
Manufacturing Methodology on Casting-Based Aluminium Matrix Composites: Systematic Review





Abstract
:1. Introduction
2. Methods
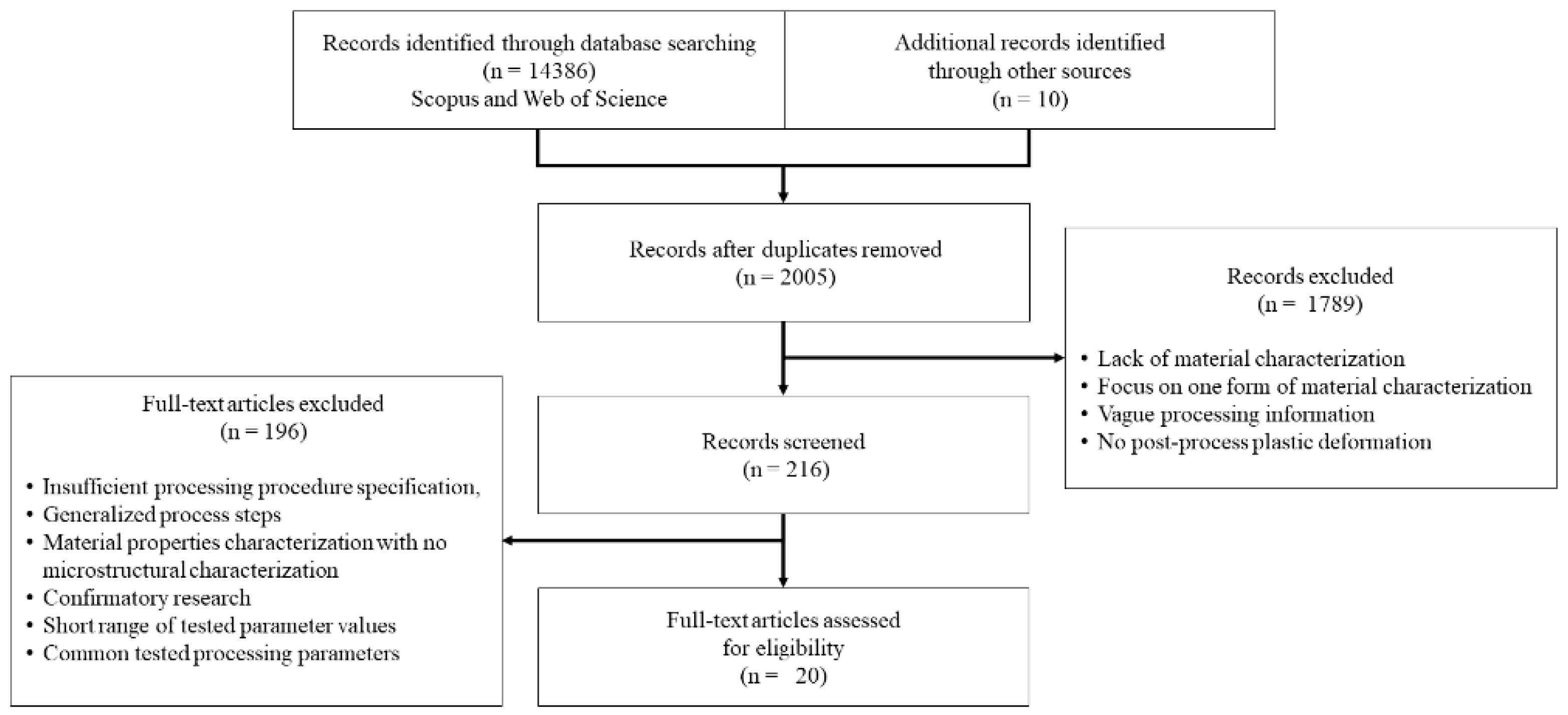
2.1. Search Strategy
2.2. Bibliographic Selection
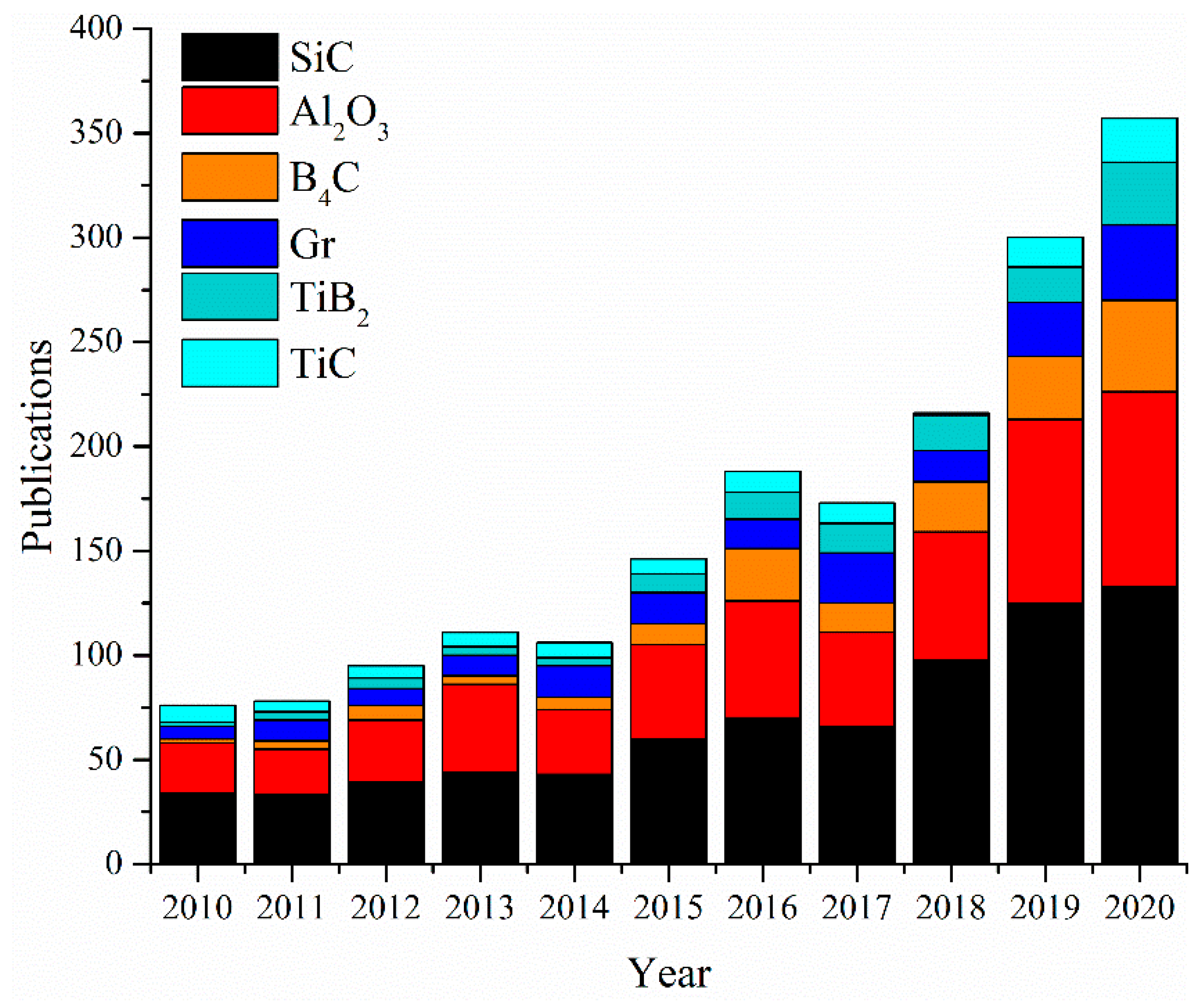
3. Results
4. Discussion
4.1. Pre-Processing
4.1.1. Coating
4.1.2. Oxidation
4.1.3. Pre-Heating
4.1.4. Cleaning
4.2. Melt Processing
4.2.1. Melt Temperature
4.2.2. Wetting Agent
4.2.3. Additives
4.2.4. Carrier Agent
4.2.5. Melt Additives
4.2.6. Other Methods
4.2.7. Stir Casting
4.2.8. Other Forms of Stirring
4.2.9. Ultrasonic Melt Treatment
4.2.10. Hybrid Processing Stir
5. Recommendations
5.1. Particle Pre-Processing and Introduction
5.2. Processing Temperature
5.3. Melt Stirring
5.4. Ultrasonic Melt Treatment
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Binnemans, K.; Jones, P.T.; Müller, T.; Yurramendi, L. Rare Earths and the Balance Problem: How to Deal with Changing Markets? J. Sustain. Metall. 2018, 4, 126–146. [Google Scholar] [CrossRef] [Green Version]
- European Commission. Transport 2050: Commission Outlines Ambitious Plan to Increase Mobility and Reduce Emissions. 2011. Available online: https://ec.europa.eu/commission/presscorner/detail/en/IP_11_372 (accessed on 25 November 2020).
- European Commission. Roadmap to a Single European Transport Area -Towards a Competitive and Resource Efficient Transport System; Publications Office of the European Union: Brussels, Belgium, 2020. [Google Scholar]
- Mallick, P.K. Designing lightweight vehicle body. Materials, Design and Manufacturing for Lightweight Vehicles; Elsevier: Amsterdam, The Netherlands, 2021; pp. 405–432. ISBN 9780128187128. [Google Scholar]
- De Vos, P. Railway Noise in Europe State of the Art Report; UIC-ETF (Railway Technical Publications): Paris, France, 2016; ISBN 978-2-7461-2473-8. [Google Scholar]
- Blengini, G.A.; El Latunussa, C.; Eynard, U.; Torres de Matos, C.; Wittmer, D.M.A.G.; Georgitzikis, K.; Pavel, C.C.; Carrara, S.; Mancini, L.; Unguru, M.; et al. Study on the EU’s List of Critical Raw Materials (2020): Final Report; Publications Office of the European Union: Luxembourg, 2020; ISBN 9789276210498. [Google Scholar]
- Zhu, Y.; Chappuis, L.B.; de Kleine, R.; Kim, H.C.; Wallington, T.J.; Luckey, G.; Cooper, D.R. The coming wave of aluminum sheet scrap from vehicle recycling in the United States. Resour. Conserv. Recycl. 2021, 164, 105208. [Google Scholar] [CrossRef]
- Soo, V.K.; Doolan, M.; Compston, P.; Duflou, J.R.; Peeters, J.; Umeda, Y. The influence of end-of-life regulation on vehicle material circularity: A comparison of Europe, Japan, Australia and the US. Resour. Conserv. Recycl. 2020, 105294. [Google Scholar] [CrossRef]
- Modi, S.; Vadhavkar, A. Technology Roadmap: Materials and Manufacturing. Available online: https://www.cargroup.org/publication/technology-roadmap-materials-and-manufacturing/ (accessed on 23 March 2020).
- Krishnan, P.K.; Christy, J.V.; Arunachalam, R.; Mourad, A.-H.I.; Muraliraja, R.; Al-Maharbi, M.; Murali, V.; Chandra, M.M. Production of aluminum alloy-based metal matrix composites using scrap aluminum alloy and waste materials: Influence on microstructure and mechanical properties. J. Alloy. Compd. 2019, 784, 1047–1061. [Google Scholar] [CrossRef]
- Yu, L.; Yan, H.; Chen, J.; Xia, W.; Su, B.; Song, M. Effects of solid solution elements on damping capacities of binary magnesium alloys. Mater. Sci. Eng. A 2020, 772, 138707. [Google Scholar] [CrossRef]
- Zhou, X.; Yan, H.; Chen, J.; Xia, W.; Su, B.; Yu, L.; Huang, W.; Song, M. Effects of low temperature aging precipitates on damping and mechanical properties of ZK60 magnesium alloy. J. Alloy. Compd. 2020, 819, 152961. [Google Scholar] [CrossRef]
- Hu, X.-S.; Wang, X.-J.; He, X.-D.; Wu, K.; Zheng, M.-Y. Low frequency damping capacities of commercial pure magnesium. Trans. Nonferrous Met. Soc. China 2012, 22, 1907–1911. [Google Scholar] [CrossRef]
- Puga, H.; Carneiro, V.; Barbosa, J.; Vieira, V. Effect of Ultrasonic Treatment in the Static and Dynamic Mechanical Behavior of AZ91D Mg Alloy. Metals 2015, 5, 2210–2221. [Google Scholar] [CrossRef] [Green Version]
- Chuah, C.Y.; Lee, Y.; Bae, T.-H. Potential of adsorbents and membranes for SF6 capture and recovery: A review. Chem. Eng. J. 2021, 404, 126577. [Google Scholar] [CrossRef]
- Cashion, S.P.; Ricketts, N.J.; Hayes, P.C. Characterisation of protective surface films formed on molten magnesium protected by air/SF6 atmospheres. J. Light Met. 2002, 2, 37–42. [Google Scholar] [CrossRef]
- Lopes, V.; Puga, H.; Barbosa, J.; Teixeira, J.C. Effect of Yttria Mould Coating on the Investment Casting of AZ91D-1 wt.% CaO Magnesium Alloy. Inter Met. 2020, 14, 98–107. [Google Scholar] [CrossRef]
- Jafari, H.; Idris, M.H.; Ourdjini, A.; Abdul Kadir, M.R. An investigation on interfacial reaction between in-situ melted AZ91D magnesium alloy and ceramic shell mold during investment casting process. Mater. Chem. Phys. 2013, 138, 672–681. [Google Scholar] [CrossRef]
- Carneiro, V.H.; Puga, H. T6 Heat Treatment Impact on the Random Frequency Vibration Stress of Al–Si–Mg Alloys. Met. Mater. Int. 2019, 25, 880–887. [Google Scholar] [CrossRef]
- Carneiro, V.H.; Puga, H.; Meireles, J. Heat treatment as a route to tailor the yield-damping properties in A356 alloys. Mater. Sci. Eng. A 2018, 729, 1–8. [Google Scholar] [CrossRef]
- Carneiro, V.H.; Puga, H. Solution Treatment Enhances Both Static and Damping Properties of Al–Si–Mg alloys. Metall. Mater. Trans. A 2018, 49, 5942–5945. [Google Scholar] [CrossRef]
- Sjölander, E.; Seifeddine, S. The heat treatment of Al–Si–Cu–Mg casting alloys. J. Mater. Process. Technol. 2010, 210, 1249–1259. [Google Scholar] [CrossRef] [Green Version]
- Totten, G.E.; MacKenzie, D.S. Handbook of Aluminum; M. Dekker: New York, NY, USA; Basel, Switzerland, 2003; ISBN 978-0824704940. [Google Scholar]
- Georgantzia, E.; Gkantou, M.; Kamaris, G.S. Aluminium alloys as structural material: A review of research. Eng. Struct. 2021, 227, 111372. [Google Scholar] [CrossRef]
- Ervina Efzan, M.N.; Kong, H.J.; Kok, C.K. Review: Effect of Alloying Element on Al-Si Alloys. AMR 2013, 845, 355–359. [Google Scholar] [CrossRef]
- Ding, W.; Zhao, X.; Chen, T.; Zhang, H.; Liu, X.; Cheng, Y.; Lei, D. Effect of rare earth Y and Al–Ti–B master alloy on the microstructure and mechanical properties of 6063 aluminum alloy. J. Alloy. Compd. 2020, 830, 154685. [Google Scholar] [CrossRef]
- Gursoy, O.; Timelli, G. Lanthanides: A focused review of eutectic modification in hypoeutectic Al–Si alloys. J. Mater. Res. Technol. 2020, 9, 8652–8666. [Google Scholar] [CrossRef]
- Puga, H.; Barbosa, J.; Carneiro, V.H. The Role of Acoustic Pressure during Solidification of AlSi7Mg Alloy in Sand Mold Casting. Metals 2019, 9, 490. [Google Scholar] [CrossRef] [Green Version]
- Puga, H.; Carneiro, V.H.; Barbosa, J.; Soares, D. Effect of grain and secondary phase morphologies in the mechanical and damping behavior of Al7075 alloys. Met. Mater. Int. 2016, 22, 863–871. [Google Scholar] [CrossRef]
- Puga, H.; Carneiro, V.H. Light-Alloy Melt Ultrasonication: Shorter T6 with Higher Precipitation Strengthening. Met. Mater. Int. 2020, 698, 577. [Google Scholar] [CrossRef]
- Ghosh, M.; Miroux, A.; Kestens, L.A.I. Experimental study and modelling of the role of solutes, precipitates and temperature on the work-hardening of AA6xxx aluminium alloys. Mater. Sci. Eng. A 2020, 140615. [Google Scholar] [CrossRef]
- Santos, M.C.; Machado, A.R.; Sales, W.F.; Barrozo, M.A.S.; Ezugwu, E.O. Machining of aluminum alloys: A review. Int. J. Adv. Manuf. Technol. 2016, 86, 3067–3080. [Google Scholar] [CrossRef]
- Puga, H.; Grilo, J.; Carneiro, V.H. Ultrasonic Assisted Turning of Al alloys: Influence of Material Processing to Improve Surface Roughness. Surfaces 2019, 2, 24. [Google Scholar] [CrossRef] [Green Version]
- Puga, H.; Grilo, J.; Oliveira, F.J.; Silva, R.F.; Girão, A.V. Influence of external loading on the resonant frequency shift of ultrasonic assisted turning: Numerical and experimental analysis. Int. J. Adv. Manuf. Technol. 2019, 101, 2487–2496. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Simonelli, M.; Parry, L.; Ashcroft, I.; Tuck, C.; Hague, R. 3D printing of Aluminium alloys: Additive Manufacturing of Aluminium alloys using selective laser melting. Prog. Mater. Sci. 2019, 106, 100578. [Google Scholar] [CrossRef]
- Cao, C.; Yao, G.; Jiang, L.; Sokoluk, M.; Wang, X.; Ciston, J.; Javadi, A.; Guan, Z.; de Rosa, I.; Xie, W.; et al. Bulk ultrafine grained/nanocrystalline metals via slow cooling. Sci. Adv. 2019, 5, eaaw2398. [Google Scholar] [CrossRef] [Green Version]
- Robles Hernandez, F.C.; Herrera Ramírez, J.M.; Mackay, R. Al-Si Alloys: Automotive, Aeronautical, and Aerospace Applications, 1st ed.; Springer International Publishing: Cham, Switzerland, 2017; ISBN 978-3-319-58380-8. [Google Scholar]
- STARKE, E.A. Heat-Treatable Aluminum Alloys. Aluminum Alloys—Contemporary Research and Applications; Elsevier: Amsterdam, The Netherlands, 1989; pp. 35–63. ISBN 9780123418319. [Google Scholar]
- Tiryakioḡlu, M.; Campbell, J. Quality Index for Aluminum Alloy Castings. Int. J. Met. 2014, 8, 39–42. [Google Scholar] [CrossRef]
- Carneiro, V.H.; Puga, H.; Meireles, J. Positive, zero and negative Poisson’s ratio non-stochastic metallic cellular solids: Dependence between static and dynamic mechanical properties. Compos. Struct. 2019, 226, 111239. [Google Scholar] [CrossRef]
- Clyne, T.W.; Withers, P.J. An Introduction to Metal Matrix Composites; Cambridge University Press: Cambridge, UK, 1993; ISBN 0521483573. [Google Scholar]
- Basak, A.K.; Pramanik, A.; Prakash, C. Deformation and strengthening of SiC reinforced Al-MMCs during in-situ micro-pillar compression. Mater. Sci. Eng. A 2019, 763, 138141. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, D.L. Contribution of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites. Mater. Sci. Eng. A 2008, 483–484, 148–152. [Google Scholar] [CrossRef]
- Samal, P.; Vundavilli, P.R.; Meher, A.; Mahapatra, M.M. Recent progress in aluminum metal matrix composites: A review on processing, mechanical and wear properties. J. Manuf. Process. 2020, 59, 131–152. [Google Scholar] [CrossRef]
- Madeira, S.; Carvalho, O.; Carneiro, V.H.; Soares, D.; Silva, F.S.; Miranda, G. Damping capacity and dynamic modulus of hot pressed AlSi composites reinforced with different SiC particle sized. Compos. Part B Eng. 2016, 90, 399–405. [Google Scholar] [CrossRef]
- Madeira, S.; Miranda, G.; Carneiro, V.H.; Soares, D.; Silva, F.S.; Carvalho, O. The effect of SiCp size on high temperature damping capacity and dynamic Young’s modulus of hot-pressed AlSi–SiCp MMCs. Mater. Des. 2016, 93, 409–417. [Google Scholar] [CrossRef]
- Nturanabo, F.; Masu, L.; Baptist Kirabira, J. Novel Applications of Aluminium Metal Matrix Composites; IntechOpen: London, UK, 2020; Available online: http://dx.doi.org/10.5772/intechopen.86225 (accessed on 20 June 2020).
- Ramanathan, A.; Krishnan, P.K.; Muraliraja, R. A review on the production of metal matrix composites through stir casting—Furnace design, properties, challenges, and research opportunities. J. Manuf. Process. 2019, 42, 213–245. [Google Scholar] [CrossRef]
- Amirkhanlou, S.; Niroumand, B. Effects of reinforcement distribution on low and high temperature tensile properties of Al356/SiCp cast composites produced by a novel reinforcement dispersion technique. Mater. Sci. Eng. A 2011, 528, 7186–7195. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Fajemisin, A.V. Evaluation of the damping behaviour of Al-Mg-Si alloy based composites reinforced with steel, steel and graphite, and silicon carbide particulates. Eng. Sci. Technol. Int. J. 2018, 21, 798–805. [Google Scholar] [CrossRef]
- Suresh, S.; Sudhakara, D.; Vinod, B. Investigation on Tribological and Machining Characteristics of Al 7075/MWCNTs Nanocomposites. J. Bio Tribo Corros. 2020, 6, 627. [Google Scholar] [CrossRef]
- Klasik, A.; Sobczak, J.; Pietrzak, K. Changes in properties of aluminium matrix composite reinforced with SiC particles after multiple remelting. Mater. Res. Innov. 2011, 15, s249–s252. [Google Scholar] [CrossRef]
- Shalaby, E.A.M.; Churyumov, A.Y.; Besisa, D.H.A.; Daoud, A.; Abou El-khair, M.T. A Comparative Study of Thermal Conductivity and Tribological Behavior of Squeeze Cast A359/AlN and A359/SiC Composites. J. Mater. Eng. Perform. 2017, 26, 3079–3089. [Google Scholar] [CrossRef]
- Mazahery, A.; Shabani, M.O. Characterization of cast A356 alloy reinforced with nano SiC composites. Trans. Nonferrous Met. Soc. China 2012, 22, 275–280. [Google Scholar] [CrossRef]
- Ahmad, S.N.; Hashim, J.; Ghazali, M.I. The Effects of Porosity on Mechanical Properties of Cast Discontinuous Reinforced Metal–Matrix Composite. J. Compos. Mater. 2005, 39, 451–466. [Google Scholar] [CrossRef]
- Hu, K.; Du, Y.; Lü, S.-l.; Wu, S.-s. Effects of nano-SiCp content on microstructure and mechanical properties of SiCp/A356 composites assisted with ultrasonic treatment. Trans. Nonferrous Met. Soc. China 2018, 28, 2173–2180. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M.S.J. Particle distribution in cast metal matrix composites—Part I. J. Mater. Process. Technol. 2002, 123, 251–257. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M.S.J. Particle distribution in cast metal matrix composites—Part II. J. Mater. Process. Technol. 2002, 123, 258–263. [Google Scholar] [CrossRef]
- Eustathopoulos, N. Wetting by Liquid Metals—Application in Materials Processing: The Contribution of the Grenoble Group. Metals 2015, 5, 350–370. [Google Scholar] [CrossRef] [Green Version]
- Kumar, M.; Gupta, R.K.; Pandey, A. A Review on Fabrication and Characteristics of Metal Matrix Composites Fabricated By Stir Casting. IOP Conf. Ser.: Mater. Sci. Eng. 2018, 377, 12125. [Google Scholar] [CrossRef]
- Grilo, J.; Puga, H.; Carneiro, V.H.; Tohidi, S.D.; Barbosa, F.V.; Teixeira, J.C. Effect of Hybrid Ultrasonic and Mechanical Stirring on the Distribution of m-SiCp in A356 Alloy. Metals 2020, 10, 610. [Google Scholar] [CrossRef]
- Moher, D.; Liberati, A.; Tetzlaff, J.; Altman, D.G. The PRISMA Group. Preferred Reporting Items for Systematic Reviews and Meta-Analyses: The PRISMA Statement. PLoS Med. 2009, 6, e1000097. [Google Scholar] [CrossRef] [Green Version]
- Kumar, A.; Lal, S.; Kumar, S. Fabrication and characterization of A359/Al2O3 metal matrix composite using electromagnetic stir casting method. J. Mater. Res. Technol. 2013, 2, 250–254. [Google Scholar] [CrossRef] [Green Version]
- Tahamtan, S.; Halvaee, A.; Emamy, M.; Zabihi, M.S. Fabrication of Al/A206–Al2O3 nano/micro composite by combining ball milling and stir casting technology. Mater. Des. 2013, 49, 347–359. [Google Scholar] [CrossRef]
- Hosseini, N.; Karimzadeh, F.; Abbasi, M.H.; Enayati, M.H. Tribological properties of Al6061–Al2O3 nanocomposite prepared by milling and hot pressing. Mater. Des. 2010, 31, 4777–4785. [Google Scholar] [CrossRef]
- Goyal, H.; Mandal, N.; Roy, H.; Mitra, S.K.; Mondal, B. Multi Response Optimization for Processing Al–SiCp Composites: An Approach Towards Enhancement of Mechanical Properties. Trans. Indian Inst. Met. 2015, 68, 453–463. [Google Scholar] [CrossRef]
- Aybarç, U.; Ertuğrul, O.; Seydibeyoğlu, M.Ö. Effect of Al2O3 Particle Size on Mechanical Properties of Ultrasonic-Assisted Stir-Casted Al A356 Matrix Composites. Int. J. Met. 2020, 377, 1–12. [Google Scholar] [CrossRef]
- Adeosun, S.O.; Akpan, E.I.; Gbenebor, O.P.; Balogun, S.A. Ductility and hardness of chloride cleaned AA6011/SiCp composites. Trans. Nonferrous Met. Soc. China 2016, 26, 339–347. [Google Scholar] [CrossRef]
- Mahesh, V.P.; Nair, P.S.; Rajan, T.P.D.; Pai, B.C.; Hubli, R.C. Processing of surface-treated boron carbide-reinforced aluminum matrix composites by liquid–metal stir-casting technique. J. Compos. Mater. 2011, 45, 2371–2378. [Google Scholar] [CrossRef]
- Raj, R.; Thakur, D.G. Influence of boron carbide content on the microstructure, tensile strength and fracture behavior of boron carbide reinforced aluminum metal matrix composites. Mater. Werkst. 2018, 49, 1068–1080. [Google Scholar] [CrossRef]
- Pourhosseini, S.; Beygi, H.; Sajjadi, S.A. Effect of metal coating of reinforcements on the microstructure and mechanical properties of Al-Al2O3 nanocomposites. Mater. Sci. Technol. 2018, 34, 145–152. [Google Scholar] [CrossRef]
- Yang, D.; Qiu, F.; Zhao, W.; Shen, P.; Wang, H.; Jiang, Q. Effects of Ti-coating layer on the distribution of SiCP in the SiCP/2014Al composites. Mater. Des. 2015, 87, 1100–1106. [Google Scholar] [CrossRef]
- Zhang, L.-J.; Yang, D.-L.; Qiu, F.; Wang, J.-G.; Jiang, Q.-C. Effects of reinforcement surface modification on the microstructures and tensile properties of SiCp/Al2014 composites. Mater. Sci. Eng. A 2015, 624, 102–109. [Google Scholar] [CrossRef]
- Abdizadeh, H.; Baghchesara, M.A. Optimized Parameters for Enhanced Properties in Al–B4C Composite. Arab. J. Sci. Eng. 2018, 43, 4475–4485. [Google Scholar] [CrossRef]
- Khademian, M.; Alizadeh, A.; Abdollahi, A. Fabrication and Characterization of Hot Rolled and Hot Extruded Boron Carbide (B4C) Reinforced A356 Aluminum Alloy Matrix Composites Produced by Stir Casting Method. Trans. Indian Inst. Met. 2017, 70, 1635–1646. [Google Scholar] [CrossRef]
- Du, Y.; Yang, X.; Wu, S.; Lü, S.; Hu, K. Development of high strength and toughness nano-SiCp/A356 composites with ultrasonic vibration and squeeze casting. J. Mater. Process. Technol. 2019, 269, 1–9. [Google Scholar] [CrossRef]
- Shirvanimoghaddam, K.; Khayyam, H.; Abdizadeh, H.; Karbalaei Akbari, M.; Pakseresht, A.H.; Ghasali, E.; Naebe, M. Boron carbide reinforced aluminium matrix composite: Physical, mechanical characterization and mathematical modelling. Mater. Sci. Eng. A 2016, 658, 135–149. [Google Scholar] [CrossRef]
- Yang, X.; Barekar, N.S.; Ji, S.; Dhindaw, B.K.; Fan, Z. Influence of reinforcing particle distribution on the casting characteristics of Al-SiCp composites. J. Mater. Process. Technol. 2020, 279, 116580. [Google Scholar] [CrossRef]
- Mehta, V.R.; Sutaria, M.P. Investigation on the Effect of Stirring Process Parameters on the Dispersion of SiC Particles Inside Melting Crucible. Met. Mater. Int. 2020, 17. [Google Scholar] [CrossRef]
- Jiang, D.; Yu, J. Fabrication of Al2O3/SiC/Al Hybrid Nanocomposites Through Solidification Process for Improved Mechanical Properties. Metals 2018, 8, 572. [Google Scholar] [CrossRef] [Green Version]
- Amirkhanlou, S.; Niroumand, B. Development of Al356/SiCp cast composites by injection of SiCp containing composite powders. Mater. Des. 2011, 32, 1895–1902. [Google Scholar] [CrossRef]
- Jia, S.; Zhang, D.; Xuan, Y.; Nastac, L. An experimental and modeling investigation of aluminum-based alloys and nanocomposites processed by ultrasonic cavitation processing. Appl. Acoust. 2016, 103, 226–231. [Google Scholar] [CrossRef]
- Singh, V.K.; Chauhan, S.; Gope, P.C.; Chaudhary, A.K. Enhancement of Wettability of Aluminum Based Silicon Carbide Reinforced Particulate Metal Matrix Composite. High Temp. Mater. Process. 2014. [Google Scholar] [CrossRef]
- Amirkhanlou, S.; Niroumand, B. Fabrication and characterization of Al356/SiCp semisolid composites by injecting SiCp containing composite powders. J. Mater. Process. Technol. 2012, 212, 841–847. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M.S.J. The enhancement of wettability of SiC particles in cast aluminium matrix composites. J. Mater. Process. Technol. 2001, 119, 329–335. [Google Scholar] [CrossRef]
- Mohammadpour, M.; Azari Khosroshahi, R.; Taherzadeh Mousavian, R.; Brabazon, D. Effect of interfacial-active elements addition on the incorporation of micron-sized SiC particles in molten pure aluminum. Ceram. Int. 2014, 40, 8323–8332. [Google Scholar] [CrossRef] [Green Version]
- Panthglin, C.; Boontein, S.; Kajornchaiyakul, J.; Limmaneevichitr, C. The Effects of Zr Addition on the Microstructure and Mechanical Properties of A356–SiC Composites. Inter Met. 2020, 40. [Google Scholar] [CrossRef]
- Beygi, H.; Sajjadi, S.A.; Zebarjad, S.M. Microstructural analysis and mechanical characterization of aluminum matrix nanocomposites reinforced with uncoated and Cu-coated alumina particles. Mater. Sci. Eng. A 2014, 607, 81–88. [Google Scholar] [CrossRef]
- Akbari, M.K.; Shirvanimoghaddam, K.; Hai, Z.; Zhuiykov, S.; Khayyam, H. Al-TiB2 micro/nanocomposites: Particle capture investigations, strengthening mechanisms and mathematical modelling of mechanical properties. Mater. Sci. Eng. A 2017, 682, 98–106. [Google Scholar] [CrossRef]
- Samiee, A.; Bina, M.H.; Meratian, M. Influence of Surface Modification of Alumina on Improvement of Wetability in Aluminium Matrix Composite. Adv. Mater. Sci. Eng. 2014, 2014, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Inegbenebor, A.O.; Bolu, C.A.; Babalola, P.O.; Inegbenebor, A.I.; Fayomi, O.S.I. Aluminum Silicon Carbide Particulate Metal Matrix Composite Development Via Stir Casting Processing. Silicon 2018, 10, 343–347. [Google Scholar] [CrossRef]
- Karbalaei Akbari, M.; Baharvandi, H.R.; Mirzaee, O. Fabrication of nano-sized Al2O3 reinforced casting aluminum composite focusing on preparation process of reinforcement powders and evaluation of its properties. Compos. Part B Eng. 2013, 55, 426–432. [Google Scholar] [CrossRef]
- Zheng, J.; Li, Q.; Liu, W.; Shu, G. Microstructure evolution of 15 wt.% boron carbide/aluminum composites during liquid-stirring process. J. Compos. Mater. 2016, 50, 3843–3852. [Google Scholar] [CrossRef]
- Saeed Pashmforoosh; Sadegh Shahriyari; Omid Mirzaee. Evaluation of Mechanical and Microstructure Properties of Mg-Modified Aluminum Matrix Composite by Vortical Casting Method. Met. Mater. Int. 2020, 1–13. [Google Scholar] [CrossRef]
- Naidich, J.V. The Wettability of Solids by Liquid Metals; Elsevier: Amsterdam, The Netherlands, 1981; pp. 353–484. ISBN 9780125718141. [Google Scholar]
- Taherzadeh Mousavian, R.; Behnamfard, S.; Heidarzadeh, A.; Taherkhani, K.; Azari Khosroshahi, R.; Brabazon, D. Incorporation of SiC Ceramic Nanoparticles into the Aluminum Matrix by a Novel Method: Production of a Metal Matrix Composite. Met. Mater. Int. 2020. [Google Scholar] [CrossRef]
- Wu, J.; Zhang, H.; Zhang, Y.; Li, J.; Wang, X. Effect of copper content on the thermal conductivity and thermal expansion of Al–Cu/diamond composites. Mater. Des. 2012, 39, 87–92. [Google Scholar] [CrossRef]
- Oh, S.-I.; Lim, J.-Y.; Kim, Y.-C.; Yoon, J.; Kim, G.-H.; Lee, J.; Sung, Y.-M.; Han, J.-H. Fabrication of carbon nanofiber reinforced aluminum alloy nanocomposites by a liquid process. J. Alloy. Compd. 2012, 542, 111–117. [Google Scholar] [CrossRef]
- Hajjari, E.; Divandari, M.; Mirhabibi, A.R. The effect of applied pressure on fracture surface and tensile properties of nickel coated continuous carbon fiber reinforced aluminum composites fabricated by squeeze casting. Mater. Des. 2010, 31, 2381–2386. [Google Scholar] [CrossRef]
- Mousavian, R.T.; Khosroshahi, R.A.; Yazdani, S.; Brabazon, D. Manufacturing of cast A356 matrix composite reinforced with nano- to micrometer-sized SiC particles. Rare Met. 2017, 36, 46–54. [Google Scholar] [CrossRef]
- Mousavian, R.T.; Damadi, S.R.; Khosroshahi, R.A.; Brabazon, D.; Mohammadpour, M. A comparison study of applying metallic coating on SiC particles for manufacturing of cast aluminum matrix composites. Int. J. Adv. Manuf. Technol. 2015, 81, 433–444. [Google Scholar] [CrossRef] [Green Version]
- Campbell, J. Complete Casting Handbook: Metal Casting Processes, Metallurgy, Techniques and Design; Butterworth-Heinemann: Oxford, UK; Waltham, MA, USA, 2015; ISBN 9780444635099. [Google Scholar]
- Azadi, M.; Zolfaghari, M.; Rezanezhad, S.; Azadi, M. Effects of SiO2 nano-particles on tribological and mechanical properties of aluminum matrix composites by different dispersion methods. Appl. Phys. A 2018, 124, 112. [Google Scholar] [CrossRef]
- Ghandvar, H.; Farahany, S.; Idris, J. Wettability Enhancement of SiCp in Cast A356/SiCp Composite Using Semisolid Process. Mater. Manuf. Process. 2015, 30, 1442–1449. [Google Scholar] [CrossRef]
- Adeosun, S.O.; Akpan, E.I.; Gbenebor, O.P.; Balogun, S.A. Microstructural Evolution of Chloride-Cleaned Silicon Carbide Aluminum Composites. JOM 2016, 68, 692–700. [Google Scholar] [CrossRef]
- Rajan, T.P.D.; Pillai, R.M.; Pai, B.C. Reinforcement coatings and interfaces in aluminium metal matrix composites. J. Mater. Sci. 1998, 33, 3491–3503. [Google Scholar] [CrossRef]
- Cong, X.-S.; Shen, P.; Wang, Y.; Jiang, Q. Wetting of polycrystalline SiC by molten Al and Al−Si alloys. Appl. Surf. Sci. 2014, 317, 140–146. [Google Scholar] [CrossRef]
- Laurent, V.; Rado, C.; Eustathopoulos, N. Wetting kinetics and bonding of Al and Al alloys on α-SiC. Mater. Sci. Eng. A 1996, 205, 1–8. [Google Scholar] [CrossRef]
- Mouradoff, L.; Tristant, P.; Desmaison, J.; Labbe, J.C.; Desmaison-Brut, M.; Rezakhanlou, R. Interaction between Liquid Aluminium and Non-Oxide Ceramics (AlN, Si3N4, SiC). KEM 1995, 113, 177–188. [Google Scholar] [CrossRef]
- Naidich, Y.V.; Chubashov, Y.N.; Ishchuk, N.F.; Krasovskii, V.P. Wetting of some nonmetallic materials by aluminum. Powder Met. Met Ceram 1983, 22, 481–483. [Google Scholar] [CrossRef]
- Ksiazek, M.; Sobczak, N.; Mikulowski, B.; Radziwill, W.; Surowiak, I. Wetting and bonding strength in Al/Al2O3 system. Mater. Sci. Eng. A 2002, 324, 162–167. [Google Scholar] [CrossRef]
- Kannan, C.; Ramanujam, R. Advanced liquid state processing techniques for ex-situ discontinuous particle reinforced nanocomposites: A review. Sci. Technol. Mater. 2018, 30, 109–119. [Google Scholar] [CrossRef]
- Pyzik, A.J.; Aksay, I.A.; Sarikaya, M. Microdesigning of Ceramic-Metal Composites. In Ceramic Microstructures’86; Pask, J.A., Evans, A.G., Eds.; Springer: Boston, MA, USA, 1987; pp. 45–54. ISBN 978-1-4612-9074-2. [Google Scholar]
- Bao, S.; Tang, K.; Kvithyld, A.; Tangstad, M.; Engh, T.A. Wettability of Aluminum on Alumina. Met. Mater. Trans B 2011, 42, 1358–1366. [Google Scholar] [CrossRef]
- Akbari, M.K.; Baharvandi, H.R.; Mirzaee, O. Investigation of particle size and reinforcement content on mechanical properties and fracture behavior of A356-Al2O3 composite fabricated by vortex method. J. Compos. Mater. 2014, 48, 3315–3330. [Google Scholar] [CrossRef]
- Gurusamy, P.; Prabu, S.B.; Paskaramoorthy, R. Influence of Processing Temperatures on Mechanical Properties and Microstructure of Squeeze Cast Aluminum Alloy Composites. Mater. Manuf. Process. 2015, 30, 367–373. [Google Scholar] [CrossRef]
- Abdizadeh, H.; Ebrahimifard, R.; Baghchesara, M.A. Investigation of microstructure and mechanical properties of nano MgO reinforced Al composites manufactured by stir casting and powder metallurgy methods: A comparative study. Compos. Part B: Eng. 2014, 56, 217–221. [Google Scholar] [CrossRef]
- Mazahery, A.; Ostadshabani, M. Investigation on mechanical properties of nano-Al2O3 -reinforced aluminum matrix composites. J. Compos. Mater. 2011, 45, 2579–2586. [Google Scholar] [CrossRef]
- Shabani, M.O.; Baghani, A.; Khorram, A.; Heydari, F. Evaluation of Fracture Mechanisms in Al-Si Metal Matrix Nanocomposites Produced by Three Methods of Gravity Sand Casting, Squeeze Casting and Compo Casting in Semi-Solid State. Silicon 2020, 12, 2977–2987. [Google Scholar] [CrossRef]
- Evans, A.; San Marchi, C.; Mortensen, A. Metal Matrix Composites in Industry: An Introduction and a Survey/by Alexander Evans, Christopher San Marchi, Andreas Mortensen; Kluwer Academic: Dordrecht, The Netherlands; London, UK, 2003; ISBN 978-1-4020-7521-6. [Google Scholar]
- Su, H.; Gao, W.L.; Zhang, H.; Liu, H.B.; Lu, J.; Lu, Z. Study on preparation of large sized nanoparticle reinforced aluminium matrix composite by solid–liquid mixed casting process. Mater. Sci. Technol. 2012, 28, 178–183. [Google Scholar] [CrossRef]
- Taherzadeh Mousavian, R.; Azari Khosroshahi, R.; Yazdani, S.; Brabazon, D.; Boostani, A.F. Fabrication of aluminum matrix composites reinforced with nano- to micrometer-sized SiC particles. Mater. Des. 2016, 89, 58–70. [Google Scholar] [CrossRef] [Green Version]
- Du, Y.; Hu, K.; Lü, S.; Wu, S.; Gao, Q. Preparation and properties of nano-SiC p/A356 composites synthesised with a new process. Mater. Sci. Technol. 2018, 34, 1415–1424. [Google Scholar] [CrossRef]
- Amirkhanlou, S.; Niroumand, B. Synthesis and characterization of 356-SiCp composites by stir casting and compocasting methods. Trans. Nonferrous Met. Soc. China 2010, 20, s788–s793. [Google Scholar] [CrossRef]
- Manning, C.R.; Gurganus, T.B. Wetting of Binary Aluminum Alloys in Contact with Be, B4C, and Graphite. J. Am. Ceram. Soc. 1969, 52, 115–118. [Google Scholar] [CrossRef]
- Shahriyari, S.; Pashmforoosh, S.; Mirzaee, O. Investigation of the Effect of Sr on the Mechanical Properties and Microstructure of Nano-Alumina Reinforced Aluminum Matrix Composites by the Vortical Casting Method. Met. Mater. Int. 2020, 54, 121. [Google Scholar] [CrossRef]
- Hanizam, H.; Salleh, M.S.; Omar, M.Z.; Sulong, A.B. Effects of mechanical stirring and short heat treatment on thixoformed of carbon nanotube aluminium alloy composite. J. Alloy. Compd. 2019, 788, 83–90. [Google Scholar] [CrossRef]
- Hu, Q.; Zhao, H.; Li, F. Effects of Manufacturing Processes on Microstructure and Properties of Al/A356–B 4 C Composites. Mater. Manuf. Process. 2016, 31, 1292–1300. [Google Scholar] [CrossRef]
- Mazahery, A.; Ostad Shabani, M. Mechanical Properties of Squeeze-Cast A356 Composites Reinforced with B4C Particulates. J. Mater. Eng. Perform. 2012, 21, 247–252. [Google Scholar] [CrossRef]
- Zhang, W.Y.; Du, Y.H.; Zhang, P. Vortex-free stir casting of Al-1.5 wt.% Si-SiC composite. J. Alloy. Compd. 2019, 787, 206–215. [Google Scholar] [CrossRef]
- Mohammadjafar Hadad; Abolfazl Babazade; Majid Safarabadi. Investigation and comparison of the effect of graphene nanoplates and carbon nanotubes on the improvement of mechanical properties in the stir casting process of aluminum matrix nanocomposites. Int. J. Adv. Manuf. Technol. 2020, 109, 2535–2547. [Google Scholar] [CrossRef]
- Samal, B.P.; Misra, A.K.; Panigrahi, S.C.; Mishra, S.C. Plunger technique: A new approach to stir casting AMMC preparation. J. Mater. Metall. Eng. 2013, 3, 2231–3818. [Google Scholar]
- Prakash, S.; Sasikumar, R.; Natarajan, E.; Suresha, B. Influence of Feeding Techniques in Bottom Tapping Stir Casting Process for Fabrication of Alumina Nano-filler-reinforced Aluminium Composites. Trans. Indian Inst. Met. 2020, 73, 1265–1272. [Google Scholar] [CrossRef]
- Suresh, N.; Venkateswaran, S.; Seetharamu, S. Studies on eutectic Al–Si alloy–flyash composites. Int. J. Cast Met. Res. 2011, 24, 118–123. [Google Scholar] [CrossRef]
- Kalaiselvan, K.; Murugan, N.; Parameswaran, S. Production and characterization of AA6061–B4C stir cast composite. Mater. Des. 2011, 32, 4004–4009. [Google Scholar] [CrossRef]
- Toptan, F.; Kilicarslan, A.; Karaaslan, A.; Cigdem, M.; Kerti, I. Processing and microstructural characterisation of AA 1070 and AA 6063 matrix B4Cp reinforced composites. Mater. Des. 2010, 31, S87–S91. [Google Scholar] [CrossRef]
- Sahu, M.K.; Sahu, R.K. Optimization of Stirring Parameters Using CFD Simulations for HAMCs Synthesis by Stir Casting Process. Trans. Indian Inst. Met. 2017, 70, 2563–2570. [Google Scholar] [CrossRef]
- Meti, V.K.V.; Shirur, S.; Nampoothiri, J.; Ravi, K.R.; Siddhalingeshwar, I.G. Synthesis, Characterization and Mechanical Properties of AA7075 Based MMCs Reinforced with TiB2 Particles Processed Through Ultrasound Assisted In-Situ Casting Technique. Trans. Indian Inst. Met. 2018, 71, 841–848. [Google Scholar] [CrossRef]
- Abdizadeh, H.; Vajargah, P.H.; Baghchesara, M.A. Fabrication of MgO nanoparticulates reinforced aluminum matrix composites using stir-casting method. Kovove Mater. 2016, 52, 319–326. [Google Scholar] [CrossRef] [Green Version]
- Chak, V.; Chattopadhyay, H. Fabrication and heat treatment of graphene nanoplatelets reinforced aluminium nanocomposites. Mater. Sci. Eng. A 2020, 791, 139657. [Google Scholar] [CrossRef]
- Chen, F.; Zhao, H.; Zhu, G.; Fu, P.; Xia, L. Experimental and numerical analysis of flow behavior and particle distribution in A356/SiCp composite casting. Exp. Therm. Fluid Sci. 2015, 68, 39–47. [Google Scholar] [CrossRef]
- Elshalakany, A.B.; Osman, T.A.; Khattab, A.; Azzam, B.; Zaki, M. Microstructure and Mechanical Properties of MWCNTs Reinforced A356 Aluminum Alloys Cast Nanocomposites Fabricated by Using a Combination of Rheocasting and Squeeze Casting Techniques. J. Nanomater. 2014, 2014, 1–14. [Google Scholar] [CrossRef]
- Adebisi, A.A.; Maleque, M.A.; Ali, M.Y.; Bello, K.A. Effect of variable particle size reinforcement on mechanical and wear properties of 6061Al–SiC p composite. Compos. Interfaces 2016, 23, 533–547. [Google Scholar] [CrossRef]
- Lakshmikanthan, A.; Udayagiri, S.B.; Koppad, P.G.; Gupta, M.; Munishamaiah, K.; Bontha, S. The effect of heat treatment on the mechanical and tribological properties of dual size SiC reinforced A357 matrix composites. J. Mater. Res. Technol. 2020, 9, 6434–6452. [Google Scholar] [CrossRef]
- Gayathri, J.; Elansezhian, R. Influence of dual reinforcement (nano CuO + reused spent alumina catalyst) on microstructure and mechanical properties of aluminium metal matrix composite. J. Alloy. Compd. 2020, 829, 154538. [Google Scholar] [CrossRef]
- Singh, R.; Podder, D.; Singh, S. Effect of Single, Double and Triple Particle Size SiC and Al2O3 Reinforcement on Wear Properties of AMC Prepared by Stir Casting in Vacuum Mould. Trans. Indian Inst. Met. 2015, 68, 791–797. [Google Scholar] [CrossRef]
- Logesh, K.; Hariharasakthisudhan, P.; Moshi, A.A.M.; Rajan, B.S.; Sathickbasha, K. Mechanical properties and microstructure of A356 alloy reinforced AlN/MWCNT/graphite/Al composites fabricated by stir casting. Mater. Res. Express 2019, 7, 15004. [Google Scholar] [CrossRef] [Green Version]
- Viswanatha, B.M.; Kumar, M.P.; Basavarajappa, S.; Kiran, T.S. Study of the microstructure, hardness and tribological behavior of hypoeutectic Al-7Si hybrid composites. Ind. Lubr. Tribol. 2016. [Google Scholar] [CrossRef]
- Venkatachalam, G.; Kumaravel, A. Fabrication and Characterization of A356-Basalt Ash-Fly Ash Composites Processed by Stir Casting Method. Polym. Polym. Compos. 2017, 25, 209–214. [Google Scholar] [CrossRef]
- Prasad, D.S.; Shoba, C.; Ramanaiah, N. Investigations on mechanical properties of aluminum hybrid composites. J. Mater. Res. Technol. 2014, 3, 79–85. [Google Scholar] [CrossRef] [Green Version]
- Lakshmikanthan, A.; Bontha, S.; Krishna, M.; Koppad, P.G.; Ramprabhu, T. Microstructure, mechanical and wear properties of the A357 composites reinforced with dual sized SiC particles. J. Alloy. Compd. 2019, 786, 570–580. [Google Scholar] [CrossRef]
- Senthil Kumar, M.; Vanmathi, M.; Sakthivel, G. SiC Reinforcement in the Synthesis and Characterization of A356/AL2O3/Sic/Gr Reinforced Composite- Paving a Way for the Next Generation of Aircraft Applications. Silicon 2020, 4, 81. [Google Scholar] [CrossRef]
- Ghanaraja, S.; Nath, S.K.; Ray, S. Processing and Mechanical Properties of Cast Al (Mg, Mn)-Al2O3 (MnO2) Composites Containing Nanoparticles and Larger Particles. Met. Mat. Trans. A 2014, 45, 3467–3480. [Google Scholar] [CrossRef]
- Karantzalis, A.E.; Lekatou, A.; Georgatis, E.; Poulas, V.; Mavros, H. Microstructural Observations in a Cast Al-Si-Cu/TiC Composite. J. Mater. Eng. Perform. 2010, 19, 585–590. [Google Scholar] [CrossRef]
- Natrayan, L.; Kumar, M.S.; Palanikumar, K. Optimization of squeeze cast process parameters on mechanical properties of Al2O3/SiC reinforced hybrid metal matrix composites using taguchi technique. Mater. Res. Express 2018, 5, 66516. [Google Scholar] [CrossRef]
- Edacherian, A.; Algahtani, A.; Tirth, V. Investigations of the Tribological Performance of A390 Alloy Hybrid Aluminum Matrix Composite. Materials 2018, 11, 2524. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Heidary, D.S.B.; Akhlagh, F. Rheological behavior of molten Al-SiC slurries and comparison of their behavior with metallic slurries. Met. Mater. Int. 2013, 19, 767–775. [Google Scholar] [CrossRef]
- Lü, S.; Xiao, P.; Du, Y.; Hu, K.; Wu, S. Preparation of Al matrix nanocomposites by diluting the composite granules containing nano-SiCp under ultrasonic vibaration. J. Mater. Sci. Technol. 2018, 34, 1609–1617. [Google Scholar] [CrossRef]
- Wu, S.; Yuan, D.; Lü, S.; Hu, K.; An, P. Nano-SiC P particles distribution and mechanical properties of Al-matrix composites prepared by stir casting and ultrasonic treatment. China Foundry 2018, 15, 203–209. [Google Scholar] [CrossRef] [Green Version]
- Bandil, K.; Vashisth, H.; Kumar, S.; Verma, L.; Jamwal, A.; Kumar, D.; Singh, N.; Sadasivuni, K.K.; Gupta, P. Microstructural, mechanical and corrosion behaviour of Al–Si alloy reinforced with SiC metal matrix composite. J. Compos. Mater. 2019, 53, 4215–4223. [Google Scholar] [CrossRef]
- Altinkok, N. Application of the full factorial design to modelling of Al2O3/SiC particle reinforced al-matrix composites. Steel Compos. Struct. 2016, 21, 1327–1345. [Google Scholar] [CrossRef]
- Ghahremanian, M.; Niroumand, B.; Panjepour, M. Production of Al-Si-SiCp cast composites by injection of low-energy ball-milled Al-SiCp powder into the melt. Met. Mater. Int. 2012, 18, 149–156. [Google Scholar] [CrossRef]
- Al-Salihi, H.A.; Mahmood, A.A.; Alalkawi, H.J. Mechanical and wear behavior of AA7075 aluminum matrix composites reinforced by Al2O3 nanoparticles. Nanocomposites 2019, 5, 67–73. [Google Scholar] [CrossRef] [Green Version]
- Dhaneswara, D.; Verdiyanto, R.N.; Syahrial, A.Z. The Mechanical Properties of Al2O3-Reinforced Aluminum A356 with Grain Refiner Al-5Ti-1B Fabricated using the Stir Casting Method. IJTech 2017, 8, 1489. [Google Scholar] [CrossRef] [Green Version]
- Karbalaei Akbari, M.; Baharvandi, H.R.; Mirzaee, O. Nano-sized aluminum oxide reinforced commercial casting A356 alloy matrix: Evaluation of hardness, wear resistance and compressive strength focusing on particle distribution in aluminum matrix. Compos. Part B Eng. 2013, 52, 262–268. [Google Scholar] [CrossRef]
- Su, H.; Gao, W.; Zhang, H.; Liu, H.; Lu, J.; Lu, Z. Optimization of Stirring Parameters Through Numerical Simulation for the Preparation of Aluminum Matrix Composite by Stir Casting Process. J. Mater. Process. Technol. 2010, 132, 144. [Google Scholar] [CrossRef]
- Kaisarlis, G.; Vasiliou, G.; Spitas, V.; Inglezakis, V.; Itskos, G.; Spitas, C. Manufacturing of Ultra-Fine Particle Coal Fly Ash–A380 Aluminum Matrix Composites with Improved Mechanical Properties by Improved Ring Milling and Oscillating Microgrid Mixing. J. Mater. Eng. Perform. 2019, 28, 2630–2640. [Google Scholar] [CrossRef]
- Lal, S.; Kumar, S.; Khan, Z.A. Microstructure evaluation, thermal and mechanical characterization of hybrid metal matrix composite. Sci. Eng. Compos. Mater. 2018, 25, 1187–1196. [Google Scholar] [CrossRef]
- Golak, S.; Dyzia, M. Creating Local Reinforcement of a Channel in a Composite Casting Using Electromagnetic Separation. J. Mater. Sci. Technol. 2015, 31, 918–922. [Google Scholar] [CrossRef]
- Zhang, D.; Nastac, L. Advanced Numerical Modeling of the Dispersion of Ceramic Nanoparticles during Ultrasonic Cavitation Processing and Solidification of 6061-based Nanocomposites. IOP Conf. Ser. Mater. Sci. Eng. 2015, 84, 12020. [Google Scholar] [CrossRef] [Green Version]
- Su, H.; Gao, W.; Feng, Z.; Lu, Z. Processing, microstructure and tensile properties of nano-sized Al2O3 particle reinforced aluminum matrix composites. Mater. Des. 2012, 36, 590–596. [Google Scholar] [CrossRef]
- Idrisi, A.H.; Mourad, A.-H.I. Conventional stir casting versus ultrasonic assisted stir casting process: Mechanical and physical characteristics of AMCs. J. Alloy. Compd. 2019, 805, 502–508. [Google Scholar] [CrossRef]
- Jia, S.; Zhang, D.; Nastac, L. Experimental and Numerical Analysis of the 6061-Based Nanocomposites Fabricated via Ultrasonic Processing. J. Mater. Eng. Perform. 2015, 24, 2225–2233. [Google Scholar] [CrossRef]
- Vorozhtsov, S.; Zhukov, I.; Promakhov, V.; Naydenkin, E.; Khrustalyov, A.; Vorozhtsov, A. The Influence of ScF3 Nanoparticles on the Physical and Mechanical Properties of New Metal Matrix Composites Based on A356 Aluminum Alloy. JOM 2016, 68, 3101–3106. [Google Scholar] [CrossRef]
- Li, J.; Lü, S.; Wu, S.; Gao, Q. Effects of ultrasonic vibration on microstructure and mechanical properties of nano-sized SiC particles reinforced Al-5Cu composites. Ultrason. Sonochemistry 2018, 42, 814–822. [Google Scholar] [CrossRef]
- Hanumanth, G.S.; Irons, G.A. Particle incorporation by melt stirring for the production of metal-matrix composites. J. Mater. Sci. 1993, 28, 2459–2465. [Google Scholar] [CrossRef]
- Sukumaran, K.; Pillai, S.G.K.; Pillai, R.M.; Kelukutty, V.S.; Pai, B.C.; Satyanarayana, K.G.; Ravikumar, K.K. The effects of magnesium additions on the structure and properties of Al-7 Si-10 SiCp composites. J. Mater. Sci. 1995, 30, 1469–1472. [Google Scholar] [CrossRef]
- Souissi, N.; Souissi, S.; Niniven, C.; Amar, M.; Bradai, C.; Elhalouani, F. Optimization of Squeeze Casting Parameters for 2017 A Wrought Al Alloy Using Taguchi Method. Metals 2014, 4, 141–154. [Google Scholar] [CrossRef] [Green Version]
- Dao, V.; Zhao, S.; Lin, W.; Zhang, C. Effect of process parameters on microstructure and mechanical properties in AlSi9Mg connecting-rod fabricated by semi-solid squeeze casting. Mater. Sci. Eng. A 2012, 558, 95–102. [Google Scholar] [CrossRef]
- Sajjadi, S.A.; Ezatpour, H.R.; Torabi Parizi, M. Comparison of microstructure and mechanical properties of A356 aluminum alloy/Al2O3 composites fabricated by stir and compo-casting processes. Mater. Des. 2012, 34, 106–111. [Google Scholar] [CrossRef]
- Shirvanimoghaddam, K.; Khayyam, H.; Abdizadeh, H.; Karbalaei Akbari, M.; Pakseresht, A.H.; Abdi, F.; Abbasi, A.; Naebe, M. Effect of B4C, TiB2 and ZrSiO4 ceramic particles on mechanical properties of aluminium matrix composites: Experimental investigation and predictive modelling. Ceram. Int. 2016, 42, 6206–6220. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref. | Particle | Results and Observation |
|---|---|---|
| [64] | Al2O3 ~30 μm; Qnt: {2, 4, 6, 8} wt.% PreH: 800 °C |
|
| [65] | Al2O3 {10 μm, 100 nm} + Al 74 μm + Mg 60 μm B.mill (ball, b2p): ([7, 25] mm, 10:1) B.mill (N, Δt): (480 rpm, {3, 6, 9} + 3 h) B.mill.Gas: Argon Press (p): 1 MPa |
|
| [66] | Al2O3 {30 nm, 1 μm, 60 μm} B.mill.(ball, b2p): (20 mm, 10:1) B.mill (N, Δt): (500 rpm, 30 h + {30 min, 15 h}) B.mill.Gas: Argon; US.Δt: 90 min Press (p, T, Δt): (128 Mpa, 400 °C, 30 min) |
|
| [67] | SiC 15 μm; Qnt: {0.5, 1, 1.5} wt.% PreH: {600, 700, 800} °C |
|
| [68] | Al2O3 {65 µm,79 nm}; Qnt: {0.5, 1, 1.5} wt.% PreH: {700, 750} °C {20 min, 2 h} |
|
| [69] | SiC; Qnt: 10 g Clean:{NaCl, SnCl2, NH4Cl, PdCl2} Clean (c, Δt): ([10, 50] g/L, [0, 120] min) |
|
| [70] | B4C 20 µm; Qnt: 10% PreH: [250, 600] °C |
|
| [71] | B4C 100 µm; Qnt: {0, 5, 10, 15, 20} vol.% PreH: 300 °C |
|
| [72] | Al2O3 50 nm; Qnt: [1, 10] wt.% Coat: {Cu, Ni, Co} |
|
| [73] | SiC 10 µm; Qnt: 20 vol.% Coat: Ti |
|
| [74] | SiC 5 µm; Qnt: 3 vol.% Coat: {Cu, Ni} Pre.H: [700, 1100] °C (3 h) |
|
| Ref. | Materials and Pre-Processing | Melt Processing | Results and Observation |
|---|---|---|---|
| [75] | A356/(B4C 1 µm + Al 16 µm) Qnt:{0; 5; 10; 15} vol.% | T: {750, 850, 950} °C Carrier: Al foil; Intro: Vortex Stir (N, Δt): (300 rpm, 13 min) |
|
| [76] | A356/(B4C ~0.2 µm) Qnt: 3 wt.% PreH: 200 °C | T: {750, 850, 950} °C Intro: Vortex Stir (B#, Bθ): (4, 45°) Stir (N, Δt): (300 rpm, {10, 15, 20} min) |
|
| [77] | A356/(SiC 40 nm + Al 65 µm)] Qnt.SiC/Al: {0, 1, 2} wt.% PreH: 850 °C (2 h) | T1: 720 °C Degass: Argon (10 min) Intro: Vortex Stir (B#, N, Δt, T): (4, 180 rpm, 15 min, 680 °C) US (P, f, Δt): (2.8 kW, 20 kHz, [0.5, 5] min) |
|
| [78] | A356/B4C < 30 µm Qnt: {5, 10, 15} vol.% | T: {800, 1000} °C Add: 10 gr Cryolite Carrier: Al Foil; Intro: Vortex Stir (B#, Bθ): (4, 45°) Stir (N, Δt): ([350, 400], Δt: 0.8 Qnt) |
|
| [79] | A356/SiCp Size: {4.5, 9.3, 12.8} µm Qnt: 10 vol.% PreH: 400 °C (2 h) | T (i): (800, 600, 730) °C Degass: N2 Intro: Vortex Stir (B#, Bθ): (2, 45°) Stir (A).(N, Δt, T): (650 rpm, 5 min, {600, 730} °C) Rotor (B).(N, Δt, T): ({650, 5000} rpm, 5 min, {600, 730} °C) |
|
| [80] | Al-Si/(SiC 20 µm) Qnt: {6, 8 10} vol.% Pre.H: 600 °C | T: [580, 620] °C Carrier: Al foil EM (Bθ, Bφ): ({0°, 30°, 60°, 90°}, {0°, 20°, 40°}) EM (N): {1400, 1700, 2000} rpm |
|
| [81] | A356/{Al2O3 20 nm, SiC 40 nm, (Al2O3 20 nm + SiC 40 nm)} Qnt: {2, 2, 1:1} wt.% Pre.H: 150 °C (2 h) | T: 700 °C Degass: C2Cl6 P.Gas: Argon Intro: Injection US: UNS |
|
| [82] | A356/(SiC 8 µm + Al 80 µm + Mg 40 µm) Qnt: SiC 5 vol.%, Mg 1 wt.% | T (i): (700, {650, 607}) °C Intro: Injection Stir (N, Δt): (500 rpm, {12, 22} min) |
|
| [83] | A356/{SiC 50 nm, Al2O3 20 nm} Qnt: 1 wt.% | P.Gas: Argon Degass: UST Intro: Injection US (P,f): (1.75 kW, 18 kHz) |
|
| Category | Processing Parameter | Al2O3 | SiC | B4C |
|---|---|---|---|---|
| Pre- processing | Particle temperature | 700 °C | 700 °C | <300 °C |
| Introduction | Injection *; Vortex in Al foil | |||
| Wetting agent | 1 wt.% Mg and/or Al | |||
| Coating/Oxidation | Cu, Ni | Cu, Ni | Ti | |
| Main processing | Melt Temperature | 750 °C | 750 °C | 850 °C |
| Flux | - b | - b | K2TiF6 | |
| Additives | 1 wt.% Mg a | |||
| Degassing | UST *, Argon, N2 | |||
| Protective gas | Argon, N2 | |||
| Die Temperature | 250–300 °C | |||
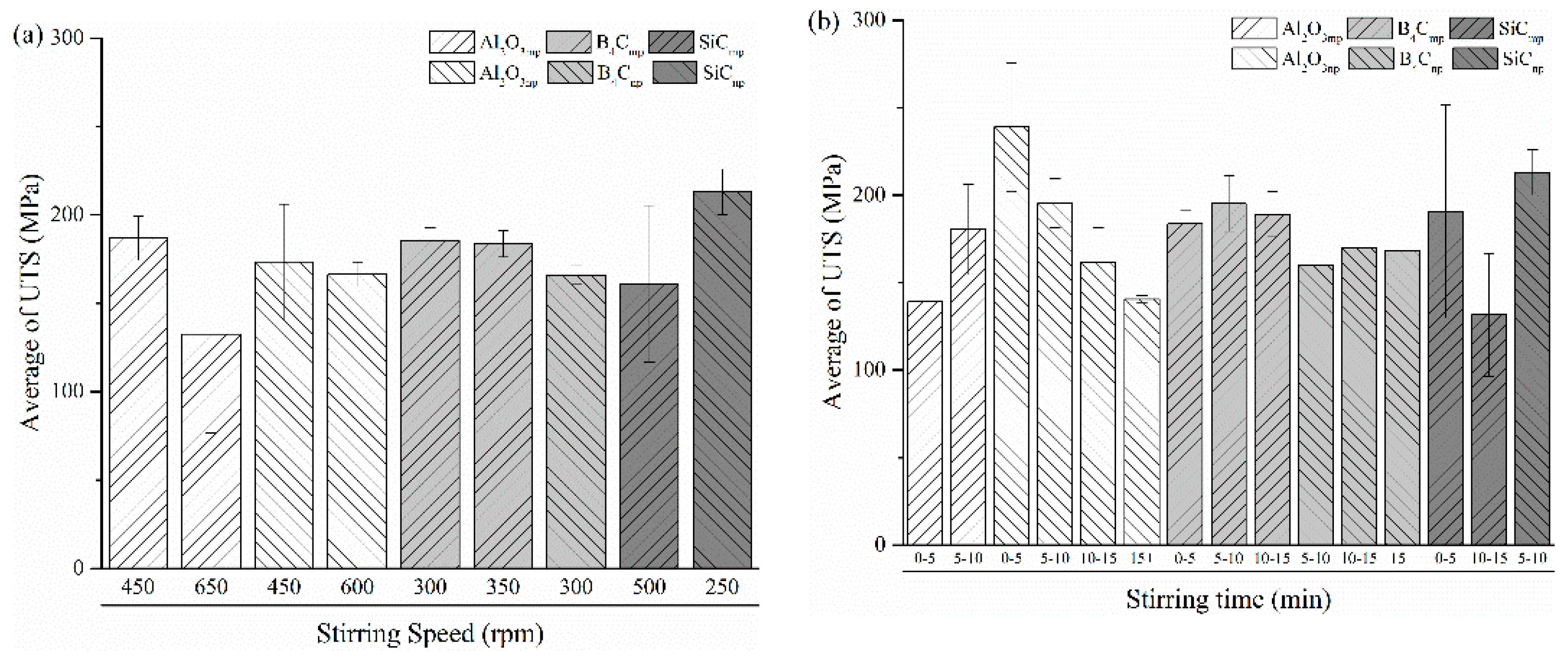
| Stirring specific | Stirring speed | 450 rpm | 650 rpm | 300–350 rpm |
| Stirring period | 10 min | 5–10 min | 10–15 min | |
| Blade angle | 30° *,45° | |||
| Number of blades | 3–4 | |||
| Impeller stage | Multi-stage | |||
| UST specific | UST frequency | 20 kHz | ||
| UST power | 1.8–2.8 kW | |||
| UST time | 2–3 min | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grilo, J.; Carneiro, V.H.; Teixeira, J.C.; Puga, H. Manufacturing Methodology on Casting-Based Aluminium Matrix Composites: Systematic Review. Metals 2021, 11, 436. https://doi.org/10.3390/met11030436
Grilo J, Carneiro VH, Teixeira JC, Puga H. Manufacturing Methodology on Casting-Based Aluminium Matrix Composites: Systematic Review. Metals. 2021; 11(3):436. https://doi.org/10.3390/met11030436
Chicago/Turabian StyleGrilo, José, Vítor Hugo Carneiro, José Carlos Teixeira, and Hélder Puga. 2021. "Manufacturing Methodology on Casting-Based Aluminium Matrix Composites: Systematic Review" Metals 11, no. 3: 436. https://doi.org/10.3390/met11030436
APA StyleGrilo, J., Carneiro, V. H., Teixeira, J. C., & Puga, H. (2021). Manufacturing Methodology on Casting-Based Aluminium Matrix Composites: Systematic Review. Metals, 11(3), 436. https://doi.org/10.3390/met11030436