
Optimal Design of Hot-Dip Galvanized DP Steels via Artificial Neural Networks and Multi-Objective Genetic Optimization

 ,
,  , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Computational Method
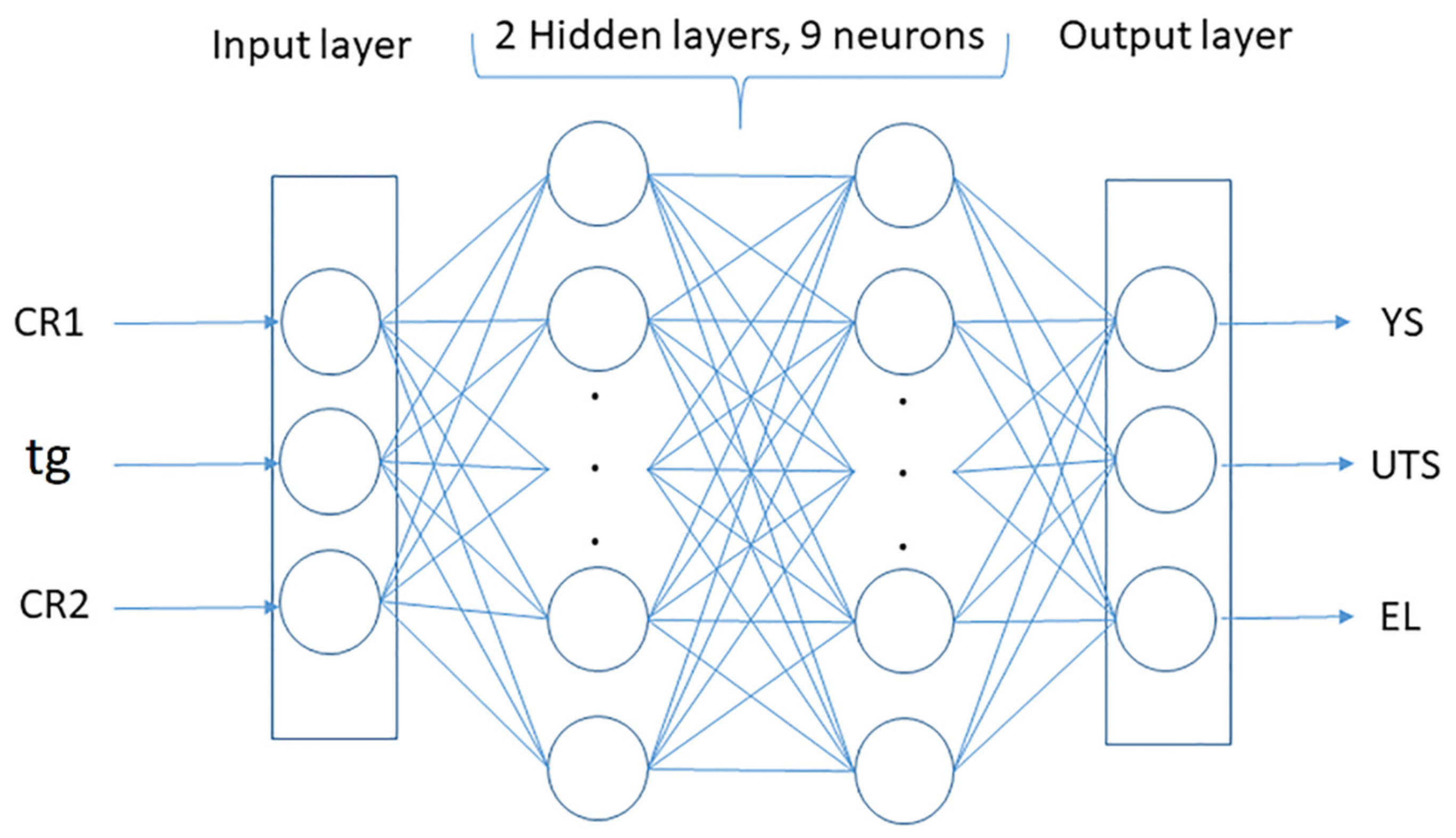
2.1. Artificial Neural Network Modeling and Back-Propagation
2.2. Multi-Objective Optimization Problem
3. Results and Discussion
3.1. Influence of the Heat Treatment Variables
3.2. Optimization and Validation
4. Conclusions
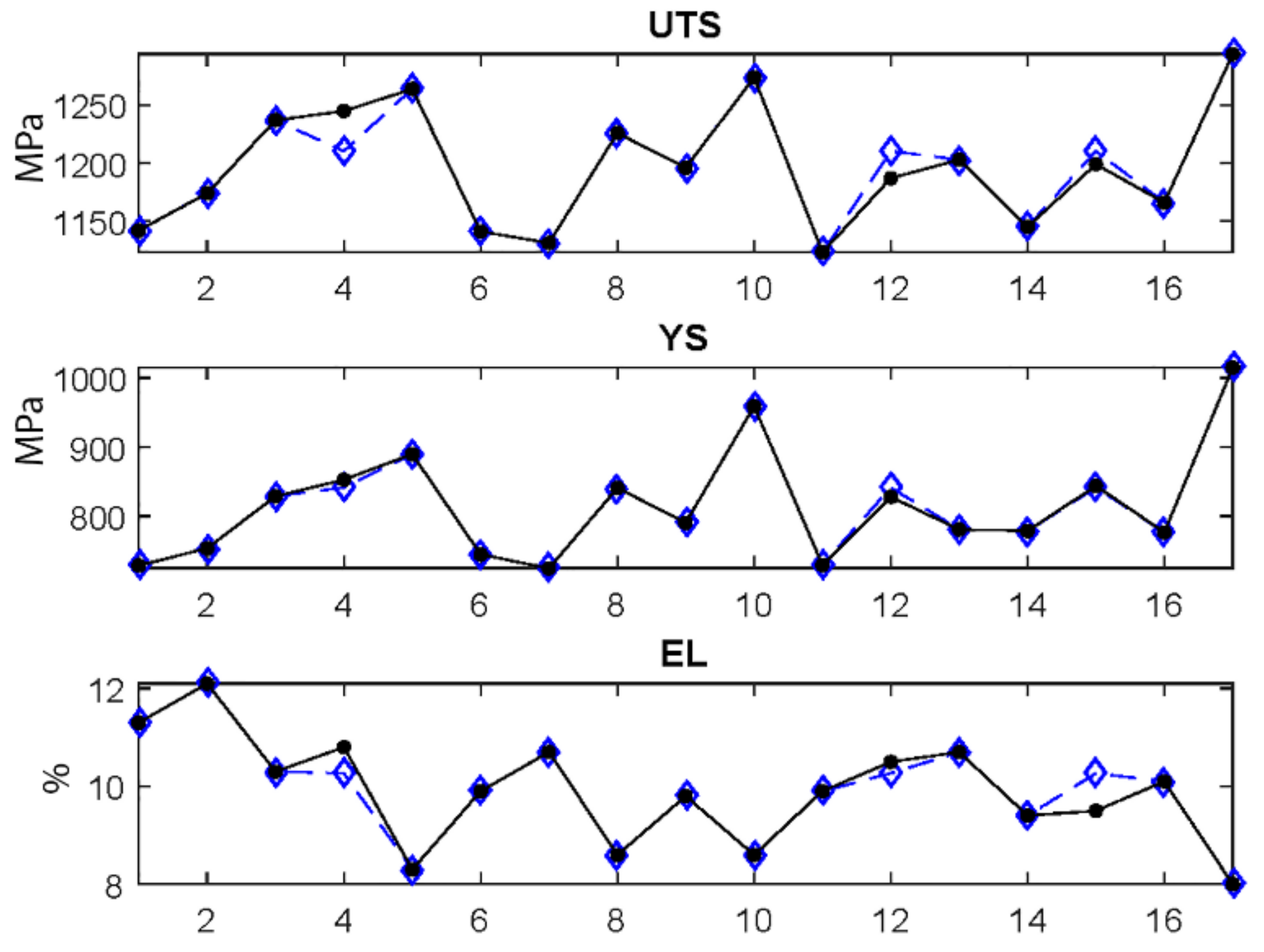
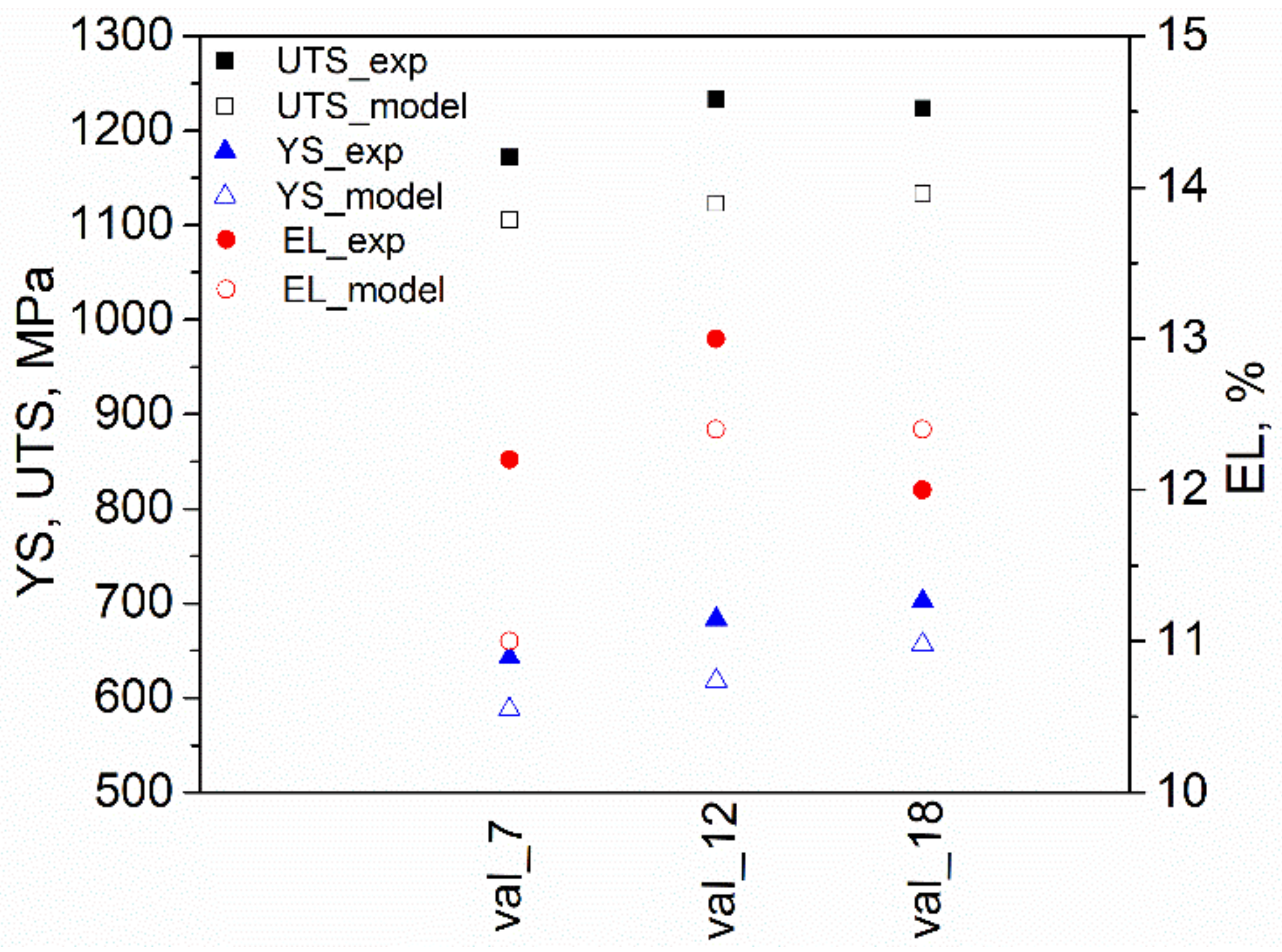
- The prediction error is lower with the common application of artificial intelligence and genetic optimization compared to the biological-inspired optimization algorithm. Thus, the obtained non-lineal model using an ANN showed excellent prediction of mechanical properties for GDP steel processed under continuous galvanizing conditions with a prediction error less than 10%.
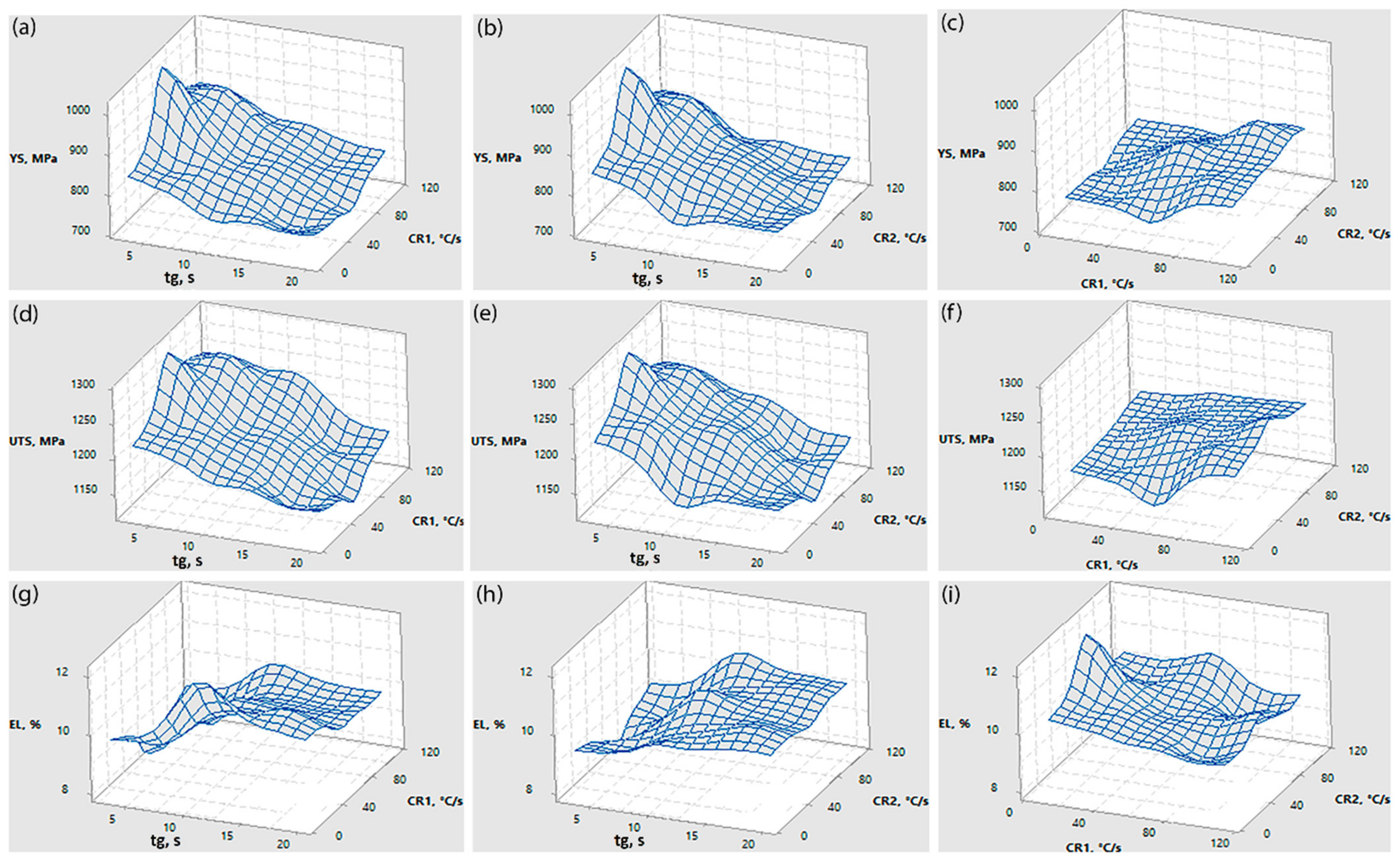
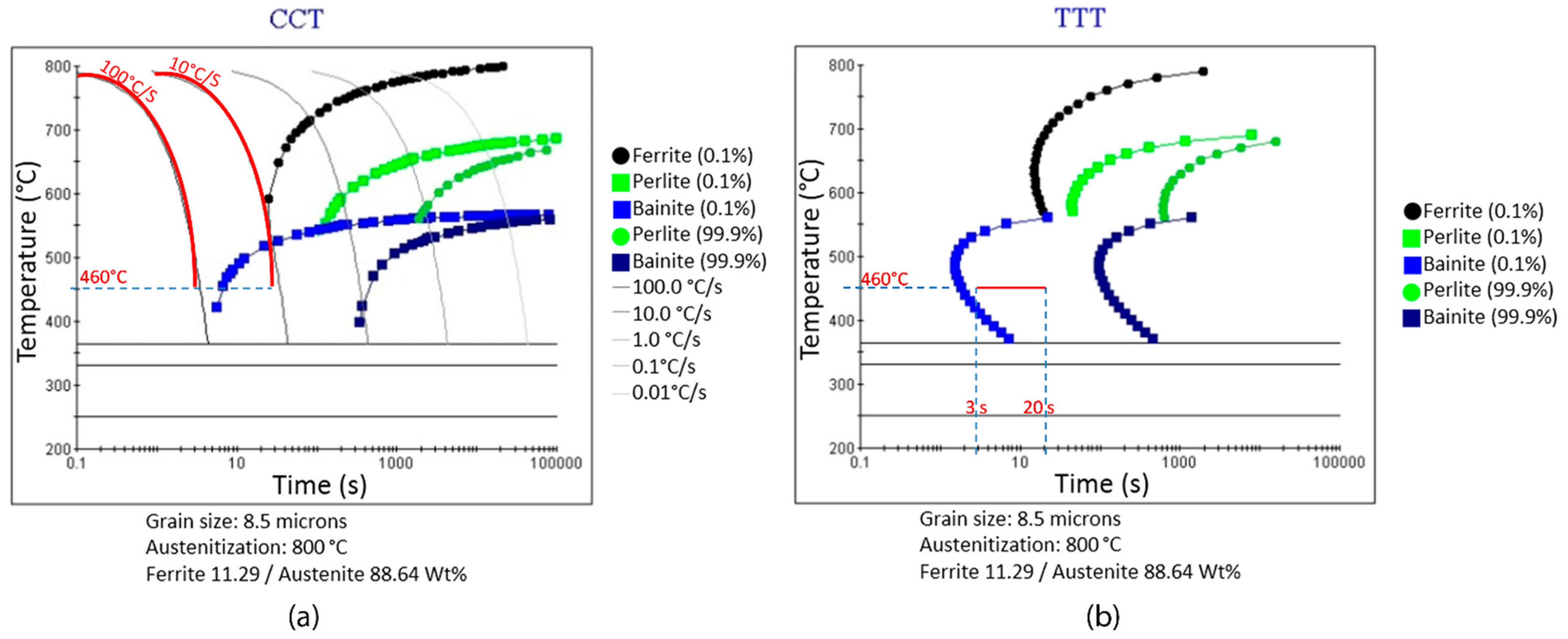
- It was verified that the most significant heat treatment parameter on the final mechanical properties during the experimental continuous galvanizing process of DP steels is the isothermal holding time (tg) at the galvanizing temperature (460 °C).
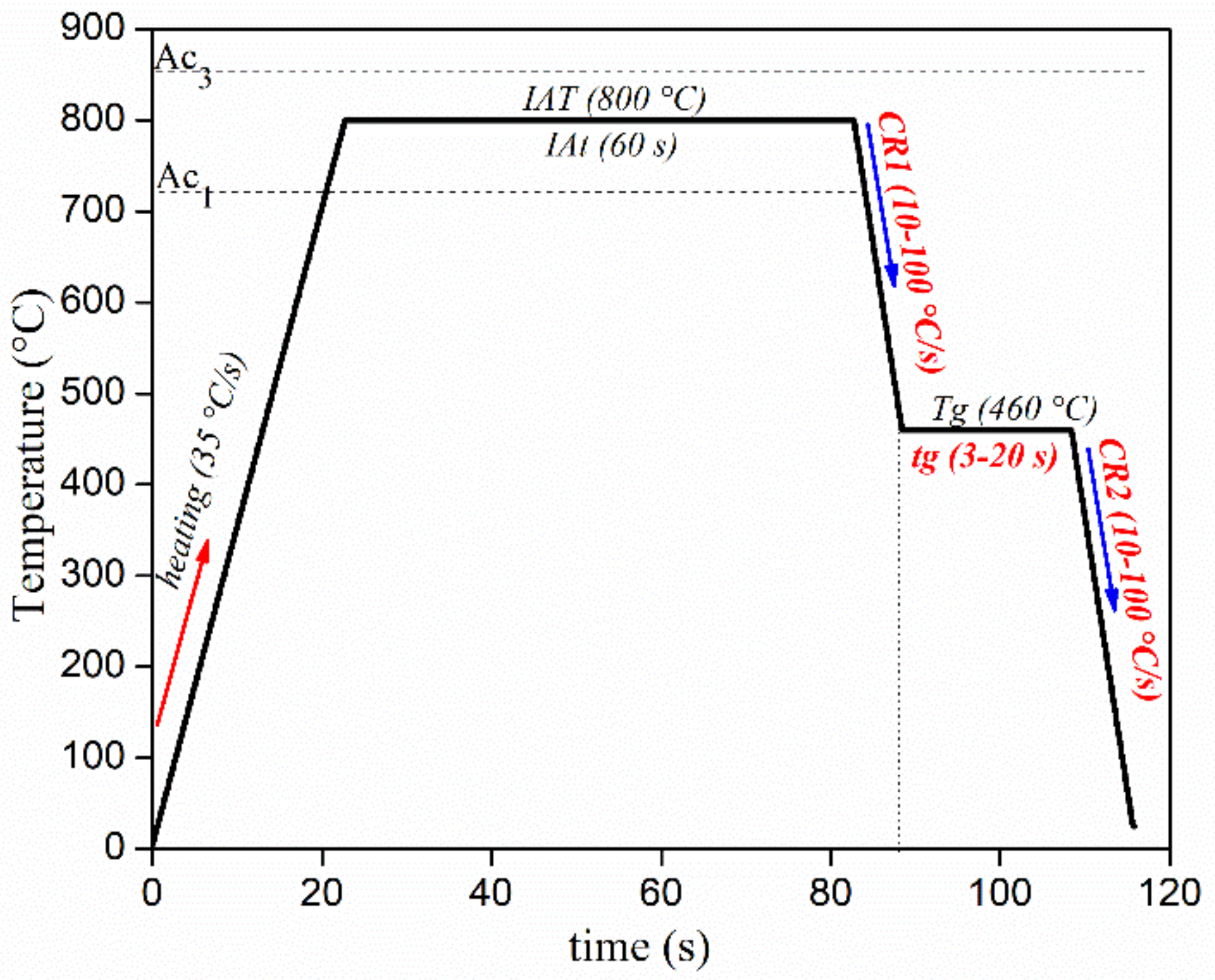
- Following the proposed computational methodology, hot-dip GDP steels with an extraordinary combination of mechanical properties (550 < YS < 750 MPa, 1100 MPa < UTS and 10% < EL) can be produced. The best combination of continuous galvanizing process parameters for this purpose may be: Heating of the sheet steel to the intercritical temperature region of 800 °C for 60 s, rapid cooling at 10 °C/s (CR1) to 460 °C, isothermal holding during 14 s (tg) and final quench at 35 °C/s (CR2).
- This modeling and optimization study can be useful in real-world applications, particularly to optimal design of thermal cycles for practical processing of GDP steels.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kuziak, R.; Kawalla, R.; Waengler, S. Advanced high strength steels for automotive industry. Arch. Civ. Mech. Eng. 2008, 8, 103–117. [Google Scholar] [CrossRef]
- Fonstein, N. Main Features of Heat Treatment from Intercritical Region. In Advanced High Strength Sheet Steels; Springer International Publishing: Cham, Switzerland, 2015; pp. 17–65. [Google Scholar] [CrossRef]
- Park, K.; Nishiyama, M.; Nakada, N.; Tsuchiyama, T.; Takaki, S. Effect of the martensite distribution on the strain hardening and ductile fracture behaviors in dual-phase steel. Mater. Sci. Eng. A 2014, 604, 135–141. [Google Scholar] [CrossRef]
- Yi, J.J.; Yu, K.J.; Kim, I.S.; Kim, S.J. Role of retained austenite on the deformation of an Fe-0.07 C-1.8 Mn-1.4 Si dual-phase steel. Met. Mater. Trans. A 1983, 14, 1497–1504. [Google Scholar] [CrossRef]
- Sugimoto, K.-I.; Misu, M.; Kobayashi, M.; Shirasawa, H. Effects of Second Phase Morphology on RetainedAustenite Morphology and Tensile Properties in a TRIP-aided Dual-phase Steel Sheet. ISIJ Int. 1993, 33, 775–782. [Google Scholar] [CrossRef] [Green Version]
- Sun, S.; Pugh, M. Properties of thermomechanically processed dual-phase steels containing fibrous martensite. Mater. Sci. Eng. A 2002, 335, 298–308. [Google Scholar] [CrossRef]
- Rashid, M.S. Dual Phase Steels. Annu. Rev. Mater. Res. 1981, 11, 245–266. [Google Scholar] [CrossRef]
- Granbom, Y. Effects of Process Parameters prior to Annealing on the Formability of Two Cold Rolled Dual Phase Steels. Steel Res. Int. 2008, 79, 297–305. [Google Scholar] [CrossRef]
- Allain, S.; Bouaziz, O.; Pushkareva, I.; Scott, C. Towards the microstructure design of DP steels: A generic size-sensitive mean-field mechanical model. Mater. Sci. Eng. A 2015, 637, 222–234. [Google Scholar] [CrossRef]
- Waterschoot, T.; De Cooman, B.C.; De, A.K.; Vandeputte, S. Static strain aging phenomena in cold-rolled dual-phase steels. Met. Mater. Trans. A 2003, 34, 781–791. [Google Scholar] [CrossRef]
- Ghassemi-Armaki, H.; Maaß, R.; Bhat, S.; Sriram, S.; Greer, J.; Kumar, K. Deformation response of ferrite and martensite in a dual-phase steel. Acta Mater. 2014, 62, 197–211. [Google Scholar] [CrossRef]
- Park, I.-J.; Kim, S.-T.; Lee, I.-S.; Park, Y.-S.; Moon, M.B. A Study on Corrosion Behavior of DP-Type and TRIP-Type Cold Rolled Steel Sheet. Mater. Trans. 2009, 50, 1440–1447. [Google Scholar] [CrossRef] [Green Version]
- Aslam, I.; Li, B.; Martens, R.; Goodwin, J.; Rhee, H.; Goodwin, F. Transmission electron microscopy characterization of the interfacial structure of a galvanized dual-phase steel. Mater. Charact. 2016, 120, 63–68. [Google Scholar] [CrossRef] [Green Version]
- Sodjit, S.; Uthaisangsuk, V. Microstructure based prediction of strain hardening behavior of dual phase steels. Mater. Des. 2012, 41, 370–379. [Google Scholar] [CrossRef]
- Ebrahimian, A.; Banadkouki, S.G. Effect of alloying element partitioning on ferrite hardening in a low alloy ferrite-martensite dual phase steel. Mater. Sci. Eng. A 2016, 677, 281–289. [Google Scholar] [CrossRef]
- Flaxa, V.; Shaw, J. Material Applications in ULSAB-AVC (Advanced Vehicle Concepts); SAE Technical Paper Series 2002-01-2074; SAE International: Warrendale, PA, USA, 2002. [Google Scholar]
- Schmitt, J.-H.; Iung, T. New developments of advanced high-strength steels for automotive applications. Comptes Rendus Phys. 2018, 19, 641–656. [Google Scholar] [CrossRef]
- Jamwal, R.S.; Frimpong, J.; Ehrhardt, B.W.; Bracht, H.V.; Boggs, R.D.; Bevans, S.W. Process for Making Cold-Rolled Dual Phase Steel Sheet. U.S. Patent 20,140,166,163 A1, 19 June 2014. [Google Scholar]
- Movahed, P.; Kolahgar, S.; Marashi, S.; Pouranvari, M.; Parvin, N. The effect of intercritical heat treatment temperature on the tensile properties and work hardening behavior of ferrite–martensite dual phase steel sheets. Mater. Sci. Eng. A 2009, 518, 1–6. [Google Scholar] [CrossRef]
- Mohanty, R.R.; Girina, O.A.; Fonstein, N.M. Effect of Heating Rate on the Austenite Formation in Low-Carbon High-Strength Steels Annealed in the Intercritical Region. Met. Mater. Trans. A 2011, 42, 3680–3690. [Google Scholar] [CrossRef]
- Khondker, R.; Mertens, A.; McDermid, J. Effect of annealing atmosphere on the galvanizing behavior of a dual-phase steel. Mater. Sci. Eng. A 2007, 463, 157–165. [Google Scholar] [CrossRef]
- Alibeigi, S.; Kavitha, R.; Meguerian, R.; McDermid, J. Reactive wetting of high Mn steels during continuous hot-dip galvanizing. Acta Mater. 2011, 59, 3537–3549. [Google Scholar] [CrossRef]
- Liu, H.; Li, F.; Shi, W.; Swaminathan, S.; He, Y.; Rohwerder, M.; Li, L. Challenges in hot-dip galvanizing of high strength dual phase steel: Surface selective oxidation and mechanical property degradation. Surf. Coat. Technol. 2012, 206, 3428–3436. [Google Scholar] [CrossRef]
- Pan, E.; Di, H.; Jiang, G.; Bao, C. Effect of Heat Treatment on Microstructures and Mechanical Properties of Hot-Dip Galvanized DP Steels. Acta Met. Sin. (Engl. Lett.) 2014, 27, 469–475. [Google Scholar] [CrossRef]
- Kim, S.-J.; Cho, Y.-G.; Oh, C.-S.; Kim, D.E.; Moon, M.B.; Han, H.N. Development of a dual phase steel using orthogonal design method. Mater. Des. 2009, 30, 1251–1257. [Google Scholar] [CrossRef]
- Costa, P.; Altamirano, G.; Salinas, A.; González-González, D.S.; Goodwin, F. Optimization of the Continuous Galvanizing Heat Treatment Process in Ultra-High Strength Dual Phase Steels Using a Multivariate Model. Metals 2019, 9, 703. [Google Scholar] [CrossRef] [Green Version]
- Pernach, M.; Bzowski, K.; Pietrzyk, M. Numerical modeling of phase transformation in dual phase (DP) steel after hot rolling and laminar cooling. Int. J. Multiscale Comput. Eng. 2014, 12, 397–410. [Google Scholar] [CrossRef]
- Bzowski, K.; Rauch, L.; Pietrzyk, M. Application of statistical representation of the microstructure to modeling of phase transformations in DP steels by solution of the diffusion equation. Procedia Manuf. 2018, 15, 1847–1855. [Google Scholar] [CrossRef]
- Fernández, B.; González, B.; Artola, G.; De Lacalle, N.L.; Angulo, C. A Quick Cycle Time Sensitivity Analysis of Boron Steel Hot Stamping. Metals 2019, 9, 235. [Google Scholar] [CrossRef] [Green Version]
- Haque, M. Prediction of corrosion–fatigue behavior of DP steel through artificial neural network. Int. J. Fatigue 2001, 23, 1–4. [Google Scholar] [CrossRef]
- Haque, M. ANN back-propagation prediction model for fracture toughness in microalloy steel. Int. J. Fatigue 2002, 24, 1003–1010. [Google Scholar] [CrossRef]
- Hosseini, S.; Zarei-Hanzaki, A.; Panah, M.Y.; Yue, S. ANN model for prediction of the effects of composition and process parameters on tensile strength and percent elongation of Si–Mn TRIP steels. Mater. Sci. Eng. A 2004, 374, 122–128. [Google Scholar] [CrossRef]
- Bustillo, A.; Urbikain, G.; Perez, J.M.; Pereira, O.M.; de Lacalle, L.N.L. Smart optimization of a friction-drilling process based on boosting ensembles. J. Manuf. Syst. 2018, 48, 108–121. [Google Scholar] [CrossRef]
- Bahrami, A.; Anijdan, S.M.; Ekrami, A. Prediction of mechanical properties of DP steels using neural network model. J. Alloys Compd. 2005, 392, 177–182. [Google Scholar] [CrossRef]
- Sterjovski, Z.; Nolan, D.; Carpenter, K.; Dunne, D.; Norrish, J. Artificial neural networks for modelling the mechanical properties of steels in various applications. J. Mater. Process. Technol. 2005, 170, 536–544. [Google Scholar] [CrossRef]
- Krajewski, S.; Nowacki, J. Dual-phase steels microstructure and properties consideration based on artificial intelligence techniques. Arch. Civ. Mech. Eng. 2014, 14, 278–286. [Google Scholar] [CrossRef]
- Vafaeenezhad, H.; Ghanei, S.; Seyedein, S.H.; Beygi, H.; Mazinani, M. Process Control Strategies for Dual-Phase Steel Manufacturing Using ANN and ANFIS. J. Mater. Eng. Perform. 2014, 23, 3975–3983. [Google Scholar] [CrossRef]
- Buffa, G.; Fratini, L.; Micari, F. Mechanical and microstructural properties prediction by artificial neural networks in FSW processes of dual phase titanium alloys. J. Manuf. Process. 2012, 14, 289–296. [Google Scholar] [CrossRef]
- Dutta, T.; Dey, S.; Datta, S.; Das, D. Designing dual-phase steels with improved performance using ANN and GA in tandem. Comput. Mater. Sci. 2019, 157, 6–16. [Google Scholar] [CrossRef]
- Altamirano-Guerrero, G.; García-Calvillo, I.D.; Reséndiz-Flores, E.O.; Costa, P.; Salinas-Rodríguez, A.; Goodwin, F. Intelligent design in continuous galvanizing process for advanced ultra-high-strength dual-phase steels using back-propagation artificial neural networks and MOAMP-Squirrels search algorithm. Int. J. Adv. Manuf. Technol. 2020, 110, 2619–2630. [Google Scholar] [CrossRef]
- Deb, K.; Pratap, A.; Agarwal, S.; Meyarivan, T. A fast and elitist multiobjective genetic algorithm: NSGA-II. IEEE Trans. Evol. Comput. 2002, 6, 182–197. [Google Scholar] [CrossRef] [Green Version]
- Cota, A.; Modenesi, P.; Barbosa, R.; Santos, D. Determination of CCT diagrams by thermal analysis of an HSLA bainitic steel submitted to thermomechanical treatment. Scr. Mater. 1998, 40, 165–169. [Google Scholar] [CrossRef]
- You, W.; Xu, W.-H.; Liu, Y.-X.; Bai, B.-Z.; Fang, H.-S. Effect of Chromium on CCT Diagrams of Novel Air-Cooled Bainite Steels Analyzed by Neural Network. J. Iron Steel Res. Int. 2007, 14, 39–42. [Google Scholar] [CrossRef]
- Bräutigam-Matus, K.; Altamirano, G.; Salinas, A.; Flores, A.; Goodwin, F. Experimental Determination of Continuous Cooling Transformation (CCT) Diagrams for Dual-Phase Steels from the Intercritical Temperature Range. Metals 2018, 8, 674. [Google Scholar] [CrossRef] [Green Version]
- Kuang, S.; Kang, Y.-L.; Yu, H.; Liu, R.-D. Effect of continuous annealing parameters on the mechanical properties and microstructures of a cold rolled dual phase steel. Int. J. Miner. Met. Mater. 2009, 16, 159–164. [Google Scholar] [CrossRef]
- Hüseyin, A.; Havva, K.Z.; Ceylan, K. Effect of intercritical annealing parameters on dual phase behavior of commercial low-alloyed steels. J. Iron Steel Res. Int. 2010, 17, 73–78. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Ponge, D.; Raabe, D. Microstructure Control during Fabrication of Ultrafine Grained Dual-phase Steel: Characterization and Effect of Intercritical Annealing Parameters. ISIJ Int. 2012, 52, 874–883. [Google Scholar] [CrossRef] [Green Version]
- Wu, R.; Wang, L.; Jin, X. Thermal Stability of Austenite and Properties of Quenching & Partitioning (Q&P) Treated AHSS. Phys. Procedia 2013, 50, 8–12. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Cr | Mo | Ni | B |
|---|---|---|---|---|---|---|---|---|---|
| wt % | 0.154 | 0.260 | 1.906 | 0.013 | 0.0009 | 0.413 | 0.108 | 0.048 | 0.0010 |
| Element | Al | Cu | Nb | Ti | V | Ca | N | Fe + impurities | |
| wt % | 0.036 | 0.018 | 0.004 | 0.044 | 0.008 | 0.001 | 0.0036 | Balance | |
| Input Variables: | Factor Level | |||||||
|---|---|---|---|---|---|---|---|---|
| −1 | +1 | |||||||
| , CR1 (Cooling rate after intercritical austenitizing, °C/s) | 10 | 110 | ||||||
| , tg (Holding time at the galvanizing temperature, s) | 3 | 20 | ||||||
| , CR2 (Cooling rate to room temperature, °C/s) | 10 | 110 | ||||||
| Output variables: YS, MPa (Yield strength, MPa) | ||||||||
| UTS, MPa (Ultimate tensile strength, MPa) | ||||||||
| EL, % (Total elongation) | ||||||||
| Sample | CR1, | tg, | CR2, | YS, | UTS, | EL, | YS/UTS | |
| °C/s | s | °C/s | MPa | MPa | % | |||
| 1 | 30 | 17 | 90 | 729 | 1142 | 11.3 | 0.64 | |
| 2 | 10 | 11 | 60 | 754 | 1174 | 12.1 | 0.64 | |
| 3 | 110 | 11 | 60 | 829 | 1237 | 10.3 | 0.67 | |
| 4 | 60 | 11 | 60 | 853 | 1245 | 10.8 | 0.69 | |
| 5 | 90 | 6 | 30 | 890 | 1264 | 8.3 | 0.70 | |
| 6 | 60 | 11 | 10 | 745 | 1141 | 9.9 | 0.65 | |
| 7 | 30 | 17 | 30 | 725 | 1131 | 10.7 | 0.64 | |
| 8 | 30 | 6 | 90 | 841 | 1226 | 8.6 | 0.69 | |
| 9 | 30 | 6 | 30 | 791 | 1196 | 9.8 | 0.66 | |
| 10 | 90 | 6 | 90 | 959 | 1274 | 8.6 | 0.75 | |
| 11 | 60 | 20 | 60 | 730 | 1123 | 9.9 | 0.65 | |
| 12 | 60 | 11 | 60 | 828 | 1187 | 10.5 | 0.70 | |
| 13 | 60 | 11 | 110 | 781 | 1203 | 10.7 | 0.65 | |
| 14 | 90 | 17 | 90 | 779 | 1145 | 9.4 | 0.68 | |
| 15 | 60 | 11 | 60 | 844 | 1199 | 9.5 | 0.70 | |
| 16 | 90 | 17 | 30 | 777 | 1166 | 10.1 | 0.67 | |
| 17 | 60 | 3 | 60 | 1015 | 1294 | 8.0 | 0.78 | |
| Run | CR1, | tg, | CR2, | UTS, | YS, | EL, | YS/UTS |
|---|---|---|---|---|---|---|---|
| °C/s | s | °C/s | MPa | MPa | % | ||
| 1 | 10.00182 | 13.99614 | 34.77533 | 1106.142 | 588.0543 | 12.24872 | 0.531627 |
| 2 | 10.003 | 13.1638 | 51.73712 | 1134.372 | 680.616 | 13.35413 | 0.599994 |
| 3 | 99.31022 | 3.000085 | 45.95422 | 1349.958 | 1086.974 | 7.68546 | 0.805191 |
| 4 | 34.46106 | 4.357448 | 47.89058 | 1256.3 | 916.8248 | 9.554646 | 0.729782 |
| 5 | 31.79099 | 5.867405 | 54.15924 | 1265.731 | 934.1241 | 9.335757 | 0.738012 |
| 6 | 10.77097 | 10.76861 | 43.81834 | 1173.017 | 726.347 | 12.28939 | 0.619213 |
| 7 | 15.42629 | 12.58661 | 44.08337 | 1133.863 | 656.6392 | 12.42769 | 0.579117 |
| 8 | 22.28097 | 5.663389 | 46.01551 | 1226.594 | 845.2127 | 10.77376 | 0.689073 |
| 9 | 97.09112 | 5.962924 | 47.90645 | 1302.206 | 1037.868 | 8.639765 | 0.797008 |
| 10 | 27.98848 | 6.507693 | 44.33613 | 1230.357 | 864.0816 | 10.10007 | 0.702302 |
| 11 | 98.9381 | 3.002146 | 57.88625 | 1337.384 | 1118.232 | 7.940813 | 0.836133 |
| 12 | 10.18243 | 12.29477 | 36.75881 | 1123.346 | 618.2115 | 12.45085 | 0.55033 |
| 13 | 10.14282 | 11.96282 | 44.3358 | 1144.296 | 668.3764 | 12.84635 | 0.584094 |
| 14 | 40.52644 | 6.702923 | 53.91026 | 1272.773 | 976.1051 | 8.534069 | 0.766912 |
| 15 | 22.99108 | 6.11916 | 54.00259 | 1244.925 | 871.298 | 10.38634 | 0.69988 |
| 16 | 86.09068 | 3.267752 | 43.24556 | 1310.418 | 1017.792 | 7.544843 | 0.776692 |
| 17 | 12.45043 | 9.972871 | 45.30469 | 1191.887 | 767.8903 | 11.8921 | 0.644264 |
| 18 | 10.00182 | 13.99614 | 34.77533 | 1106.142 | 588.0543 | 12.24872 | 0.531627 |
| 19 | 12.98674 | 9.594106 | 39.9344 | 1184.483 | 757.5647 | 11.64299 | 0.639574 |
| 20 | 82.50954 | 3.51339 | 42.70804 | 1298.414 | 1000.026 | 7.539304 | 0.77019 |
| #Test | CR1 (°C/s) | tg (s) | CR2 (°C/s) | Model Results | Experimental Results | Error, % | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| UTS | YS | EL | UTS | YS | EL | UTS | YS | EL | ||||
| (MPa) | (MPa) | (%) | (MPa) | (MPa) | (%) | |||||||
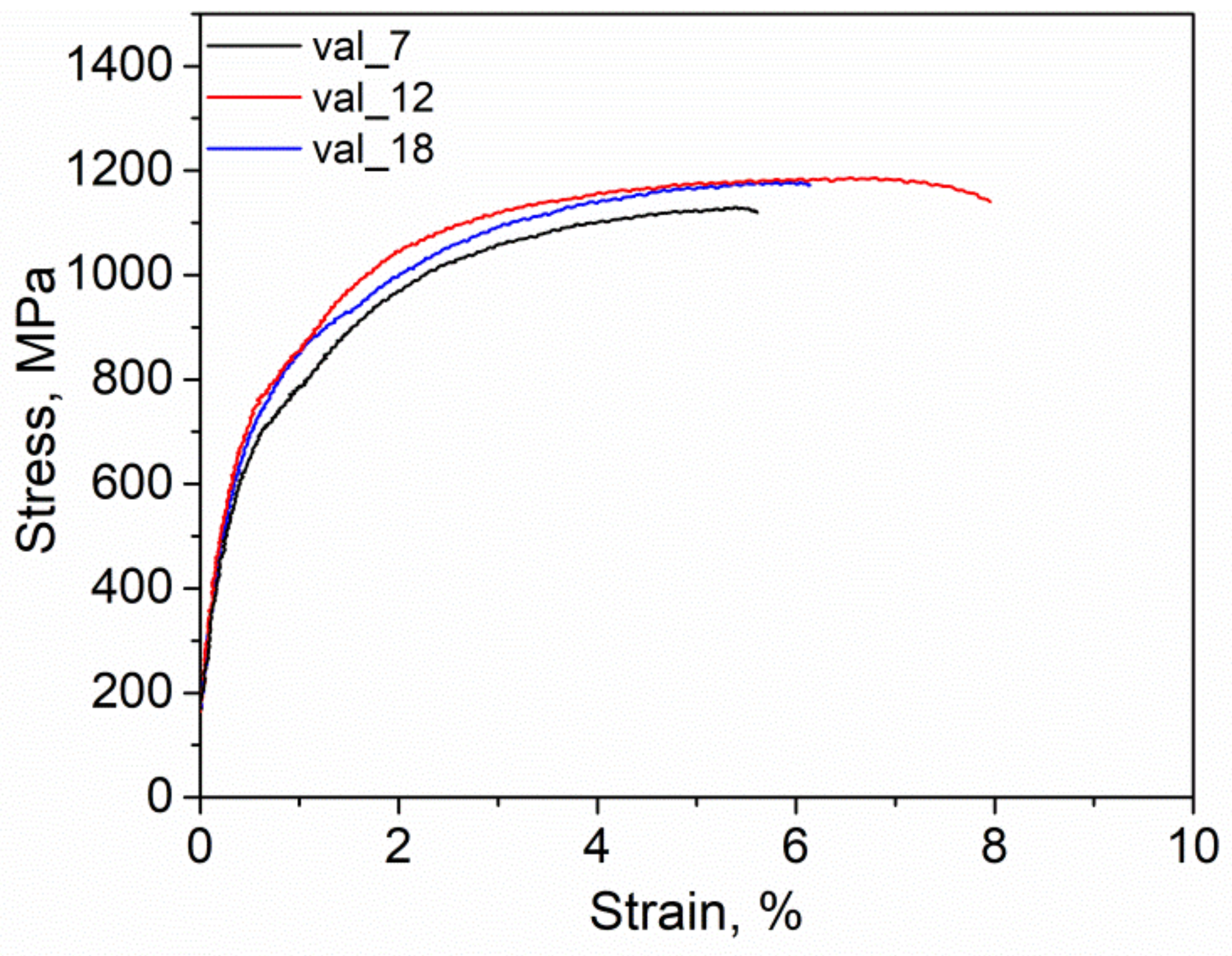
| Val_7 | 10 | 14 | 34.8 | 1106.1 | 588 | 12.2 | 1172 | 642.8 | 11 | 5.9 | 9.31 | 9.8 |
| Val_12 | 10.18 | 12.3 | 36.8 | 1123.3 | 618.2 | 12.4 | 1233.2 | 683 | 13 | 9.7 | 9.9 | 4.8 |
| Val_18 | 15.42 | 12.5 | 44 | 1133.9 | 656.7 | 12.4 | 1223.4 | 702.4 | 12 | 7.8 | 6.9 | 3.22 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reséndiz-Flores, E.O.; Altamirano-Guerrero, G.; Costa, P.S.; Salas-Reyes, A.E.; Salinas-Rodríguez, A.; Goodwin, F. Optimal Design of Hot-Dip Galvanized DP Steels via Artificial Neural Networks and Multi-Objective Genetic Optimization. Metals 2021, 11, 578. https://doi.org/10.3390/met11040578
Reséndiz-Flores EO, Altamirano-Guerrero G, Costa PS, Salas-Reyes AE, Salinas-Rodríguez A, Goodwin F. Optimal Design of Hot-Dip Galvanized DP Steels via Artificial Neural Networks and Multi-Objective Genetic Optimization. Metals. 2021; 11(4):578. https://doi.org/10.3390/met11040578
Chicago/Turabian StyleReséndiz-Flores, Edgar O., Gerardo Altamirano-Guerrero, Patricia S. Costa, Antonio E. Salas-Reyes, Armando Salinas-Rodríguez, and Frank Goodwin. 2021. "Optimal Design of Hot-Dip Galvanized DP Steels via Artificial Neural Networks and Multi-Objective Genetic Optimization" Metals 11, no. 4: 578. https://doi.org/10.3390/met11040578
APA StyleReséndiz-Flores, E. O., Altamirano-Guerrero, G., Costa, P. S., Salas-Reyes, A. E., Salinas-Rodríguez, A., & Goodwin, F. (2021). Optimal Design of Hot-Dip Galvanized DP Steels via Artificial Neural Networks and Multi-Objective Genetic Optimization. Metals, 11(4), 578. https://doi.org/10.3390/met11040578