
Experimental Investigation and Comparison of the Thermal Performance of Additively and Conventionally Manufactured Heat Exchangers



Abstract
:1. Introduction
Direct Metal Printing (DMP)
2. Experimental Setup
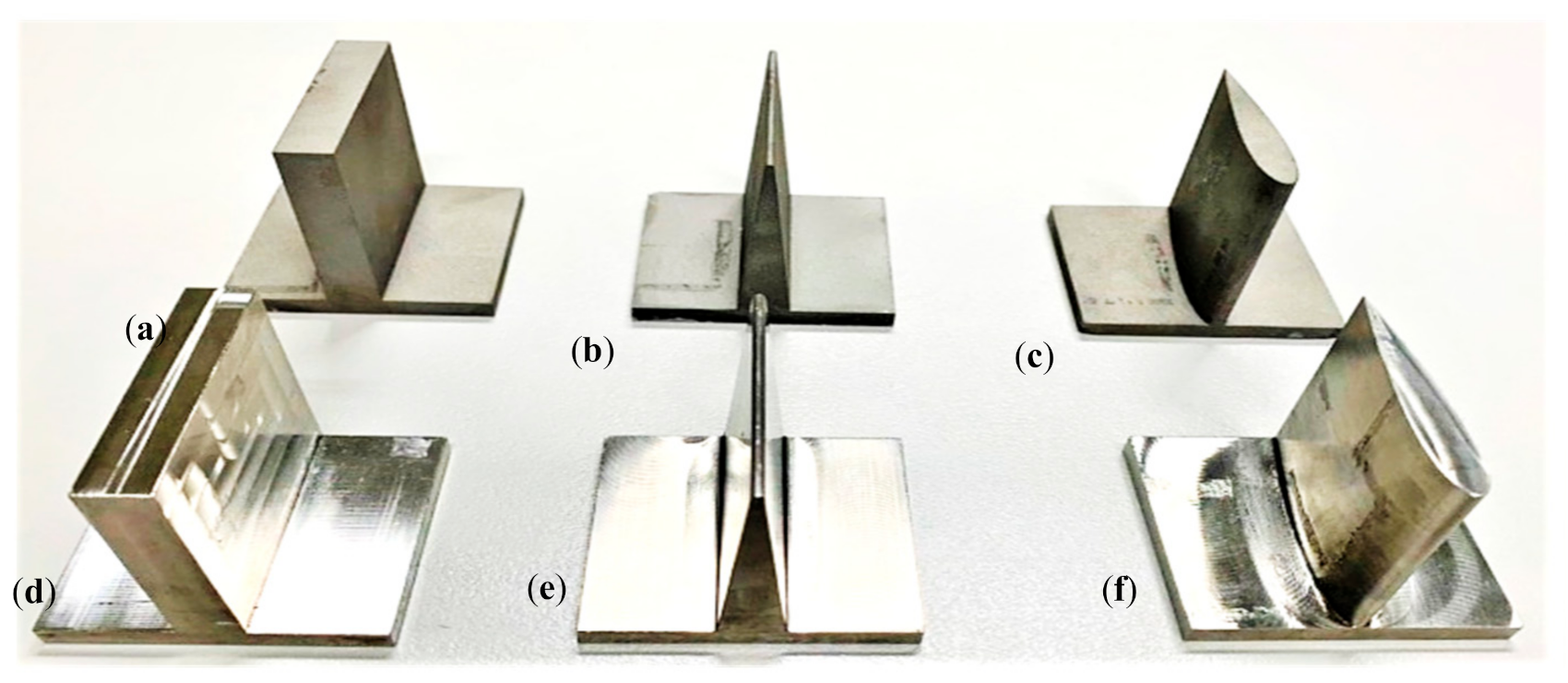
2.1. HX Design and Manufacturing
2.2. Test Procedure
3. Thermal Performance Criteria
- Convective heat transfer coefficient;
- Nusselt number;
- Thermal fluid dynamic performance;
- Friction factor.
3.1. Convective Heat Transfer Coefficient
3.2. Nusselt Number
3.3. Thermal Fluid Dynamic Performance
3.4. Friction Factor
4. Results and Discussions
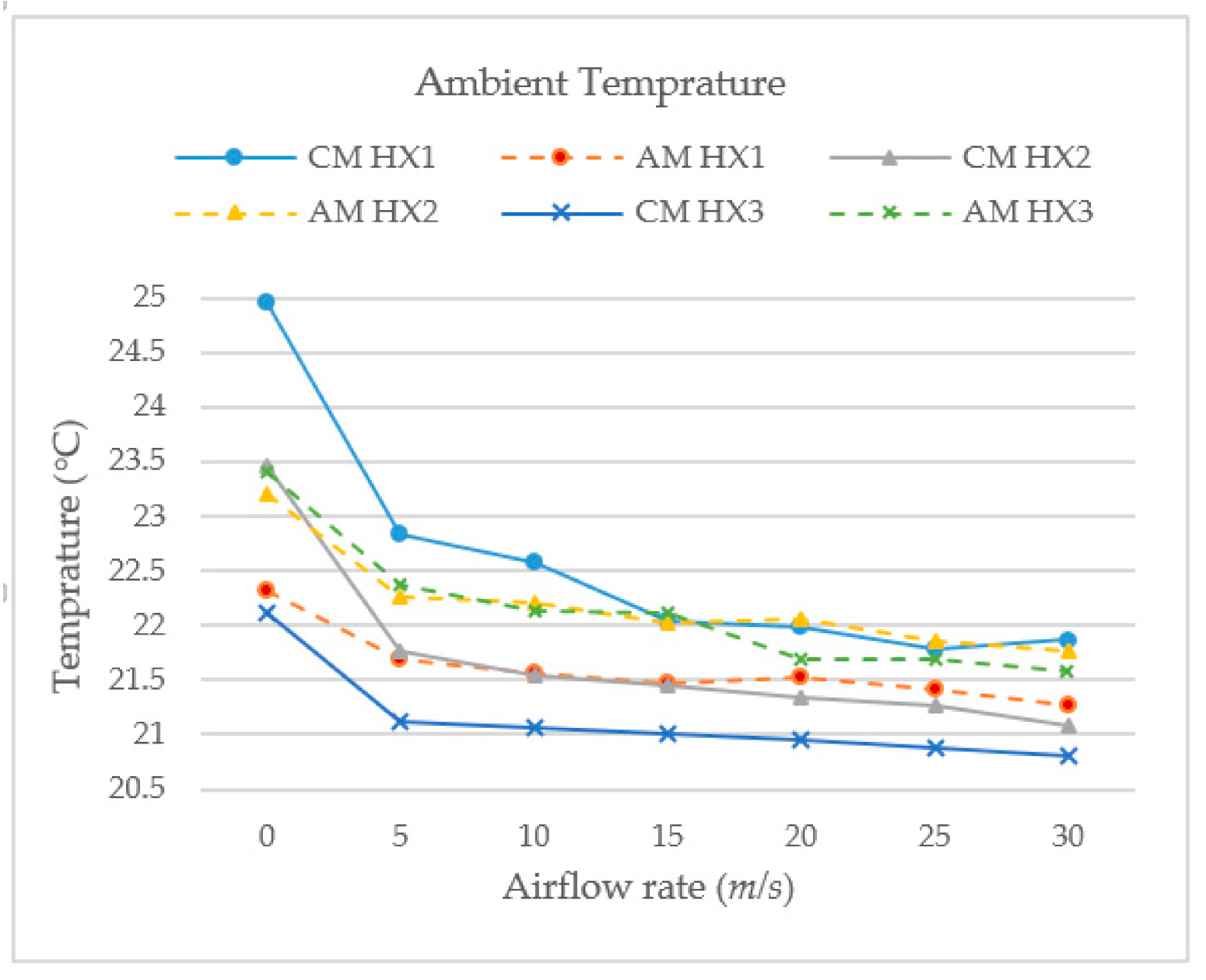
4.1. Convective Heat Transfer Coefficient and Nusselt Number
4.2. Thermal Fluid Dynamic Performance
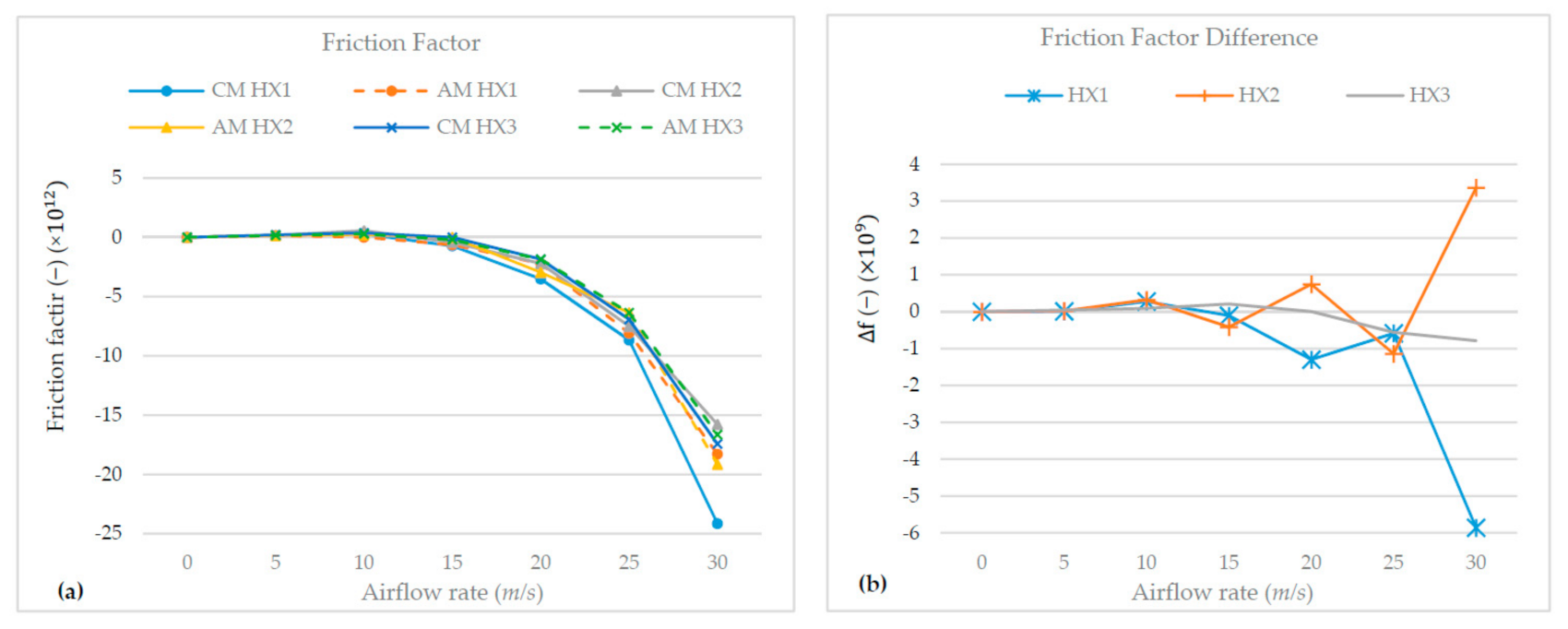
4.3. Convective Friction Factor
4.4. Overall Thermal Performance of HXs
5. Conclusions and Future Perspectives
- The friction factor differences between AM– and CM–HXs with NACA, triangular, and rectangular profiles are 2%, 7%, and 21%, respectively;
- The AM–HX sample with the NACA profile fin provided the least pressure drop, which is 32% lower than that of the CM–HX sample with a rectangular profile;
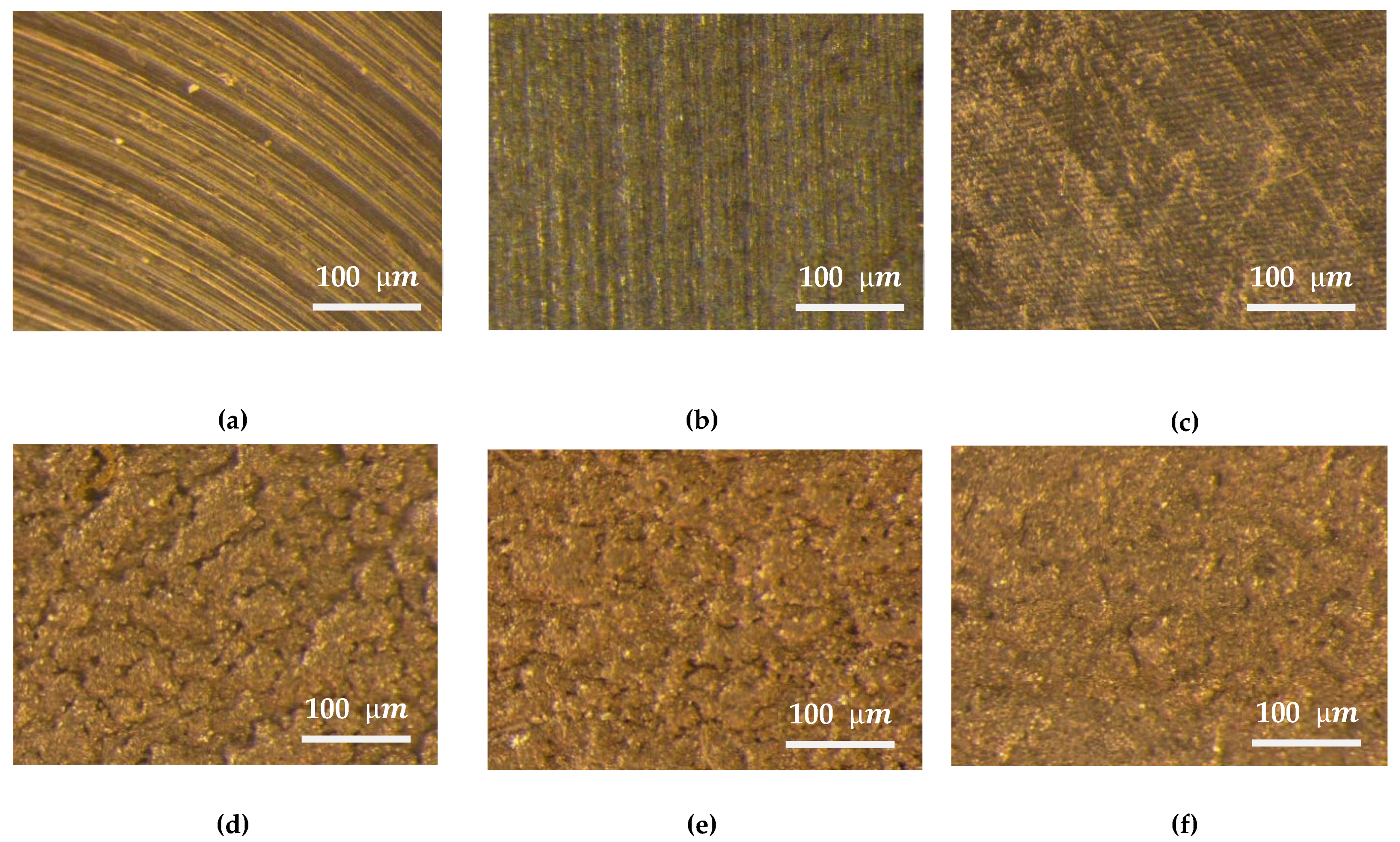
- The heat transfer surface area of the HX3 with NACA profile was 0.6% less than that of the HX2 with a triangular profile, the heat transfer coefficient and the Nusselt number of AM–HX3 were similar to the CM–HX2. This is due to the fact that the material properties and the surface roughness of this AM–HX were affected by the manufacturing process and consequently reduced the thermal performance;
- The thermal performance of the rough surface of AM–HX with a triangular profile was about 21% greater on average than that of smooth HX with the same profile. However, the thermal performance of AM–HXs with rectangular and NACA profiles was about 10% and 14% lower than those of smooth HXs with the same profiles, respectively.
- The thermal characteristics of the HXs appeared to be functions of the HX geometry, material microstructure, manufacturing process, and surface roughness. Therefore, more fundamental research is required to develop a methodology and/or mathematical model to relate these parameters to the thermal performance of HXs. Consequently, optimisation models are required to be developed to find the most effective of the above-mentioned parameters in maximising heat transfer and minimising the pressure drop;
- The roughness leads to the development of the vortices and boundary layers, which increase the temperature gradients near the HX walls and consequently improving thermal efficiency. It is noteworthy that the results showed that the roughness does not always provide a heat transfer enhancement and may negatively affect the thermal characteristics. When the airflow rates are low, the flow may be trapped inside the voids between the surface elements and consequently reduce overall heat flux through the HX. This can be evaluated by simulating artificial roughness and investigating how the flows are created and the thermal performance of HXs is affected. The optimum design of roughness heights and/or patterns is influenced by the HX material properties and proper selection of the AM process parameters, which require further study;
- In general, the higher surface roughness increases the pressure drop by increasing the shear stress near the wall of the HXs; however, the reduction of sharp edges in the AM–HXs results in reducing the curvature of the airflow and therefore reduces pressure loss;
- The AM–HXs will likely have more significant radiative losses than those conventionally manufactured due to their surface finish, further clouding the data analysis;
- The thermal conductivity is affected by porosity, which might be created during and after the AM processes. The proper selection of AM process parameters to minimise porosity is required to ensure reasonable thermal properties of HXs. These properties can be improved by further post-processing operations such as heat treatment;
- In addition to the above, designing for AM needs a complete understanding of the AM manufacturing processes’ benefits and limitations. Furthermore, topology and shape optimisation studies are required to design high-efficiency HXs and calls for further investigation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
Nomenclature
| ) | |
| ) | |
| ) | |
| ) | |
| Hydraulic diameter (m) | |
| Friction factor (−) | |
| Test section height (m) | |
| ) | |
| ) | |
| HX length in flow direction (m) | |
| ṁ | ) |
| Nusselt Number (−) | |
| ) | |
| ) | |
| ) | |
| Reynolds number (−) | |
| ) | |
| ) | |
| ) | |
| ) | |
| ) | |
| ) | |
| ) | |
| ) | |
| Test section width (m) | |
| ) | |
| ) |
References
- Jasim, H.H. Thermal performance improvement based on the hybrid design of a heat sink. Eng. Sci. Technol. Int. J. 2020, 23, 1144–1152. [Google Scholar] [CrossRef]
- Shah, R.K.; Sekulic, D.P. Fundamentals of Heat Exchanger Design; John Wiley & Sons: Hoboken, NJ, USA, 2003. [Google Scholar]
- Wong, M.; Owen, I.; Sutcliffe, C.; Puri, A. Convective heat transfer and pressure losses across novel heat sinks fabricated by Selective Laser Melting. Int. J. Heat Mass Transf. 2009, 52, 281–288. [Google Scholar] [CrossRef]
- Feng, S.; Li, F.; Zhang, F.; Lu, T.J. Natural convection in metal foam heat sinks with open slots. Exp. Therm. Fluid Sci. 2018, 91, 354–362. [Google Scholar] [CrossRef]
- Bashir, A.I.; Everts, M.; Bennacer, R.; Meyer, J.P. Single-phase forced convection heat transfer and pressure drop in circular tubes in the laminar and transitional flow regimes. Exp. Therm. Fluid Sci. 2019, 109, 109891. [Google Scholar] [CrossRef]
- Kim, S.Y.; Paek, J.W.; Kang, B.H. Thermal performance of aluminum-foam heat sinks by forced air cooling. IEEE Trans. Compon. Packag. Technol. 2003, 26, 262–267. [Google Scholar]
- Wong, M.; Tsopanos, S.; Sutcliffe, C.J.; Owen, I. Selective laser melting of heat transfer devices. Rapid Prototyp. J. 2007, 13, 291–297. [Google Scholar] [CrossRef]
- Ventola, L.; Robotti, F.; Dialameh, M.; Calignano, F.; Manfredi, D.; Chiavazzo, E.; Asinari, P. Rough surfaces with enhanced heat transfer for electronics cooling by direct metal laser sintering. Int. J. Heat Mass Transf. 2014, 75, 58–74. [Google Scholar] [CrossRef] [Green Version]
- Oguntala, G.; Abd-Alhameed, R.; Sobamowo, G.; Abdullahi, H.-S. Improved thermal management of computer microprocessors using cylindrical-coordinate micro-fin heat sink with artificial surface roughness. Eng. Sci. Technol. Int. J. 2018, 21, 736–744. [Google Scholar] [CrossRef]
- Kuron, D. ASTM manual on „coating and lining methods for cooling water systems in power plants”. Von John C. Monday, Timothy B. Shugart, and Joseph A. Tamayo, 72 Seiten, 6 Abbildungen, 3 Tabellen, American Society for Testing and Materials (ASTM), ASTM Manual Series MNL 28, Philadelphia, PA 19103, 1995.£ 30.00, ISBN 0-8031-2070-2. In Europa zu beziehen durch: American Technical Publishers Ltd., 27-29 Knowl Piece, Wilbury Way, Hitchin, Herts. SG4 0SX. England. Mater. Corros. 1997, 48, 134. [Google Scholar] [CrossRef]
- Thompson, S.M.; Aspin, Z.S.; Shamsaei, N.; Elwany, A.; Bian, L. Additive manufacturing of heat exchangers: A case study on a multi-layered Ti–6Al–4V oscillating heat pipe. Addit. Manuf. 2015, 8, 163–174. [Google Scholar] [CrossRef]
- Caccia, M.; Tabandeh-Khorshid, M.; Itskos, G.; Strayer, A.; Caldwell, A.; Pidaparti, S.; Singnisai, S.; Rohskopf, A.; Schroeder, A.; Jarrahbashi, D. Ceramic–metal composites for heat exchangers in concentrated solar power plants. Nature 2018, 562, 406. [Google Scholar] [CrossRef]
- Dede, E.M.; Joshi, S.N.; Zhou, F. Topology optimization, additive layer manufacturing, and experimental testing of an air-cooled heat sink. J. Mech. Des. 2015, 137, 111403. [Google Scholar] [CrossRef]
- Arie, M.A.; Shooshtari, A.H.; Ohadi, M.M. Experimental characterization of an additively manufactured heat exchanger for dry cooling of power plants. Appl. Therm. Eng. 2018, 129, 187–198. [Google Scholar] [CrossRef]
- Bernardin, J.D.; Ferguson, K.; Sattler, D.; Kim, S.-J. The design, analysis, and fabrication of an additively manufactured twisted tube heat exchanger. In Proceedings of the ASME 2017 Heat Transfer Summer Conference, Bellevue, WA, USA, 9–12 July 2017. [Google Scholar]
- Kong, D.; Zhang, Y.; Liu, S. Convective heat transfer enhancement by novel honeycomb-core in sandwich panel exchanger fabricated by additive manufacturing. Appl. Therm. Eng. 2019, 163, 114408. [Google Scholar] [CrossRef]
- Jafari, D.; Wits, W.W. The utilization of selective laser melting technology on heat transfer devices for thermal energy conversion applications: A review. Renew. Sustain. Energy Rev. 2018, 91, 420–442. [Google Scholar] [CrossRef]
- Cobbinah, P.V.; Nzeukou, R.A.; Onawale, O.T.; Matizamhuka, W.R. Laser Powder Bed Fusion of Potential Superalloys: A Review. Metals 2021, 11, 58. [Google Scholar] [CrossRef]
- Bhavar, V.; Kattire, P.; Patil, V.; Khot, S.; Gujar, K.; Singh, R. A review on powder bed fusion technology of metal additive manufacturing. In Proceedings of the 4th International conference and exhibition on Additive Manufacturing Technologies-AM-2014, Bangalore, India, 1–2 September 2014; pp. 1–2. [Google Scholar]
- Wong, K.; Ho, J.; Leong, K.; Wong, T. Fabrication of heat sinks by selective laser melting for convective heat transfer applications. Virtual Phys. Prototyp. 2016, 11, 159–165. [Google Scholar] [CrossRef]
- Collins, I.L.; Weibel, J.A.; Pan, L.; Garimella, S.V. Experimental Characterization of a Microchannel Heat Sink Made by Additive Manufacturing. In Proceedings of the 2018 17th IEEE Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm), San Diego, CA, USA, 29 May–1 June 2018; pp. 171–177. [Google Scholar]
- Gerstler, W.D.; Erno, D. Introduction of an additively manufactured multi-furcating heat exchanger. In Proceedings of the 2017 16th IEEE Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm), Lake Buena Vista, FL, USA, 30 May–2 June 2017; pp. 624–633. [Google Scholar]
- McDonough, J. A perspective on the current and future roles of additive manufacturing in process engineering, with an emphasis on heat transfer. Therm. Sci. Eng. Prog. 2020, 19, 100594. [Google Scholar] [CrossRef]
- Najmon, J.C.; Raeisi, S.; Tovar, A. Review of additive manufacturing technologies and applications in the aerospace industry. In Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019; pp. 7–31. [Google Scholar]
- Bisht, M.; Ray, N.; Verbist, F.; Coeck, S. Correlation of selective laser melting-melt pool events with the tensile properties of Ti-6Al-4V ELI processed by laser powder bed fusion. Addit. Manuf. 2018, 22, 302–306. [Google Scholar] [CrossRef]
- Vafadar, A.; Guzzomi, F.; Rassau, A.; Hayward, K. Advances in Metal Additive Manufacturing: A Review of Common Processes, Industrial Applications, and Current Challenges. Appl. Sci. 2021, 11, 1213. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Mercelis, P.; Van Vaerenbergh, J.; Craeghs, T. Feedback control of selective laser melting. In Proceedings of the 3rd International Conference on Advanced Research in Virtual And Rapid Prototyping, Leiria, Portugal, 17–22 September 2007; pp. 521–527. [Google Scholar]
- Moussaoui, K.; Rubio, W.; Mousseigne, M.; Sultan, T.; Rezai, F. Effects of Selective Laser Melting additive manufacturing parameters of Inconel 718 on porosity, microstructure and mechanical properties. Mater. Sci. Eng. A 2018, 735, 182–190. [Google Scholar] [CrossRef] [Green Version]
- Sahoo, R.R.; Ghosh, P.; Sarkar, J. Energy and exergy comparisons of water based optimum brines as coolants for rectangular fin automotive radiator. Int. J. Heat Mass Transf. 2017, 105, 690–696. [Google Scholar] [CrossRef]
- Turkyilmazoglu, M. Stretching/shrinking longitudinal fins of rectangular profile and heat transfer. Energy Convers. Manag. 2015, 91, 199–203. [Google Scholar] [CrossRef]
- Abbott, H.; Doenhoff, E.; Lous, S.; Stivers, J. National Advisory Commitee for Aeronautics Report No. 824: Summary of Airfoil Data. 1945. Available online: https://ntrs.nasa.gov/api/citations/19930090976/downloads/19930090976.pdf (accessed on 20 February 2021).
- Ho, J.Y.; Wong, K.K.; Leong, K.C.; Wong, T.N. Convective heat transfer performance of airfoil heat sinks fabricated by selective laser melting. Int. J. Therm. Sci. 2017, 114, 213–228. [Google Scholar] [CrossRef]
- Ravi, R.K.; Saini, R. Nusselt number and friction factor correlations for forced convective type counter flow solar air heater having discrete multi V shaped and staggered rib roughness on both sides of the absorber plate. Appl. Therm. Eng. 2018, 129, 735–746. [Google Scholar] [CrossRef]
- Tahat, M.; Kodah, Z.; Jarrah, B.; Probert, S. Heat transfers from pin-fin arrays experiencing forced convection. Appl. Energy 2000, 67, 419–442. [Google Scholar] [CrossRef]
- Jubran, B.; AI-Salaymeh, A. Heat transfer enhancement in electronic modules using ribs and “film-cooling-like” techniques. Int. J. Heat Fluid Flow 1996, 17, 148–154. [Google Scholar] [CrossRef]
- Jones, F.E. The air density equation and the transfer of the mass unit. J. Res. Natl. Bur. Stand. 1978, 83, 419–428. [Google Scholar] [CrossRef]
- Du, S.; Tong, Z.-X.; Zhang, H.-H.; He, Y.-L. Tomography-based determination of Nusselt number correlation for the porous volumetric solar receiver with different geometrical parameters. Renew. Energy 2019, 135, 711–718. [Google Scholar] [CrossRef]
- White, F.M.; Corfield, I. Viscous Fluid Flow; McGraw-Hill: New York, NY, USA, 2006; Volume 3. [Google Scholar]
- Sahin, B.; Ates, I.; Manay, E.; Bayrakceken, A.; Celik, C. Optimization of design parameters for heat transfer and friction factor in a heat sink with hollow trapezoidal baffles. Appl. Therm. Eng. 2019, 154, 76–86. [Google Scholar] [CrossRef]
- Moghadassi, A.; Ghomi, E.; Parvizian, F. A numerical study of water based Al2O3 and Al2O3–Cu hybrid nanofluid effect on forced convective heat transfer. Int. J. Therm. Sci. 2015, 92, 50–57. [Google Scholar] [CrossRef]
- Hans, V.; Gill, R.; Singh, S. Heat transfer and friction factor correlations for a solar air heater duct roughened artificially with broken arc ribs. Exp. Therm. Fluid Sci. 2017, 80, 77–89. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| HX Type | Image | Material | AM Technology | Main Outcomes | Ref. | ||||
|---|---|---|---|---|---|---|---|---|---|
| Air-cooled HX |  | Aluminium–silicon pre-alloyed eutectic material (AlSi12) | Additive layer manufacturing (ALM) | The optimised HX outperforms the radial (a), straight (b), and stepped straight (c) plate-fin profiles. However, the results showed that this HX underperforms the staggered fin (d). The thermal performance results of the optimised HX in comparison with the above-mentioned HXs are as follows | Dedeet et al. [13] | ||||
| (a) | (b) | (c) | (d) | ||||||
| Pressure drop | +1.6% | −66% | −14% | −29% | |||||
| Heat transfer coefficient: | +11% | +12% | +13% | −19% | |||||
| Air-cooled HX |  | Stainless-steel (SS17-4) Titanium alloy (Ti6Al4V) Aluminium alloy (AlSi10Mg) | DMLS | The thermal performance of the manifold-HX compared to the wavy fin and plain plate-fin HXs was improved by 30% and 40%, respectively. | [14] | ||||
| Water-cooled HX |  | Stainless-steel (SS17-4) | DMLS | The heat transfer area of this HX increased by 18%, and consequently, the overall heat transfer coefficient increased by 40% compared to the original round tube HX. | [15] | ||||
| Air-cooled HX |  | Aluminium 6061 | SLM | The pressure drop of this heat exchanger was 50% lower than that of the HX with pin fin arrays. Moreover, the heat transfer surface area of this AM–HX was greater than the traditional HX and thus the heat transfer coefficient increased. | [7] | ||||
| Air-cooled HX |  | Stainless Steel 316L | SLM | The thermal performance of the novel honeycomb-core HX increased by 17% compared to the traditional honeycomb HX. | [16] | ||||
| Test Sample | Mass (gram) | ||||
|---|---|---|---|---|---|
| CM–HX—Rectangular profile | 0.32 | 500.00 | 7.90 × | 275.80 | 0.23 |
| AM–HX—Rectangular profile | 0.32 | 500.00 | 7.90 × | 266.60 | 5.08 |
| CM–HX—Triangular profile | 0.41 | 500.00 | 7.08 × | 200.48 | 0.36 |
| AM–HX—Triangular profile | 0.41 | 500.00 | 7.08 × | 194.50 | 4.72 |
| CM–HX—NACA profile | 0.44 | 257.07 | 7.13 × | 193.90 | 0.56 |
| AM–HX—NACA profile | 0.44 | 257.07 | 7.13 × | 182.90 | 4.42 |
| Test Sample | Mass (%) | Heat Transfer Coefficient (%) | Nusselt Number (%) | Thermal Fluid Dynamic Performance (%) | Friction Factor (%) |
|---|---|---|---|---|---|
| AM–HX1 –Rectangular profile | −3% | −10% | −9% | −9% | −21% |
| CM–HX2 –Triangular profile | −27% | −44% | −44% | −50% | −23% |
| AM–HX2 –Triangular profile | −29% | −23% | −22% | −30% | −31% |
| CM–HX3–NACA profile | −30% | −32% | −32% | −38% | −30% |
| AM–HX3 –NACA profile | −34% | −46% | −46% | −51% | −32% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vafadar, A.; Guzzomi, F.; Hayward, K. Experimental Investigation and Comparison of the Thermal Performance of Additively and Conventionally Manufactured Heat Exchangers. Metals 2021, 11, 574. https://doi.org/10.3390/met11040574
Vafadar A, Guzzomi F, Hayward K. Experimental Investigation and Comparison of the Thermal Performance of Additively and Conventionally Manufactured Heat Exchangers. Metals. 2021; 11(4):574. https://doi.org/10.3390/met11040574
Chicago/Turabian StyleVafadar, Ana, Ferdinando Guzzomi, and Kevin Hayward. 2021. "Experimental Investigation and Comparison of the Thermal Performance of Additively and Conventionally Manufactured Heat Exchangers" Metals 11, no. 4: 574. https://doi.org/10.3390/met11040574
APA StyleVafadar, A., Guzzomi, F., & Hayward, K. (2021). Experimental Investigation and Comparison of the Thermal Performance of Additively and Conventionally Manufactured Heat Exchangers. Metals, 11(4), 574. https://doi.org/10.3390/met11040574