
Barkhausen Noise Emission in AISI 321 Austenitic Steel Originating from the Strain-Induced Martensite Transformation

 , , , , and
, , , , and
Abstract
:1. Introduction
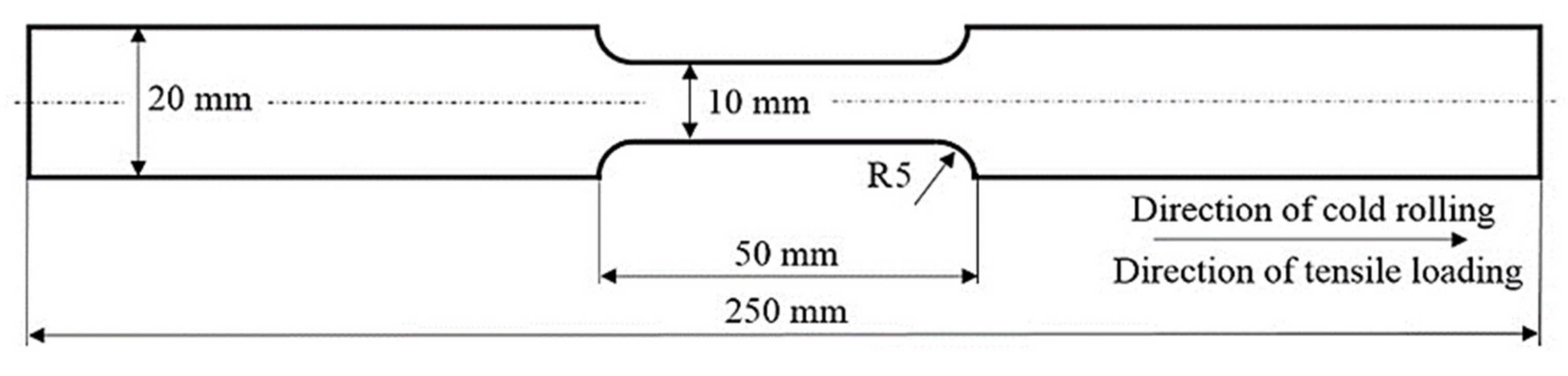
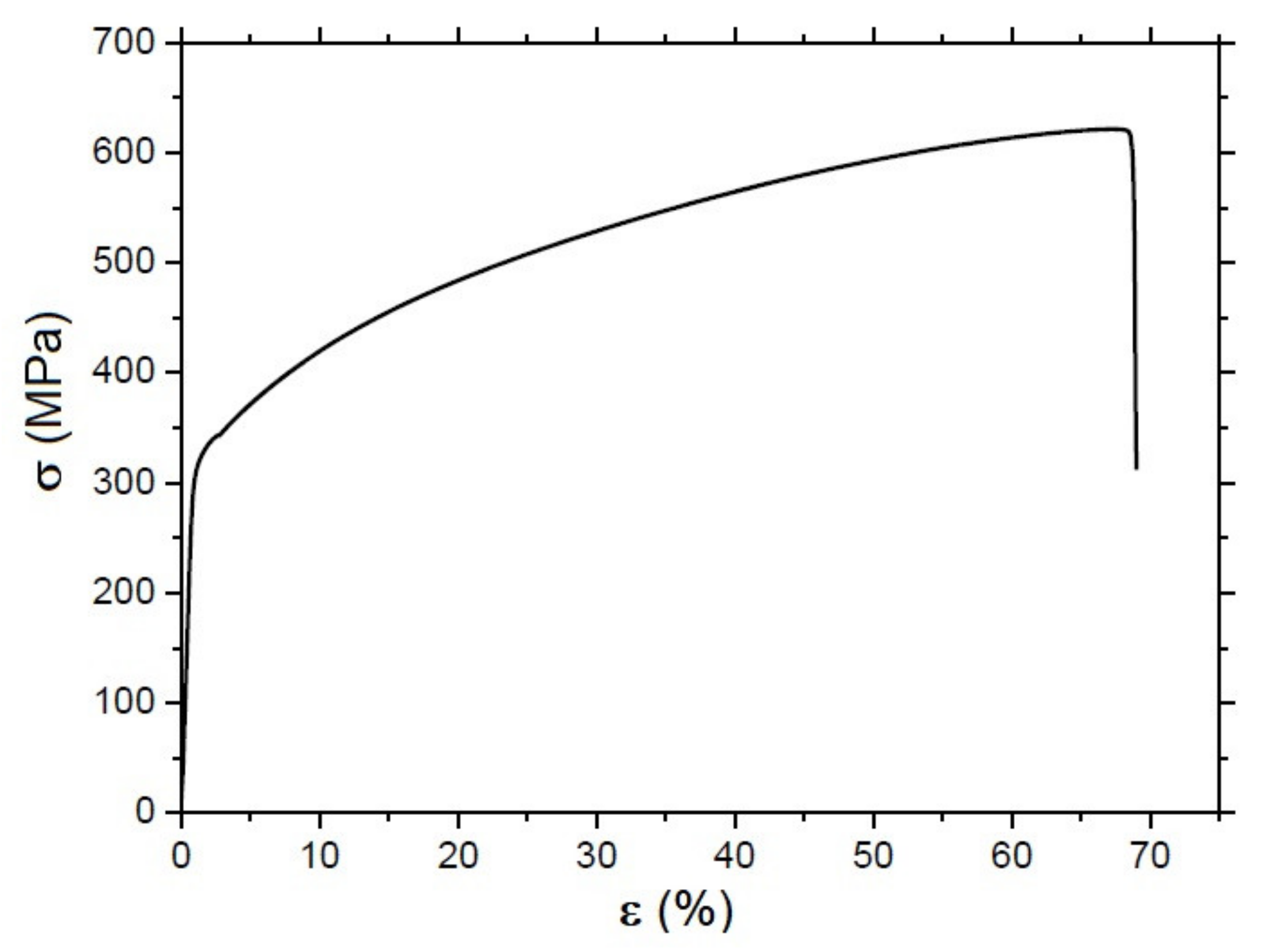
2. Materials and Methods
3. Results
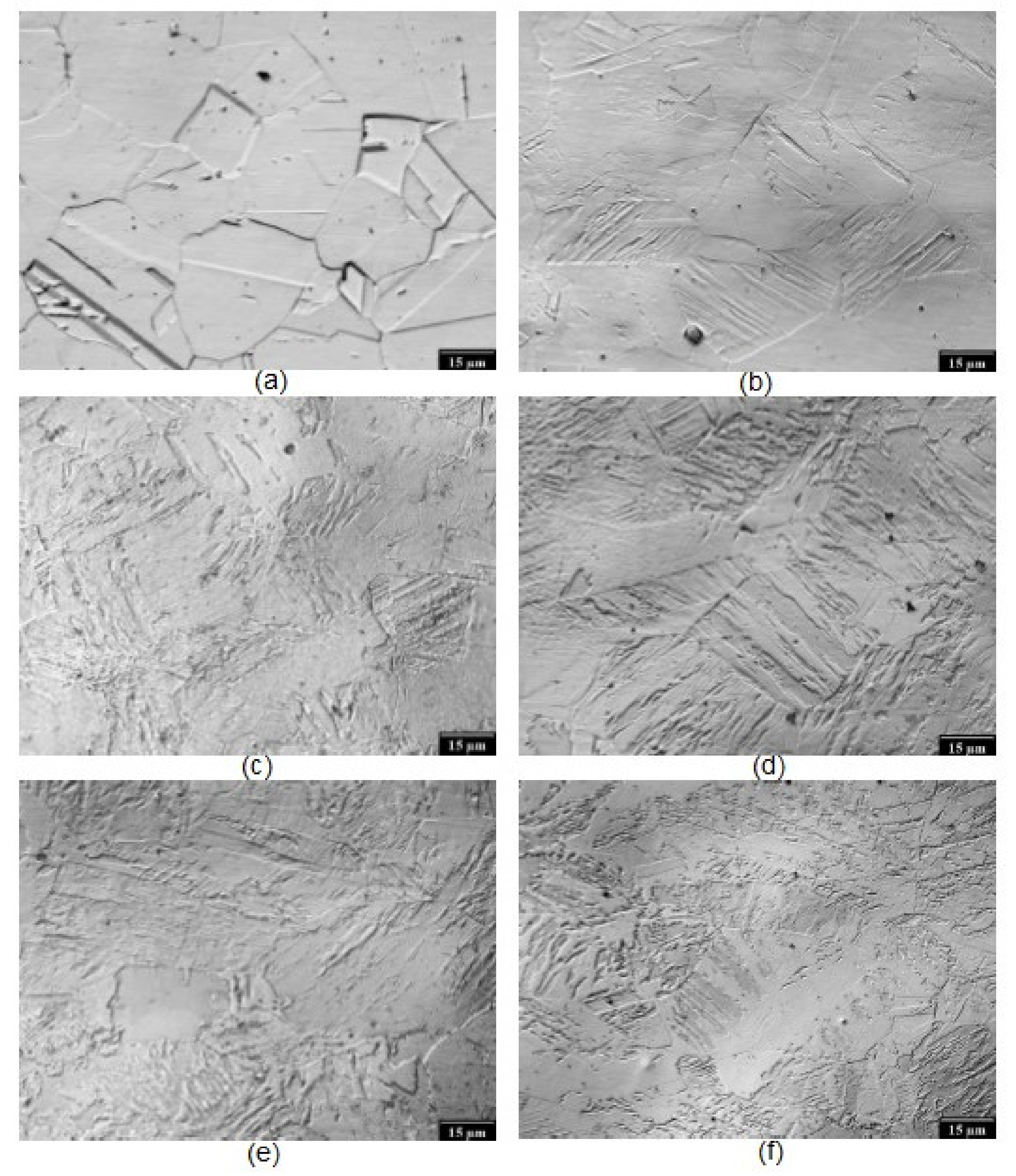
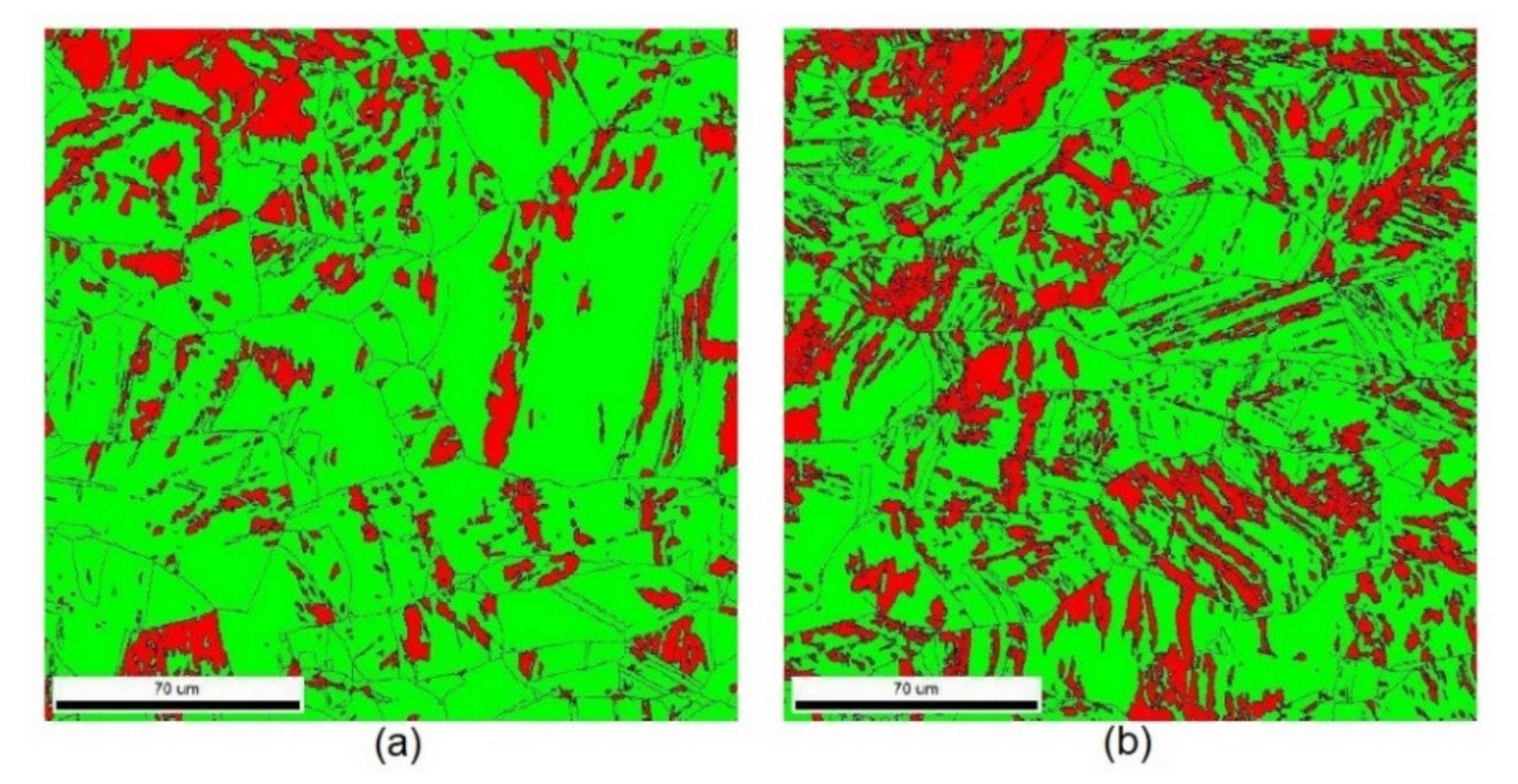
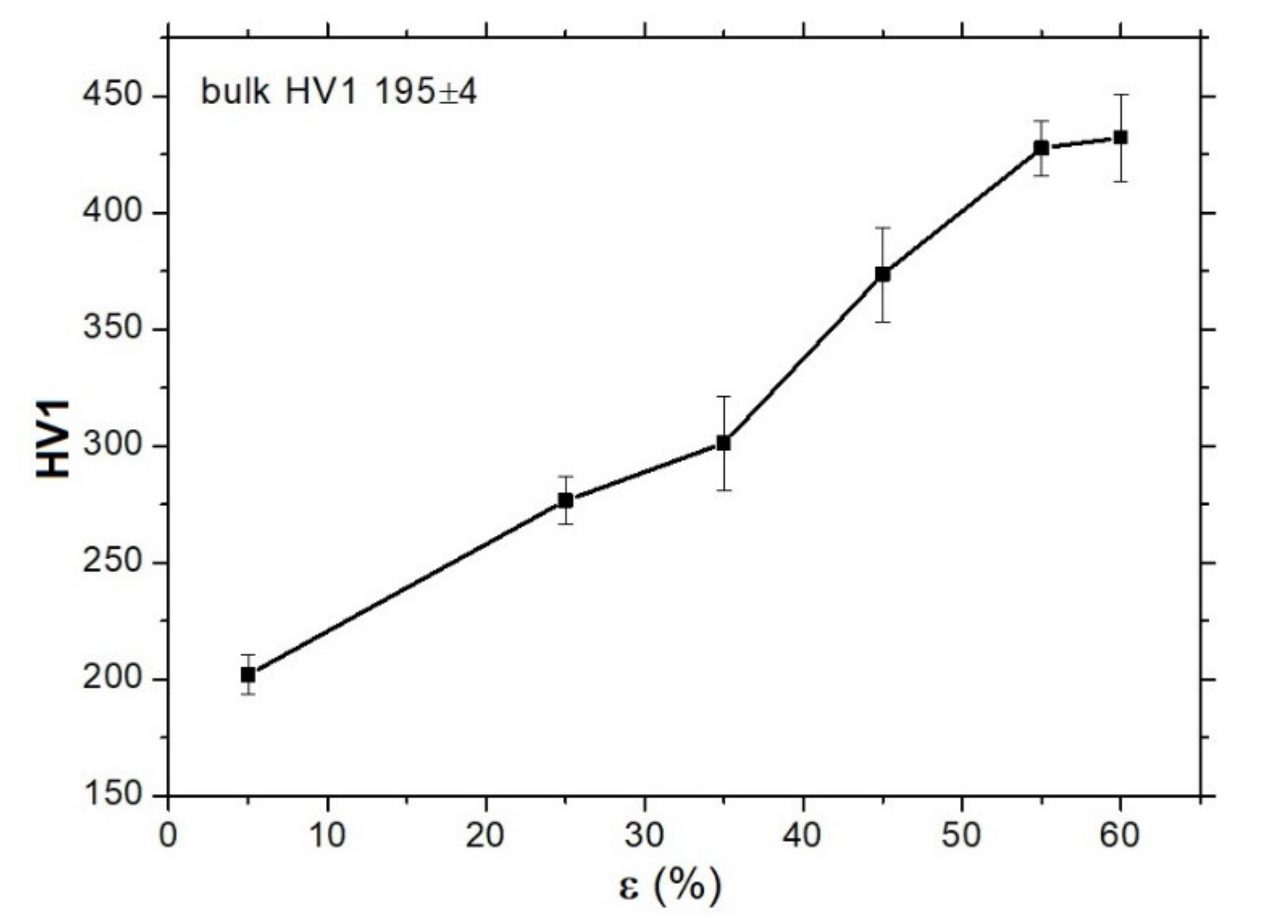
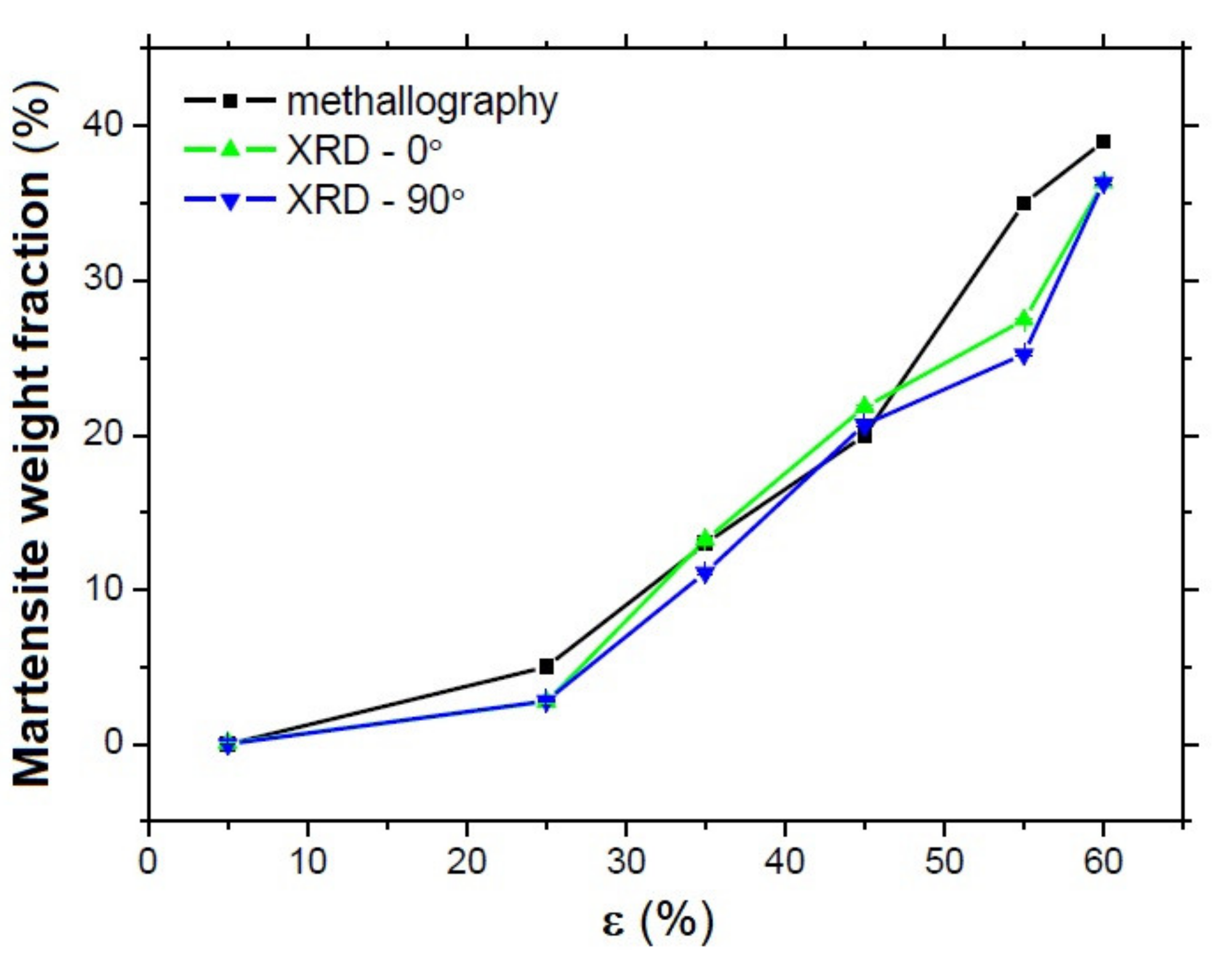
3.1. Metallographic and EBSD Observations
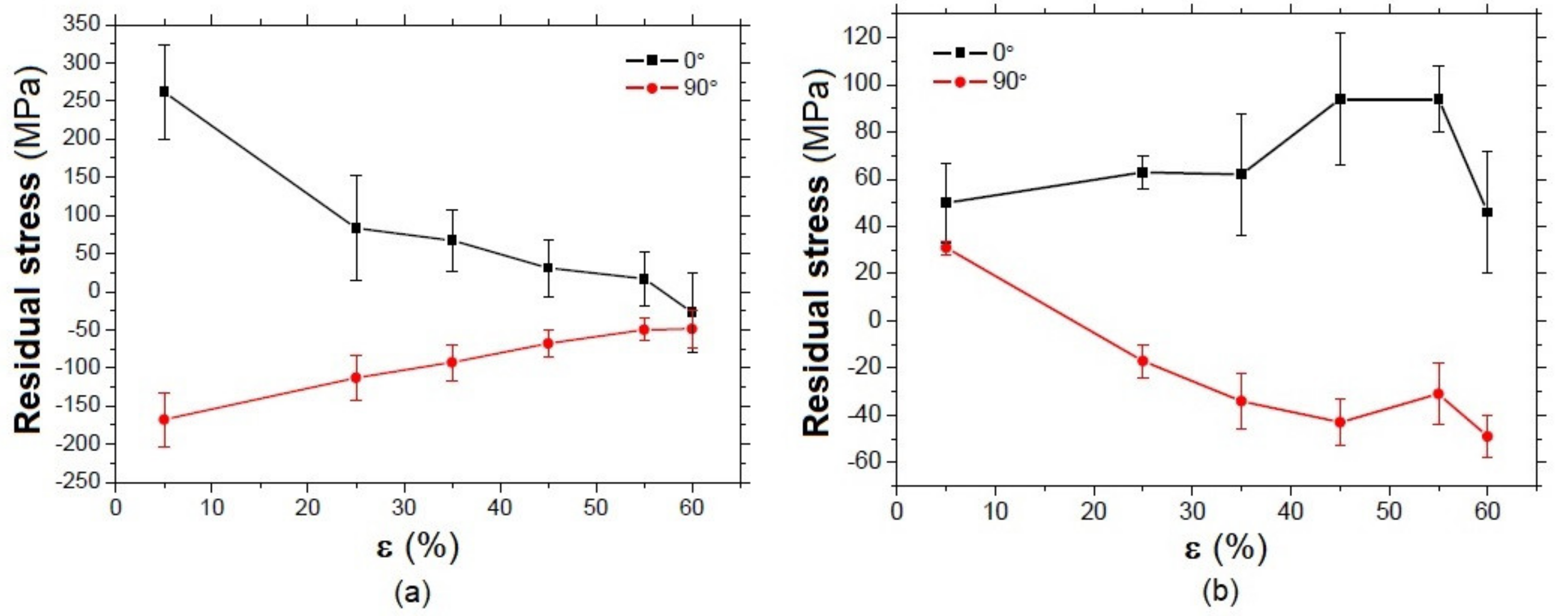
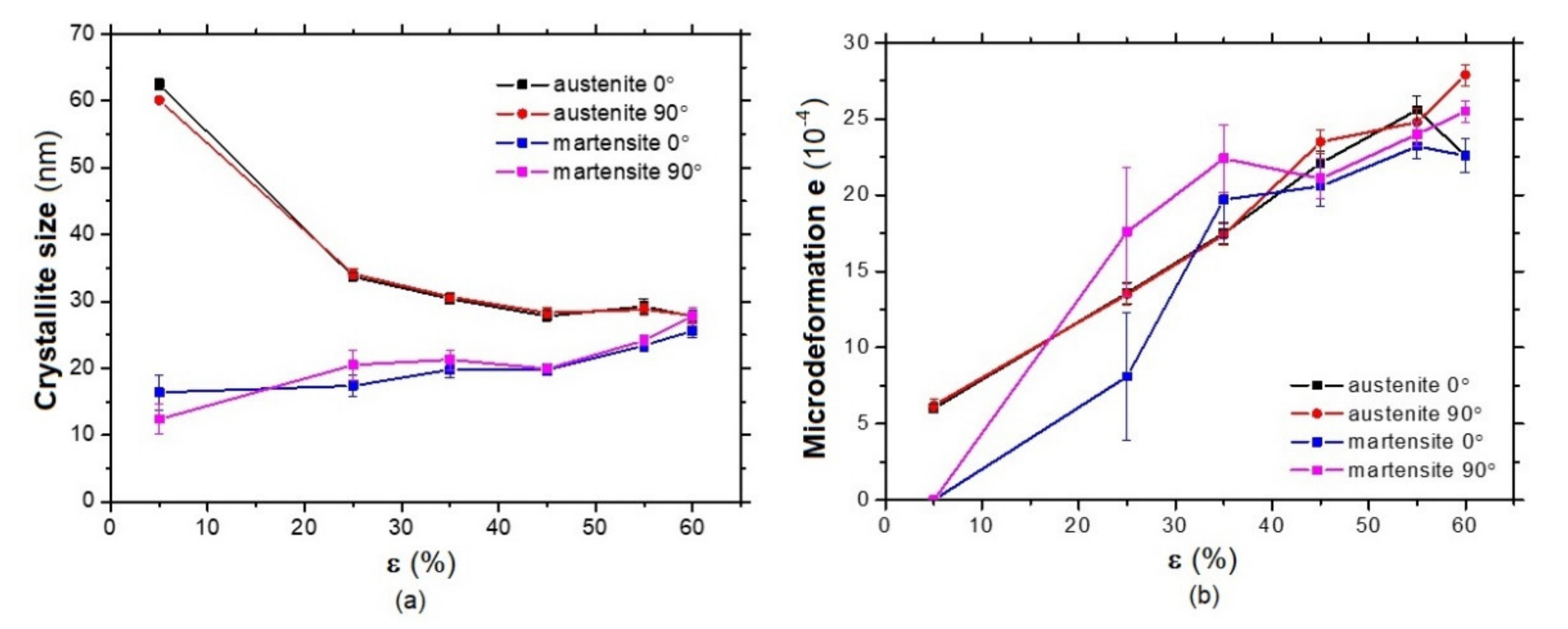
3.2. The XRD Measurements
3.3. Barkhausen Noise Measurements
4. Conclusions
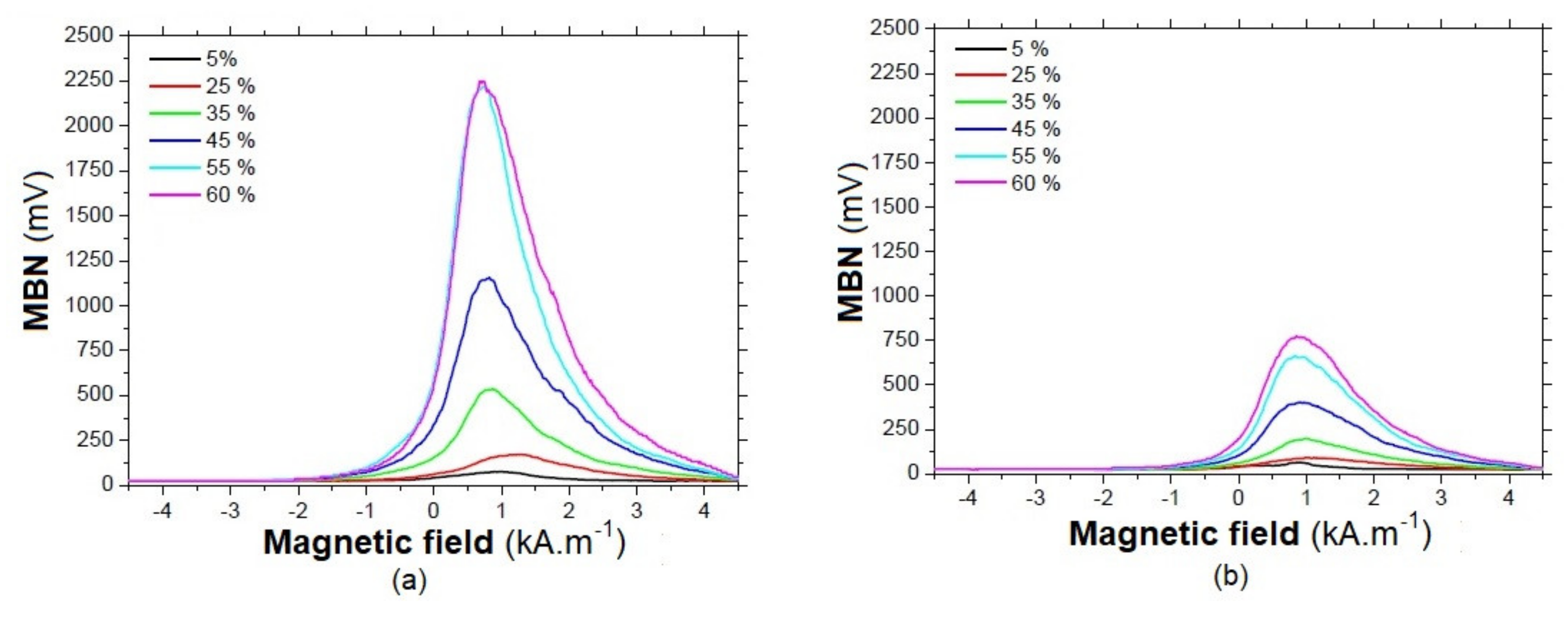
- the MBN technique demonstrates high sensitivity to revealing the strain-induced martensite transformation in AISI 321 austenitic stainless steel during uniaxial plastic straining;
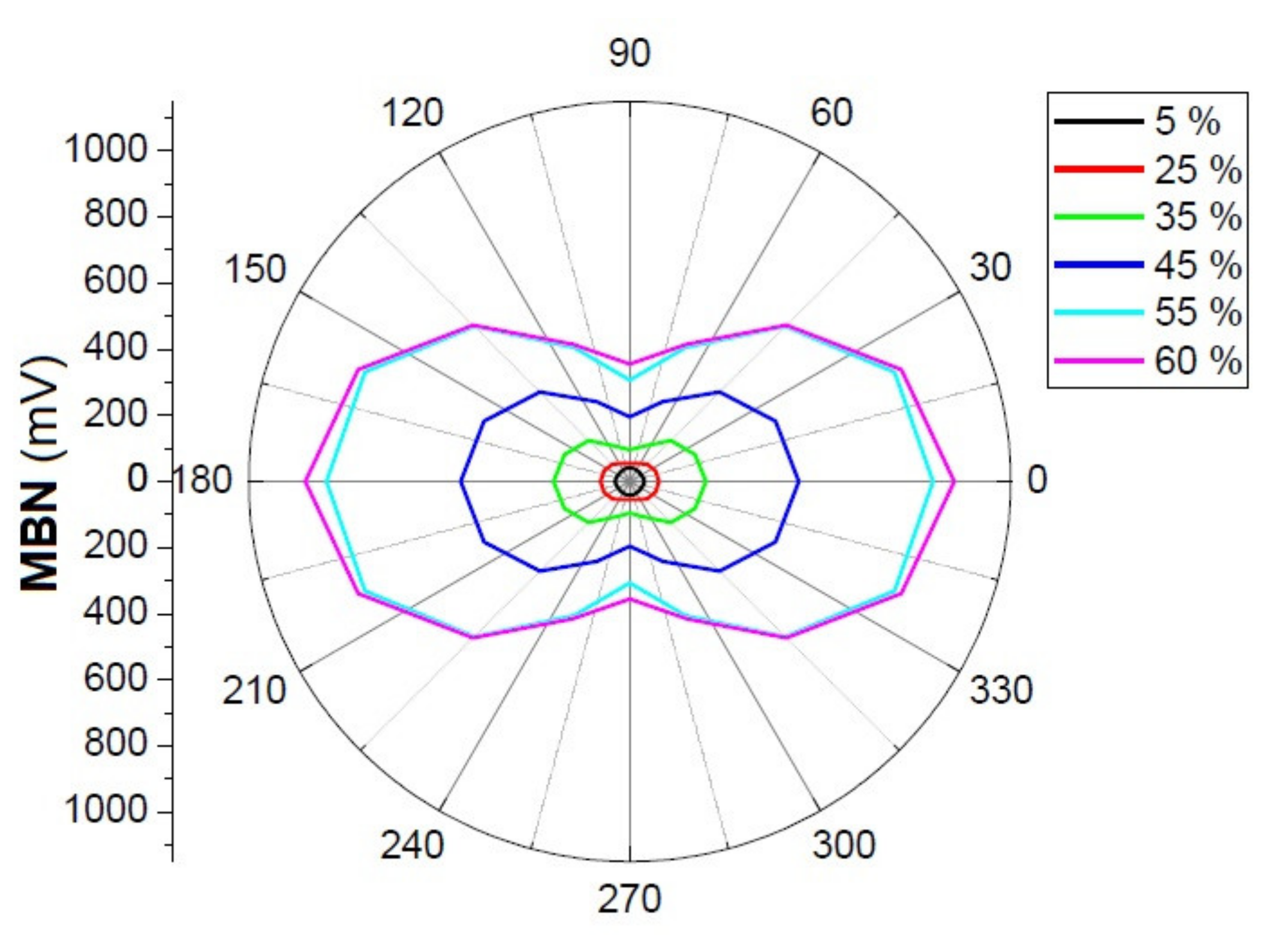
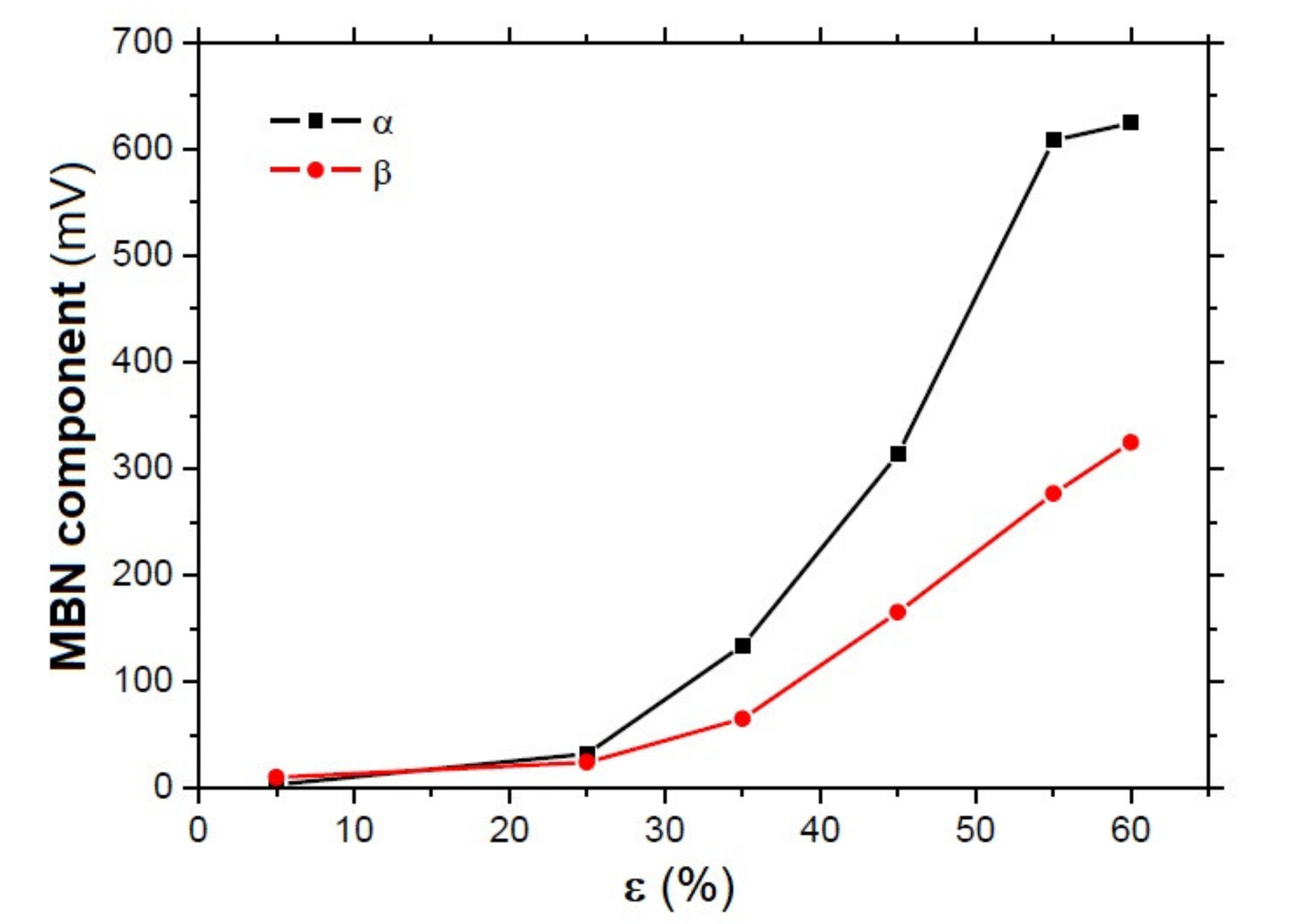
- the martensite matrix exhibits remarkable magnetic anisotropy that increases with ε;
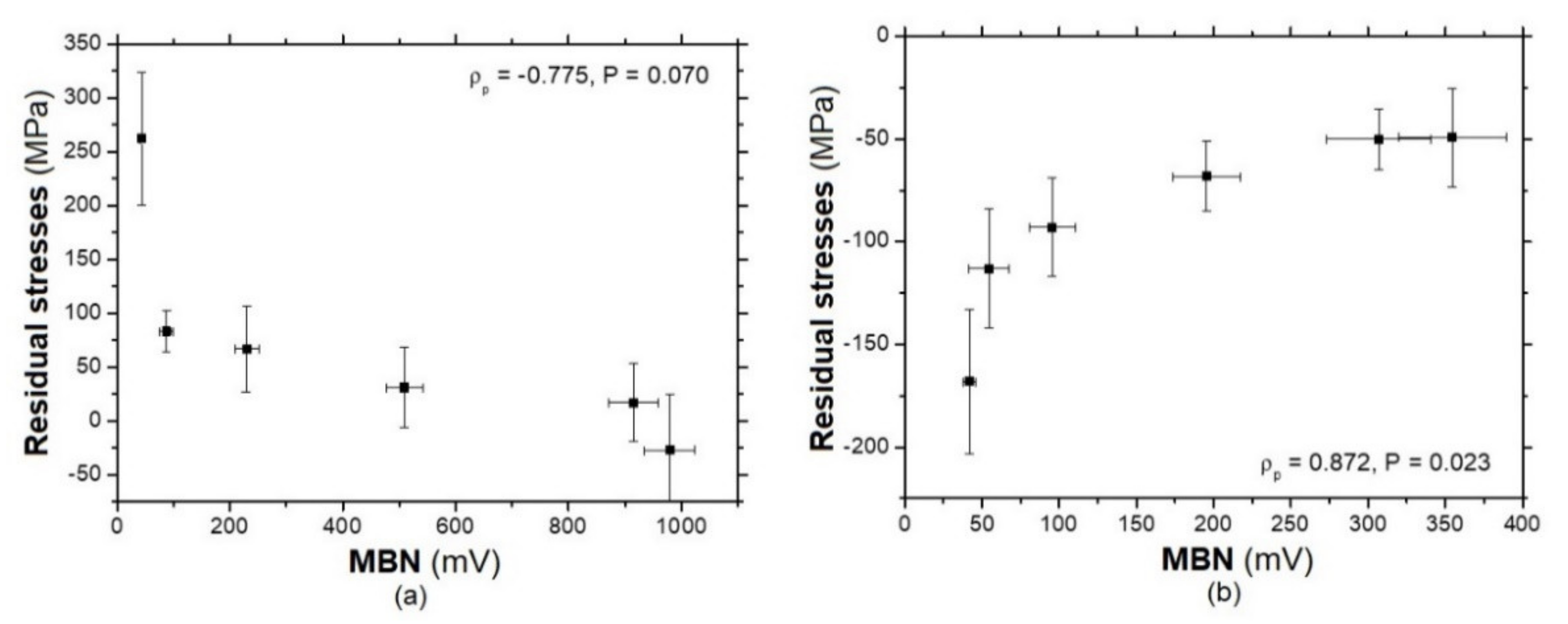
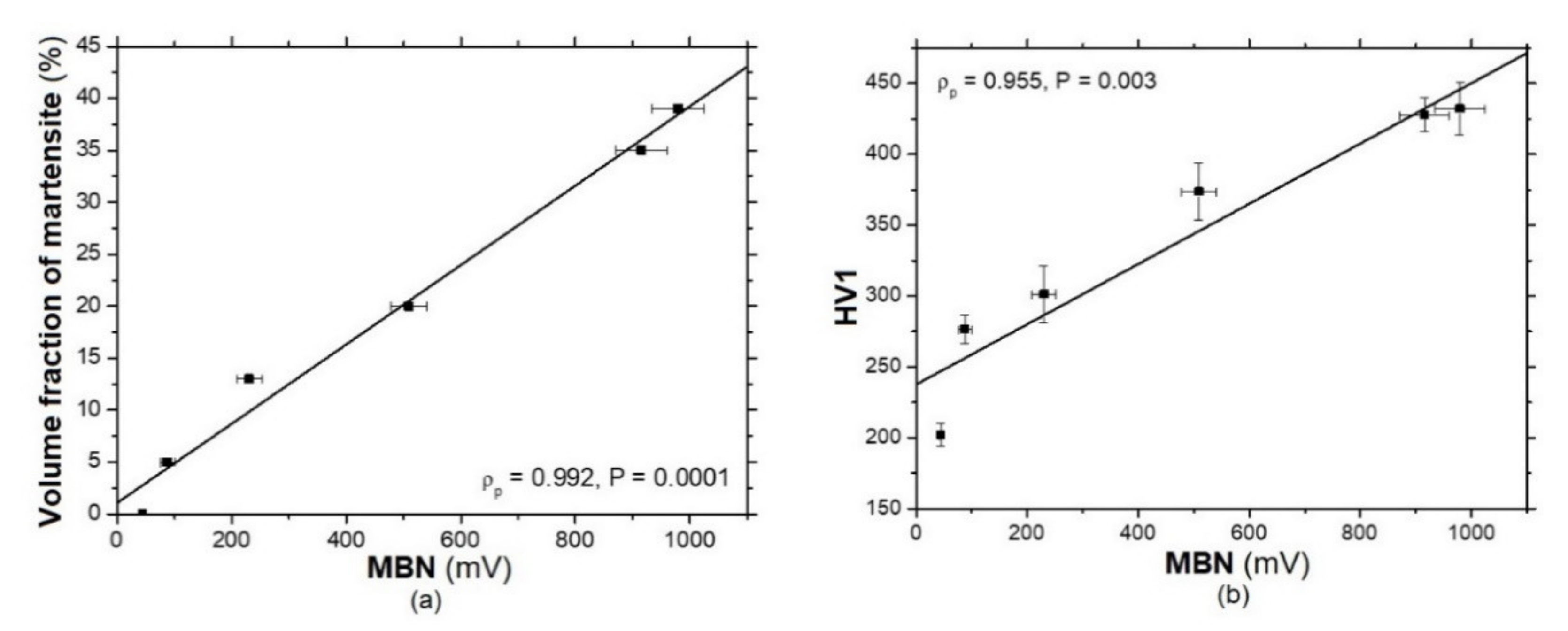
- MBN increases along with the increasing fraction of strain-induced martensite, while residual stresses play nearly no role in the MBN evolution;
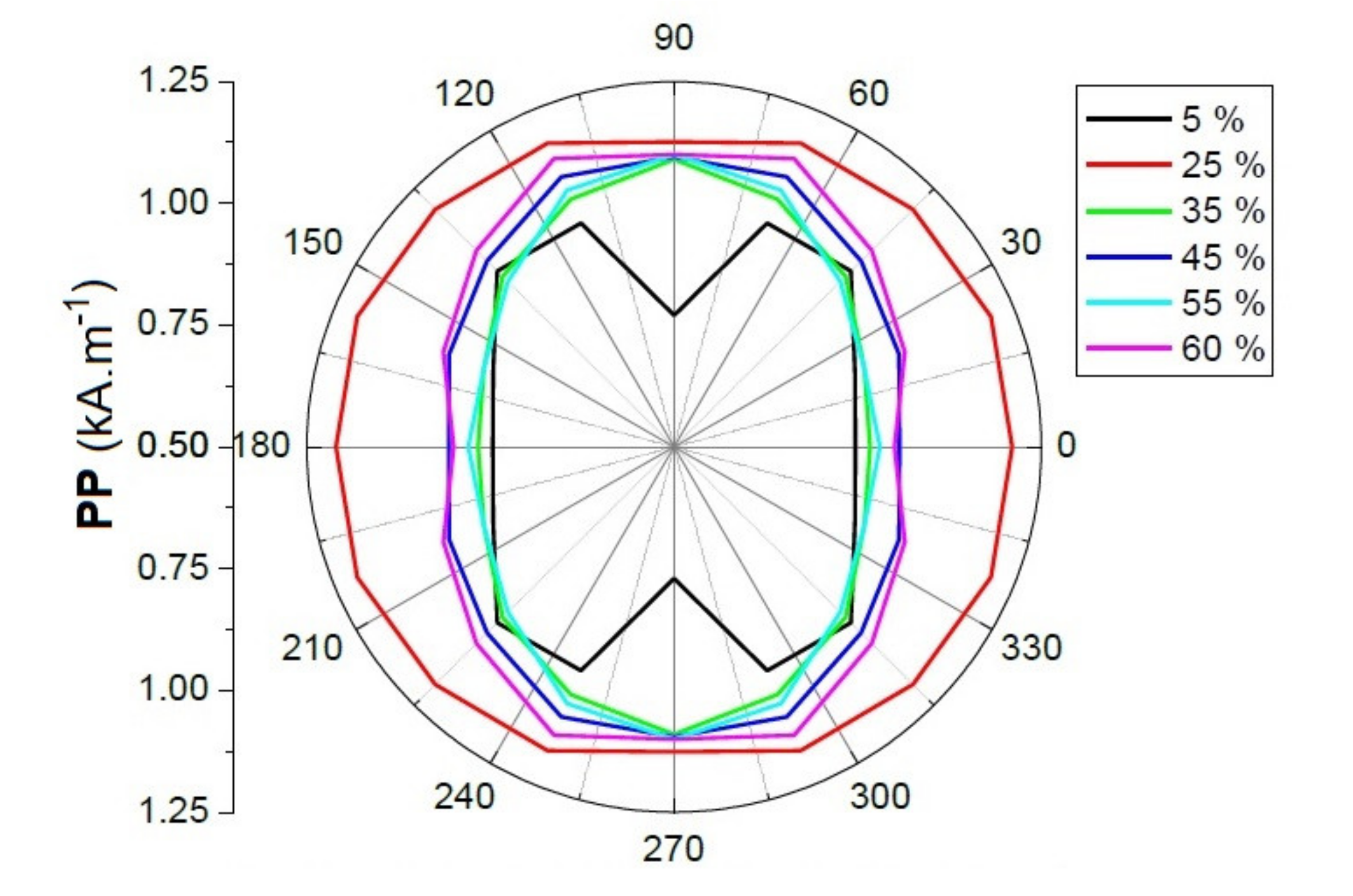
- MBN envelopes are shifted to the lower magnetic fields versus ε, but this shift saturates for higher ε;
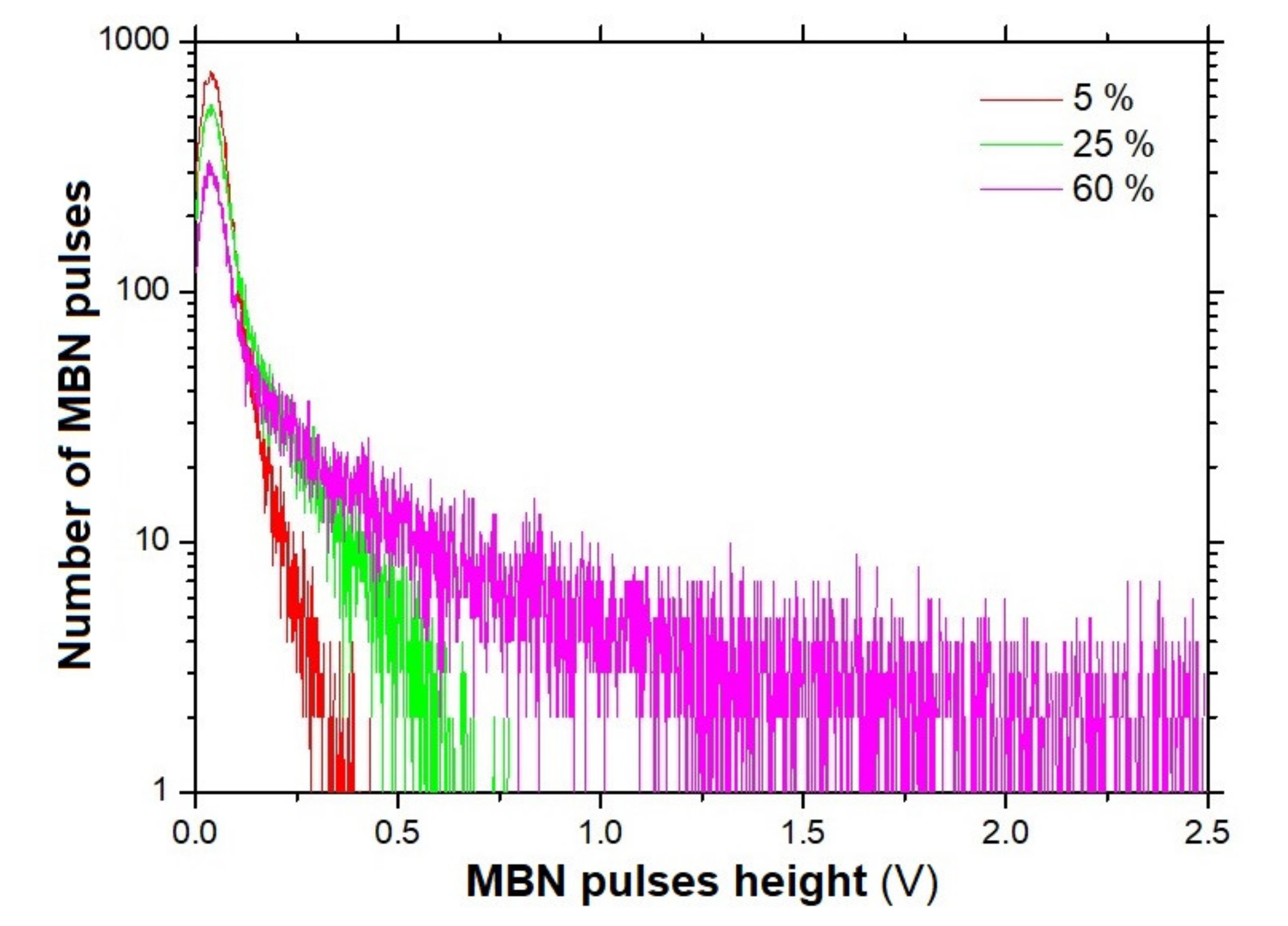
- the number of MBN pulses decreases versus ε, but their early saturation can also be found.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Berns, H.; Gavriljuk, V.; Riedner, S. High Interstitial Stainless Steels, 1st ed.; Springer: Berlin/Heidlberg, Germany, 2012; pp. 7–19. [Google Scholar] [CrossRef]
- Mangonon, P.L.; Thomas, G. The martensite phases in 304 stainless steel. Metall. Trans. 1970, 1, 1577–1578. [Google Scholar] [CrossRef]
- Haušild, P.; Kolařík, K.; Karlík, M. Characterization of strain-induced martensitic transformation in A301 stainless steel by Barkhausen noise measurement. Mater. Des. 2013, 44, 548–554. [Google Scholar] [CrossRef]
- Haušild, P.; Davydov, V.; Drahokoupil, J.; Landa, M.; Pilvin, P. Characterization of strain-induced martensitic transformation in a metastable stainless steel. Mater. Des. 2010, 31, 1821–1827. [Google Scholar] [CrossRef]
- Shukla, S.; Patil, A.P. Effect of strain induced martensite reversal on the degree of sensitization of metastable austenitic stainless steel. Proc. Struct. Integr. 2019, 14, 259–264. [Google Scholar] [CrossRef]
- Talonen, J.; Aspegren, P.; Hänninen, H. Comparison of different methods for measuring strain induced α’ martensite content in austenitic steels. Mater. Sci. Technol. 2004, 20, 1506–1512. [Google Scholar] [CrossRef]
- Astudilo, M.R.N.; Nicolás, M.N.; Ruzzante, J.; Gómez, M.P.; Ferrari, G.C.; Padovese, L.R.; Pumarega, M.I.L. Correlation between martensitic phase transformation and magnetic Barkhausen noise of AISI 304 steel. Proc. Mater. Sci. 2015, 9, 435–443. [Google Scholar] [CrossRef] [Green Version]
- Kleber, X.; Barroso, S.P. Investigation of shot-peened austenitic stainless steel 304L by means of magnetic Barkhausen noise. Mater. Sci. Eng. A 2010, 527, 6046–6052. [Google Scholar] [CrossRef]
- Tavares, S.S.M.; Noris, L.F.; Pardal, J.M.; da Silva, M.R. Temper embrittlement of super martensitic stainless steel and non-destructive inspection by magnetic Barkhausen noise. Eng. Fail. Anal. 2019, 100, 322–328. [Google Scholar] [CrossRef]
- Chikazumi, S. Physics of Ferromagnetism, 2nd ed.; Oxford University Press: Oxford, UK, 2005. [Google Scholar]
- Neslušan, M.; Čížek, J.; Kolařík, K.; Minárik, P.; Čilliková, M.; Melikhová, O. Monitoring of grinding burn via Barkhausen noise emission in case-hardened steel in large-bearing production. J. Mater. Process. Technol. 2017, 240, 104–117. [Google Scholar] [CrossRef]
- Sorsa, A.; Santa-aho, S.; Wartiainen, J.; Souminen, L.; Vippola, M.; Leviskä, K. Effect of shot peening parameters to residual stress profiles and Barkhausen noise. J. Nondestruct. Eval. 2018, 37, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Batista, L.; Rabe, U.; Altpeter, I.; Hirsekom, S.; Dobmann, G. On the mechanism of non-destructive evaluation of cementite content in steel using a combination of magnetic Barkhausen noise and magnetic force microscopy techniques. J. Magn. Magn. Mater. 2014, 354, 248–256. [Google Scholar] [CrossRef]
- Čížek, J.; Neslušan, M.; Čilliková, M.; Mičietová, A.; Melikhova, O. Modification of steel surfaces induced by turning: Non-destructive characterization using Barkhausen noise and positron annihilation. J. Phys. D Appl. Phys. 2014, 47, 1–17. [Google Scholar] [CrossRef]
- Blažek, D.; Neslušan, M.; Mičica, M.; Pištora, J. Extraction of Barkhausen noise from the measured raw signal in high-frequency regimes. Measurement 2016, 94, 456–463. [Google Scholar] [CrossRef]
- Murr, L.E.; Staudhammer, K.P.; Hecke, S.S. Effects of strain state and strain rate on deformation-induced transformation in 304 stainless steel: Part II. Microstructural study. Metall. Mater. Trans. A 1982, 4, 627–635. [Google Scholar] [CrossRef]
- Shin, H.C.; Ha, T.K.; Chang, Y.W. Kinetics of deformation induced martensitic transformation in a 304 a stainless steel. Scr. Mater. 2001, 45, 823–829. [Google Scholar] [CrossRef]
- Amiri, M.S.; Thielen, M.; Rabung, M.; Marx, M.; Szielasko, K.; Boller, C. On the role of crystal and stress anisotropy in magnetic Barkhausen noise. J. Magn. Magn. Mater. 2014, 372, 16–22. [Google Scholar] [CrossRef]
- Krause, T.W.; Mandala, K.; Atherton, D.L. Modelling of magnetic Barkhausen noise in single and dual easy axis systems in steel. J. Magn. Magn. Mater. 1999, 195, 193–205. [Google Scholar] [CrossRef]
- Karpuschewski, B.; Bleicher, O.; Beutner, M. Surface integrity inspection on gears using Barkhausen noise analysis. Proc. Eng. 2011, 19, 162–171. [Google Scholar] [CrossRef] [Green Version]
- Bozorth, R.M. Ferromagnetism, 2nd ed.; Wiley-IEEE Press: New York, NY, USA, 1993. [Google Scholar]
- Néel, L. Principles of a new general theory of the coercive field. Ann. Univ. Grenoble 1946, 22, 299–343. [Google Scholar]
- Kondorskij, E.J. On the question of coercivity and irreversible magnetization changes. J. Exp. Teor. Phys. 1937, 7, 1117. [Google Scholar]
- Dijkstra, L.J.; Wert, C. Effect of inclusions on coercive force of iron. Phys. Rev. 1950, 79, 979. [Google Scholar] [CrossRef]
- Cullity, B.D.; Graham, C.D. Introduction to the Magnetic Materials, 2nd ed.; IEEE Press: New York, NY, USA, 2009. [Google Scholar]
- Martínez Krahmer, D.; Polvorosa, R.; López de Lacalle, L.N.; Alonso-Pinillos, U.; Abate, G.; Riu, F. Alternatives for specimen manufacturing in tensile testing of steel plates. Exp. Tech. 2016, 40, 1555–1565. [Google Scholar] [CrossRef]
- Silva, C.M.A.; Rosa, P.A.R.; Martins, P.A.F. Innovative testing machines and methodologies for the mechanical characterization of materials. Exp. Tech. 2014, 40, 569–581. [Google Scholar] [CrossRef]
- Dixit, U.S.; Joshi, S.N.; Davim, J.P. Incorporation of material behavior in modeling of metal forming and machining processes: A review. Mat. Des. 2011, 32, 3655–3670. [Google Scholar] [CrossRef]
- Levitas, V.I.; Roy, A.M.; Preston, D.L. Multiple twinning and variant-variant transformations in martensite: Phase-field approach. Phys. Lett. B 2013, 88, 054113. [Google Scholar] [CrossRef] [Green Version]
- Roy, A.M. Influence of Interfacial Stress on Microstructural Evolution in NiAl Alloys. JETP Lett. 2020, 112, 173–179. [Google Scholar] [CrossRef]
- Roy, A.M. Multiphase phase-field approach for solid–solid phase transformations via propagating interfacial phase in HMX. J. Appl. Phys. 2021, 129, 025103. [Google Scholar] [CrossRef]
- Suárez, A.; Veiga, F.; Lópezde Lacalle, L.N.; Polvorosa, R.; Lutze, S.; Wretland, A. Effects of Ultrasonics-assisted face milling on surface integrity and fatigue life of Ni-alloy 718. J. Mater. Eng. Perform. 2016, 25, 5076–5086. [Google Scholar] [CrossRef]
- Pereira, O.; Celaya, A.; Urbikaín, G.; Rodríguez, A.; Fernández-Valdivielso, A.; López de Lacalle, L.N. CO2 cryogenic milling of Inconel 718: Cutting forces and tool wear. J. Mater. Res. Technol. 2020, 9, 8459–8468. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | C | Mn | Cr | Ni | S | P | Si | Ti |
|---|---|---|---|---|---|---|---|---|
| bal. | 0.08 | 2 | 18 | 10.5 | 0.03 | 0.045 | 1 | 5 × wt. C |
| Direction | Residual Stresses | Crystallite Size | Micro Deformation | HV1 | Martensite Fraction, XRD | Martensite Fraction, Metallography |
|---|---|---|---|---|---|---|
| 0° | −0.775 | 0.963 | 0.806 | 0.955 | 0.967 | 0.992 |
| 90° | 0.873 | 0.819 | 0.685 | 0.952 | 0.976 | 0.990 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Neslušan, M.; Šugárová, J.; Haušild, P.; Minárik, P.; Čapek, J.; Jambor, M.; Šugár, P. Barkhausen Noise Emission in AISI 321 Austenitic Steel Originating from the Strain-Induced Martensite Transformation. Metals 2021, 11, 429. https://doi.org/10.3390/met11030429
Neslušan M, Šugárová J, Haušild P, Minárik P, Čapek J, Jambor M, Šugár P. Barkhausen Noise Emission in AISI 321 Austenitic Steel Originating from the Strain-Induced Martensite Transformation. Metals. 2021; 11(3):429. https://doi.org/10.3390/met11030429
Chicago/Turabian StyleNeslušan, Miroslav, Jana Šugárová, Petr Haušild, Peter Minárik, Jiří Čapek, Michal Jambor, and Peter Šugár. 2021. "Barkhausen Noise Emission in AISI 321 Austenitic Steel Originating from the Strain-Induced Martensite Transformation" Metals 11, no. 3: 429. https://doi.org/10.3390/met11030429
APA StyleNeslušan, M., Šugárová, J., Haušild, P., Minárik, P., Čapek, J., Jambor, M., & Šugár, P. (2021). Barkhausen Noise Emission in AISI 321 Austenitic Steel Originating from the Strain-Induced Martensite Transformation. Metals, 11(3), 429. https://doi.org/10.3390/met11030429