
Effect of Water Flow on Underwater Wet Welded A36 Steel

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
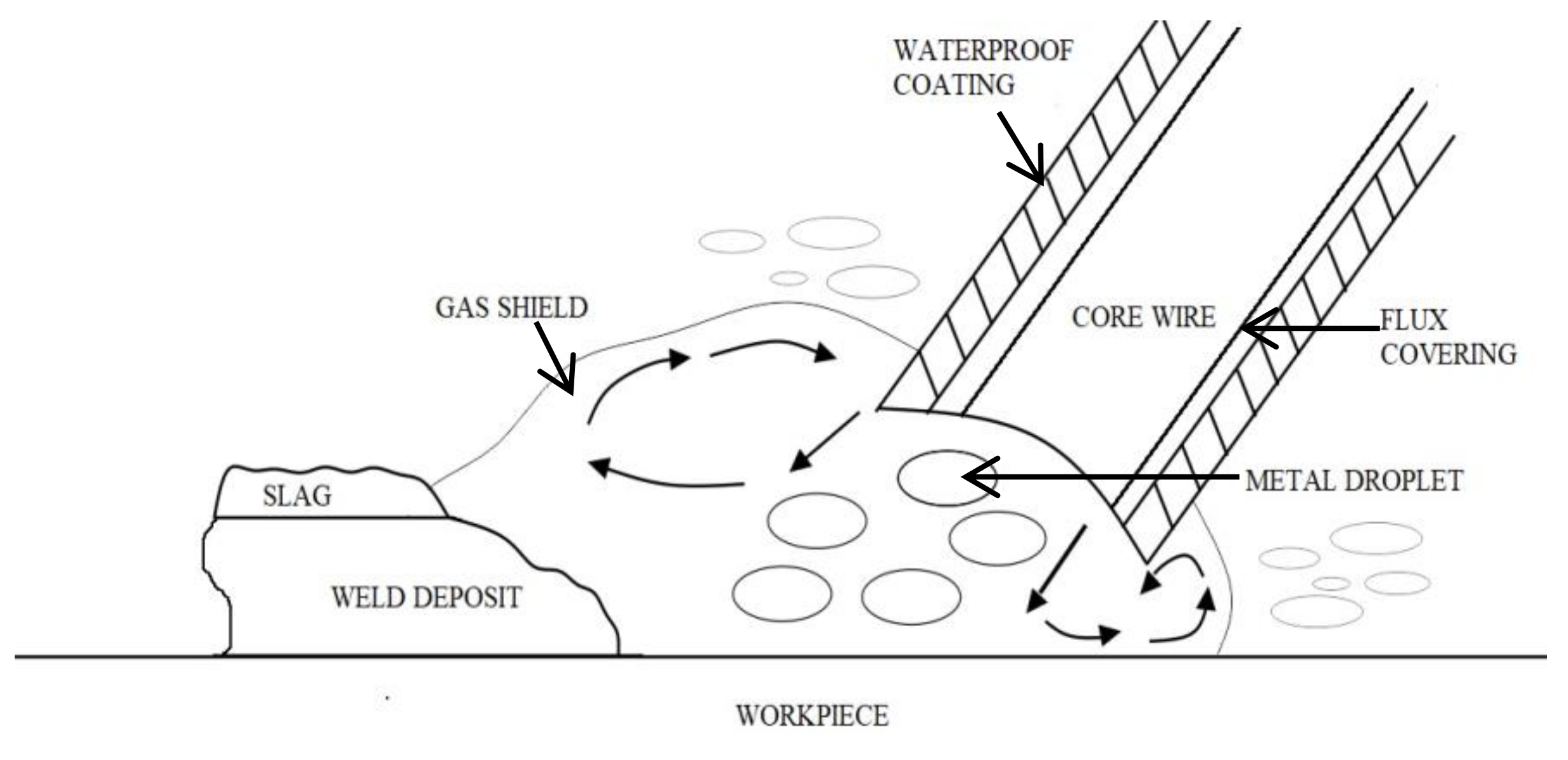
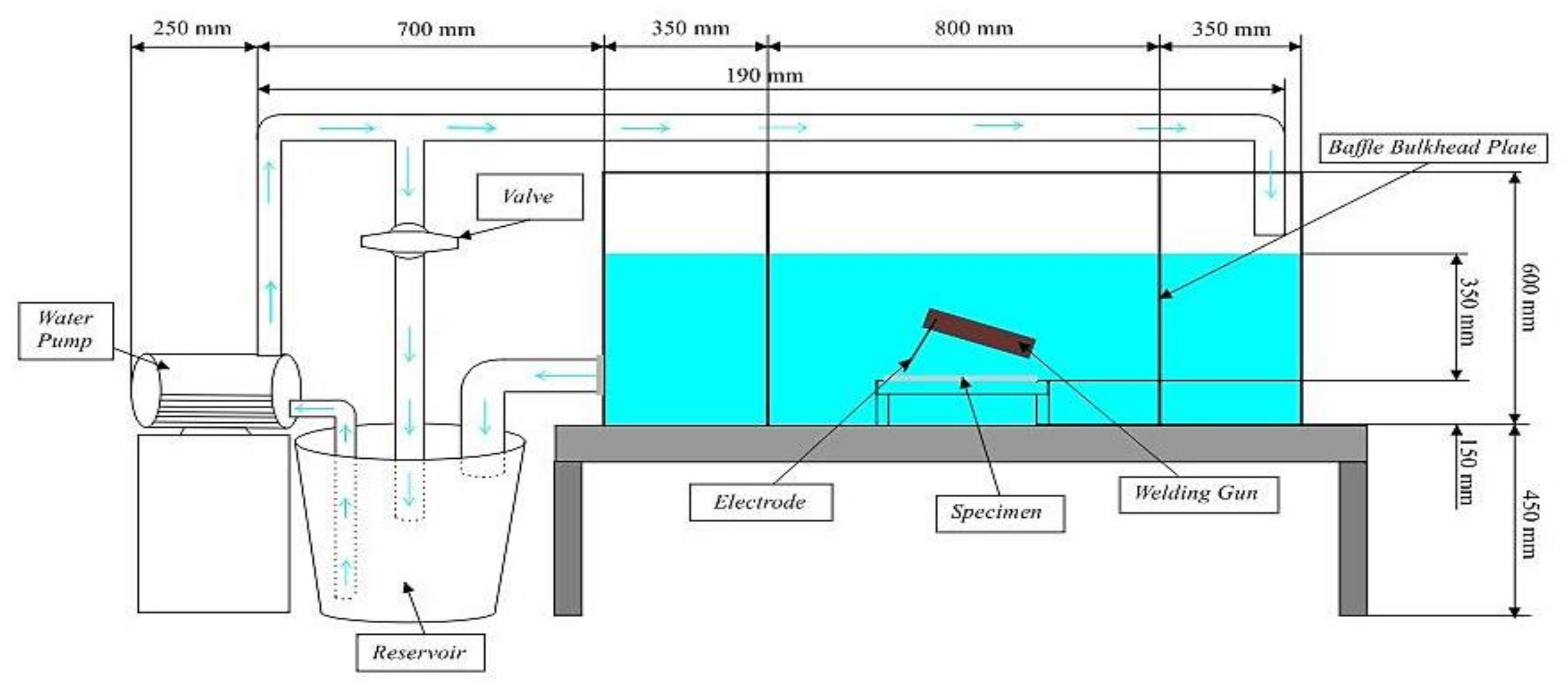
2.1. Welding Process
2.2. Test Preperation
3. Results and Discussion
3.1. Physical Characteristics
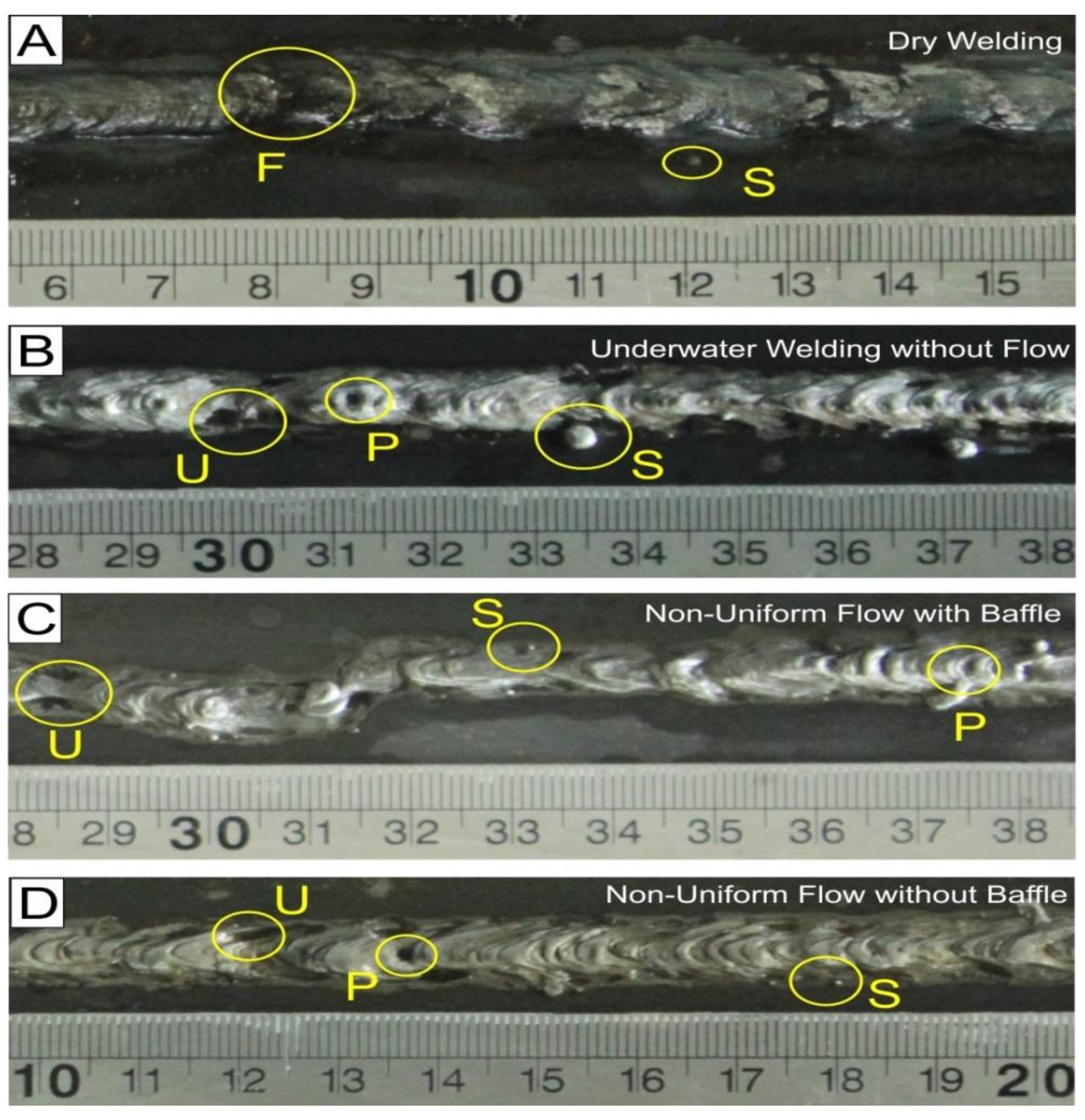
3.1.1. Bead Defects Observation
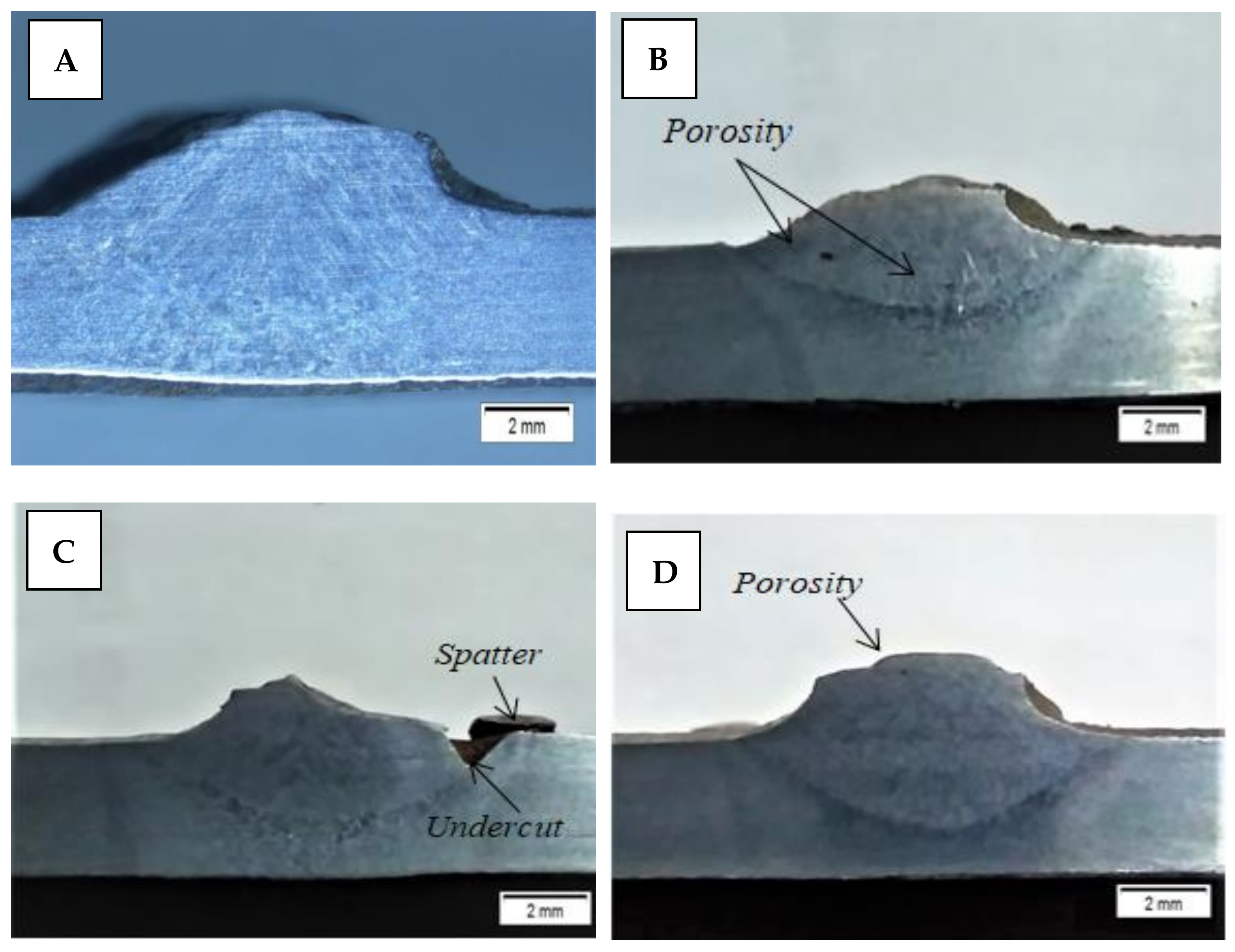
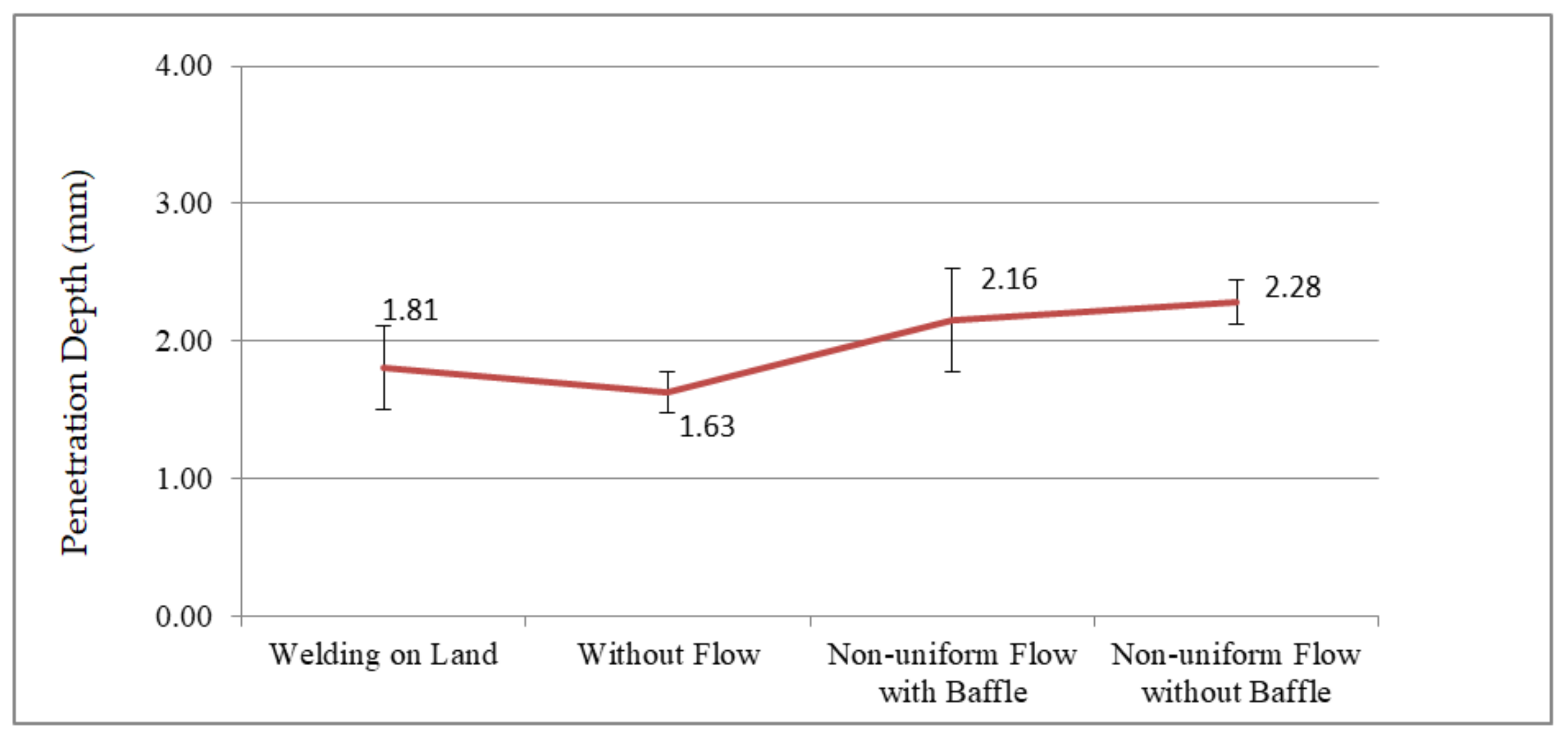
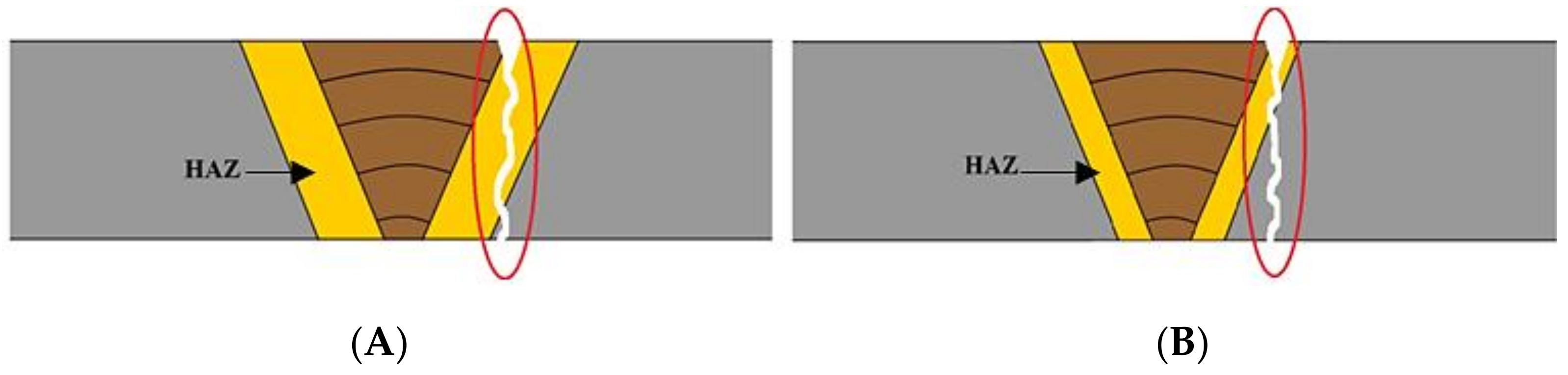
3.1.2. Weld Penetration
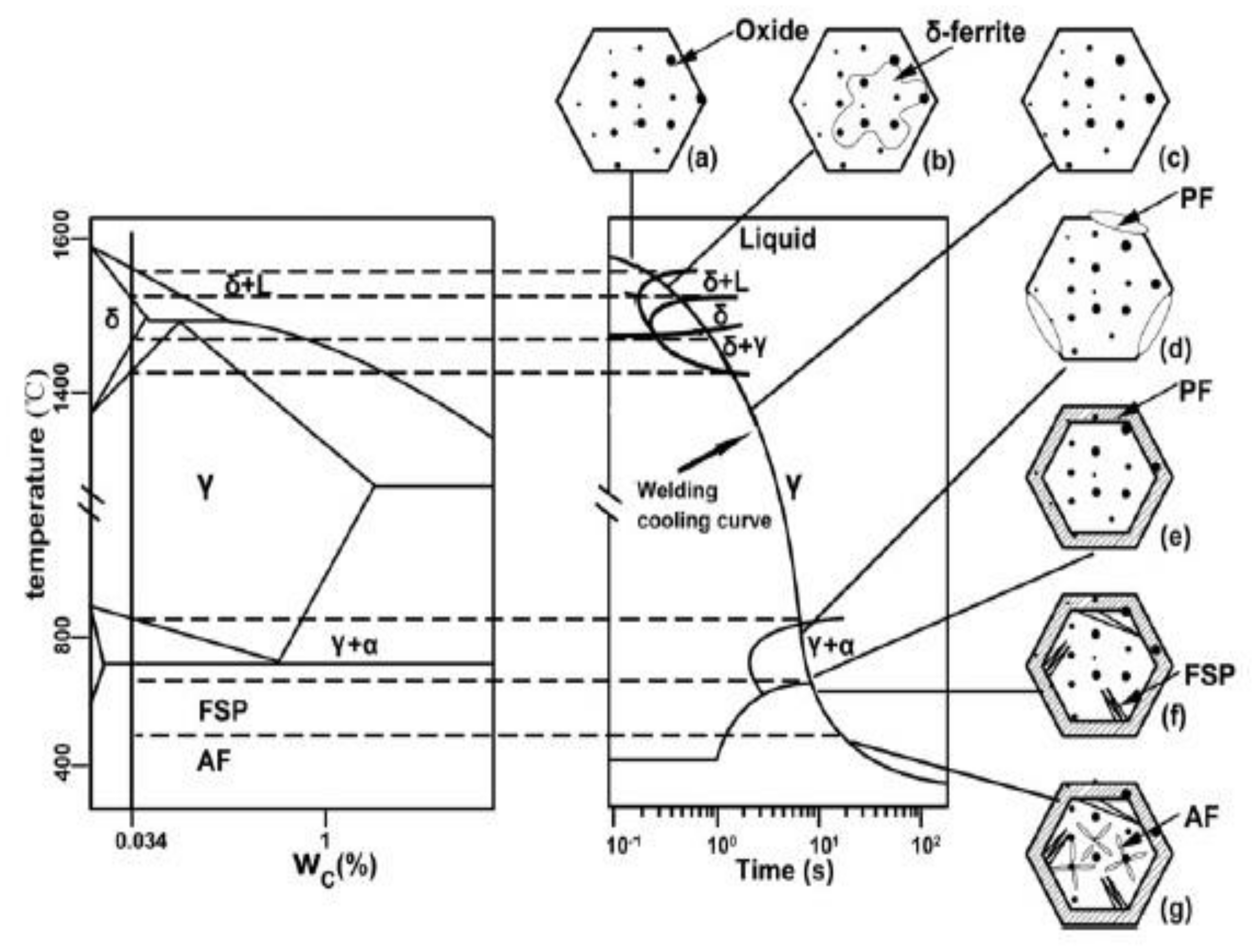
3.1.3. Microstructure
3.2. Mechanical Properties
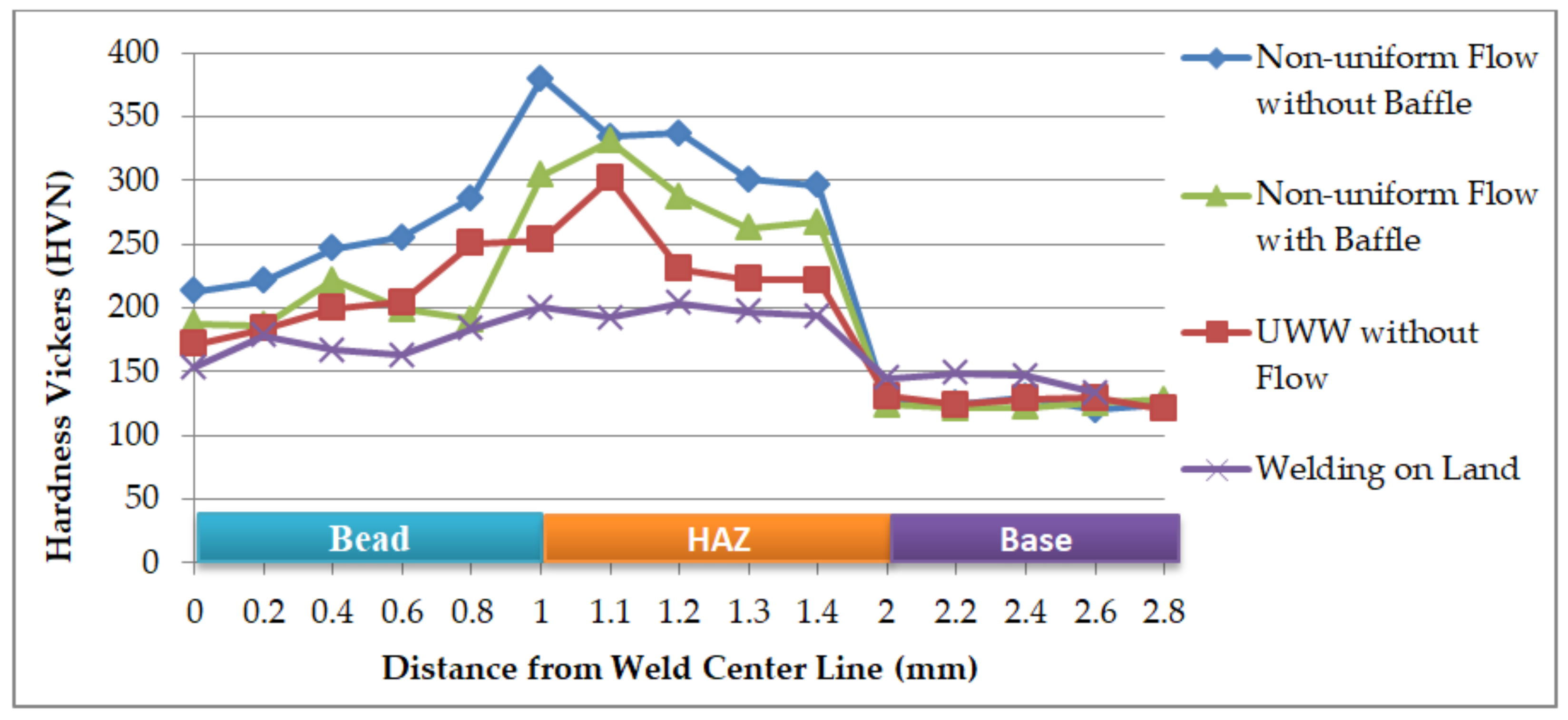
3.2.1. Vickers Microhardness
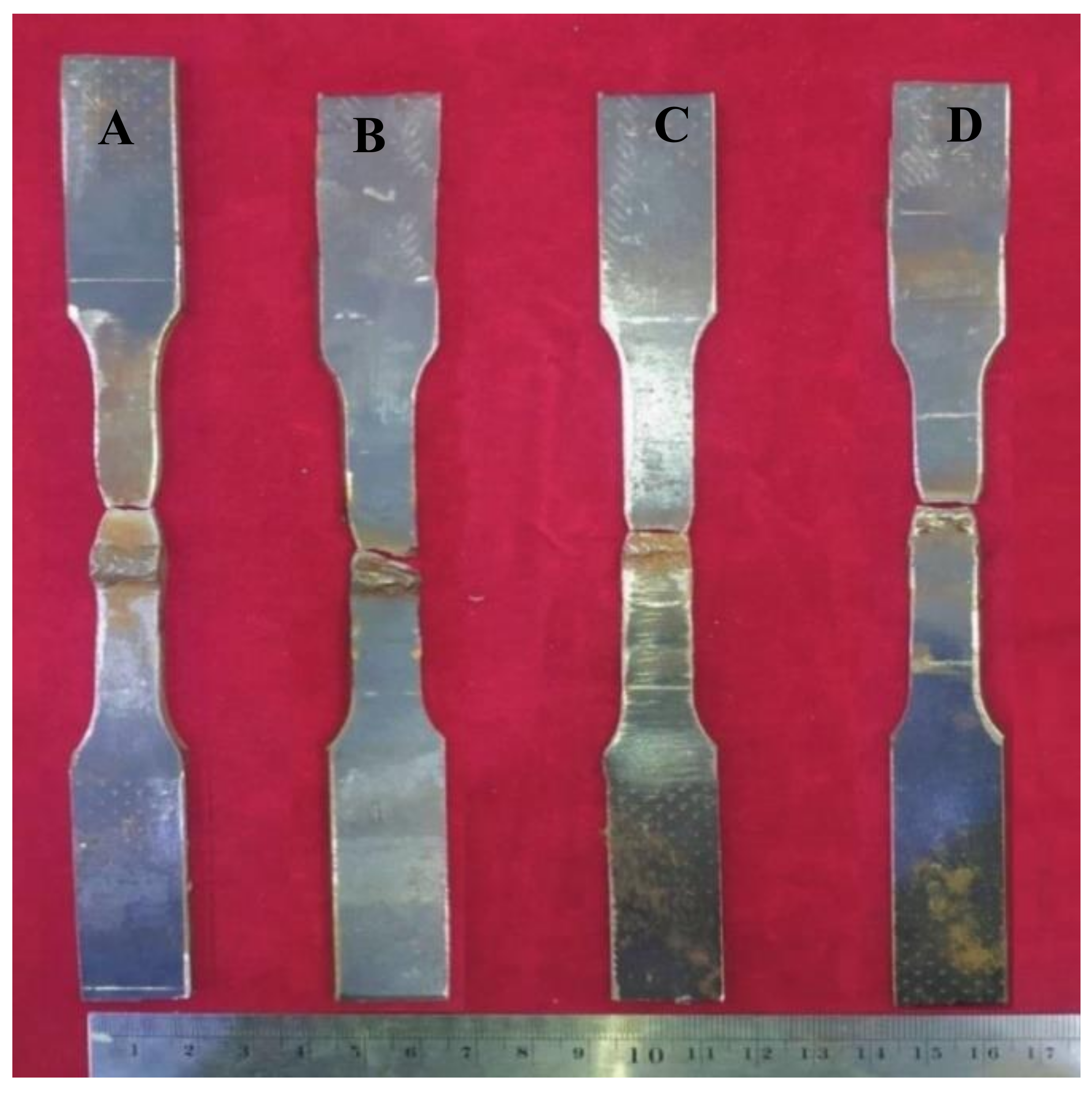
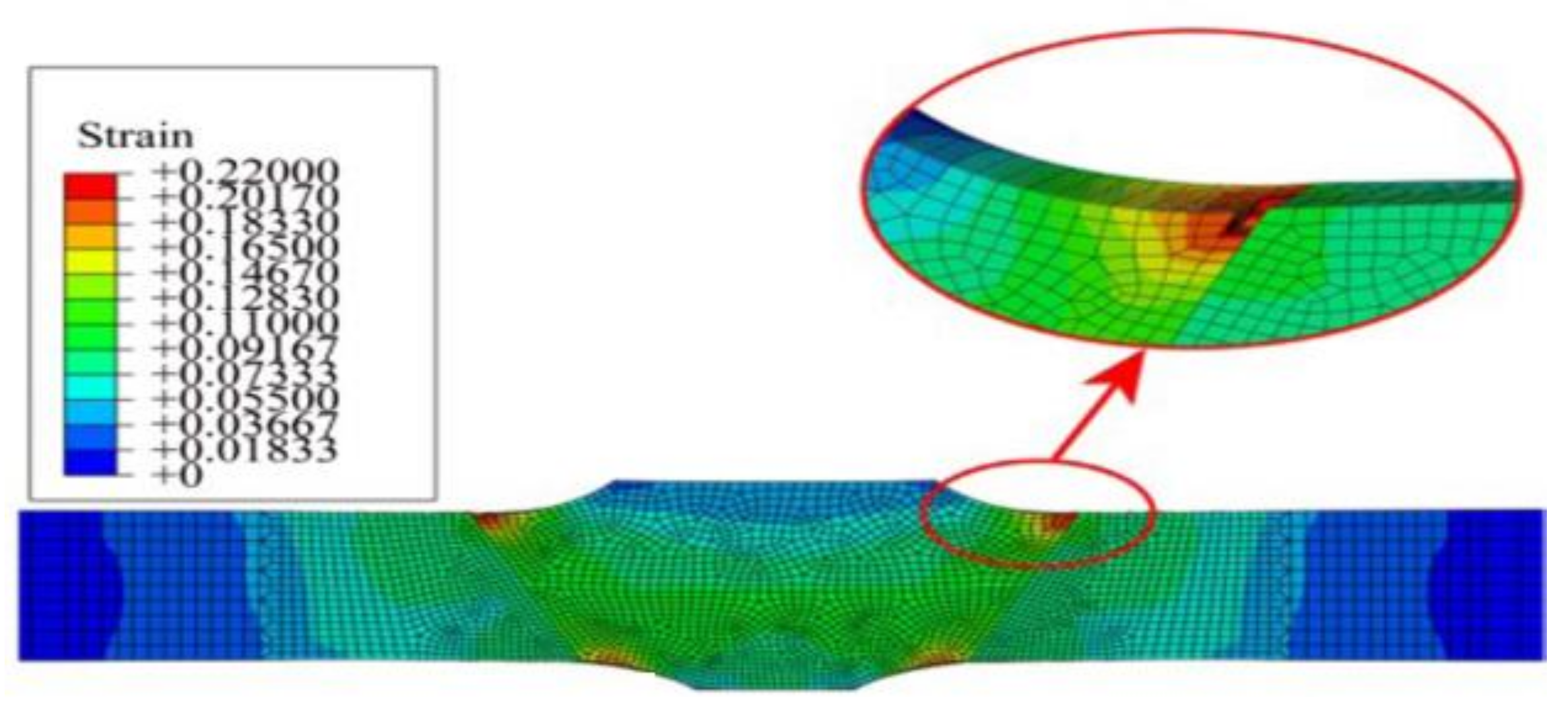
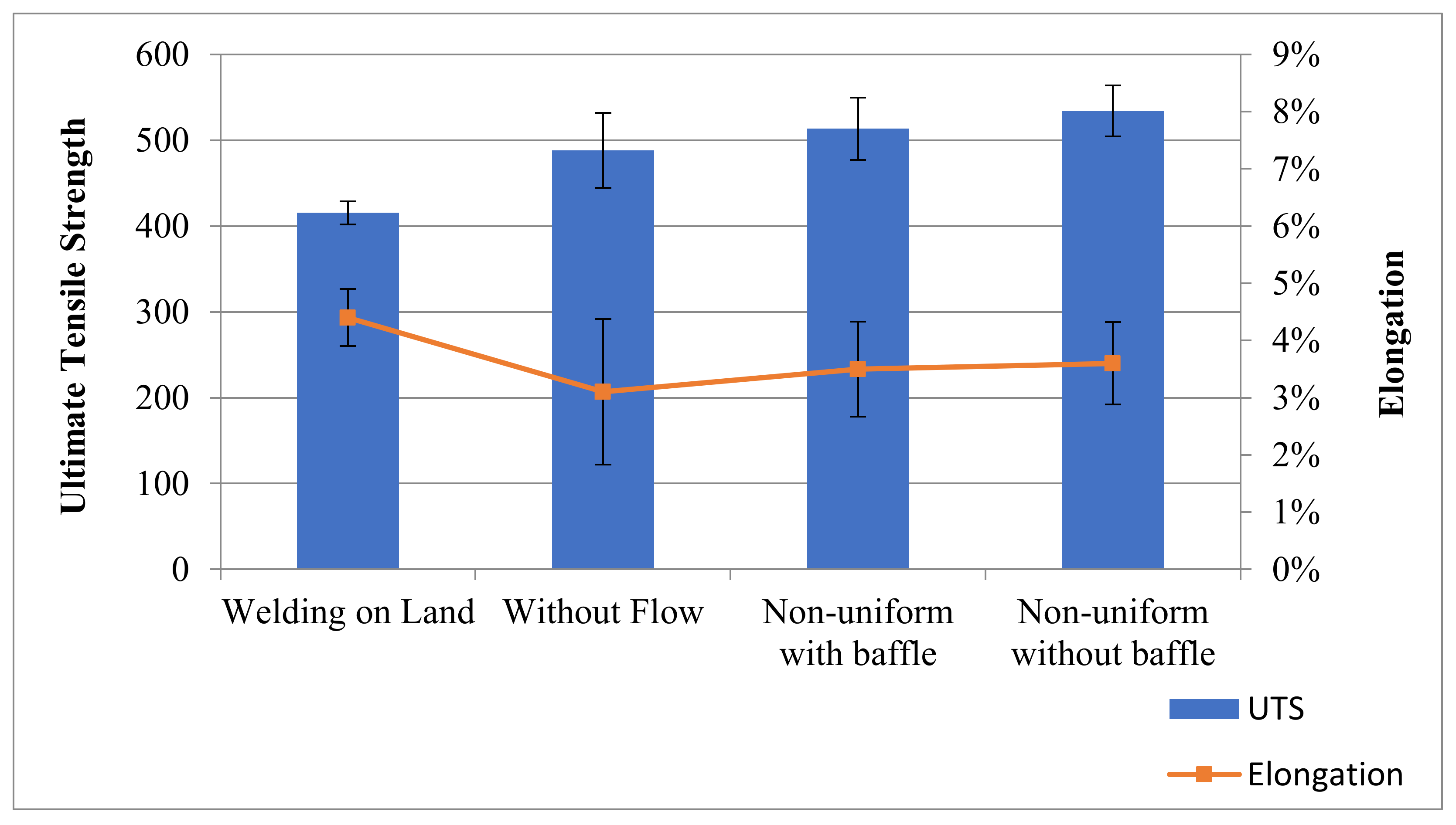
3.2.2. Tensile Strength Test
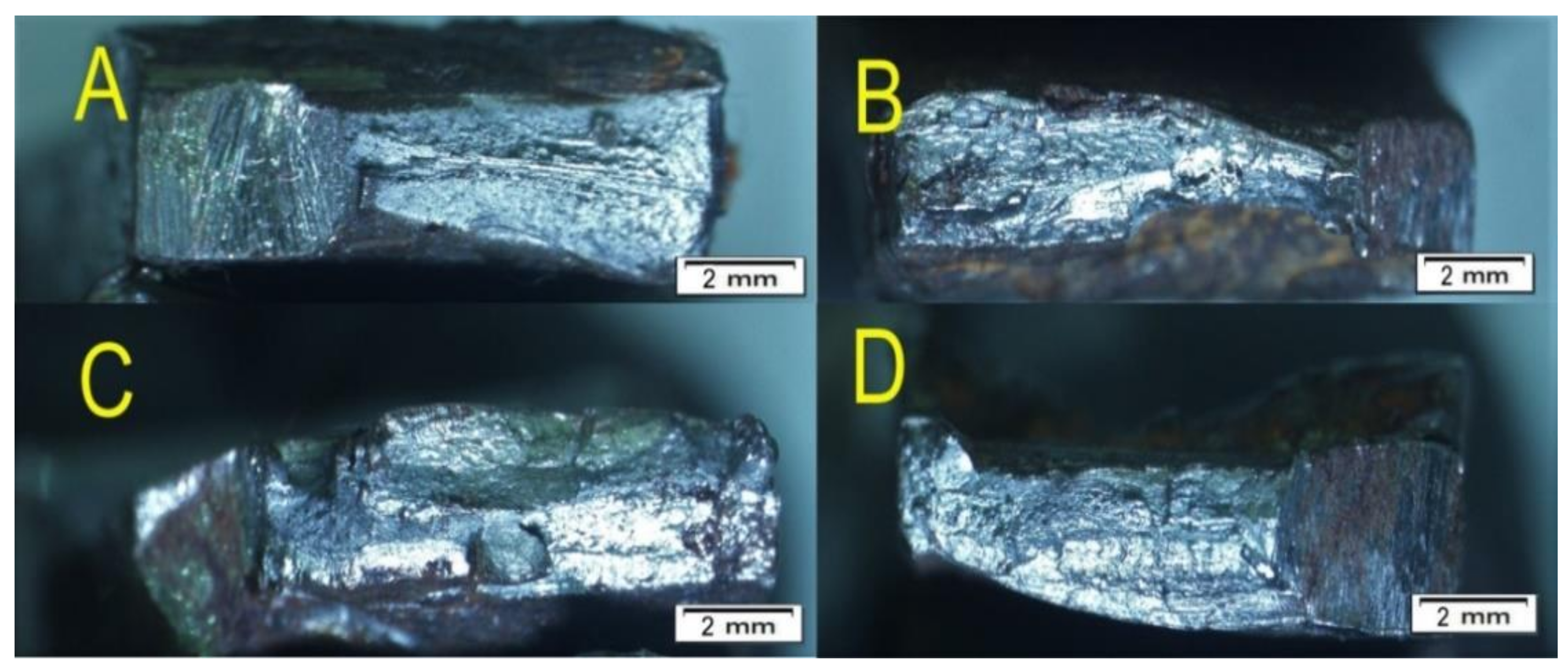
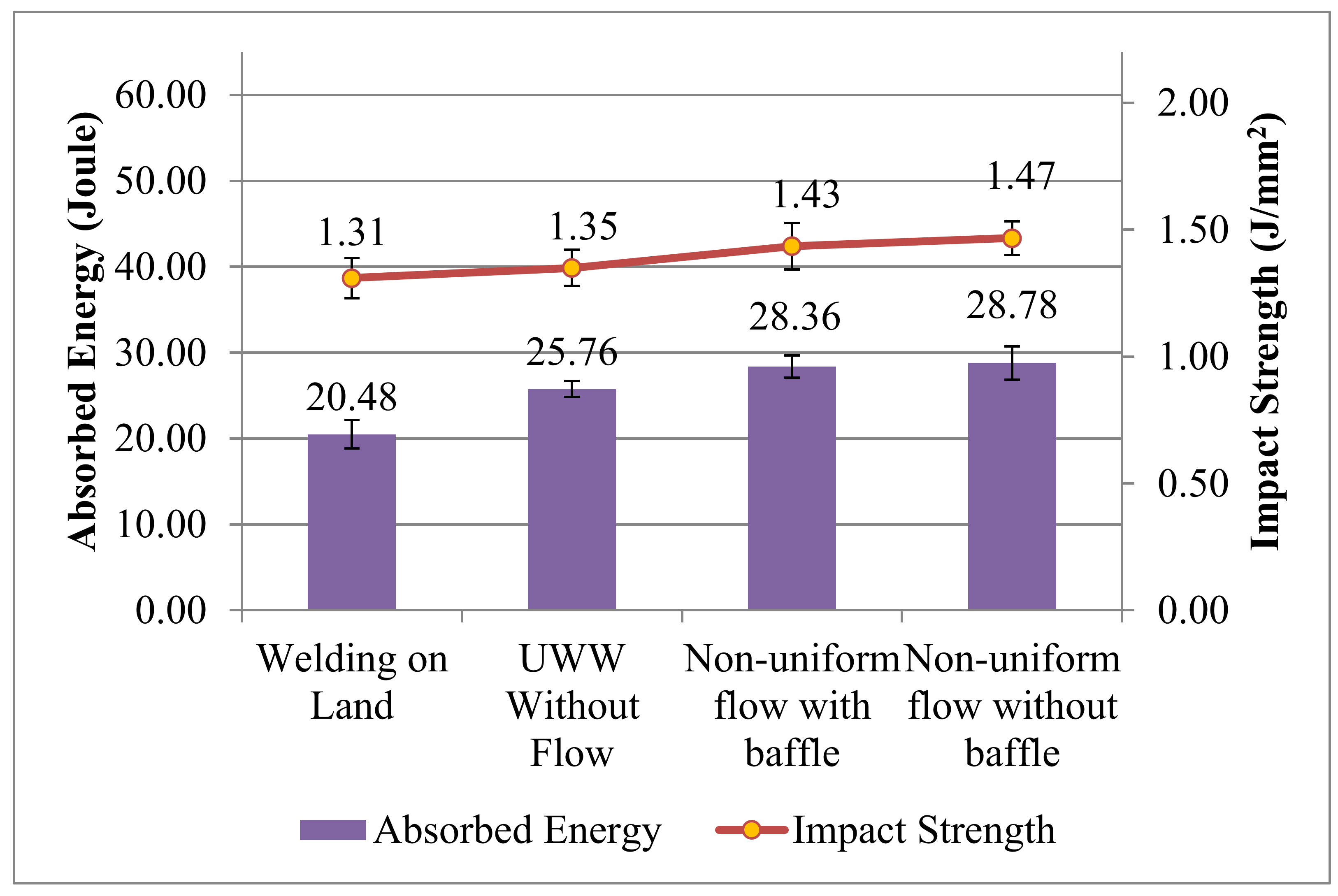
3.2.3. Impact Toughness Test
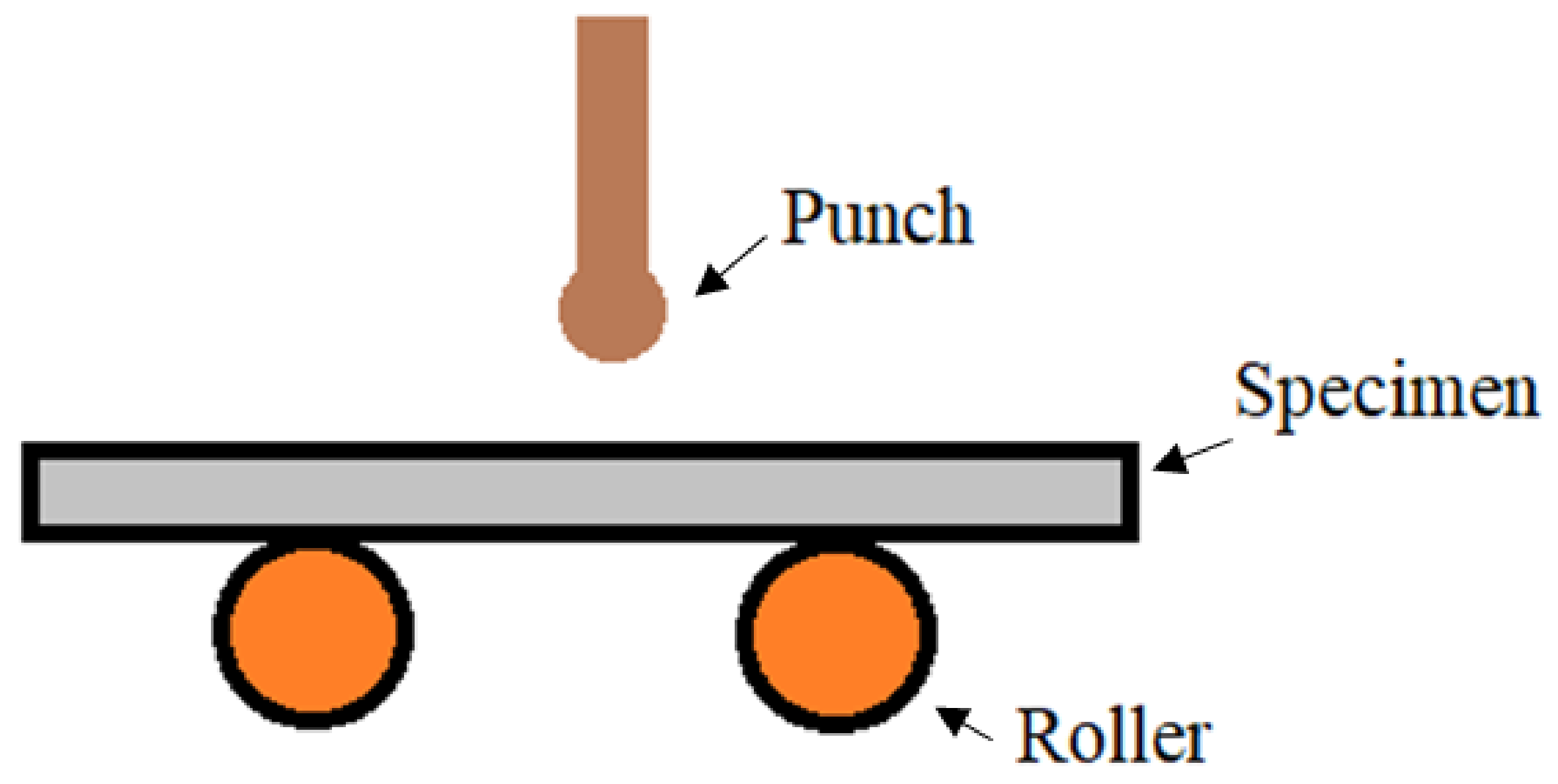
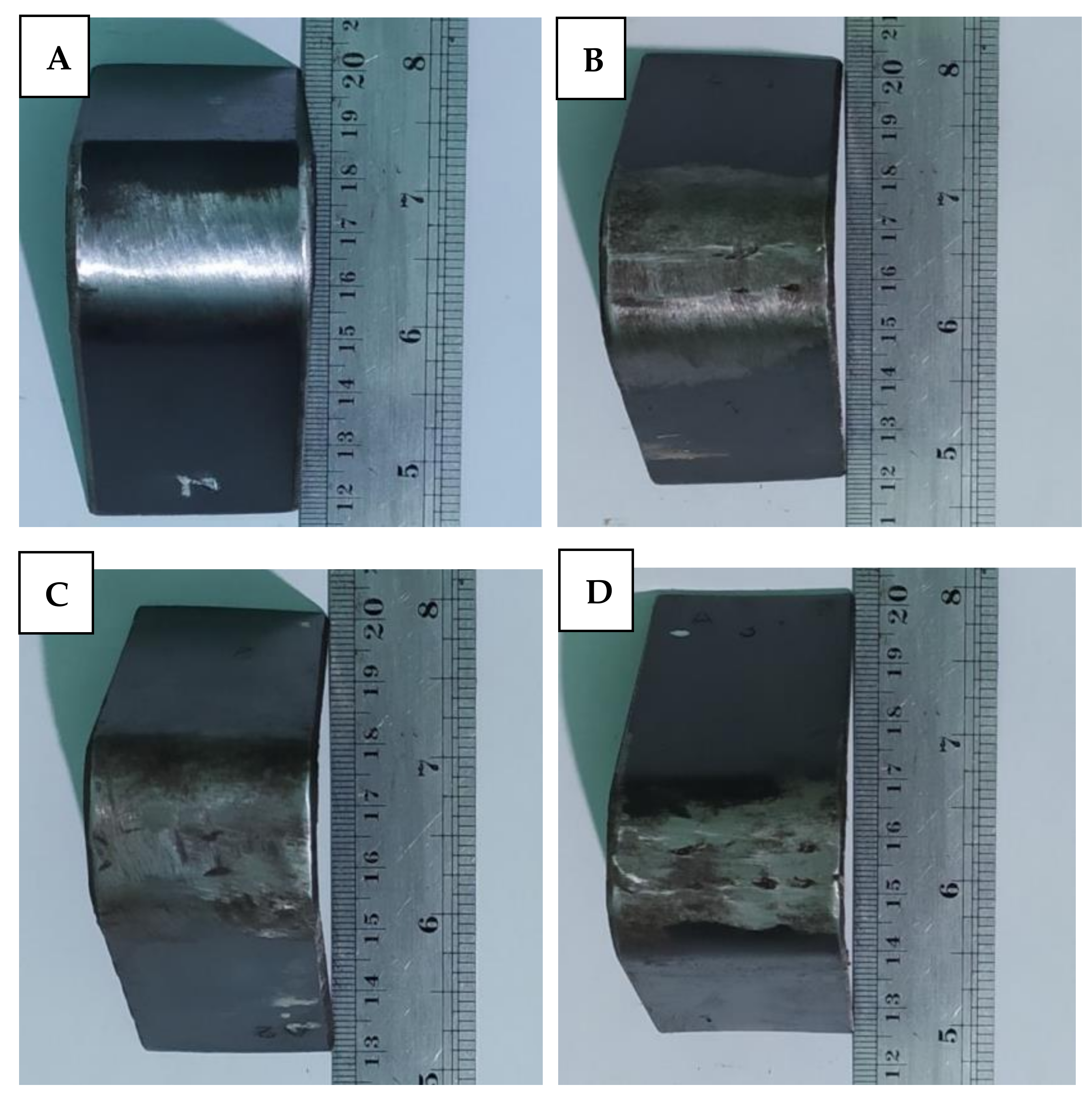
3.2.4. Bending Test
4. Conclusions
- The presence of flow and an increase in flow rate in underwater welding causes greater porosity defects. In underwater welding with non-uniform flow without baffle, there are porosity defects and undercuts that occur the most. The deepest penetration is in underwater welding with non-uniform flow without baffle, with an average of 2.28 mm.
- The effects of water flow on physical and mechanics properties of underwater wet welded low-carbon A36 steel have been investigated. Based on the observation of microstructures, the volume fraction of ferrite in weld metal structures increases with the cooling rate due to the increasing water flow rate.
- The highest microhardness was measured on the HAZ, followed by the weld metal and the base metal, for all the test samples. The mechanical properties of the specimen increase with the rate and variability of water flow. The best mechanical properties are possessed by welding with the highest flow rate, with a tensile strength of 534.1 MPa and 3.6% elongation, whereas Vickers microhardness in the HAZ area is 424 HV and the impact strength is 1.47 J/mm2.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lasabuda, R. Regional Development in Coastal and Ocean in Archipelago Perspective of The Republic of Indonesia. J. Ilmiah Platax 2013, 1, 92–101. [Google Scholar] [CrossRef]
- Roza, E. Maritim Indonesia, Kemewahan Yang Luar Biasa. 2017. Available online: http://kkp.go.id/artikel/2233-maritim-indonesia-kemewahan-yang-luar-biasa (accessed on 7 March 2019).
- Surojo, E.; Wicaksana, N.I.; Saputro, Y.C.N.; Budiana, E.P.; Muhayat, N.; Triyono; Prabowo, A.R. Effect of Welding Parameter on the Corrosion Rate of Underwater Wet Welded SS400 Low Carbon Steel. Appl. Sci. 2020, 10, 5843. [Google Scholar] [CrossRef]
- Chen, H.; Guo, N.; Shi, X.; Du, Y.; Feng, J.; Wang, G. Effect of water flow on the arc stability and metal transfer in underwater flux-cored wet welding. J. Manuf. Process. 2018, 31, 103–115. [Google Scholar] [CrossRef]
- Zhai, Y.; Yang, L.; He, T.; Liu, Y. Weld morphology and microstructure during simulated local dry underwater FCTIG. J. Mater. Process. Technol. 2017, 250, 73–80. [Google Scholar] [CrossRef]
- Guo, N.; Du, Y.; Feng, J.; Guo, W.; Deng, Z. Study of underwater wet welding stability using an X-ray transmission method. J. Mater. Process. Technol. 2015, 225, 133–138. [Google Scholar] [CrossRef]
- Łabanowski, J.; Fydrych, D.; Rogalski, G. Underwater Welding–A Review. Adv. Mater. Sci. Eng. 2008, 8. [Google Scholar] [CrossRef]
- Tomków, J.; Fydrych, D.; Wilk, K. Effect of Electrode Waterproof Coating on Quality of Underwater Wet Welded Joints. Materials 2020, 13, 2947. [Google Scholar] [CrossRef]
- Simanjuntak, R.; Muhayat, N.; Prabowo, A.R.; Saputro, Y.C.N.; Triyono. Effect of environment on the defects of welded aluminum AA 1100. AIP Conf. Proc. 2020, 2217, 030135. [Google Scholar] [CrossRef]
- Lamet; Bruno, L.A.; Richard, L.A.; William, R.J.R. Hand Book of Welding, Brazing, Soldering. ASM Int. 1993, 6, 254. [Google Scholar]
- Zhang, Y.; Jia, C.; Zhao, B.; Hu, J.; Wu, C. Heat input and metal transfer influences on the weld geometry and microstructure during underwater wet FCAW. J. Mater. Process. Technol. 2016, 238, 373–382. [Google Scholar] [CrossRef]
- Wang, J.; Sun, Q.; Pan, Z.; Yang, J.; Feng, J. Effects of welding speed on bubble dynamics and process stability in mechanical constraint-assisted underwater wet welding of steel sheets. J. Mater. Process. Technol. 2019, 264, 389–401. [Google Scholar] [CrossRef]
- Feng, J.; Wang, J.; Sun, Q.; Zhao, H.; Wu, L.; Xu, P. Investigation on dynamic behaviors of bubble evolution in underwater wet flux-cored arc welding. J. Manuf. Process. 2017, 28, 156–167. [Google Scholar] [CrossRef]
- Syahputri, E.; Surojo, E.; Budiana, E.P.; Triyono. Current Research and Recommended Development on Fatigue Behavior of Underwater Welded Steel. Procedia Struct. Integr. 2020, 27, 54–56. [Google Scholar] [CrossRef]
- American Welding Society. Welder’s Visual Inspection Handbook, 3rd ed.; American Welding Society: Miami, FL, USA, 2013. [Google Scholar]
- Chen, H.; Guo, N.; Huang, L.; Zhang, X.; Feng, J.; Wang, G. Effects of arc bubble behaviors and characteristics on droplet transfer in underwater wet welding using in-situ imaging method. Mater. Des. 2019, 170, 107696. [Google Scholar] [CrossRef]
- Muhayat, N.; Matien, Y.A.; Sukanto, H.; Saputro, Y.C.N.; Triyono. Fatigue life of underwater wet welded low carbon steel SS400. Heliyon 2020, 6, e03366. [Google Scholar] [CrossRef]
- Surojo, E.; Anindito, J.; Paundra, F.; Prabowo, A.R.; Budiana, E.P.; Muhayat, N.; Badaruddin, M.; Triyono. Effect of water flow and depth on fatigue crack growth rate of underwater wet welded low carbon steel SS400. Open Eng. 2021, 11, 329–338. [Google Scholar] [CrossRef]
- Chen, H.; Guo, N.; Shi, X.; Du, Y.; Feng, J.; Wang, G. Effect of hydrostatic pressure on protective bubble characteristic and weld quality in underwater flux-cored wire wet welding. J. Mater. Process. Technol. 2018, 259, 159–168. [Google Scholar] [CrossRef]
- Van Nguyen, A.; Tashiro, S.; Ngo, M.H.; Van Bui, H.; Tanaka, M. Effect of the eddies formed inside a weld pool on welding defects during plasma keyhole arc welding. J. Manuf. Process. 2020, 59, 649–657. [Google Scholar] [CrossRef]
- Cerit, M.; Kokumer, O.; Genel, K. Stress concentration effects of undercut defect and reinforcement metal in butt welded joint. Eng. Fail. Anal. 2010, 17, 571–578. [Google Scholar] [CrossRef]
- Wang, J.; Sun, Q.; Ma, J.; Teng, J.; Jin, P.; Feng, J. Investigation of acoustic radiator affecting bubble-acoustic interaction in ultrasonic wave-assisted UWW at shallow water. J. Manuf. Process 2019, 37, 563–577. [Google Scholar] [CrossRef]
- Di, X.; Ji, S.; Cheng, F.; Wang, D.; Cao, J. Effect of cooling rate on microstructure, inclusions and mechanical properties of weld metal in simulated local dry underwater welding. Mater. Des. 2015, 88, 505–513. [Google Scholar] [CrossRef]
- Gao, W.; Wang, D.; Cheng, F.; Di, X.; Deng, C.; Xu, W. Microstructural and mechanical performance of underwater wet welded S355 steel. J. Mater. Process. Technol. 2016, 238, 333–340. [Google Scholar] [CrossRef]
- Wang, J.; Sun, Q.; Zhang, S.; Wang, C.; Wu, L.; Feng, J. Characterization of the underwater welding arc bubble through a visual sensing method. J. Mater. Process. Technol. 2018, 251, 95–108. [Google Scholar] [CrossRef]
- Lincoln Electric. E7018 Composition Catalogue; Publication C2.10.10, Issue Date: May 2014; Lincoln Electric: Cleveland, OH, USA, 2014. [Google Scholar]
- Wang, G.-Q.; Li, Q.; Li, Y.-J.; Wu, A.-P.; Ma, N.-X.; Yan, D.-Y.; Wu, H.-Q. Effects of weld reinforcement on tensile behavior and mechanical properties of 2219-T87 aluminum alloy TIG welded joints. T. Nonferr. Metal. Soc. 2017, 27, 10–16. [Google Scholar] [CrossRef]
- Çolak, Z.; Ayan, Y.; Kahraman, N. Weld morphology and mechanical performance of marine structural steel welded underwater in a real marine environment. Int. J. Adv. Manuf. Technol. 2020, 109, 491–501. [Google Scholar] [CrossRef]
- Prabowo, A.; Do, Q.T.; Cao, B.; Bae, D.M. Land and Marine-based Structures subjected to Explosion Loading: A review on Critical Transportation and Infrastructure. Proc. Struct. Integ. 2020, 27, 77–84. [Google Scholar] [CrossRef]
- Muttaqie, T.; Thang, D.Q.; Prabowo, A.R.; Cho, S.R.; Sohn, J.M. Numerical studies of the failure modes of ring-stiffened cylinders under hydrostatic pressure. Struct. Eng. Mech. 2019, 70, 431–443. [Google Scholar] [CrossRef]
- Nubli, H.; Prabowo, A.R.; Sohn, J.M. Fire phenomenon of natural gas leak accidents on the lng-fueled ship using computational fluid dynamic. Int. Conf. Offshore Mech. Arct. Eng. 2020, 84324, V02AT02A066. [Google Scholar] [CrossRef]
- Prabowo, A.R.; Cahyono, S.I.; Sohn, J.M. Crashworthiness assessment of thin-walled double bottom tanker: A variety of ship grounding incidents. Theo. Appl. Mech. Lett. 2019, 9, 320–327. [Google Scholar] [CrossRef]
- Yusvika, M.; Prabowo, A.R.; Tjahjana, D.D.D.P.; Sohn, J.M. Cavitation prediction of ship propeller based on temperature and fluid properties of water. J. Mar. Sci. Eng. 2020, 8, 465. [Google Scholar] [CrossRef]
- Ridwan, R.; Prabowo, A.R.; Muhayat, N.; Putranto, T.; Sohn, J.M. Tensile analysis and assessment of carbon and alloy steels using FE approach as an idealization of material fractures under collision and grounding. Curved. Layered. Struct. 2020, 7, 188–198. [Google Scholar] [CrossRef]
- Prabowo, A.R.; Bae, D.M. Environmental risk of maritime territory subjected to accidental phenomena: Correlation of oil spill and ship grounding in the Exxon Valdez’s case. Res. Eng. 2019, 4, 100035. [Google Scholar] [CrossRef]
- Liu, B.; Villavicencio, R.; Pedersen, P.T.; Soares, C.G. Analysis of structural crashworthiness of double-hull ships in collision and grounding. Mar. Struct. 2021, 76, 102898. [Google Scholar] [CrossRef]
- Liu, J.; Huang, Z. Fire and Explosion Risk Analysis and Evaluation for LNG Ships. Proc. Eng. 2012, 45, 70–76. [Google Scholar] [CrossRef]
- Prabowo, A.R.; Bae, D.M.; Sohn, J.M.; Cao, B. Energy behavior on side structure in event of ship collision subjected to external parameters. Heliyon 2016, 2, e00192. [Google Scholar] [CrossRef] [PubMed] [Green Version]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| A36 | C | Si | Mn | P | S | Cr | Ni | Cu | Nb |
|---|---|---|---|---|---|---|---|---|---|
| (wt%) | 0.19 | 0.128 | 0.472 | 0.044 | 0.053 | 0.025 | 0.014 | 0.015 | 0.0082 |
| E7018 | C | Si | Mn | P | S | Cr | Ni |
|---|---|---|---|---|---|---|---|
| (wt%) | 0.08 | 0.68 | 1.55 | 0.02 | 0.01 | 0.07 | 0.06 |
| Specimen | Defect | Total | Max. Size |
|---|---|---|---|
| A | Underfilled (F) | 1 | 1.0 mm |
| Spatter (S) | 84 | 1.2 mm | |
| B | Porosity (P) | 7 | 1.5 mm |
| Spatter (S) | 8 | 4.1 mm | |
| Undercut (U) | 8 | 6.1 mm | |
| C | Porosity (P) | 9 | 1.0 mm |
| Spatter (S) | 4 | 3.2 mm | |
| Undercut (U) | 12 | 8.8 mm | |
| D | Porosity (P) | 12 | 1.2 mm |
| Spatter (S) | 3 | 3.1 mm | |
| Undercut (U) | 14 | 8.4 mm |
| Variation | Base Metal | Heat-Affected Zone | Weld Metal |
|---|---|---|---|
| Welding on Land |  | ||
 |  |  | |
| Without Flow |  | ||
 |  |  | |
| Non-uniform with Baffle |  | ||
 |  |  | |
| Non-uniform without Baffle |  | ||
 |  |  | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Surojo, E.; Gumilang, A.H.; Triyono, T.; Prabowo, A.R.; Budiana, E.P.; Muhayat, N. Effect of Water Flow on Underwater Wet Welded A36 Steel. Metals 2021, 11, 682. https://doi.org/10.3390/met11050682
Surojo E, Gumilang AH, Triyono T, Prabowo AR, Budiana EP, Muhayat N. Effect of Water Flow on Underwater Wet Welded A36 Steel. Metals. 2021; 11(5):682. https://doi.org/10.3390/met11050682
Chicago/Turabian StyleSurojo, Eko, Aziz Harya Gumilang, Triyono Triyono, Aditya Rio Prabowo, Eko Prasetya Budiana, and Nurul Muhayat. 2021. "Effect of Water Flow on Underwater Wet Welded A36 Steel" Metals 11, no. 5: 682. https://doi.org/10.3390/met11050682
APA StyleSurojo, E., Gumilang, A. H., Triyono, T., Prabowo, A. R., Budiana, E. P., & Muhayat, N. (2021). Effect of Water Flow on Underwater Wet Welded A36 Steel. Metals, 11(5), 682. https://doi.org/10.3390/met11050682