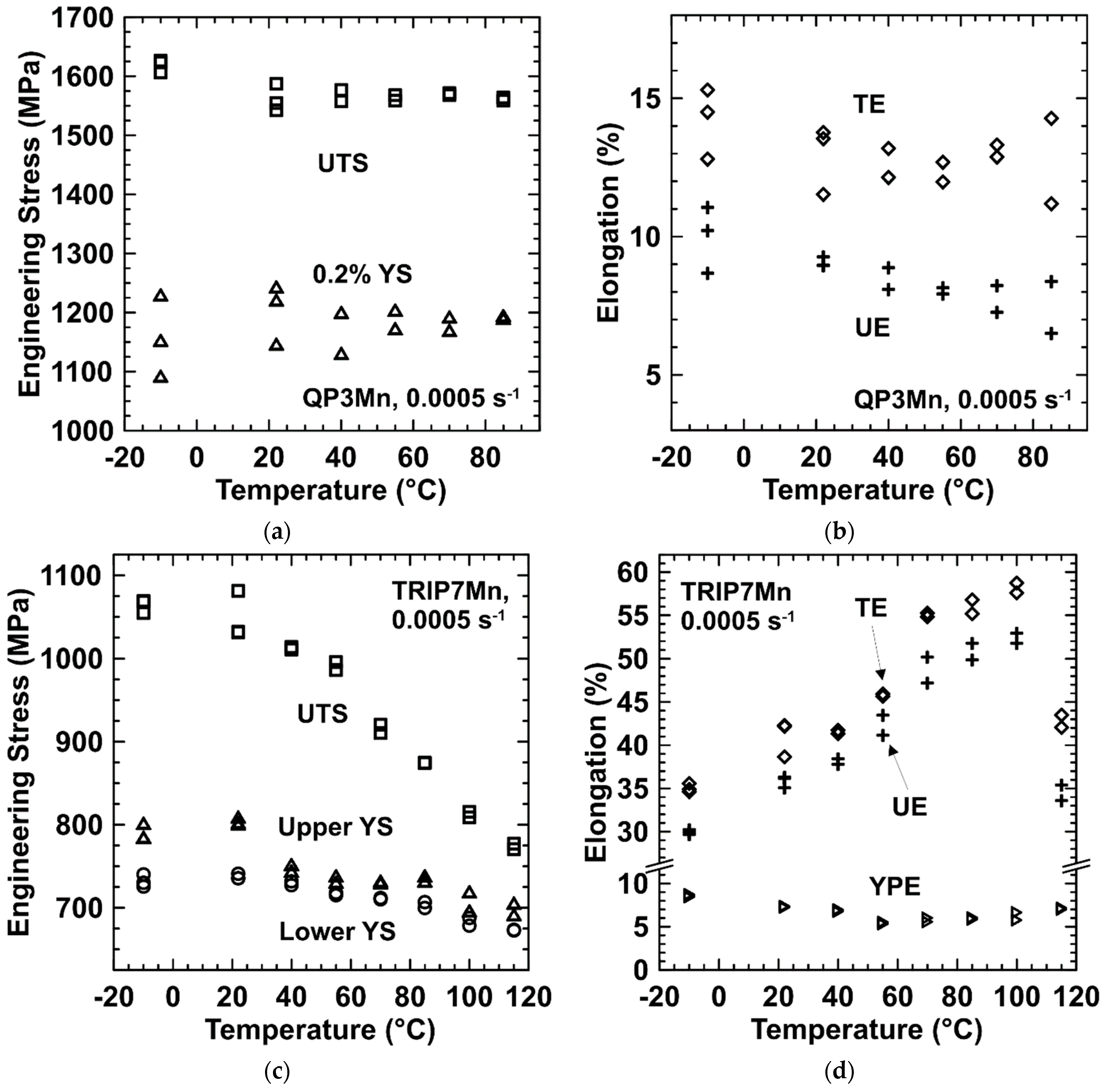
3.2. Tensile Deformation Behavior and Properties
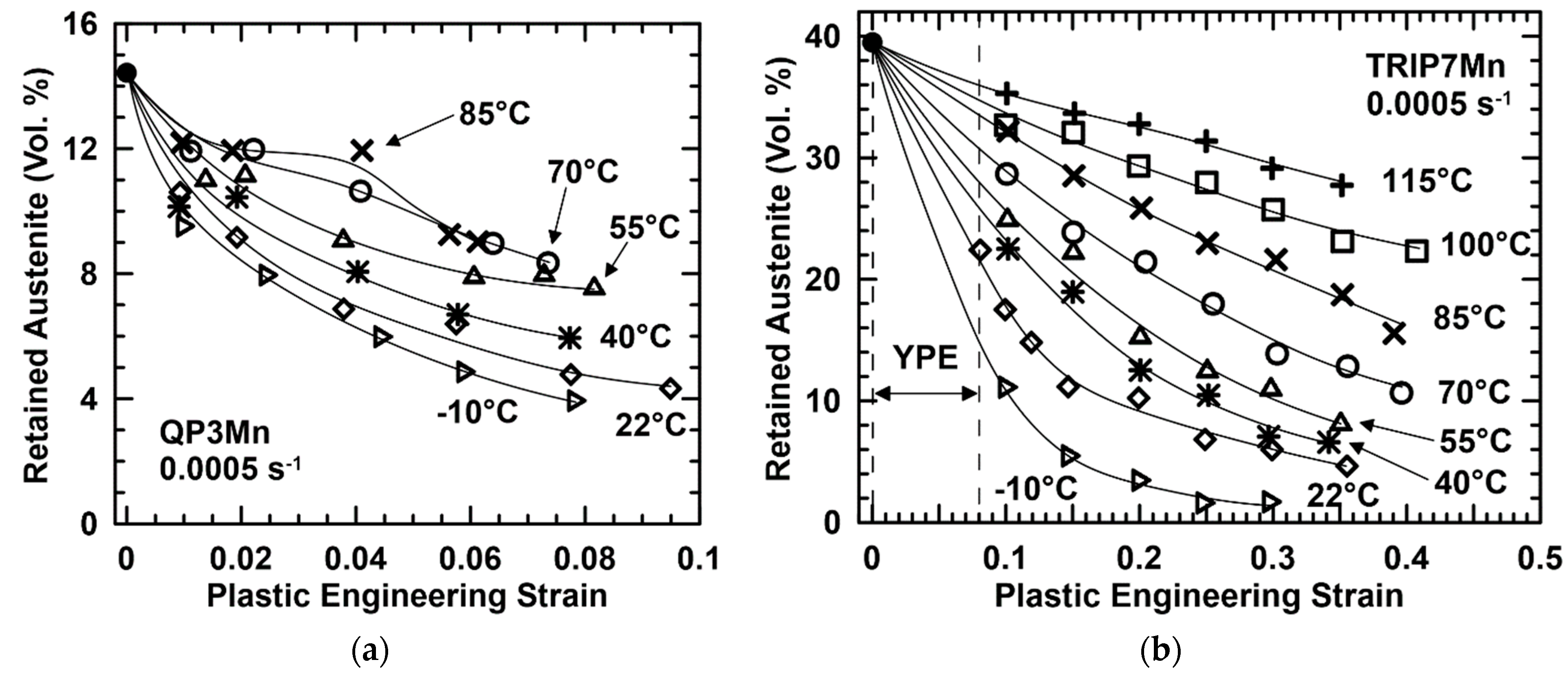
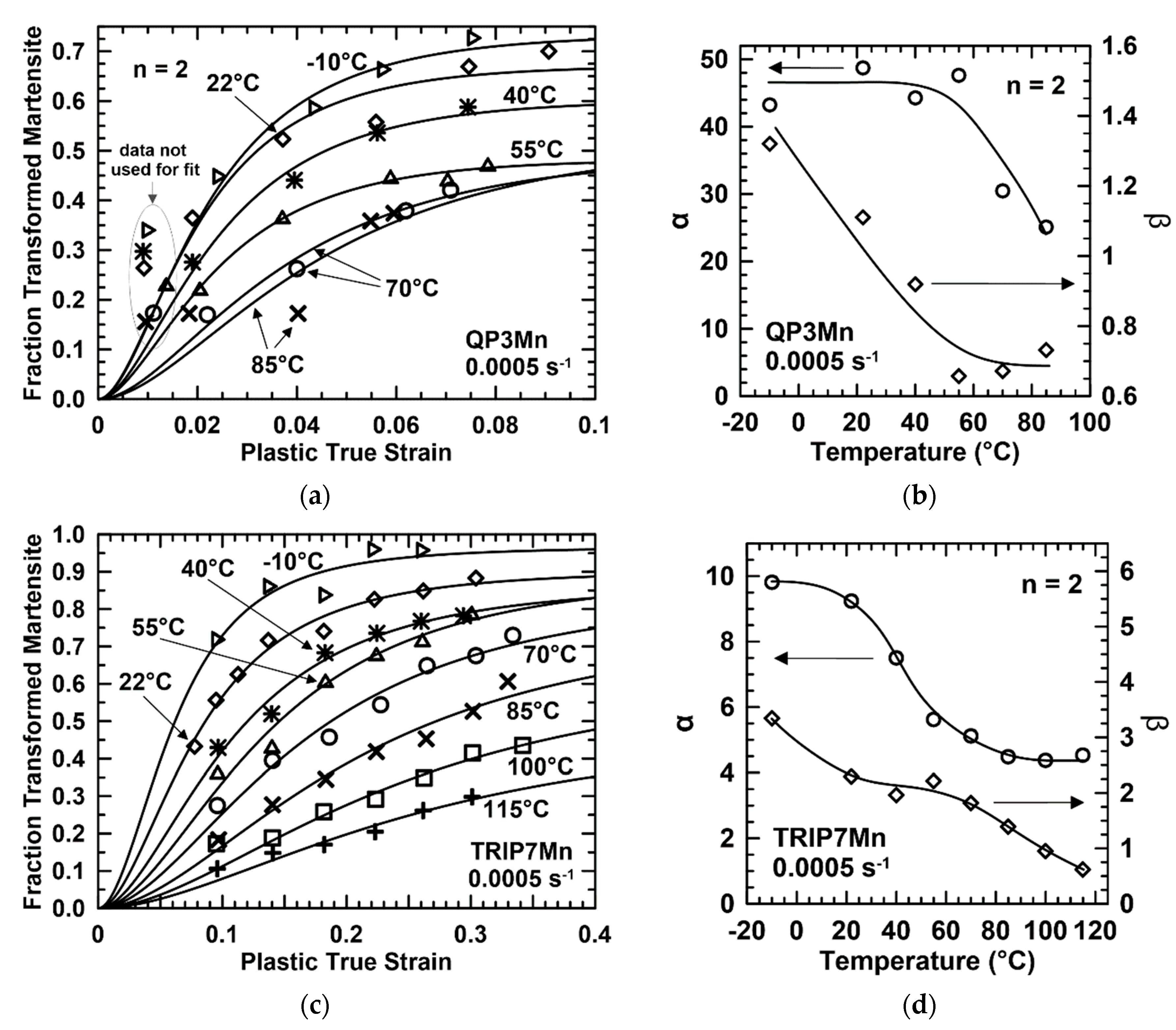
3.3. Retained Austenite-to-Martensite Transformation Behavior
3.4. Correlation of Tensile Mechanical Properties with Microstructure
4. Conclusions
- The effects of temperature on austenite stability and tensile deformation behavior are greater in medium Mn TRIP steel than Q&P steel due to the larger initial volume fraction of austenite, temperature-sensitive DSA, and equiaxed ferrite in the microstructure (due to the contribution of short-range thermal dislocation barriers to flow behavior). The tensile mechanical properties of Q&P steel have low temperature sensitivity due to the mostly martensitic microstructure (more long-range athermal dislocation interactions controlling flow behavior).
- Increasing temperature causes a substantial decrease in the low strain work hardening rate of medium Mn TRIP, which, combined with decreasing yield strength, contributes to a large increase in UE. In contrast, increasing temperature above room temperature has little or no effect on the work hardening rate of quenched and partitioned steel at most strains. The combination of low temperature sensitivity of YS and work hardening rate leads to the smaller influence of temperature on UE in QP3Mn.
- The strain-induced austenite-to-martensite transformation kinetics are highly temperature sensitive for both medium Mn TRIP and quenched and partitioned steels. The Olson–Cohen model is a good fit to the medium Mn TRIP steel data at all test temperatures, but the Olson–Cohen model does not represent the Q&P steel behavior well at 1% strain for all test temperatures.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Dykeman, J. Advanced High Strength Steel—Recent Progress, Ongoing Challenges, and Future Opportunities. In Proceedings of the International Symposium on New Developments in Advanced High-Strength Sheet Steels, Vail, CO, USA, 23–27 June 2013; AIST: Warrendale, PA, USA, 2013; pp. 15–28. [Google Scholar]
- Belanger, P.J.; Hall, J.N.; Coryell, J.J.; Singh, J.P. Automotive Body Press-Hardened Steel Trends. In Proceedings of the Interna-tional Symposium on New Developments in Advanced High-Strength Sheet Steels, Vail, CO, USA, 23–27 June 2013; AIST: Warrendale, PA, USA, 2013; pp. 239–250. [Google Scholar]
- Keeler, S.; Kimchi, M.; Mooney, P.J. Advanced High-Strength Steels Application Guidelines Version 6.0; WorldAutoSteel: Brussels, Belgium, 2017. [Google Scholar]
- Horvath, C.D.; Enloe, C.M.; Singh, J.P.; Coryell, J.J. Persistent Challenges to Advanced High-Strength Steel Implementation. In Proceedings of the International Symposium on New Developments in Advanced High-Strength Sheet Steels, Keystone, CO, USA, 30 May–2 June 2017; AIST: Warrendale, PA, USA, 2017; pp. 1–10. [Google Scholar]
- De Moor, E.; Gibbs, P.J.; Speer, J.G.; Matlock, D.K.; Schroth, J.G. Strategies for Third-Generation Advanced High Strength Steel Development. AIST Trans. Iron Steel Technol. 2010, 7, 133–144. [Google Scholar]
- Hiermaier, S. Structures Under Crash and Impact: Continuum Mechanics, Discretization and Experimental Characterization; Springer Science+Business Media: New York, NY, USA, 2008. [Google Scholar]
- Meyers, M.A. Dynamic Behavior of Materials; Wiley: Hoboken, NJ, USA, 1994. [Google Scholar]
- Poling, W.A. Tensile Deformation of Third Generation Advanced High Strength Sheet Steels Under High Strain Rates. Ph.D. Thesis, Colorado School of Mines, Golden, CO, USA, 2016. [Google Scholar]
- Talonen, J.; Hänninen, H.; Nenonen, P.; Pape, G. Effect of Strain Rate on the Strain-Induced γ → α′-Martensite Transformation and Mechanical Properties of Austenitic Stainless Steels. Met. Mater. Trans. A 2005, 36, 421–432. [Google Scholar] [CrossRef]
- Lichtenfeld, J.A.; Van Tyne, C.J.; Mataya, M.C. Effect of strain rate on stress-strain behavior of alloy 309 and 304L austenitic stainless steel. Met. Mater. Trans. A 2006, 37, 147–161. [Google Scholar] [CrossRef]
- Larour, P.; Verleysen, P.; Dahmen, K.; Bleck, W. Strain Rate Sensitivity of Pre-Strained AISI 301LN2B Metastable Austenitic Stainless Steel. Steel Res. Int. 2012, 84, 72–88. [Google Scholar] [CrossRef]
- Angel, T. Formation of Martensite in Austenitic Stainless Steel. J. Iron Steel Inst. 1954, 177, 165–174. [Google Scholar]
- Talonen, J.; Hänninen, H. Formation of shear bands and strain-induced martensite during plastic deformation of metastable austenitic stainless steels. Acta Mater. 2007, 55, 6108–6118. [Google Scholar] [CrossRef]
- Iwamoto, T.; Tsuta, T.; Tomita, Y. Investigation on Deformation Mode Dependence of Strain-Induced Martensitic Transfor-mation in TRIP Steels and Modelling of Transformation Kinetics. Int. J. Mech. Sci. 1998, 40, 173–182. [Google Scholar] [CrossRef]
- Tsuchida, N.; Morimoto, Y.; Tonan, T.; Shibata, Y.; Fukaura, K.; Ueji, R. Stress-Induced Martensitic Transformation Behaviors at Various Temperatures and Their TRIP Effects in SUS304 Metastable Austenitic Stainless Steel. ISIJ Int. 2011, 51, 124–129. [Google Scholar] [CrossRef] [Green Version]
- Tsuchida, N.; Yamaguchi, Y.; Morimoto, Y.; Tonan, T.; Takagi, Y.; Ueji, R. Effects of Temperature and Strain Rate on TRIP Effect in SUS301L Metastable Austenitic Stainless Steel. ISIJ Int. 2013, 53, 1881–1887. [Google Scholar] [CrossRef] [Green Version]
- Hecker, S.S.; Stout, M.G.; Staudhammer, K.P.; Smith, J.L. Effects of Strain State and Strain Rate on Deformation-Induced Transformation in 304 Stainless Steel: Part I. Magnetic Measurements and Mechanical Behavior. Met. Mater. Trans. A 1982, 13, 619–626. [Google Scholar] [CrossRef]
- Olson, G.B.; Azrin, M. Transformation behavior of TRIP steels. Met. Mater. Trans. A 1978, 9, 713–721. [Google Scholar] [CrossRef]
- Tsuchida, N.; Kawahata, T.; Ishimaru, E.; Takahashi, A. Effects of Temperature and Strain Rate on Tensile Properties of a Lean Duplex Stainless Steel. ISIJ Int. 2014, 54, 1971–1977. [Google Scholar] [CrossRef] [Green Version]
- Van Der Zwaag, S.; Zhao, L.; Kruijver, S.O.; Sietsma, J. Thermal and Mechanical Stability of Retained Austenite in Alumi-num-containing Multiphase TRIP Steels. ISIJ Int. 2002, 42, 1565–1570. [Google Scholar] [CrossRef] [Green Version]
- Samek, L.; De Moor, E.; Penning, J.; De Cooman, B.C. Influence of Alloying Elements on the Kinetics of Strain-Induced Mar-tensitic Nucleation in Low-Alloy, Multiphase High-Strength Steels. Met. Mater. Trans. A 2006, 37, 109–124. [Google Scholar] [CrossRef]
- Berrahmoune, M.; Berveiller, S.; Inal, K.; Moulin, A.; Patoor, E. Analysis of the martensitic transformation at various scales in TRIP steel. Mater. Sci. Eng. A 2004, 378, 304–307. [Google Scholar] [CrossRef]
- Curtze, S.; Kuokkala, V.-T.; Hokka, M.; Peura, P. Deformation Behavior of TRIP and DP Steels in Tension at Different Tem-peratures over a Wide Range of Strain Rates. Mater. Sci. Eng. A 2009, 507, 124–131. [Google Scholar] [CrossRef]
- Coryell, J.; Savic, V.; Hector, L.G.; Mishra, S. Temperature Effects on the Deformation and Fracture of a Quenched-and-Partitioned Steel; Techincal Paper; SAE International: Warrendale, PA, USA, 2013. [Google Scholar]
- Olson, G.B.; Cohen, M. Kinetics of strain-induced martensitic nucleation. Met. Mater. Trans. A 1975, 6, 791–795. [Google Scholar] [CrossRef]
- Sugimoto, K.; Misu, M.; Kobayashi, M.; Shirasawa, H. Effects of Second Phase Morphology on Retained Austenite on Ductility of TRIP-Aided Dual-Phase Steels. ISIJ Int. 1993, 33, 775–782. [Google Scholar] [CrossRef] [Green Version]
- Jacques, P.; Delannay, F.; Ladrière, J. On the influence of interactions between phases on the mechanical stability of retained austenite in transformation-induced plasticity multiphase steels. Met. Mater. Trans. A 2001, 32, 2759–2768. [Google Scholar] [CrossRef]
- Timokhina, I.B.; Hodgson, P.D.; Pereloma, E.V. Effect of Microstructure on the Stability of Retained Austenite in Transfor-mation-Induced-Plasticity Steels. Met. Mater. Trans. A 2004, 35, 2331–2341. [Google Scholar] [CrossRef] [Green Version]
- Chiang, J.; Lawrence, B.D.; Boyd, J.; Pilkey, A. Effect of microstructure on retained austenite stability and work hardening of TRIP steels. Mater. Sci. Eng. A 2011, 528, 4516–4521. [Google Scholar] [CrossRef]
- De Moor, E.; Matlock, D.K.; Speer, J.G.; Merwin, M.J. Austenite stabilization through manganese enrichment. Scr. Mater. 2011, 64, 185–188. [Google Scholar] [CrossRef]
- Lee, S.-J.; Lee, S.; De Cooman, B.C. Mn Partitioning during the Intercritical Annealing of Ultrafine-Grained 6% Mn Trans-formation-Induced Plasticity Steel. Scr. Mater. 2011, 64, 649–652. [Google Scholar] [CrossRef]
- Krauss, G. Steels Processing, Structure, and Performance; ASM International: Materials Park, OH, USA, 2005. [Google Scholar]
- Hull, D.; Bacon, D. Introduction to Dislocations. Mater. Today 2011, 14, 502. [Google Scholar] [CrossRef]
- De Cooman, B.C.; Gibbs, P.; Lee, S.; Matlock, D.K. Transmission Electron Microscopy Analysis of Yielding in Ultrafine-Grained Medium Mn Transformation-Induced Plasticity Steel. Met. Mater. Trans. A 2013, 44, 2563–2572. [Google Scholar] [CrossRef] [Green Version]
- Field, D.M.; Van Aken, D.C. Dynamic Strain Aging Phenomena and Tensile Response of Medium-Mn TRIP Steel. Met. Mater. Trans. A 2018, 49, 1152–1166. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Wang, L.; Huang, M. Kinematic and thermal characteristics of Lüders and Portevin-Le Châtelier bands in a medium Mn transformation-induced plasticity steel. Acta Mater. 2017, 124, 17–29. [Google Scholar] [CrossRef] [Green Version]
- Dastur, Y.N.; Leslie, W.C. Mechanism of work hardening in Hadfield manganese steel. Met. Mater. Trans. A 1981, 12, 749–759. [Google Scholar] [CrossRef]
- Lee, S.-J.; Kim, J.; Kane, S.N.; De Cooman, B.C. On the origin of dynamic strain aging in twinning-induced plasticity steels. Acta Mater. 2011, 59, 6809–6819. [Google Scholar] [CrossRef]
- Cai, Z.H.; Ding, H.; Misra, R.D.K.; Ying, Z.Y. Austenite Stability and Deformation Behavior in a Cold-Rolled Transfor-mation-Induced Plasticity Steel with Medium Manganese Content. Acta Mater. 2015, 84, 229–236. [Google Scholar] [CrossRef]
- Sun, B.; Vanderesse, N.; Fazeli, F.; Scott, C.; Chen, J.; Bocher, P.; Jahazi, M.; Yue, S. Discontinuous strain-induced martensite transformation related to the Portevin-Le Chatelier effect in a medium manganese steel. Scr. Mater. 2017, 133, 9–13. [Google Scholar] [CrossRef]
- Callahan, M.; Hubert, O.; Hild, F.; Perlade, A.; Schmitt, J.-H. Coincidence of strain-induced TRIP and propagative PLC bands in Medium Mn steels. Mater. Sci. Eng. A 2017, 704, 391–400. [Google Scholar] [CrossRef] [Green Version]
- De Moor, E.; Speer, J.G.; Matlock, D.K.; Kwak, J.-H.; Lee, S.-B. Effect of Carbon and Manganese on the Quenching and Parti-tioning Response of CMnSi Steels. ISIJ Int. 2011, 51, 137–144. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Wang, L.; Findley, K.O.; Speer, J.G. Influence of Temperature and Grain Size on Austenite Stability in Medium Manganese Steels. Met. Mater. Trans. A 2017, 48, 2140–2149. [Google Scholar] [CrossRef]
- Jatczak, C.F.; Larson, J.A.; Shin, S.W. Retained Austenite and Its Measurements by X-Ray Diffraction, SP-453; Society of Automotive Engineers: Warrendale, PA, USA, 1980. [Google Scholar]
- Addessio, L. The Effect of Strain Rate and Tempering on the Mechanical Properties of Low Carbon Martensite. Master’s Thesis, Colorado School of Mines, Golden, CA, USA, 2007. [Google Scholar]
- Krauss, G. Heat Treated Martensitic Steels: Microstructural Systems for Advanced Manufacture. ISIJ Int. 1995, 35, 349–359. [Google Scholar] [CrossRef]
- Swarr, T.; Krauss, G. The effect of structure on the deformation of as-quenched and tempered martensite in an Fe-0.2 pct C alloy. Met. Mater. Trans. A 1976, 7, 41–48. [Google Scholar] [CrossRef]
- Findley, K.; Hidalgo, J.; Huizenga, R.; Santofimia, M. Controlling the work hardening of martensite to increase the strength/ductility balance in quenched and partitioned steels. Mater. Des. 2017, 117, 248–256. [Google Scholar] [CrossRef]
- Miller, R.L. Ultrafine-grained microstructures and mechanical properties of alloy steels. Met. Mater. Trans. A 1972, 3, 905–912. [Google Scholar] [CrossRef]
- Tsuchida, N.; Masuda, H.; Harada, Y.; Fukaura, K.; Tomota, Y.; Nagai, K. Effect of ferrite grain size on tensile deformation behavior of a ferrite-cementite low carbon steel. Mater. Sci. Eng. A 2008, 488, 446–452. [Google Scholar] [CrossRef]
- Kitamura, H.; Bai, Y.; Tian, Y.; Shibata, A.; Tsuji, N. Deformation Mechanism of Ultrafine-Grained High-Mn Austenitic TWIP Steel. In Proceedings of the International Symposium on New Developments in Advanced High-Strength Sheet Steels, Keystone, CO, USA, 30 May–2 June 2017; AIST: Warrendale, PA, USA, 2017; pp. 315–320. [Google Scholar]
- Zavattieri, P.; Savic, V.; Hector, L.G., Jr.; Fekete, J.; Tong, W.; Xuan, Y. Spatio-temporal characteristics of the Portevin–Le Châtelier effect in austenitic steel with twinning induced plasticity. Int. J. Plast. 2009, 25, 2298–2330. [Google Scholar] [CrossRef]
- Renard, K.; Ryelandt, S.; Jacques, P. Characterisation of the Portevin-Le Châtelier effect affecting an austenitic TWIP steel based on digital image correlation. Mater. Sci. Eng. A 2010, 527, 2969–2977. [Google Scholar] [CrossRef]
- Shi, J.; Sun, X.; Wang, M.; Hui, W.; Dong, H.; Cao, W. Enhanced work-hardening behavior and mechanical properties in ultrafine-grained steels with large-fractioned metastable austenite. Scr. Mater. 2010, 63, 815–818. [Google Scholar] [CrossRef]
- Shaw, J.A.; Kyriakides, S. Thermomechanical Aspects of NiTi. J. Mech. Phys. Solids 1995, 43, 1243–1281. [Google Scholar] [CrossRef]
- Shaw, J.; Kyriakides, S. On the nucleation and propagation of phase transformation fronts in a NiTi alloy. Acta Mater. 1997, 45, 683–700. [Google Scholar] [CrossRef]
- Ryu, J.H.; Kim, J.I.; Kim, H.S.; Oh, C.-S.; Bhadeshia, H.; Suh, D.-W. Austenite stability and heterogeneous deformation in fine-grained transformation-induced plasticity-assisted steel. Scr. Mater. 2013, 68, 933–936. [Google Scholar] [CrossRef]
- Gibbs, P.J.; De Moor, E.; Merwin, M.J.; Clausen, B.; Speer, J.G.; Matlock, D.K. Austenite Stability Effects on Tensile Behavior of Manganese-Enriched-Austenite Transformation-Induced Plasticity Steel. Met. Mater. Trans. A 2011, 42, 3691–3702. [Google Scholar] [CrossRef]
- Mukherjee, M.; Bhattacharyya, T.; Singh, S.B. Models for Austenite to Martensite Transformation in TRIP-Aided Steels: A Comparative Study. Mater. Manuf. Process. 2010, 25, 206–210. [Google Scholar] [CrossRef]
- Samek, L.; De Moor, E.; De Cooman, B.C.; Van Slycken, J.; Verleysen, P.; Degrieck, J. Quasi-adiabatic Effects during the High Strain Rate Deformation of Dispersed-phase Ferrous Alloys with Strain-induced Martensitic Transformation. In Proceedings of the International Conference on Advanced High Strength Sheet Steels for Automotive Applications, Winter Park, CA, USA, 6–9 June 2004; AIST: Warrendale, PA, USA, 2004; pp. 361–374. [Google Scholar]
- De Moor, E.; Lacroix, S.; Clarke, A.; Penning, J.; Speer, J. Effect of Retained Austenite Stabilized via Quench and Partitioning on the Strain Hardening of Martensitic Steels. Met. Mater. Trans. A 2008, 39, 2586–2595. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Edmonds, D.V. Bainite in silicon steels: New composition–property approach Part 1. Met. Sci. 1983, 17, 411–419. [Google Scholar] [CrossRef]
- Min, J.; Hector, L.G., Jr.; Zhang, L.; Lin, J.; Carsley, J.E.; Sun, L. Elevated-Temperature Mechanical Stability and Transformation Behavior of Retained Austenite in a Quenching and Partitioning Steel. Mater. Sci. Eng. A 2016, 673, 423–429. [Google Scholar] [CrossRef]
- Krauss, G. Martensite in steel: Strength and structure. Mater. Sci. Eng. A 1999, 40–57. [Google Scholar] [CrossRef]
- Wang, L.Y.; Wu, Y.X.; Sun, W.W.; Bréchet, Y.; Brassart, L.; Arlazarov, A.; Hutchinson, C.R. Thermal and Athermal Contri-butions to the Flow Stress of Martensite. Materialia 2020, 11, 100719. [Google Scholar] [CrossRef]
- Bolling, G.; Richman, R. The plastic deformation-transformation of paramagnetic f.c.c. Fe-Ni-C alloys. Acta Met. 1970, 18, 673–681. [Google Scholar] [CrossRef]
- Richman, R.H.; Bolling, G.F. Stress, deformation, and martensitic transformation. Met. Mater. Trans. A 1971, 2, 2451–2462. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. TRIP-Assisted Steels? ISIJ Int. 2002, 42, 1059–1060. [Google Scholar] [CrossRef] [Green Version]
- Van Rooyen, G. Basic factors which influence the Lüders strain during discontinuous yielding. Mater. Sci. Eng. 1971, 7, 37–48. [Google Scholar] [CrossRef]
- Matlock, D.K.; Speer, J.G. Design Considerations for the Next Generation of Advanced High Strength Sheet Steels. In Proceedings of the 3rd International Conference on Structural Steels, Gyeongju, Korea, 22–24 August 2006; Lee, H.C., Ed.; The Korean Institute of Metals and Materials: Seoul, Korea, 2006; pp. 774–781. [Google Scholar]
- Matlock, D.K.; Speer, J.G. Third Generation of AHSS: Microstructure Design Concepts. In Microstructure and Texture in Steels and Other Materials; Haldar, A., Suwas, S., Bhattacharjee, D., Eds.; Springer: London, UK, 2009; pp. 185–205. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | C | Mn | Si | Al | N | S | P |
|---|---|---|---|---|---|---|---|
| QP3Mn | 0.28 | 2.56 | 1.56 | 0.049 | 0.0037 | 0.002 | 0.01 |
| TRIP7Mn | 0.14 | 7.14 | 0.23 | 0.056 | 0.012 | 0.002 | 0.007 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Poling, W.A.; De Moor, E.; Speer, J.G.; Findley, K.O. Temperature Effects on Tensile Deformation Behavior of a Medium Manganese TRIP Steel and a Quenched and Partitioned Steel. Metals 2021, 11, 375. https://doi.org/10.3390/met11020375
Poling WA, De Moor E, Speer JG, Findley KO. Temperature Effects on Tensile Deformation Behavior of a Medium Manganese TRIP Steel and a Quenched and Partitioned Steel. Metals. 2021; 11(2):375. https://doi.org/10.3390/met11020375
Chicago/Turabian StylePoling, Whitney A., Emmanuel De Moor, John G. Speer, and Kip O. Findley. 2021. "Temperature Effects on Tensile Deformation Behavior of a Medium Manganese TRIP Steel and a Quenched and Partitioned Steel" Metals 11, no. 2: 375. https://doi.org/10.3390/met11020375
APA StylePoling, W. A., De Moor, E., Speer, J. G., & Findley, K. O. (2021). Temperature Effects on Tensile Deformation Behavior of a Medium Manganese TRIP Steel and a Quenched and Partitioned Steel. Metals, 11(2), 375. https://doi.org/10.3390/met11020375