
Finite Element Modeling of Residual Stress at Joint Interface of Titanium Alloy and 17-4PH Stainless Steel


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
3. FEM Modeling
4. Results and Discussion
5. Conclusions
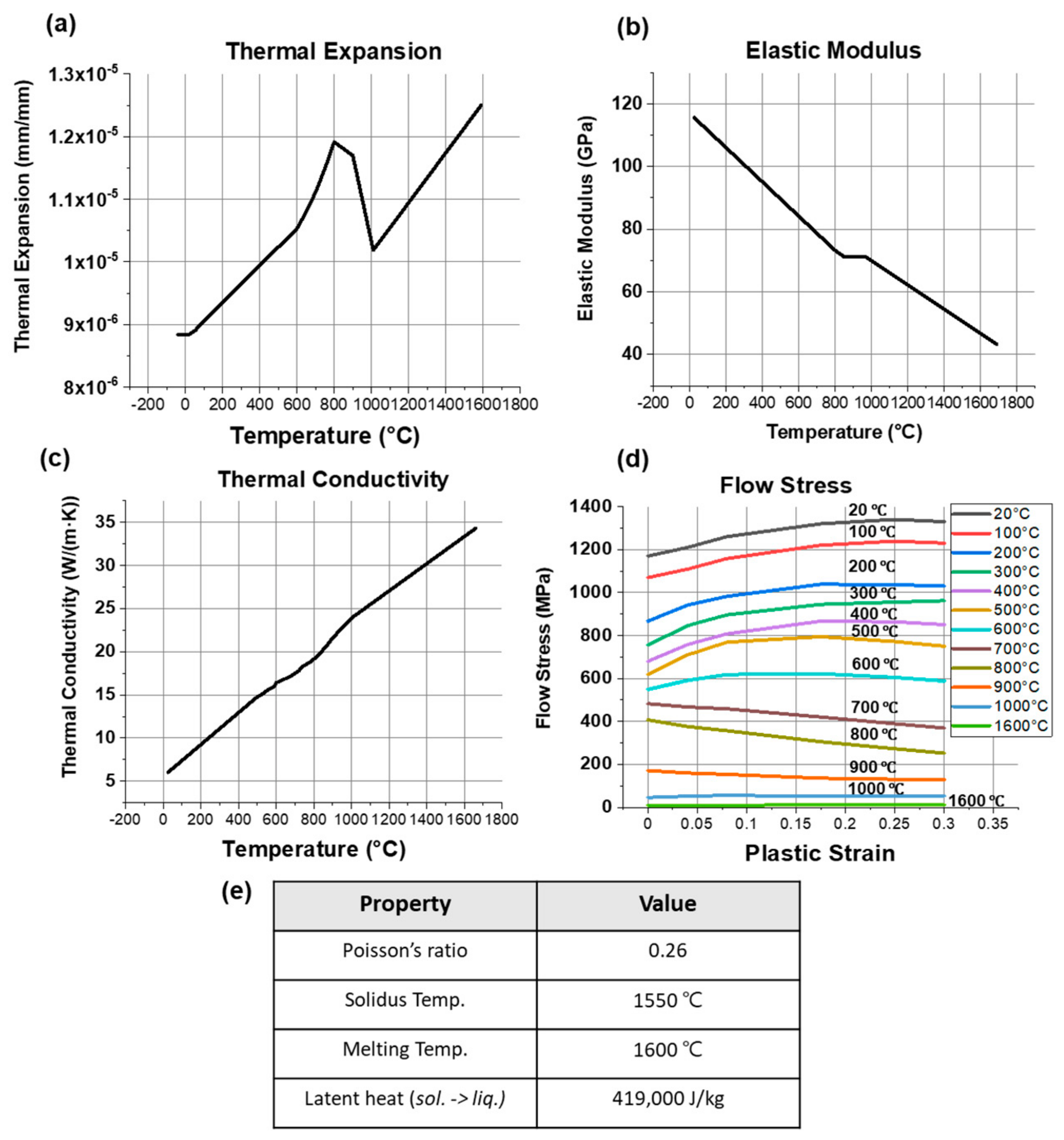
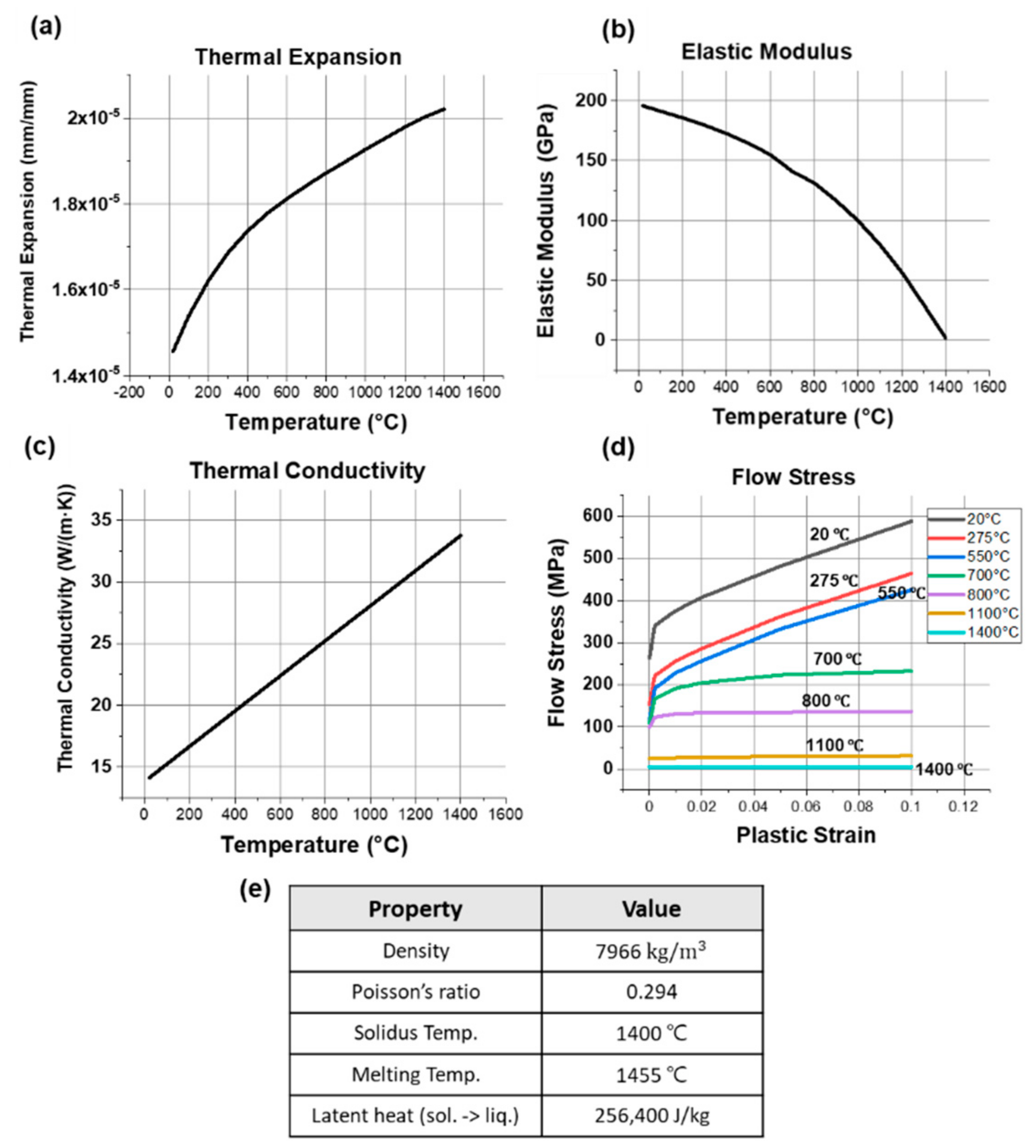
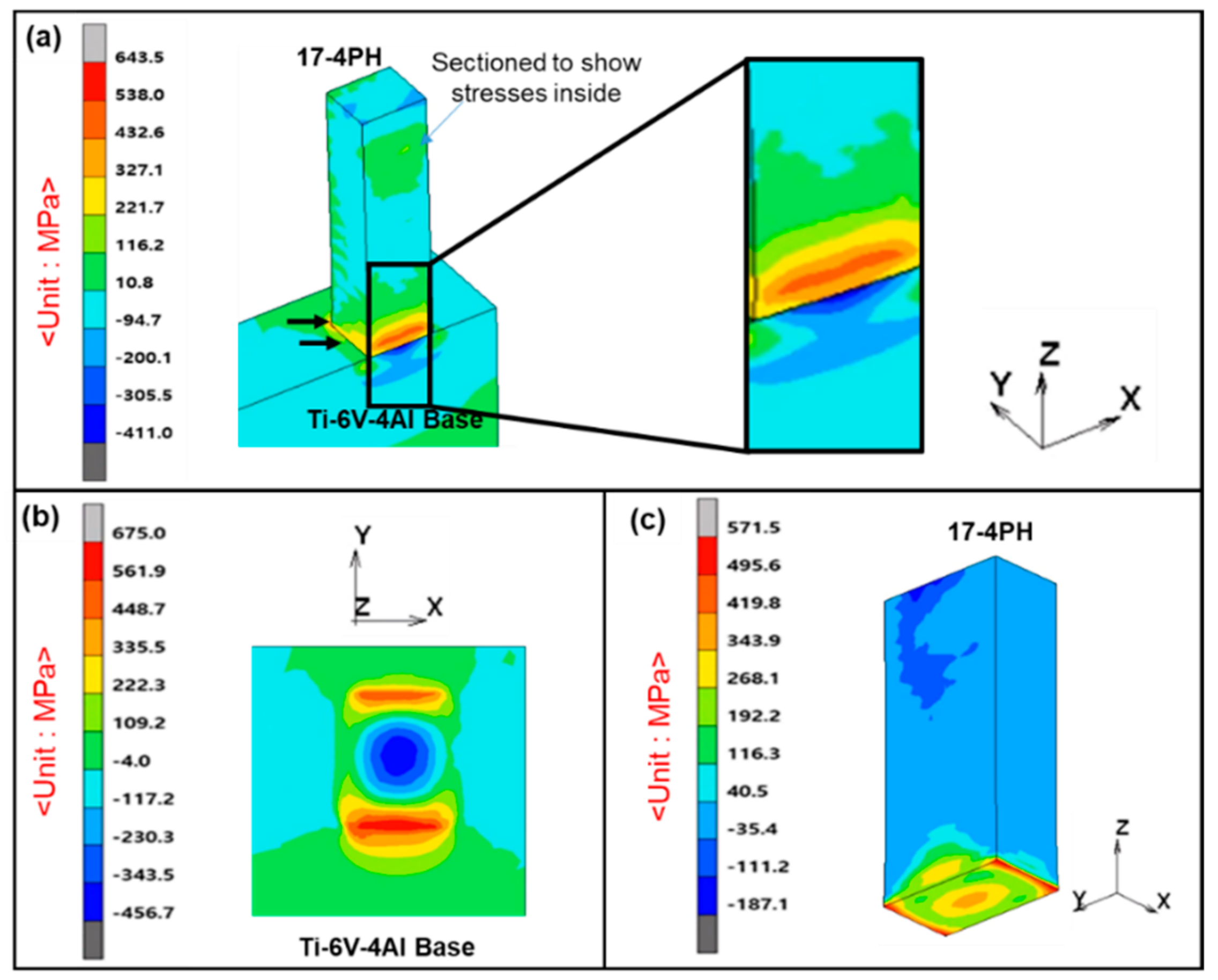
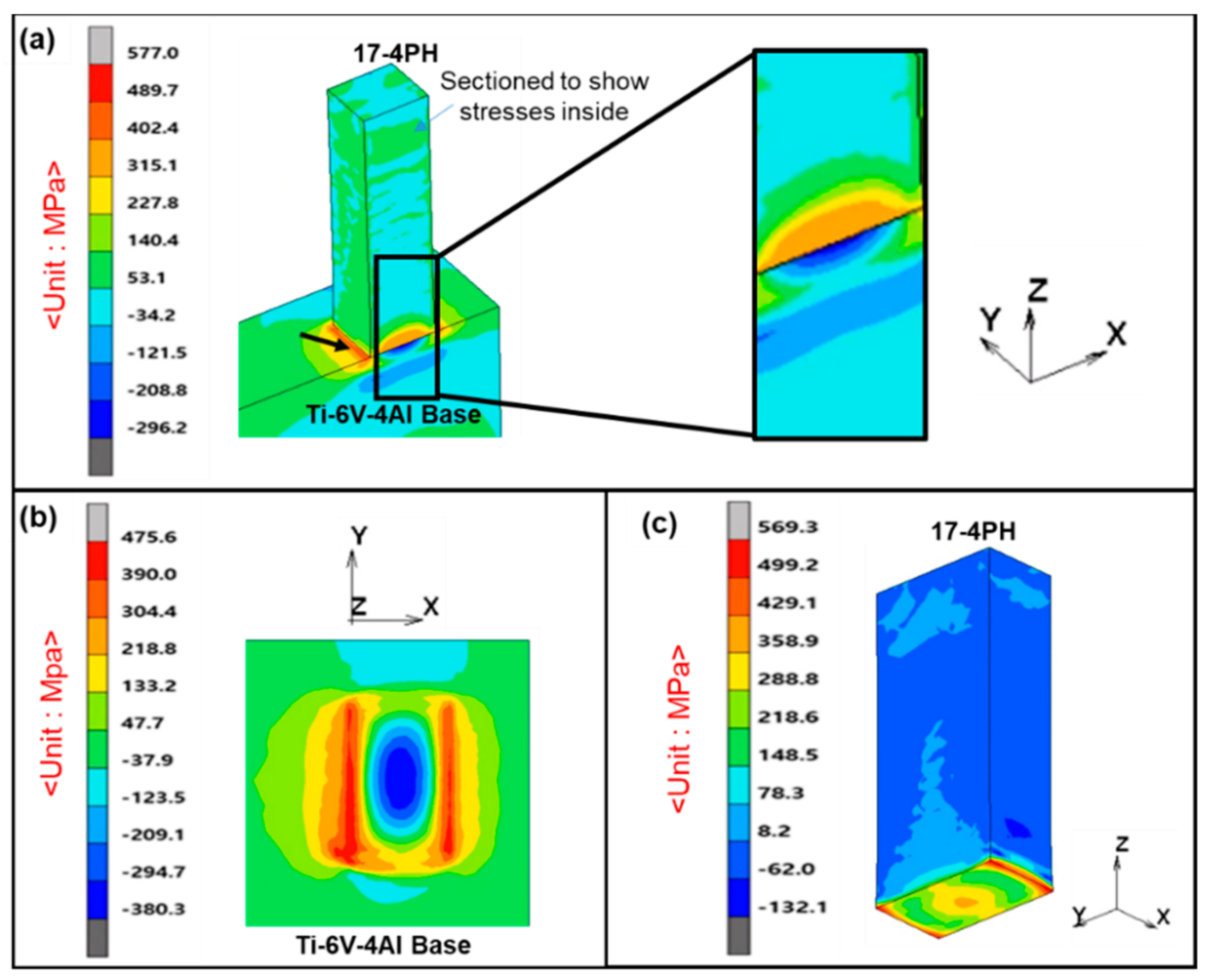
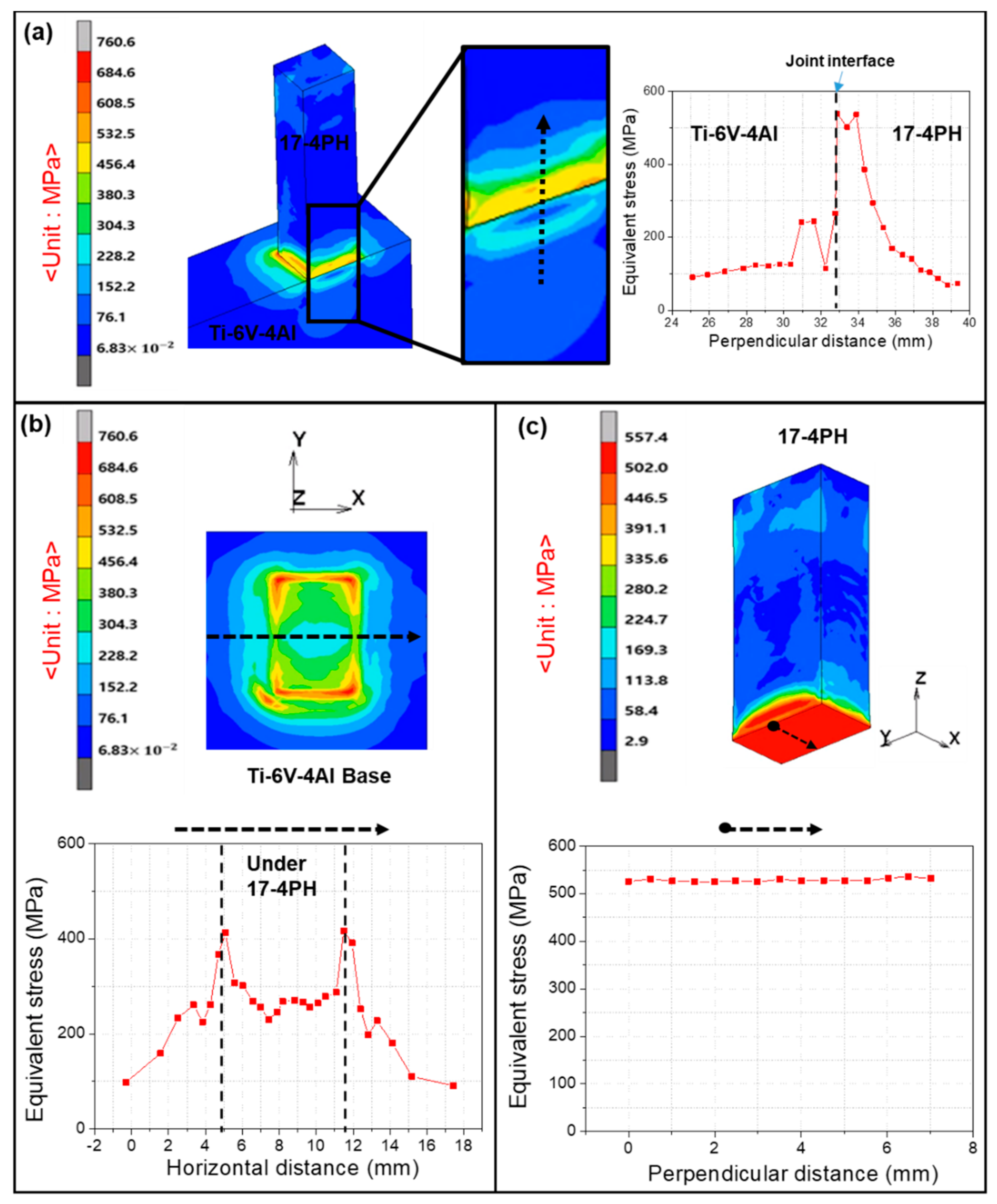
- The simulation revealed a sharp stress gradient at the interface that was tensile on the 17-4PH side and compressive on the Ti-6Al-4V side. The tensile stress on the 17-4PH side is attributable to the higher CTE of 17-4PH than Ti-6Al-4V.
- Maximum equivalent stress of 500 MPa was observed on the 17-4PH side of the interface and was approximately twice that observed on the Ti-6Al-4V side (240 MPa). This was in good agreement with thermal residual stress calculations based on Young’s moduli and the CTEs of the alloys.
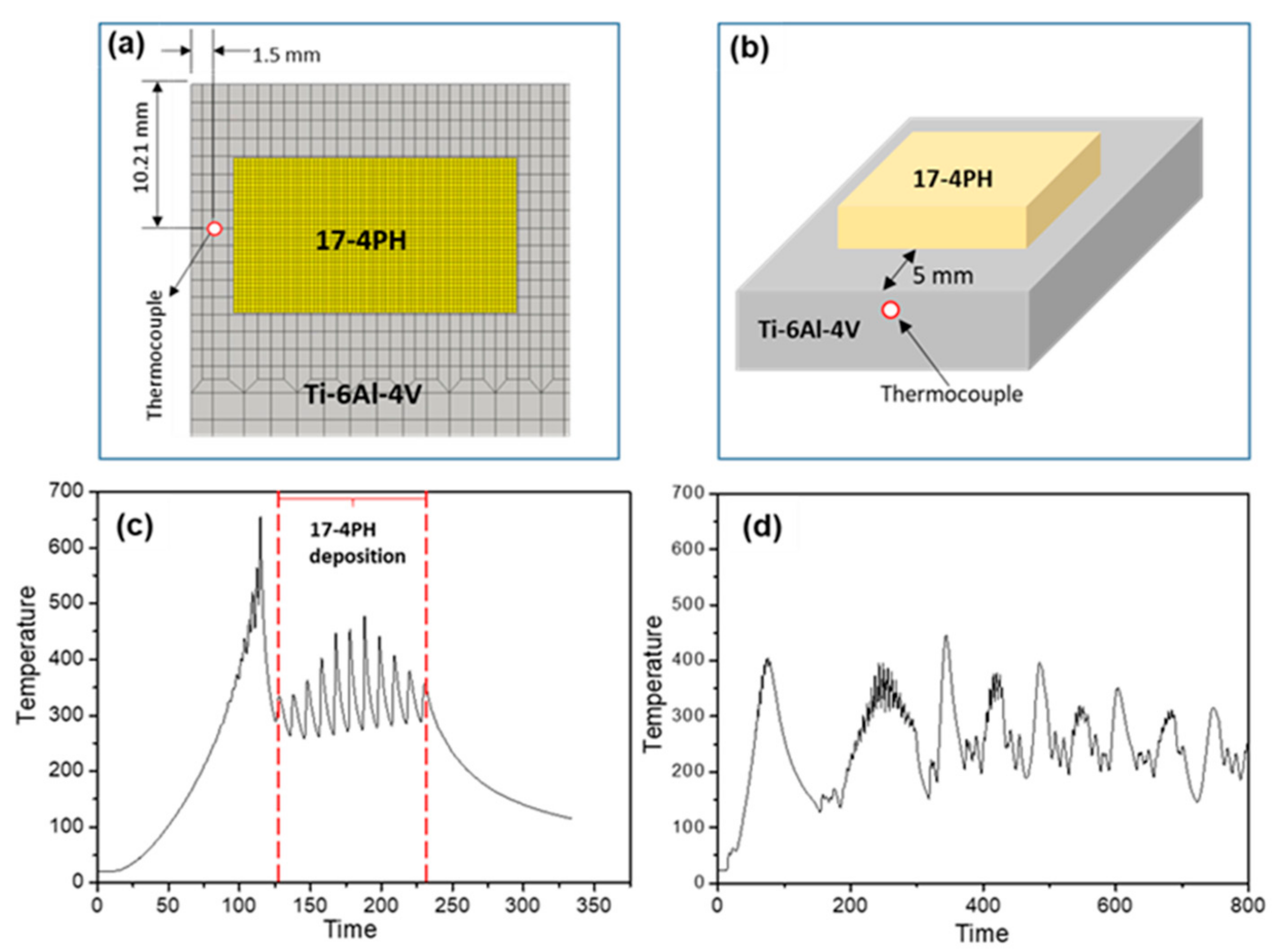
- The simulated thermal histories at the joint interface, ranging from 368–477 °C, were highly congruent with that of the actual experiment (300–450 °C), with the slight discrepancies attributable to the thermocouple position.
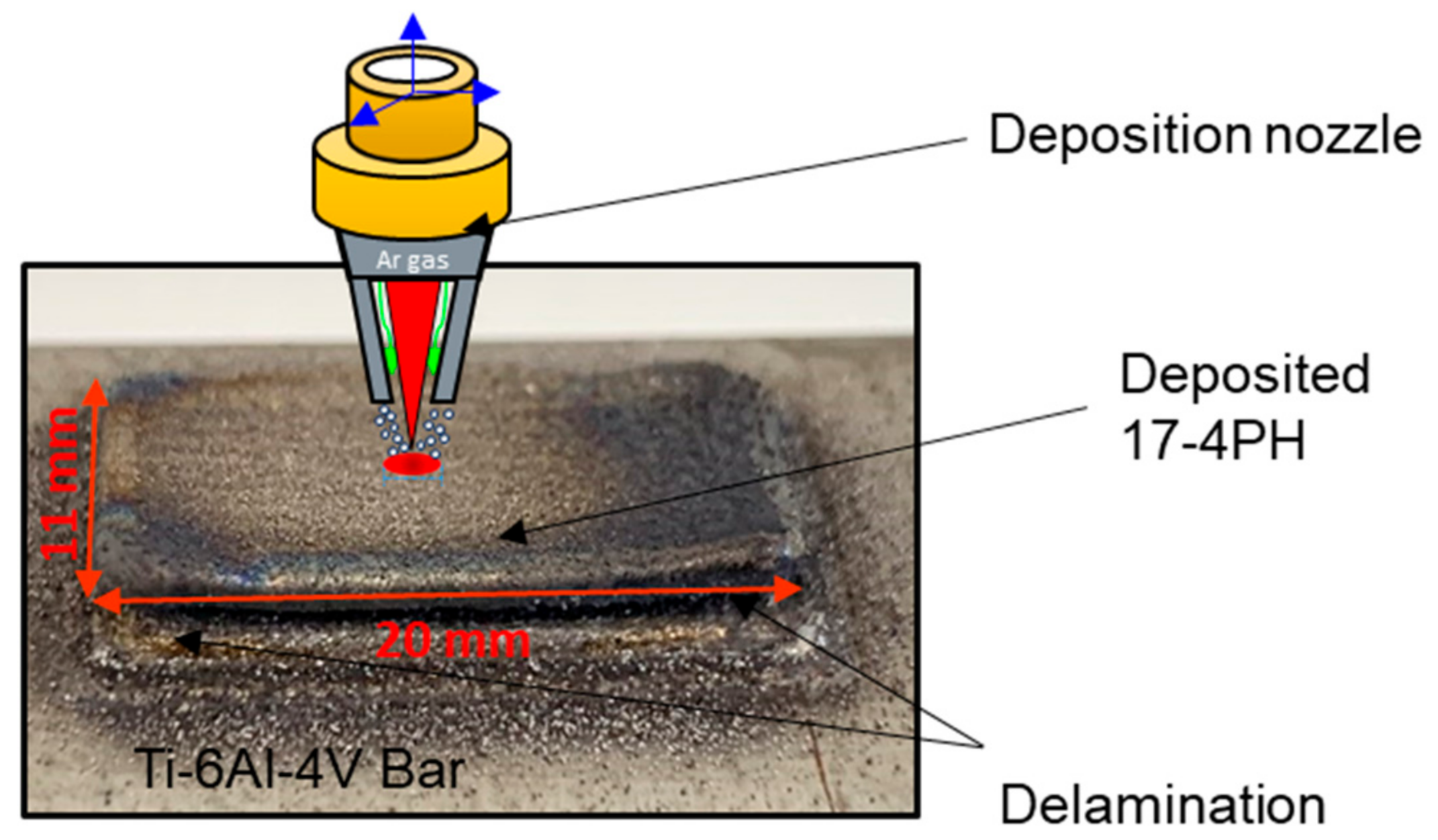
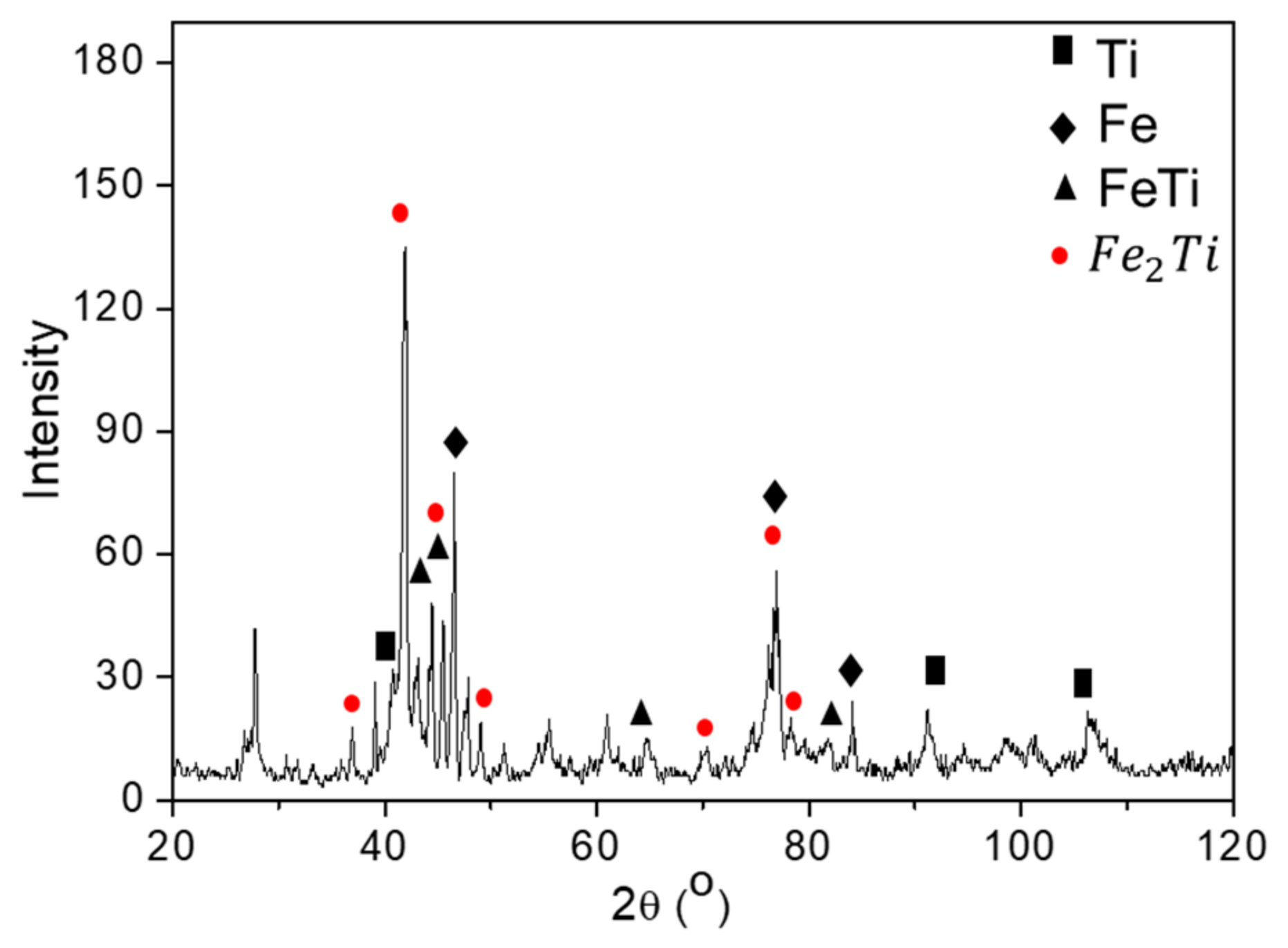
- Joint delamination occurred during the actual experiments and was attributed to the accumulated residual stresses and multiple AM thermal cycles on the brittle FeTi and Fe2Ti intermetallic joint interface.
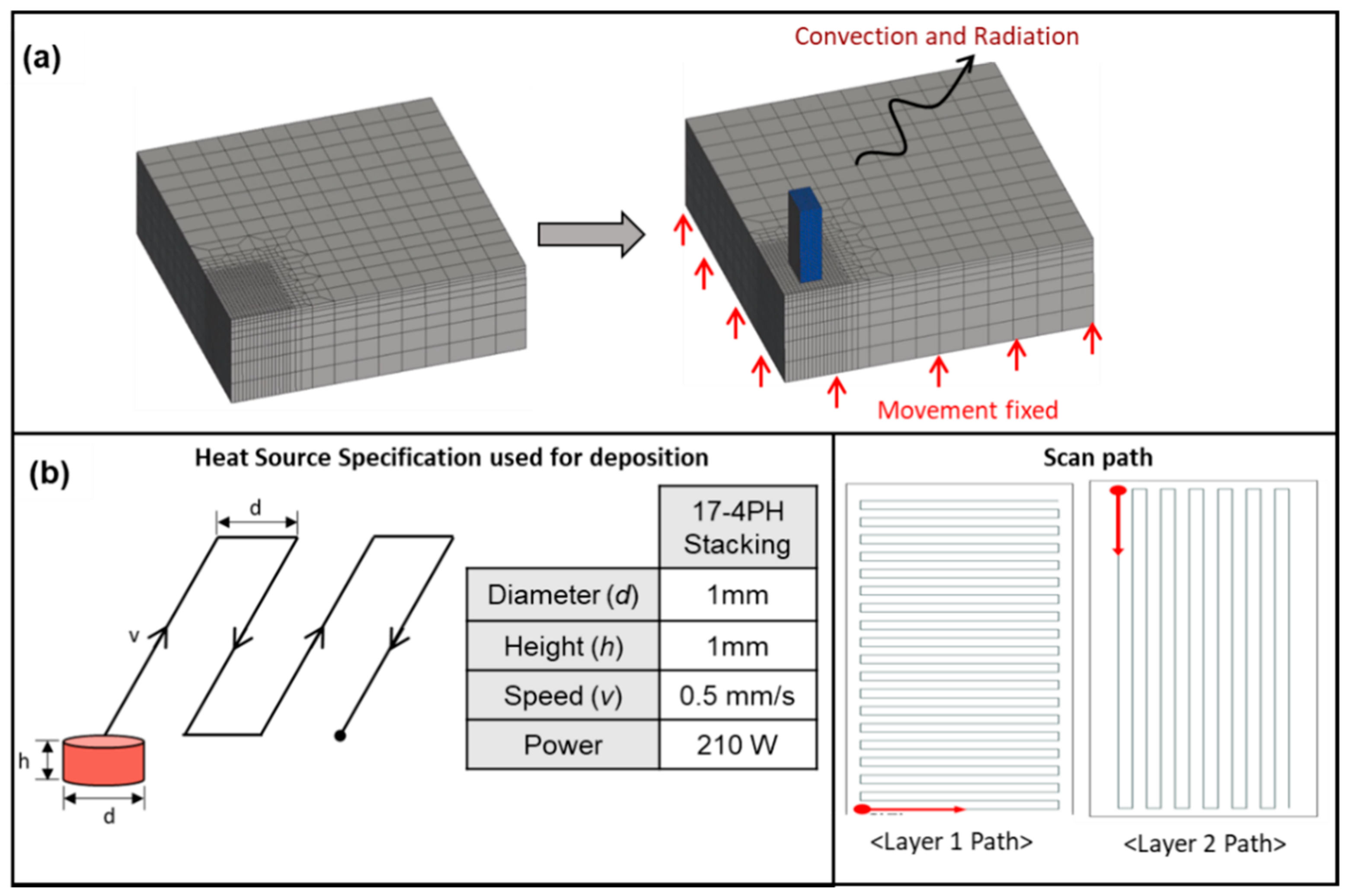
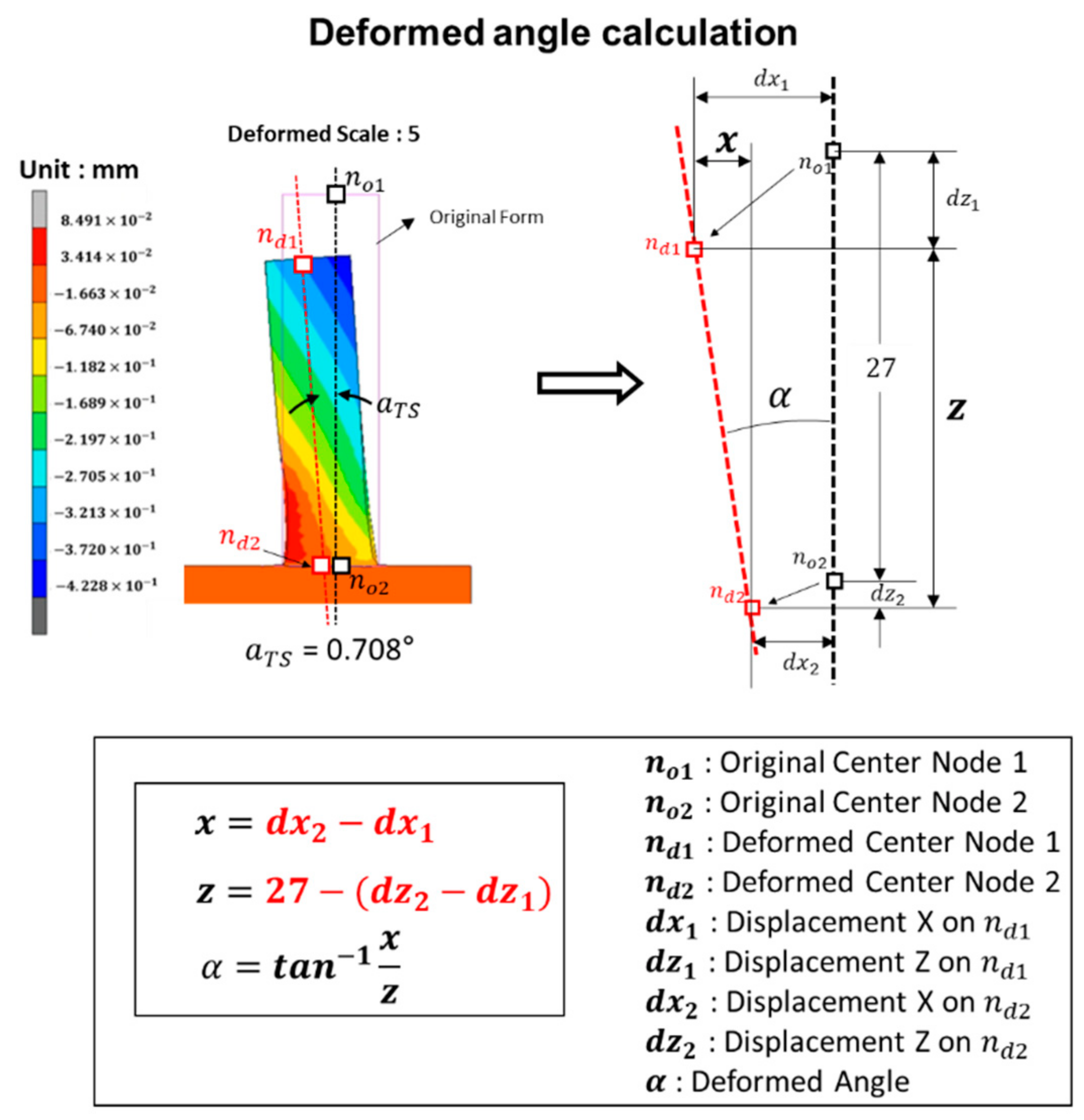
- The simulation showed a deflection of the build to the side at an angle of 0.708° due to displacement induced by the residual stress.
- Thus, this study can serve as a reference and building block for understanding the residual stress development in 17-4PH and Ti-6Al-4V joints fabricated with AM.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tong, J.; Bowen, C.R.; Persson, J.; Plummer, A. Mechanical properties of titanium-based Ti–6Al–4V alloys manufactured by powder bed additive manufacture. Mater. Sci. Technol. 2017, 33, 138–148. [Google Scholar] [CrossRef]
- Lütjering, G.; Williams, J.C. Titanium, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2007; ISBN 9783540730361. [Google Scholar]
- Adomako, N.K.; Kim, J.O.; Hwan, S.; Noh, K.; Kim, J.H. Dissimilar welding between Ti–6Al–4V and 17-4PH stainless steel using a vanadium interlayer. Mater. Sci. Eng. A 2018, 732, 378–397. [Google Scholar] [CrossRef]
- Kwabena, N.; Kim, J.O.; Han, J. Microstructural evolution and mechanical properties of laser beam welded joints between pure V and 17-4PH stainless steel. Mater. Sci. Eng. A 2019, 753, 208–217. [Google Scholar] [CrossRef]
- Adomako, N.K.; Noh, S.; Oh, C.-S.; Yang, S.; Kim, J.H. Laser deposition additive manufacturing of 17-4PH stainless steel on Ti-6Al-4V using V interlayer. Mater. Res. Lett. 2019, 7, 259–266. [Google Scholar] [CrossRef]
- Ghosh, M.; Chatterjee, S. Effect of interface microstructure on the bond strength of the diffusion welded joints between titanium and stainless steel. Mater. Charact. 2005, 54, 327–337. [Google Scholar] [CrossRef]
- Adomako, N.K.; Kim, J.H. Microstructure and mechanical properties of dissimilar laser lap joint between CoCrFeMnNi-high entropy alloy and duplex stainless steel. Mater. Lett. 2021, 288, 129354. [Google Scholar] [CrossRef]
- Adomako, N.K.; Park, H.J.; Cha, S.C.; Lee, M.; Kim, J.H. Microstructure evolution and mechanical properties of the dissimilar joint between IN718 and STS304. Mater. Sci. Eng. A 2021, 799, 140262. [Google Scholar] [CrossRef]
- Adomako, N.K.; Shin, G.; Park, N.; Park, K.; Kim, J.H. Laser dissimilar welding of CoCrFeMnNi-high entropy alloy and duplex stainless steel. J. Mater. Sci. Technol. 2021, 85, 95–105. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Mukherjee, T.; Zuback, J.S.; Debroy, T. Printability of alloys for additive manufacturing. Sci. Rep. 2016, 6, 19717. [Google Scholar] [CrossRef] [Green Version]
- Domack, M.S.; Baughman, J.M. Development of nickel-titanium graded composition components. Rapid Prototyp. J. 2005, 11, 41–51. [Google Scholar] [CrossRef]
- Bobbio, L.D.; Otis, R.A.; Borgonia, J.P.; Dillon, R.P.; Shapiro, A.A.; Liu, Z.K.; Beese, A.M. Additive manufacturing of a functionally graded material from Ti-6Al-4V to Invar: Experimental characterization and thermodynamic calculations. Acta Mater. 2017, 127, 133–142. [Google Scholar] [CrossRef]
- Carroll, B.E.; Otis, R.A.; Borgonia, J.P.; Suh, J.O.; Dillon, R.P.; Shapiro, A.A.; Hofmann, D.C.; Liu, Z.K.; Beese, A.M. Functionally graded material of 304L stainless steel and Inconel 625 fabricated by directed energy deposition: Characterization and thermodynamic modeling. Acta Mater. 2016, 108, 46–54. [Google Scholar] [CrossRef] [Green Version]
- Shen, C.; Pan, Z.; Cuiuri, D.; Roberts, J.; Li, H. Fabrication of Fe-FeAl functionally graded material using the wire-arc additive manufacturing process. Metall. Mater. Trans. B 2016, 47, 763–772. [Google Scholar] [CrossRef]
- Sahasrabudhe, H.; Harrison, R.; Carpenter, C.; Bandyopadhyay, A. Stainless steel to titanium bimetallic structure using LENSTM. Addit. Manuf. 2015, 5, 1–8. [Google Scholar] [CrossRef]
- Pasang, T.; Pramana, S.S.; Kracum, M.; Misiolek, W.Z.; Aziziderouei, M.; Mizutani, M.; Kamiya, O. Characterisation of intermetallic phases in fusion welded commercially pure titanium and stainless steel 304. Metals 2018, 8, 863. [Google Scholar] [CrossRef] [Green Version]
- Chen, S.; Zhang, M.; Huang, J.; Cui, C.; Zhang, H.; Zhao, X. Microstructures and mechanical property of laser butt welding of titanium alloy to stainless steel. Mater. Des. 2014, 53, 504–511. [Google Scholar] [CrossRef]
- Vastola, G.; Zhang, G.; Pei, Q.X.; Zhang, Y.W. Controlling of residual stress in additive manufacturing of Ti6Al4V by finite element modeling. Addit. Manuf. 2016, 12, 231–239. [Google Scholar] [CrossRef]
- Chen, C.; Yin, J.; Zhu, H.; Zeng, X.; Wang, G.; Ke, L.; Zhu, J.; Chang, S. The effect of process parameters on the residual stress of selective laser melted Inconel 718 thin-walled part. Rapid Prototyp. J. 2019, 25, 1359–1369. [Google Scholar] [CrossRef]
- Cheng, B.; Shrestha, S.; Chou, Y.K. Stress and deformation evaluations of scanning strategy effect in selective laser melting. Addit. Manuf. 2016, 12, 240–251. [Google Scholar] [CrossRef]
- Moat, R.J.; Pinkerton, A.J.; Li, L.; Withers, P.J.; Preuss, M. Residual stresses in laser direct metal deposited Waspaloy. Mater. Sci. Eng. A 2011, 528, 2288–2298. [Google Scholar] [CrossRef]
- Suárez, A.; Veiga, F.; de Lacalle, L.N.L.; Polvorosa, R.; Lutze, S.; Wretland, A. Effects of ultrasonics-assisted face milling on surface integrity and fatigue life of Ni-alloy 718. J. Mater. Eng. Perform. 2016, 25, 5076–5086. [Google Scholar] [CrossRef]
- Debroy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Kruth, J.-P.; Leu, M.C.; Nakagawa, T. Progress in additive manufacturing and rapid prototyping. CIRP Ann. 1998, 47, 525–540. [Google Scholar] [CrossRef]
- Zhou, W.; Zhou, H.; Zhang, R.; Pei, Y.; Fang, D. Measuring residual stress and its influence on properties of porous ZrO2/(ZrO2+Ni) ceramics. Mater. Sci. Eng. A 2015, 622, 82–90. [Google Scholar] [CrossRef] [Green Version]
- Chen, K.S.; Chen, T.C.; Ou, K.S. Development of semi-empirical formulation for extracting materials properties from nanoindentation measurements: Residual stresses, substrate effect, and creep. Thin Solid Films 2008, 516, 1931–1940. [Google Scholar] [CrossRef]
- Giannakopoulos, A.E.; Suresh, S. Determination of elastoplastic properties by instrumented sharp indentation. Scr. Mater. 1999, 40, 1191–1198. [Google Scholar] [CrossRef] [Green Version]
- Joseph, A.; Rai, S.K.; Jayakumar, T.; Murugan, N. Evaluation of residual stresses in dissimilar weld joints. Int. J. Press. Vessel. Pip. 2005, 82, 700–705. [Google Scholar] [CrossRef]
- Deaconu, V. Finite element modelling of residual stress—A powerful tool in the aid of structural integrity assessment of welded structures microstructure heat flow mechanics. In Proceedings of the 5th International Conference Structural Integrity of Welded Structures (ISCS2007), Timisora, Romania, 20–21 November 2007. [Google Scholar]
- Kemerling, B.; Lippold, J.C.; Fancher, C.M.; Bunn, J. Residual stress evaluation of components produced via direct metal laser sintering. Weld. World 2018, 62, 663–674. [Google Scholar] [CrossRef]
- Venkata, K.A.; Truman, C.E.; Smith, D.J. Characterising residual stresses in a dissimilar metal electron beam welded plate. Procedia Eng. 2015, 130, 973–985. [Google Scholar] [CrossRef] [Green Version]
- Zhang, B.G.; Zhao, J.; Li, X.P.; Chen, G.Q. Effects of filler wire on residual stress in electron beam welded QCr0.8 copper alloy to 304 stainless steel joints. Appl. Therm. Eng. 2015, 80, 261–268. [Google Scholar] [CrossRef]
- Zhou, W.; Zhang, R.; Ai, S.; Pei, Y.; Fang, D. Analytical modeling of thermal residual stresses and optimal design of ZrO2/(ZrO2+Ni) sandwich ceramics. Ceram. Int. 2015, 41, 8142–8148. [Google Scholar] [CrossRef] [Green Version]
- MSC Software Corporation|Simulating Reality, Delivering Certainty. Available online: https://www.mscsoftware.com/ (accessed on 3 April 2021).
- Jonsson, S.; Krappedal, S. Evaluation of Residual Stresses and Distortions in Additively Manufactured Components. Master’s Thesis, KTH, Stockholm, Sweden, 2018. [Google Scholar]
- Bastús, A.M. Numerical Sensitivity Study of Residual Stress. Master’s Thesis, Universitat Politècnica de Catalunya, Barcelona, Spain, 2019. [Google Scholar]
- Javadi, Y.; Smith, M.C.; Abburi Venkata, K.; Naveed, N.; Forsey, A.N.; Francis, J.A.; Ainsworth, R.A.; Truman, C.E.; Smith, D.J.; Hosseinzadeh, F.; et al. Residual stress measurement round robin on an electron beam welded joint between austenitic stainless steel 316L(N) and ferritic steel P91. Int. J. Press. Vessel. Pip. 2017, 154, 41–57. [Google Scholar] [CrossRef]
- Callister, W.D.; Rethwisch, D.G. Materials Science and Engineering: An Introduction; Wiley: Hoboken, NJ, USA, 2018; ISBN 9781119463092. [Google Scholar]
- Li, L.; Zhang, X.; Cui, W.; Liou, F.; Deng, W.; Li, W. Temperature and residual stress distribution of FGM parts by DED process: Modeling and experimental validation. Int. J. Adv. Manuf. Technol. 2020, 109, 451–462. [Google Scholar] [CrossRef]
- Mukherjee, T.; Zhang, W.; DebRoy, T. An improved prediction of residual stresses and distortion in additive manufacturing. Comput. Mater. Sci. 2017, 126, 360–372. [Google Scholar] [CrossRef] [Green Version]
- Wu, Q.; Mukherjee, T.; Liu, C.; Lu, J.; DebRoy, T. Residual stresses and distortion in the patterned printing of titanium and nickel alloys. Addit. Manuf. 2019, 29, 100808. [Google Scholar] [CrossRef]
- Wang, G.; Ouyang, H.; Fan, C.; Guo, Q.; Li, Z.; Yan, W.; Li, Z. The origin of high-density dislocations in additively manufactured metals. Mater. Res. Lett. 2020, 8, 283–290. [Google Scholar] [CrossRef]
- Calleja, A.; Tabernero, I.; Ealo, J.A.; Campa, F.J.; Lamikiz, A.; de Lacalle, L.N.L. Feed rate calculation algorithm for the homogeneous material deposition of blisk blades by 5-axis laser cladding. Int. J. Adv. Manuf. Technol. 2014, 74, 1219–1228. [Google Scholar] [CrossRef]
- Foroozmehr, E.; Kovacevic, R. Effect of path planning on the laser powder deposition process: Thermal and structural evaluation. Int. J. Adv. Manuf. Technol. 2010, 51, 659–669. [Google Scholar] [CrossRef]
- Kruth, J.P.; Badrossamay, M.; Yasa, E.; Deckers, J.; Thijs, L.; Van Humbeeck, J. Part and material properties in selective laser melting of metals. In Proceedings of the 16th International Symposium on Electromachining (ISEM XVI), Shanghai, China, 19–23 April 2010. [Google Scholar]
- Madireddy, G.; Li, C.; Liu, J.; Sealy, M.P. Modeling thermal and mechanical cancellation of residual stress from hybrid additive manufacturing by laser peening. Nami Jishu yu Jingmi Gongcheng/Nanotechnol. Precis. Eng. 2019, 2, 49–60. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kwabena Adomako, N.; Kim, S.H.; Yoon, J.H.; Lee, S.-H.; Kim, J.H. Finite Element Modeling of Residual Stress at Joint Interface of Titanium Alloy and 17-4PH Stainless Steel. Metals 2021, 11, 629. https://doi.org/10.3390/met11040629
Kwabena Adomako N, Kim SH, Yoon JH, Lee S-H, Kim JH. Finite Element Modeling of Residual Stress at Joint Interface of Titanium Alloy and 17-4PH Stainless Steel. Metals. 2021; 11(4):629. https://doi.org/10.3390/met11040629
Chicago/Turabian StyleKwabena Adomako, Nana, Sung Hoon Kim, Ji Hong Yoon, Se-Hwan Lee, and Jeoung Han Kim. 2021. "Finite Element Modeling of Residual Stress at Joint Interface of Titanium Alloy and 17-4PH Stainless Steel" Metals 11, no. 4: 629. https://doi.org/10.3390/met11040629
APA StyleKwabena Adomako, N., Kim, S. H., Yoon, J. H., Lee, S. -H., & Kim, J. H. (2021). Finite Element Modeling of Residual Stress at Joint Interface of Titanium Alloy and 17-4PH Stainless Steel. Metals, 11(4), 629. https://doi.org/10.3390/met11040629