4. Discussion
For the comparison of the performance of the three models, the geometric mean bias (
GMB) and the geometric mean variance (
GMV) were selected as statistical indicators. The model performance is based on the model capacity of accurately reproducing the processed data.
GMB and
GMV provide a complete and compact way to assess the model performance and they are particularly suitable for datasets where the variables vary by many orders of magnitude, as in the present case [
28]
where
av and
pv are the actual values (processed data) and the model predicted values respectively; the overline is the arithmetic mean. The Geometric Mean Bias measures the relative mean bias, which represents only the systematic error. In a perfect model
GMB = 1, whereas
GMB > 1 indicates a systematic under-prediction of the model and
GMB < 1 a systematic over-prediction. A factor of two in the mean corresponds to
GMB = 2 in case of under-prediction or 0.5 in case of over-prediction. The geometric mean variance measures the relative scatter and includes both the systematic and the random error. For the perfect model
GMV = 1 and a value of about 1.6 for
GMV indicates a factor of two for the scatter.
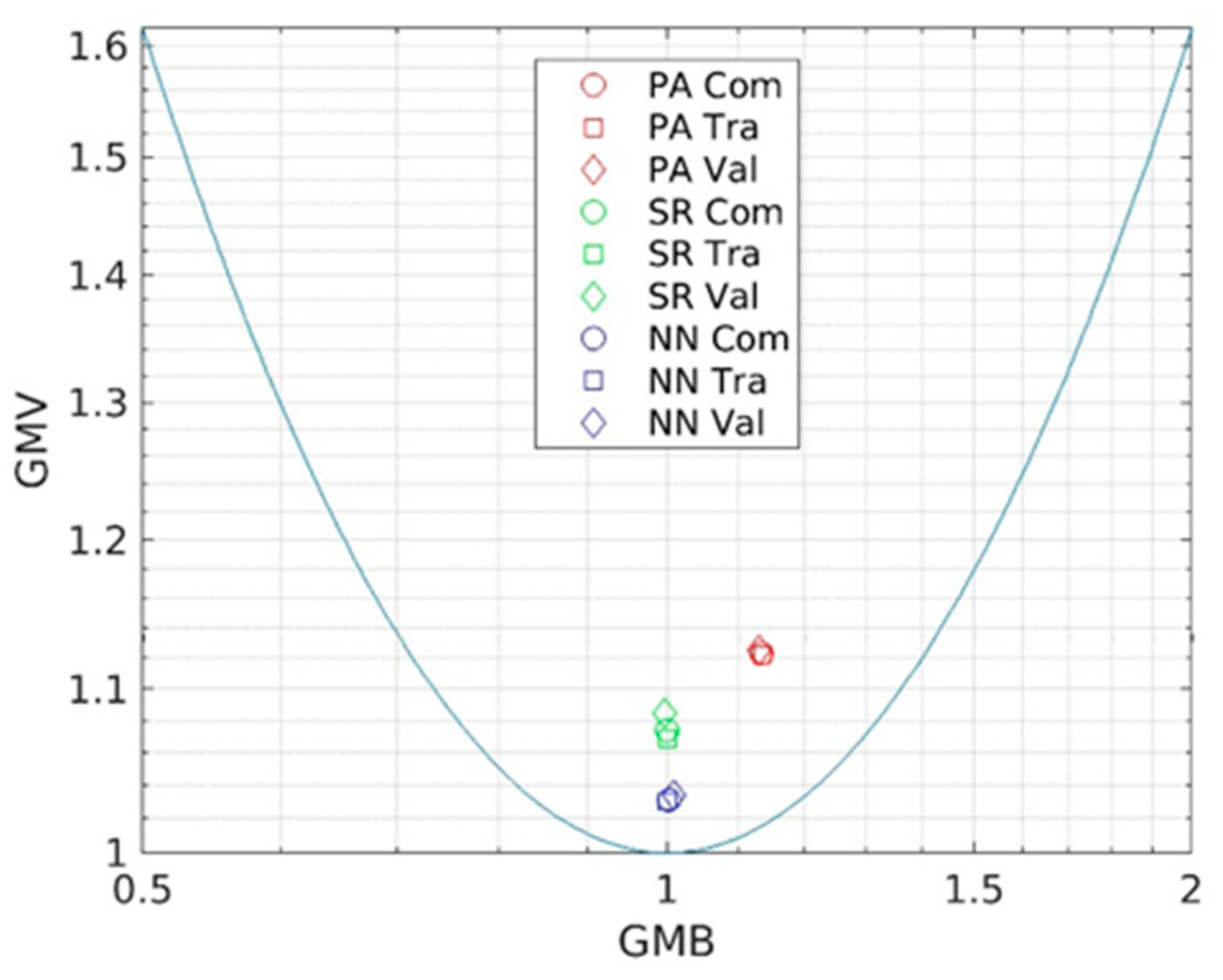
In
Figure 13,
GMB and
GMV are shown for the three models. The parabola indicates the minimum
GMV value for a given
GMB. For each model, the statistical indicators for the training dataset, for the validation dataset, and for the complete dataset (i.e., the combined training and validation sets), have very similar values, and that is a further indication that the optimization processes were properly performed—e.g., no overfitting occurred.
GMB is about 1 for the NN and SR model, indicating the absence of systematic error in the models. For the PA model,
GMB ≈ s1.13 indicates a slight tendency to a systematic under-prediction.
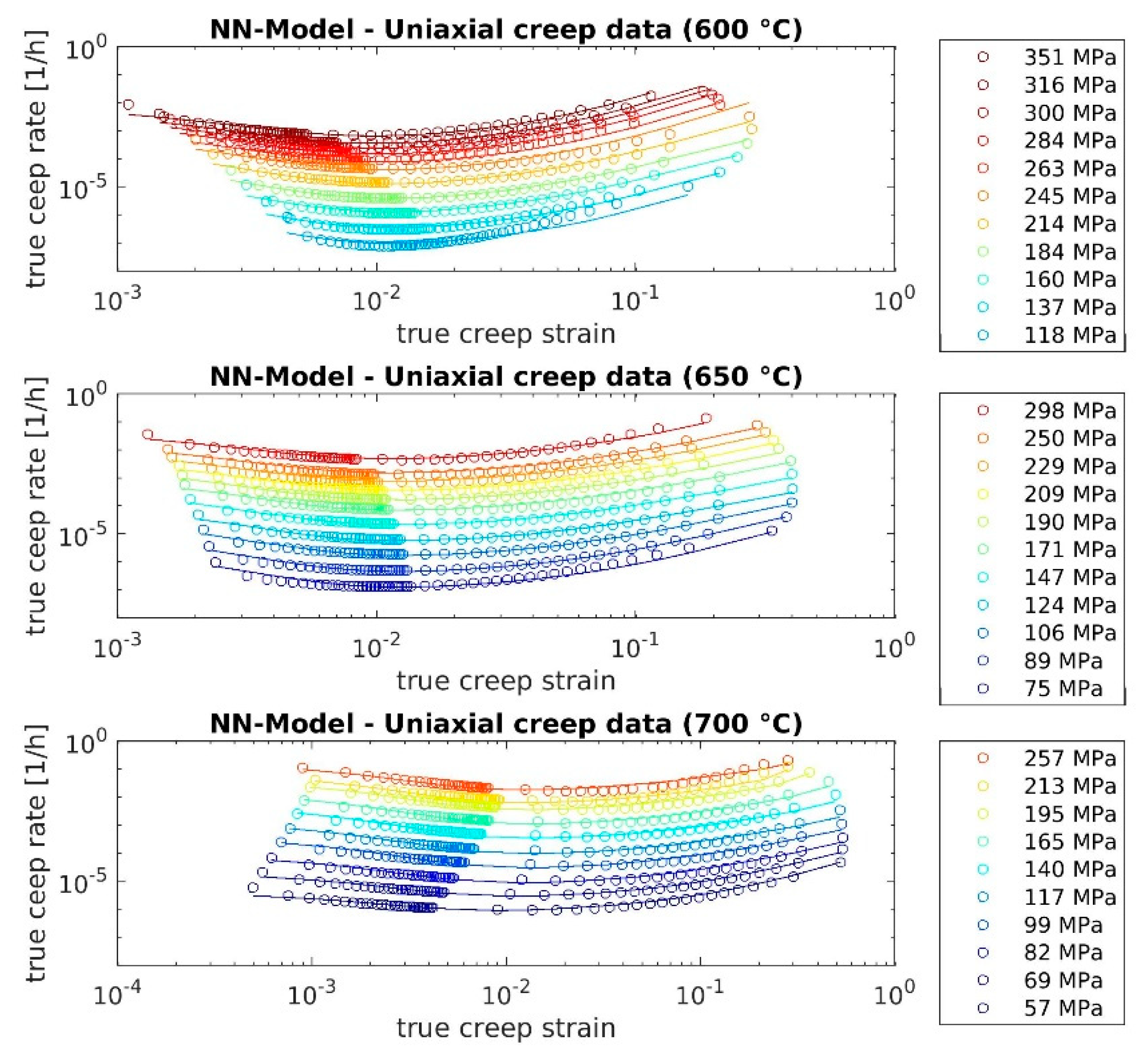
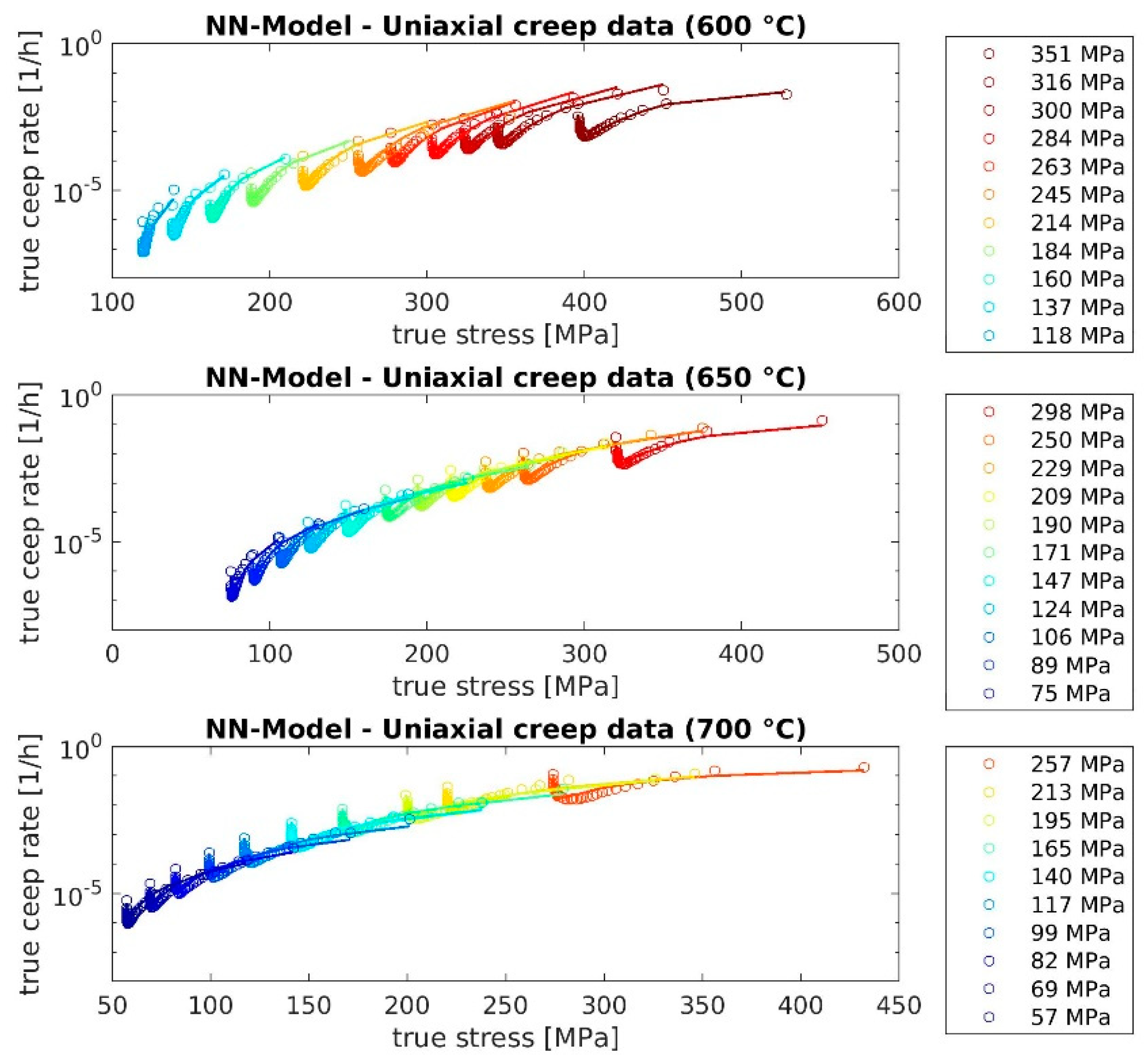
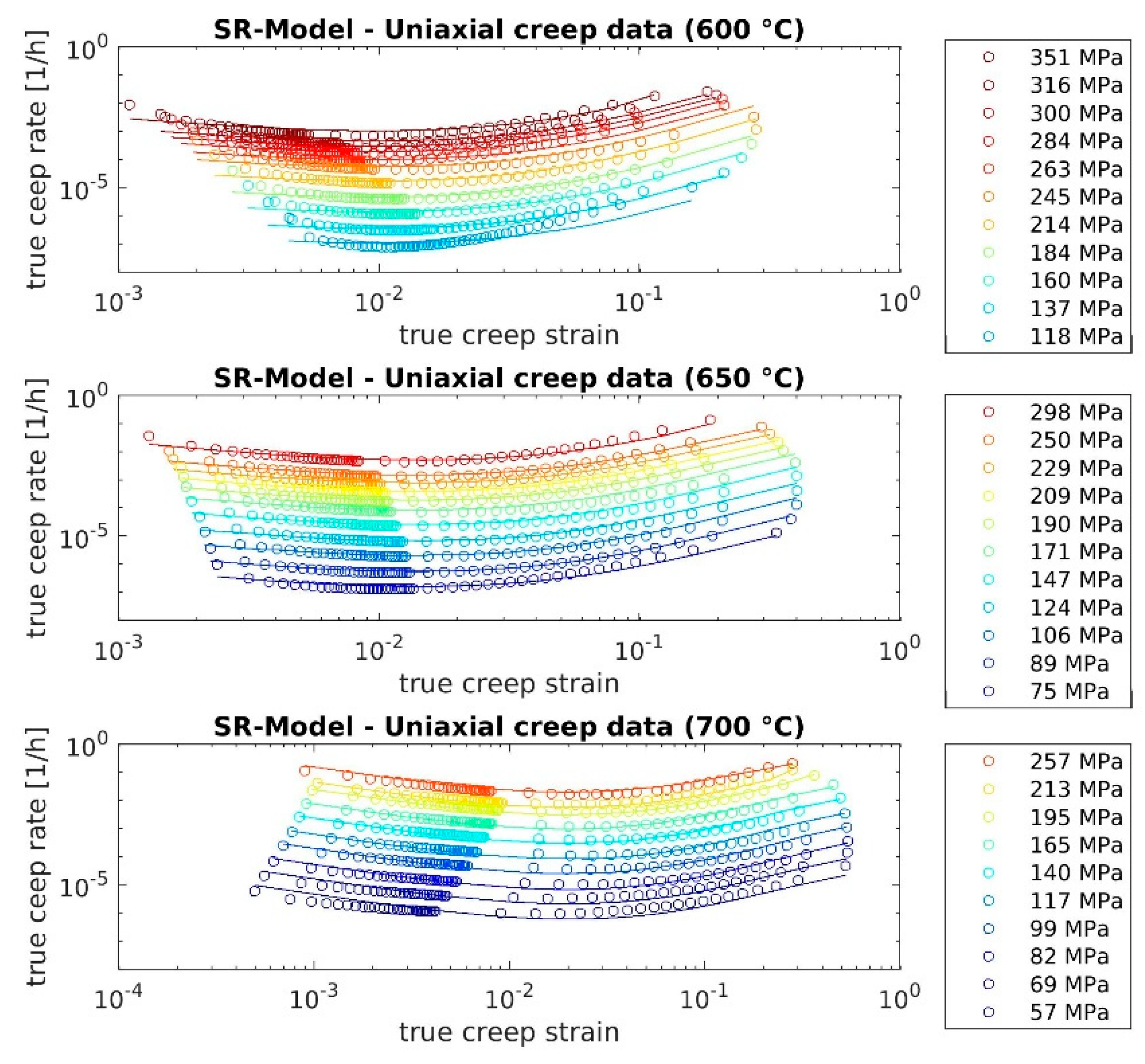
GMV is equal to about 1.03, 1.07, and 1.12 for the NN, RS, and PA model respectively. The statistical analysis shows that the most accurate model in term of better fitting to the LCSP processed data is the NN model, followed by the RS model and then the PA model. However, all the three models show a good accuracy, as demonstrated by the small value of the statistical indicators.
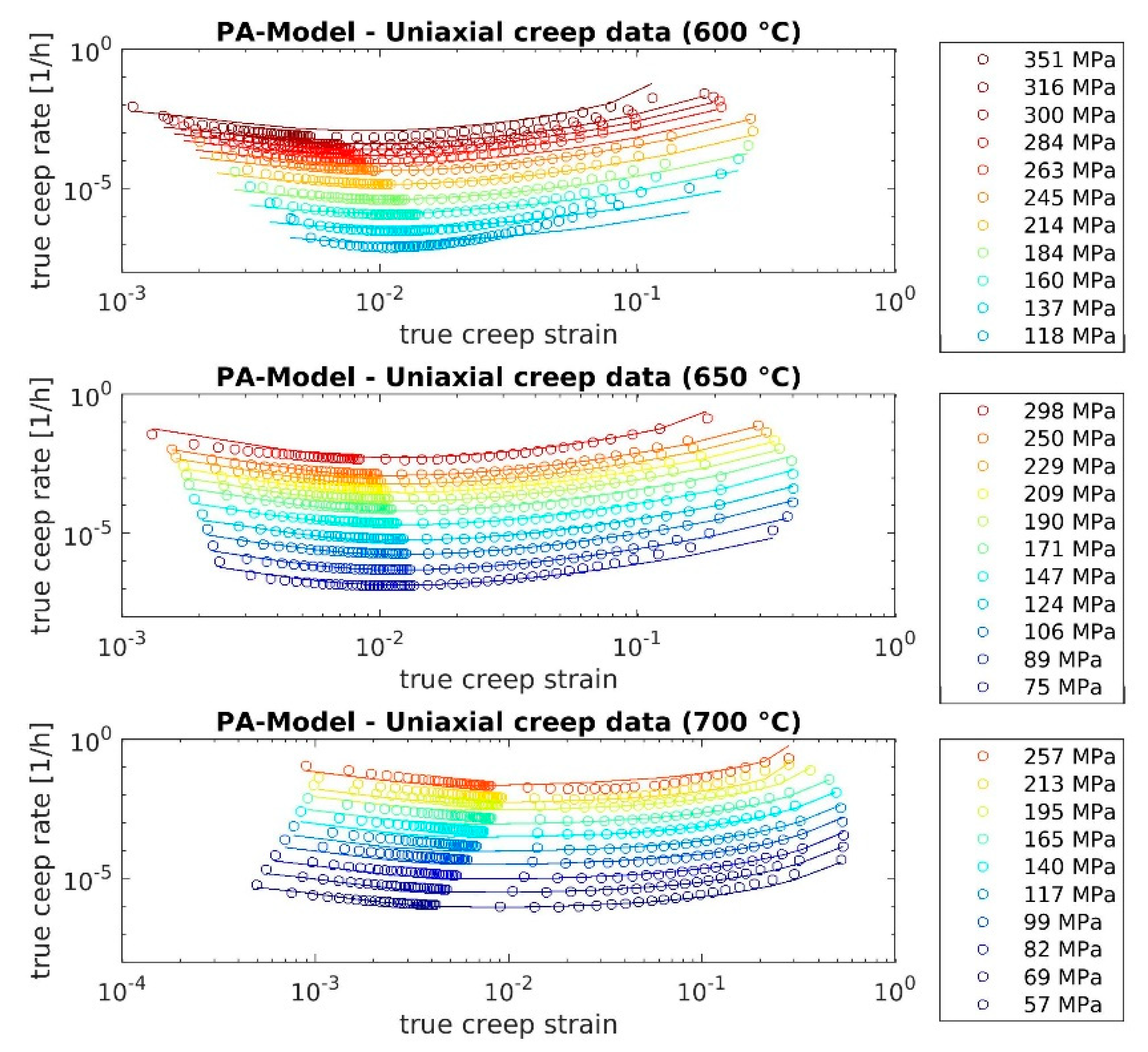
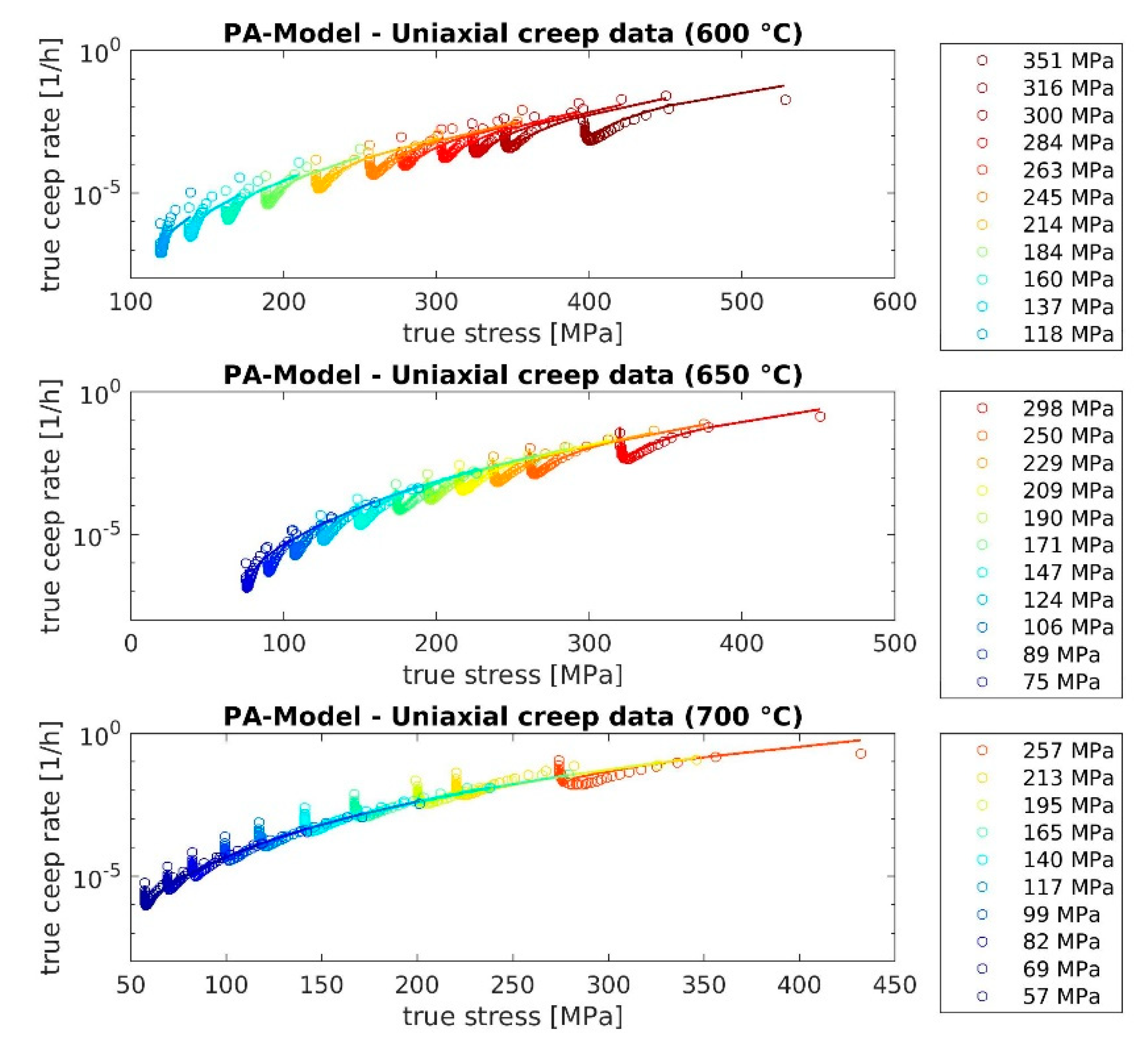
In the PA model, three expressions are provided for the fixed temperatures of 600 °C, 650 °C, and 700 °C while the in the NN and RS model, there is only one general expression which can be applied for any temperature between 600 °C and 700 °C.
Another advantage of the NN and SR model compared to the PA model is the fact that they can be developed with an automatic procedure while the PA model requires two steps and the second step is not completely automatic if unphysical values are generated like in this investigation. Therefore, the procedure for the PA model development is more complicated and time-consuming.
On the other hand, the PA model is the only model with a pre-defined form that is based on the phenomenological dependence of the creep rate on the true stress and true creep strain and where the primary, secondary, and tertiary regime can be identified easily. The physics of the creep phenomena cannot be identified in the expression of the NN model. Compared to the NN model, in principle in the SR model it is easier to relate the mathematical expression to the physics of the phenomena and to perform the analysis of the contribution of the different terms to the creep rate, helping to reveal the physics underlying the observed phenomena. However, a complete analysis of this type goes beyond the scope of this paper.
A set of experiments from the literature was used for the comparison between the simulation results and measurement data. The uni-axial creep experiments were performed for the following conditions: the engineering stress equal to 300, 280, 260, 240, 220, 200, 180, and 150 MPa at 600 °C; the engineering stress equal to 240, 200, 160, 140, 120, and 100 MPa at 650 °C; and the engineering stress equal to 170, 150, 120, 100, and 80 MPa at 700 °C [
16].
For the same conditions of temperature and stress, FE simulations of creep tests on uniaxial specimens have been performed with the Abaqus code [
29] and the Z-mat material library [
30]. Z-mat provides a collection of constitutive models and can easily be extended with new models. In this case, the constitutive tensile model from Equation (2) as the time-independent component has been combined in the Z-mat input file with the creep rate models (from Equations (4), (6), and (10)) as the visco-plastic component.
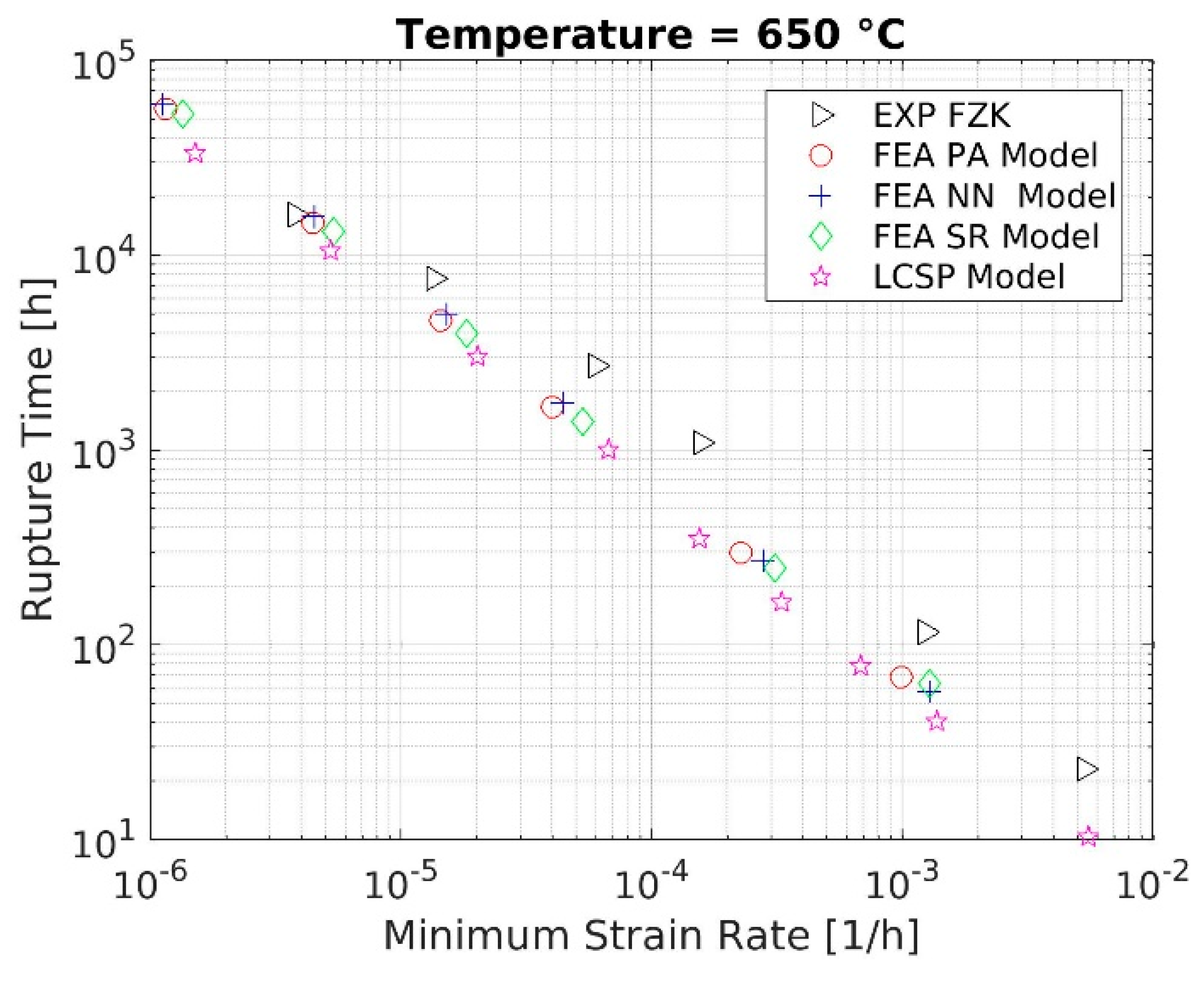
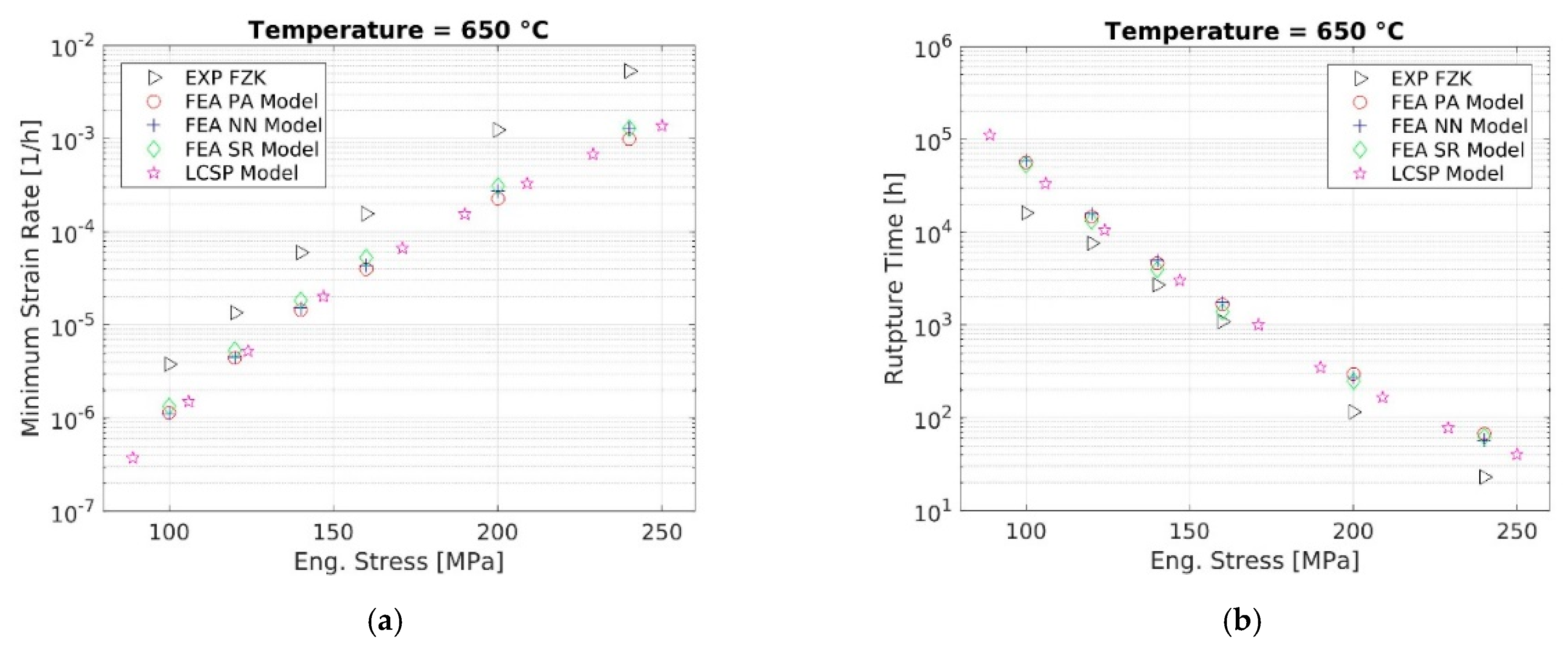
In
Figure 14 and
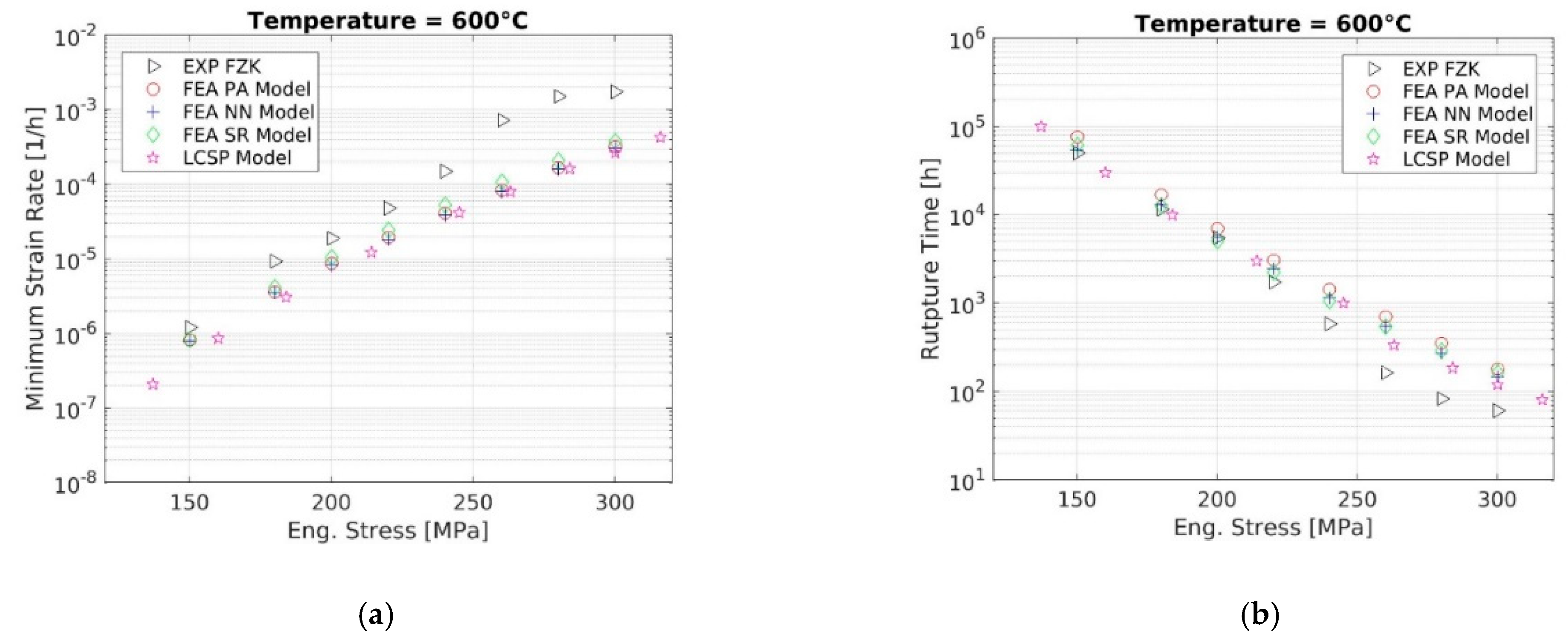
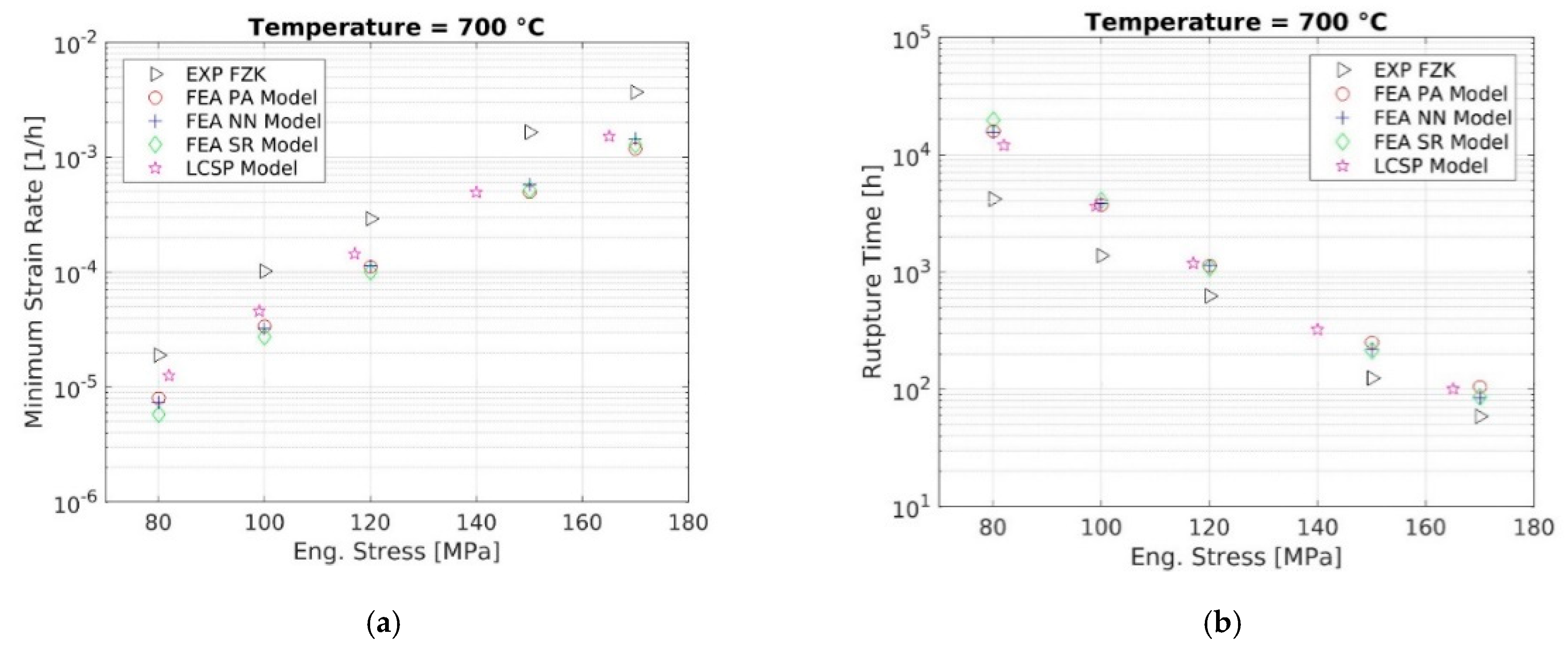
Figure 15, the comparison between the LCSP engineering processed data, the experimental measurements and the simulation results from the FE analysis are shown for 650 °C. The following considerations are valid also for 700 °C and 600 °C as shown in
Figure A7 and
Figure A8 in
Appendix C, noting that the engineering stresses for LCSP are those that can be found in the rupture strength table of the RCC-MRx code i.e., they are different from the engineering stresses in the FZK experiments shown in the figures.
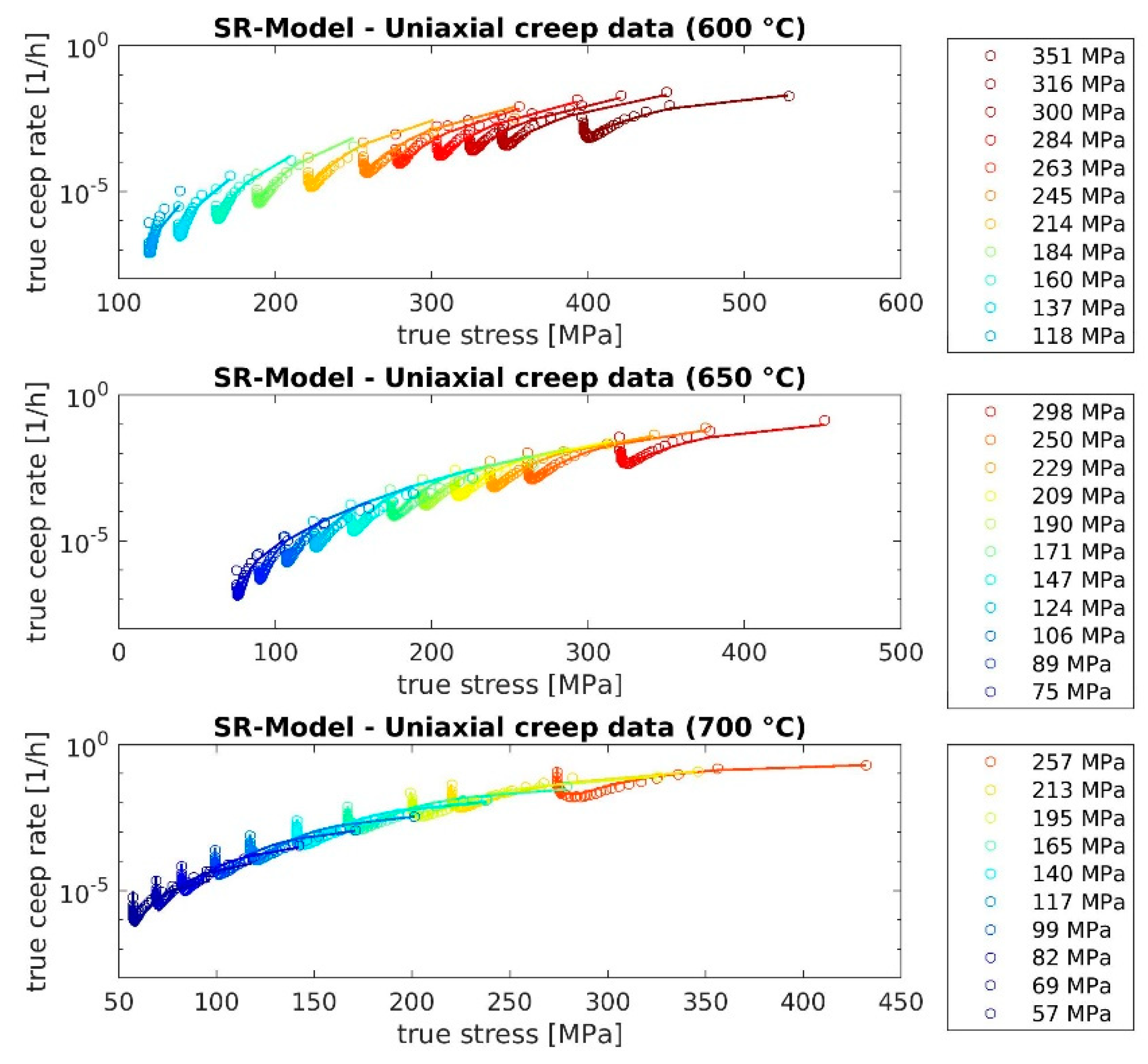
The LCSP processed data have been used for the development of the creep rate models. Therefore, the results from the FEA simulations are in good agreement among themselves (
Figure 15). Moreover, a good level of agreement between the LCSP data and the creep models is demonstrated in the same figure.
The FZK experimental rupture times are shorter than LCSP values, and consistently the minimum strain rate is larger in the FZK experiments than in the LCSP data. It is known that different batches of the same material can have different properties within a certain range. For this reason, in RCC-MRx the rupture times are provided both for an average value of the rupture stress and for a minimum value. The LCSP processed data are based on the average RCC-MRx data and the discrepancy between the LCSP data and the FZK indicates that the average RCC-MRx material is stronger than the material in the FZK experiments. FZK measurements of rupture times lay between the average and minimum RCC-MRx values. Therefore, the 316L(N) in the FZK experiments can be considered as a specific case at the lower end of the range of materials whose data were included in the RCC-MRx code. However, the results of the FEA simulations show the same qualitative trends as the FZK measurements.
It must be noted that the optimization of the
Ai and
Bi parameters in Equation (5) of the PA model is performed for the engineering stress as shown in
Section 3.1. For simulations of uni-axial tests, the value of the engineering stress is known, so in principle one could use Equation (5) with the engineering stress in the calculations. However, for other tests such as the small punch tests, the engineering stress is not known and the calculation provides the true stress. Therefore, it is assumed that the true stress could be used in Equation (5) in the application of the model, although using the engineering stress would be more consistent. The assumption of using the engineering stress in the second step of the optimization procedure and the true stresses in the application of the derived creep model is justified as follows:
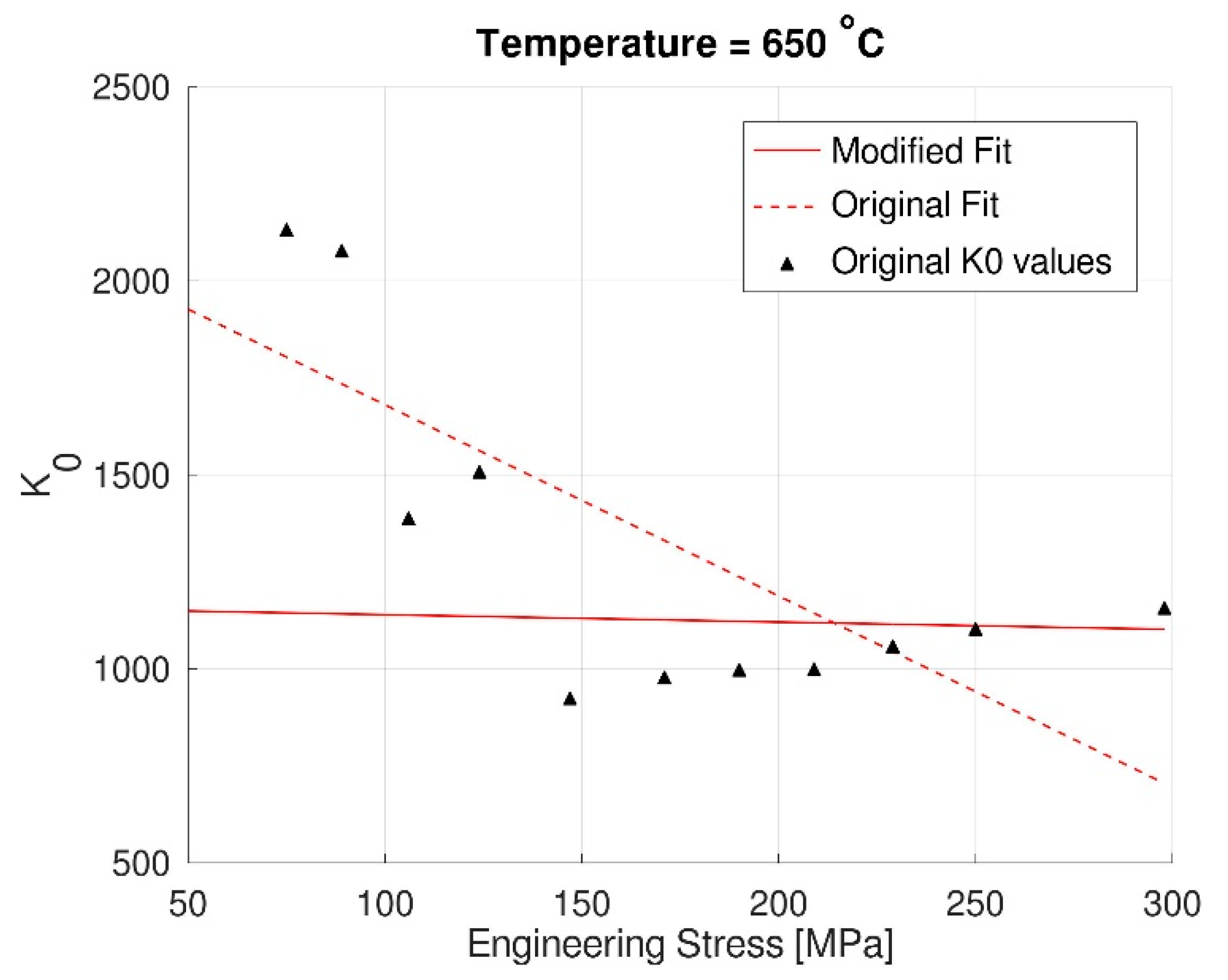
As shown in
Table 2, for the 700 °C all
Bi are zero, and therefore there is no dependence of Equation (5) on the stress and there is no effect of the assumption. For the 650 °C, the
Bi are zero or very small, causing a weak dependence on the stress, as shown in
Figure 9, where
K0 is almost constant for a wide range of stress. Also, for the 600 °C, the situation is similar for most of the
Bi although
B4 has a larger value.
In
Appendix D (
Table A2) the ratio of the minimum strain rates and the ratio of the rupture times for the simulation results with the true values and the engineering values of the stress in Equation (5). Those ratios show a maximum difference of 1% for the minimum strain rates and 2% for the rupture times. The ratios values for the 700 °C are not shown because they are equal to 1.
Author Contributions
Conceptualization, S.H. and K.-F.N.; Formal analysis, D.B., S.H. and M.B.; Investigation, D.B. and S.H.; Methodology, D.B., S.H., K.-F.N. and M.B.; Project administration, I.S.; Software, D.B., M.B. and I.S.; Supervision, K.-F.N.; Validation, D.B., S.H. and M.B.; Visualization, D.B. and M.B.; Writing—original draft, D.B., S.H., K.-F.N. and M.B.; Writing—review and editing, D.B., S.H., K.-F.N., M.B. and I.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
The initial RCC-MRx data cannot be made publicly available because of confidentiality issues.
Acknowledgments
This work was carried out within the multi-year program of the European Commission’s Joint Research Centre under the auspices of the PreMaCor institutional project. The authors would like to thank the Forschungszentrum Karlsruhe GmbH Technik und Umwelt FZK (currently Karlsruhe Institute of Technology—KIT) for the experimental data.
Conflicts of Interest
The authors declare no conflict of interest.
Nomenclature
| Ag | uniform elongation |
| av | actual values |
| bi | fitting parameters, Equation (4) |
| E | Young’s modulus |
| et | engineering total strain (/); |
| effp | average eng. strain at the end of primary creep (/); εffp in RCC-MRx |
| average eng. creep strain rate for primary creep (1/h); in RCC-MRx |
| average eng. strain rate for secondary creep (1/h); in RCC-MRx |
| gi | parameters in Equation (10) |
| GMB | Geometric Mean Bias |
| GMV | Geometric Mean Variance |
| Hi | activation function in neural network |
| hi,j | coefficients in activation function Hi |
| ki | coefficients in neural network model |
| Ki, Ai, Bi | fitting parameters in Equation (5) |
| n | number of nodes in the hidden layer of the neural network |
| nNort, KNort | exponent and denominator in Norton law—Equation (8) |
| pv | model predicted values |
| PR0, PH, PQ1, PQ2, Pb1, and Pb2 | fitting parameters in Equation (2) for tensile properties |
| R | engineering stress (MPa) |
| R0 | Initial engineering stress (MPa)—applied force divided by the original cross-section area of the test sample |
| RSMRE | Root Square Mean Relative Error |
| T | temperature (°C) |
| t | time (h) |
| tu | Time to rupture for a test piece maintained at specified T and initial stress R0 (h) |
| tfp | RCC-MRx average end of the primary creep time (h) |
| x0, p, and C | fitting parameters in LCSP model—Equation (3) |
| εt | true total strain (/) |
| εe | true elastic strain (/) |
| εp | true plastic strain (/) |
| εf | true creep strain (/) |
| true creep strain rate (1/h) |
| σt | true stress (MPa) |
References
- Holdsworth, S.R. Constitutive equations for creep curves and predicting service life. In Creep Resistant Steels; Abe, F., Kern, T.-U., Viswanathan, R., Eds.; CRC Press Woodhead Publishing Limited: Cambridge, UK, 2008; pp. 403–420. [Google Scholar]
- Granacher, J.; Möhlig, H.; Schwienheer, M.; Berger, C. Creep equation for high temperature material. In Proceedings of the 7th International Conference on Creep & Fatigue at Elevated Temperatures (Creep 7), Tsukuba, Japan, 3–8 June 2001; pp. 609–616. [Google Scholar]
- Merckling, G. Metodi di calcolo a confronto per la previsione dellulteriore esercibilità in regime di scorrimento viscoso. In Proceedings of the Conference on Fitness for Service, Giornata di Studio CESI-CONCERT, Milan, Italy, 28 November 2002. [Google Scholar]
- Esposito, L.; Bonora, N.; De Vita, G. Creep modelling of 316H stainless steel over a wide range of stress. Struct. Integr. Procedia 2016, 2, 927–933. [Google Scholar]
- Praveen, C.; Christopher, J.; Ganesan, V.; Prasad Reddy, G.V.; Sasikalaa, G.; Albert, S.K. Constitutive modelling of transient and steady state creep behaviour of type 316LN austenitic stainless steel. Mech. Mater. 2019, 137, 103–122. [Google Scholar] [CrossRef]
- Praveen, C.; Christopher, J.; Ganesan, V.; Prasad Reddy, G.V.; Albert, S.K. Influence of varying nitrogen on creep deformation behaviour of 316LN austenitic stainless steel in the framework of the state-variable approach. Mater. Sci. Eng. A 2021, 803, 1–13. [Google Scholar] [CrossRef]
- RCC-MRx. Design and Construction Rules for Mechanical Components of Nuclear Installations: High Temperature, Research and Fusion Reactors, Afcen RCC-MRx Code 2018 Edition ed; Afcen: Courbevoie, France, 2018. [Google Scholar]
- Tavassoli, A.-A. 16-8-2 weld metal design data for 316L(N) steel. Fusion Eng. Des. 2008, 83, 1467–1470. [Google Scholar] [CrossRef]
- Lebarbé, T.; Marie, S.; Drubay, B.; Gelineau, O.; Bonne, D.; De La Burgade, F. Presentation of the Afcen RCC-MRx Code for Sodium Reactors (SFR), Research Reactor (RR) and Fusion (ITER): General Overview. In Proceedings of the ASME 2010 Pressure Vessels and Piping Division/K-PVP Conference. ASME 2010 Pressure Vessels and Piping Conference, Bellevue, WA, USA, 18–22 July 2010; Volume 1, pp. 797–802. [Google Scholar]
- Lee, H.-Y. Comparison of elevated temperature design codes of ASME Subsection NH and RCC-MRx. Nucl. Eng. Des. 2016, 308, 142–153. [Google Scholar] [CrossRef]
- Pétesch, C.; Lebarbé, T.; Gelineau, O.; Vallot, D.; Blat-Yrieix, M. 2018 RCC-MRX Code Edition: Context, Overview, On-Going Developments. In Proceedings of the ASME 2018 Pressure Vessels and Piping Conference. Codes and Standards, Prague, Czech Republic, 15–20 July 2018; pp. 1018–1026. [Google Scholar]
- Muñoz Garcia, J.E.; Petesch, C.; Lebarbé, T.; Pascal, C.; Bonne, D.; Vallot, D.; Gelineau, O.; Blat, M. Design and construction rules for mechanical components of high-temperature, experimental and fusion nuclear installations: The RCC-MRX code last edition. In Proceedings of the International Conference on Nuclear Engineering, Proceedings, ICONE27, Ibaraki, Japan, 19–24 May 2019. [Google Scholar]
- Holmström, S.; Auerkari, P. Robust prediction of full creep curves from minimal data and time to rupture model. Energy Mater. Mater. Sci. Eng. Energy Syst. 2006, 1, 249–255. [Google Scholar] [CrossRef]
- Holmström, S.; Auerkari, P. Predicting creep rupture from early strain data. Mater. Sci. Eng. A 2009, 510, 25–28. [Google Scholar] [CrossRef]
- Holmström, S. Engineering Tools for Robust Creep Modeling. VTT Publications. Doctoral Thesis, Aalto University, Espoo, Finland, 2010. [Google Scholar]
- Rieth, M.; Falkenstein, A.; Graf, P.; Heger, S.; Jaentsch, U.; Klimiankou, M.; Materna-Morris, E.; Zimmermann, H. Creep of the Austenitic Steel AISI 316L(N). Experiments and Models; FZKA 7065 Report; Forschungszentrum Karlsruhe GmbH: Karlsruhe, Germany, 2004. [Google Scholar]
- Larson, F.R.; Miller, J. Time-Temperature Relationship for Rupture and Creep Stresses. Trans. ASME 1952, 74, 765–771. [Google Scholar]
- Holmström, S.; Laukkanen, A.; Andersson, T. Creep Life Simulations of EB Welded Copper Overpack. POSIVA Work. Rep. 2012, 96. [Google Scholar]
- Pohja, R. LCSP Creep Strain Model Performance of Zirconium Based Fuel Cladding Materials in Steady State and Transient Creep Conditions. Tech. Rep. 2016. [Google Scholar] [CrossRef]
- Kalyanasundaram, V. Creep, Fatigue and Creep-Fatigue Interactions in Modified 9% Cr–1% Mo (P91) Steels. Theses and Dissertations, University of Arkansas, Fayetteville, AR, USA, 2013. [Google Scholar]
- Storesund, J.; Steingrimsdotter, K.; Rantala, J.; Sollander, R.; Zhouwang, C.; Bolinder, T. Life Time of High Temperature Piping by Stress Analysis and Testing; Energiforsk REPORT: Stockholm, Sweden, 2015; Volume 187, ISBN 978-91-7673-187-1. [Google Scholar]
- Mohrmann, R.; Oesterlin, H. Residual Lifetime Estimation by Scatter Band Analysis of an E911 Pipe Bend of an USC Power Plant. In Proceedings of the 45th MPA-Seminar, Stuttgart, Germany, 1–2 October 2019. [Google Scholar]
- Srinivasan, V.S.; Valsan, M.; Bhanu Sankara Rao, K.; Mannan, S.L.; Raj, B. Low cycle fatigue and creep–fatigue interaction behavior of 316L(N) stainless steel and life prediction by artificial neural network approach. Int. J. Fatigue 2003, 25, 1327–1338. [Google Scholar] [CrossRef]
- Srinivasan, V.S.; Choudhary, B.K.; Mathew, M.D.; Jayakumar, T. Long-term creep-rupture strength prediction for modified 9Cr–1Mo ferritic steel and type 316L(N) austenitic stainless steel. Mater. High Temp. 2012, 29, 41–48. [Google Scholar] [CrossRef]
- JMP Software. Available online: https://www.jmp.com (accessed on 4 February 2019).
- Schmidt, M.; Lipson, H. Distilling free-form natural laws from experimental data. Science 2009, 324, 81–85. [Google Scholar] [CrossRef] [PubMed]
- Schmidt, M.; Lipson, H. Eureqa (Version 1.24) [Software]. Available online: www.nutonian.com (accessed on 28 January 2019).
- Baraldi, D.; Melideo, D.; Kotchourko, A.; Ren, K.; Yanez, J.; Jedicke, O.; Giannissi, S.G.; Tolias, I.C.; Venetsanos, A.G.; Keenan, J.; et al. Development of a Model Evaluation Protocol for CFD Analysis of Hydrogen Safety Issues the SUSANA Project. Int. J. Hydrog. Energy 2017, 42, 7633–7643. [Google Scholar] [CrossRef]
- Abaqus Software. Available online: https://www.3ds.com/products-services/simulia/products/abaqus/ (accessed on 10 January 2019).
- Zmat Material Model Library Software. Available online: http://www.zset-software.com/products/z-mat/ (accessed on 10 January 2019).
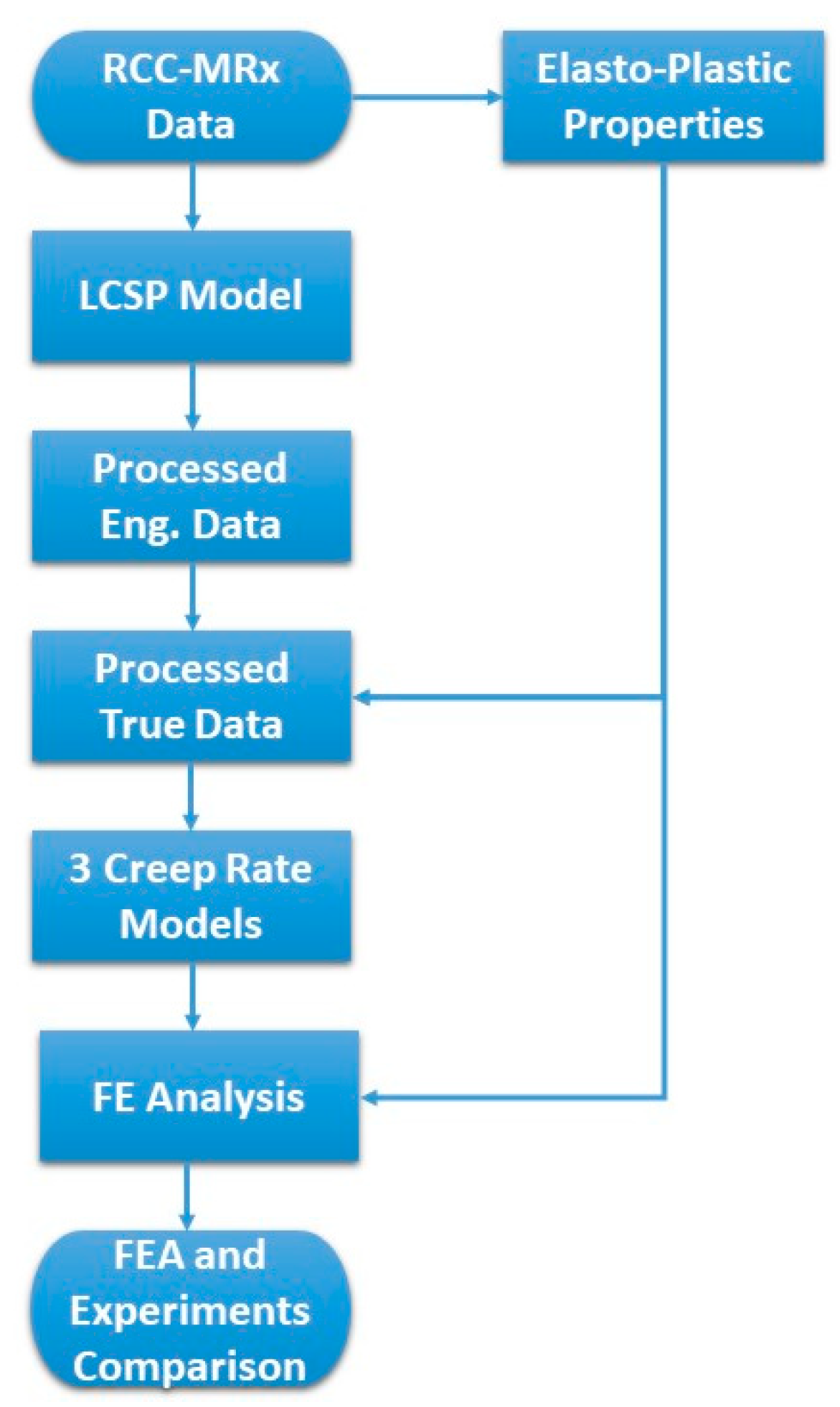
Figure 1.
Flow chart with the layout of the content of the paper.
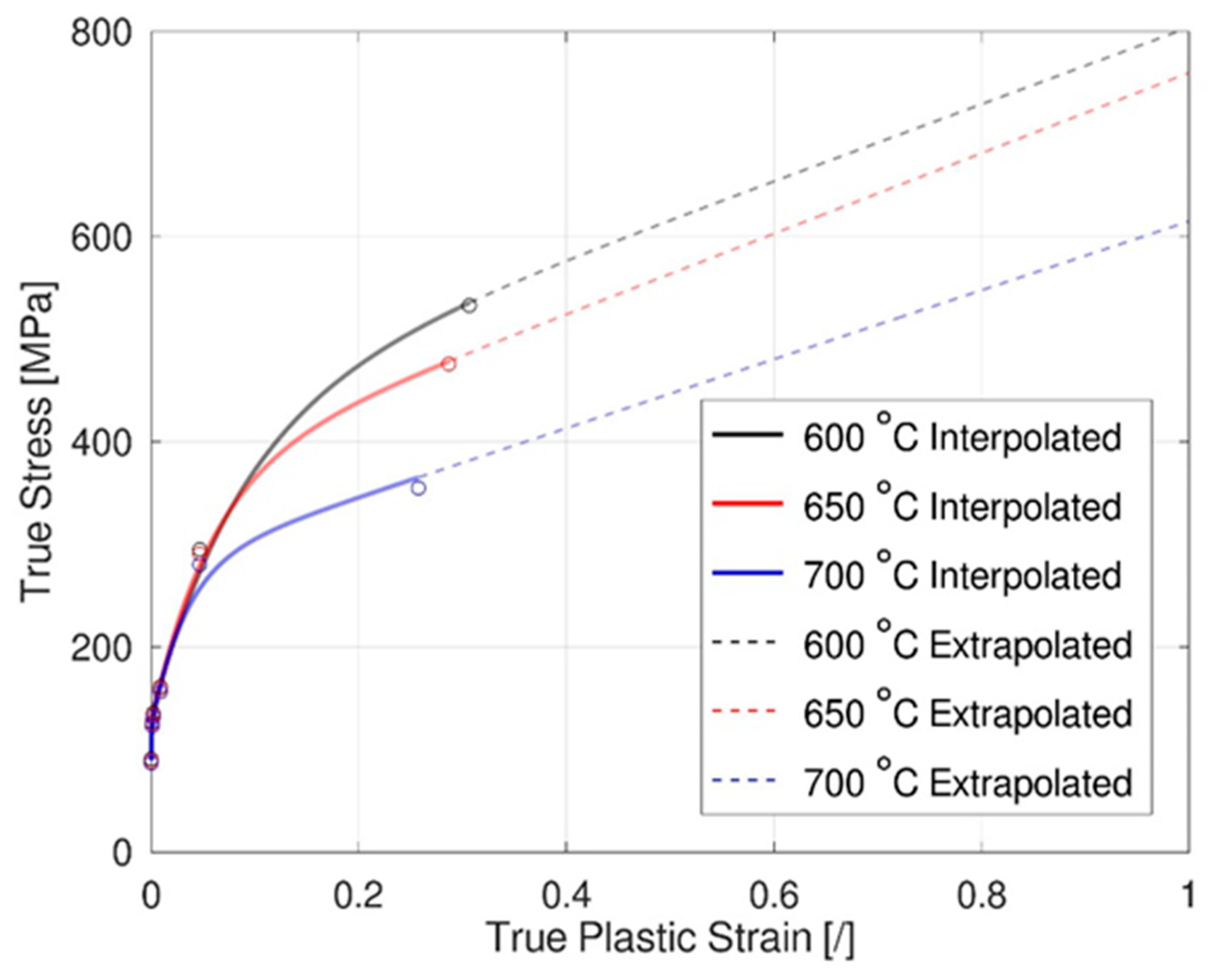
Figure 2.
True stress vs. true plastic strain at 600 °C, 650 °C, and 700 °C. Circles for the RCC-MRX data and line for the fitted Equation (2). Continuous line for interpolated values and dashed line for extrapolated values.
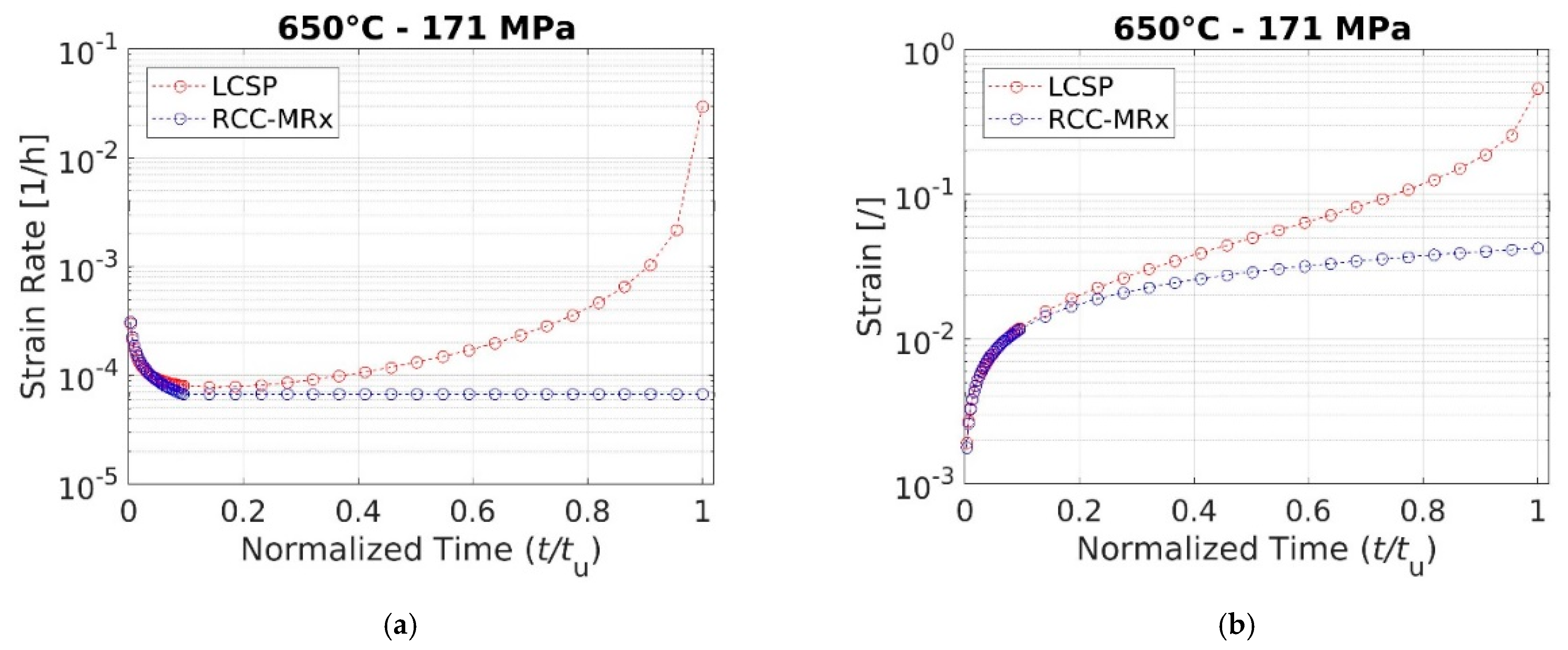
Figure 3.
T = 650 °C, tu = 1000 h and engineering stress = 171 MPa. (a) engineering creep strain rate strain vs. normalized time and (b) engineering creep strain rate strain vs. normalized time for an RCC-MRx calculated primary–secondary creep curve and the corresponding LCSP curve.
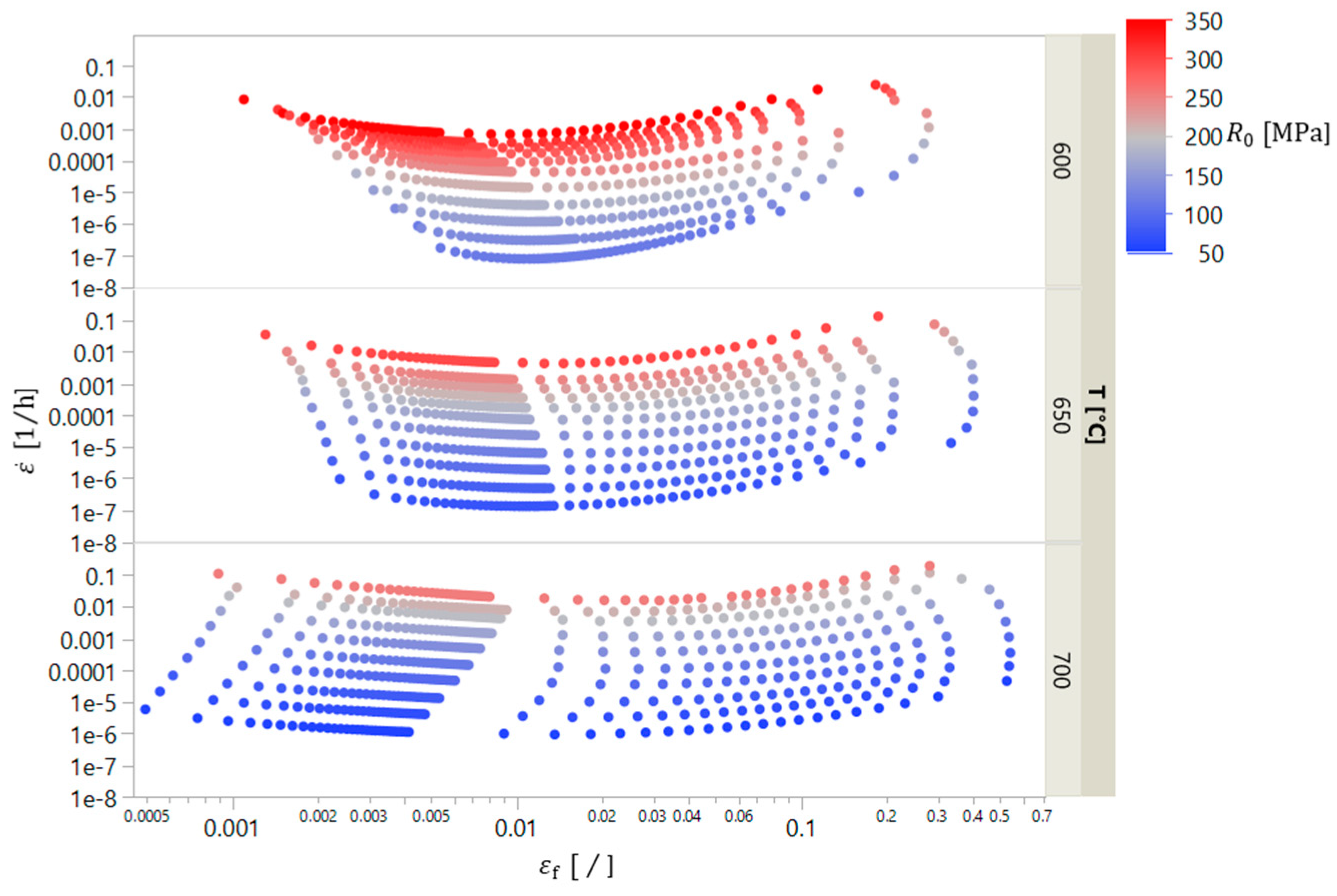
Figure 4.
Processed dataset for the creep rates.
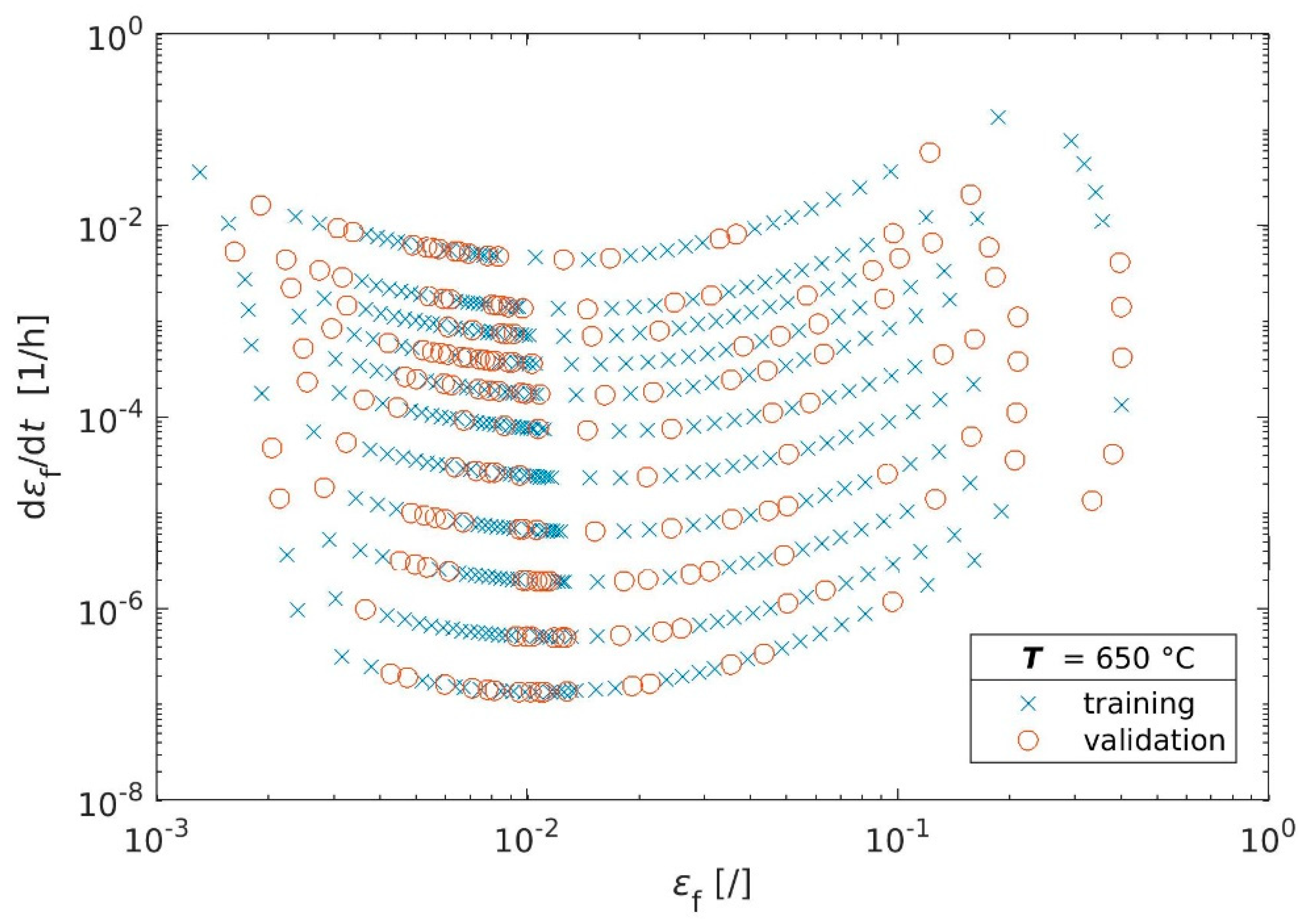
Figure 5.
Split of the data in a training and a validation set (data at 650 °C).
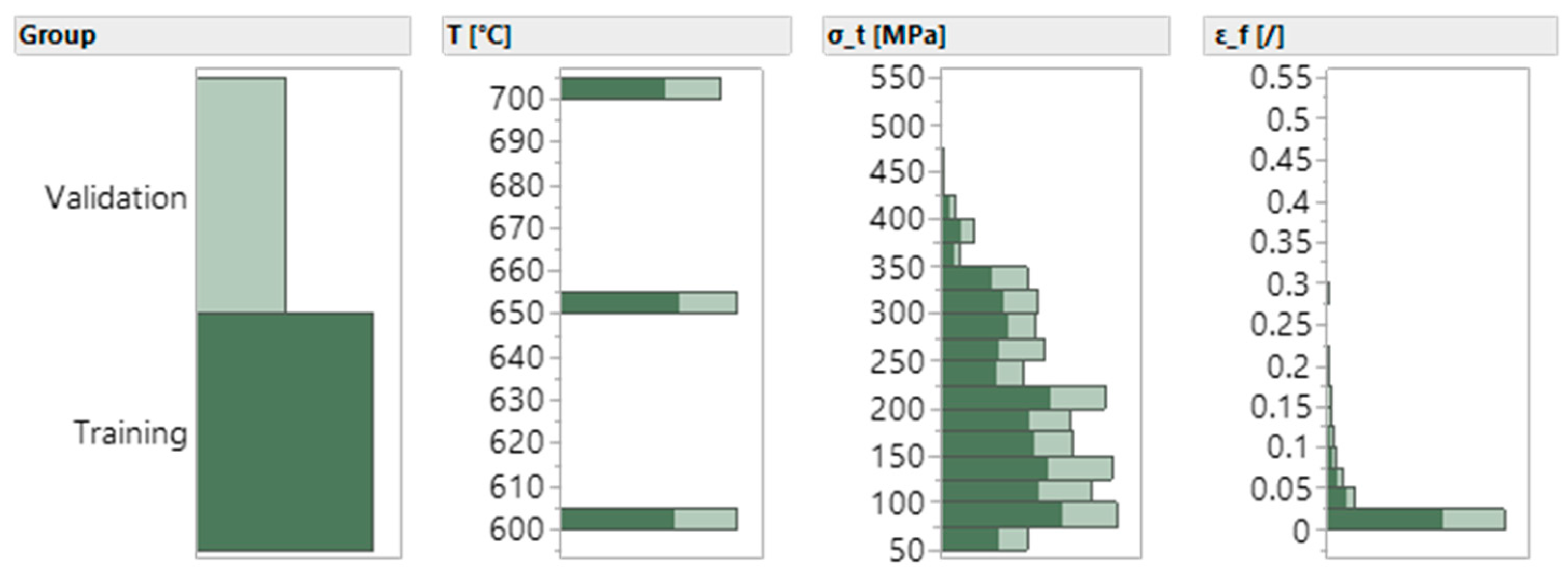
Figure 6.
Distribution of the validation and training sets for the three independent variables.
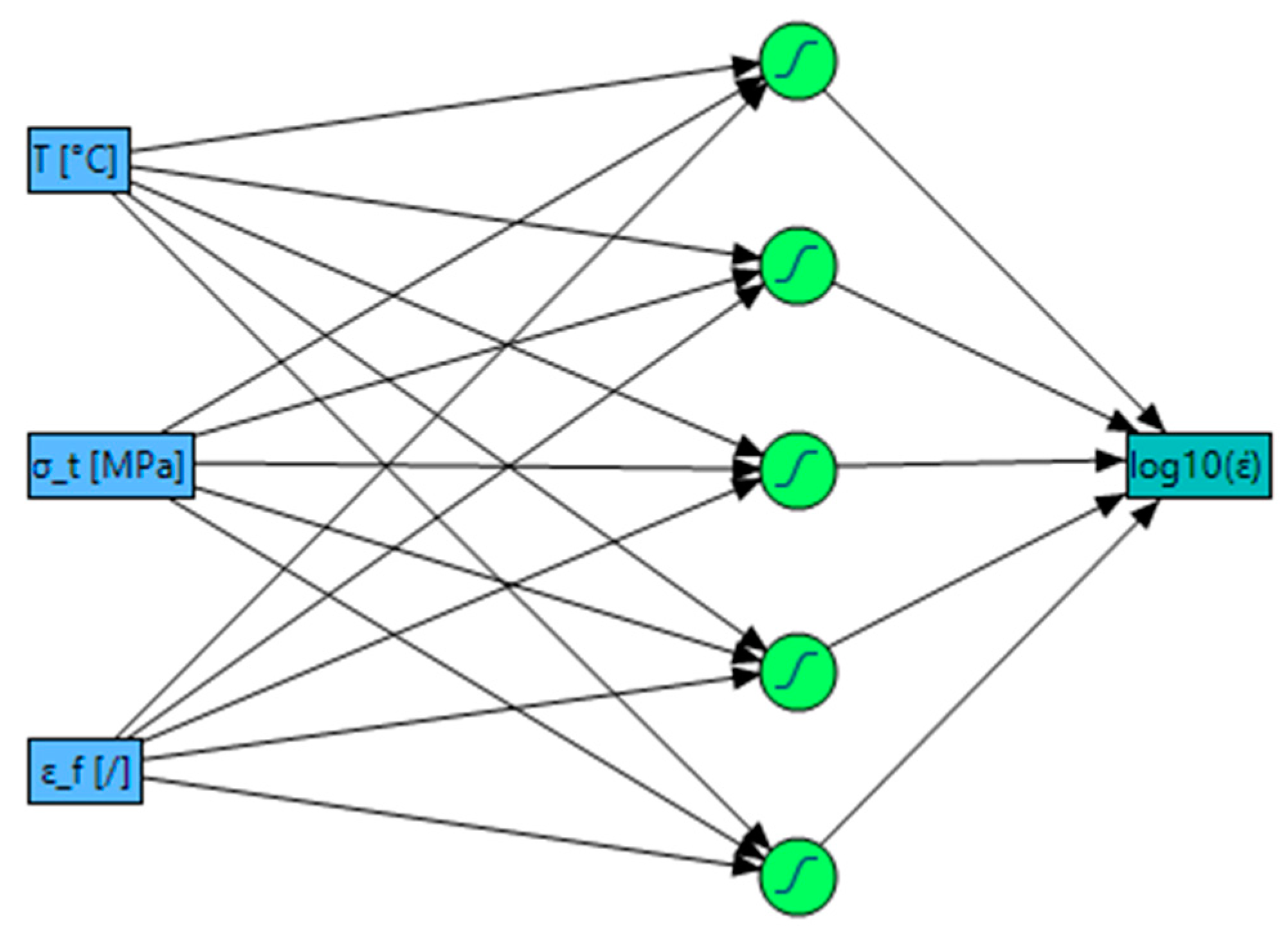
Figure 7.
Diagram of the neural network with n = 5 nodes for the NN model.
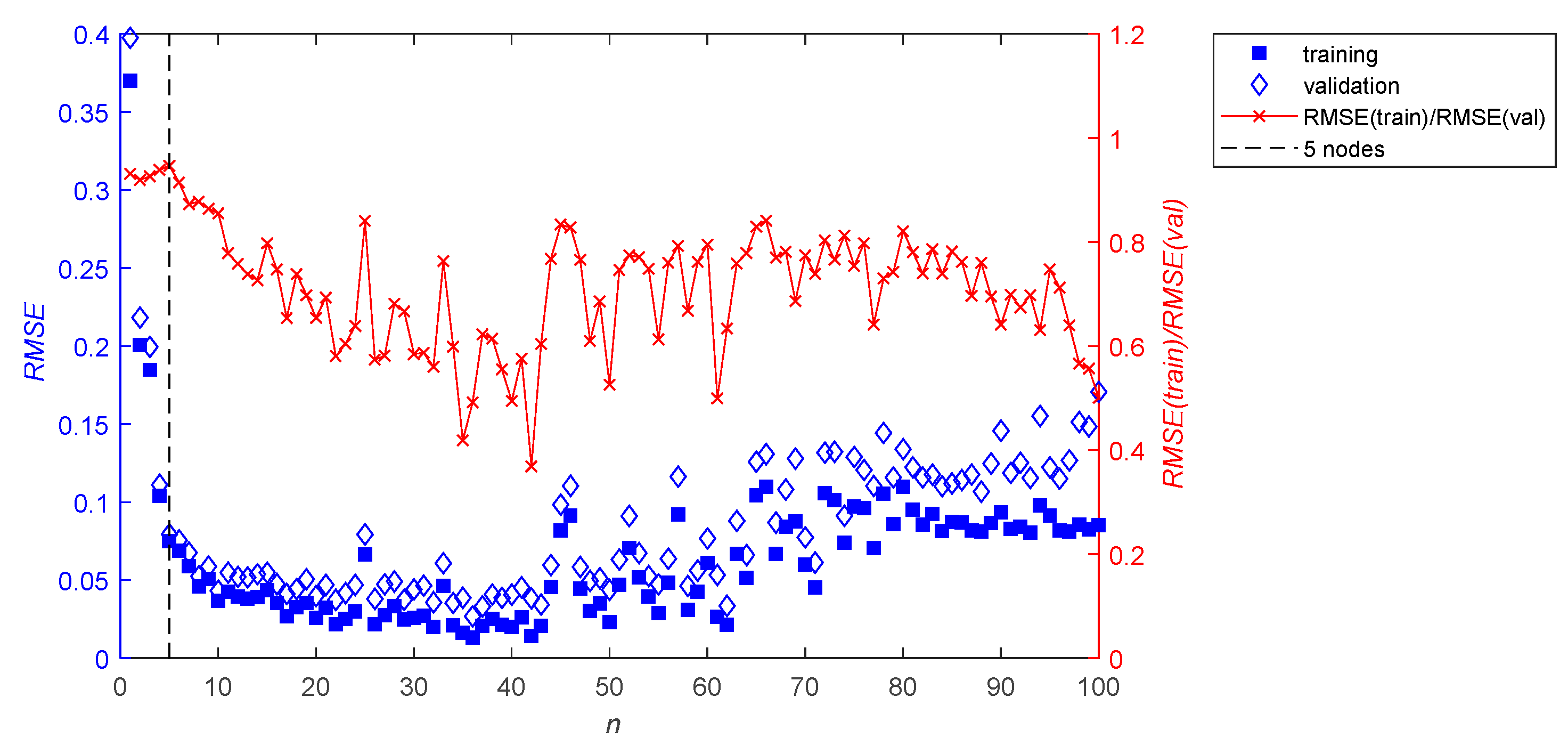
Figure 8.
RMSE dependence on the number of nodes in the neural network. Note that log10() is modeled rather than .
Figure 9.
K0 vs. engineering stress for T = 650 °C and fitting lines (Equation (5)).
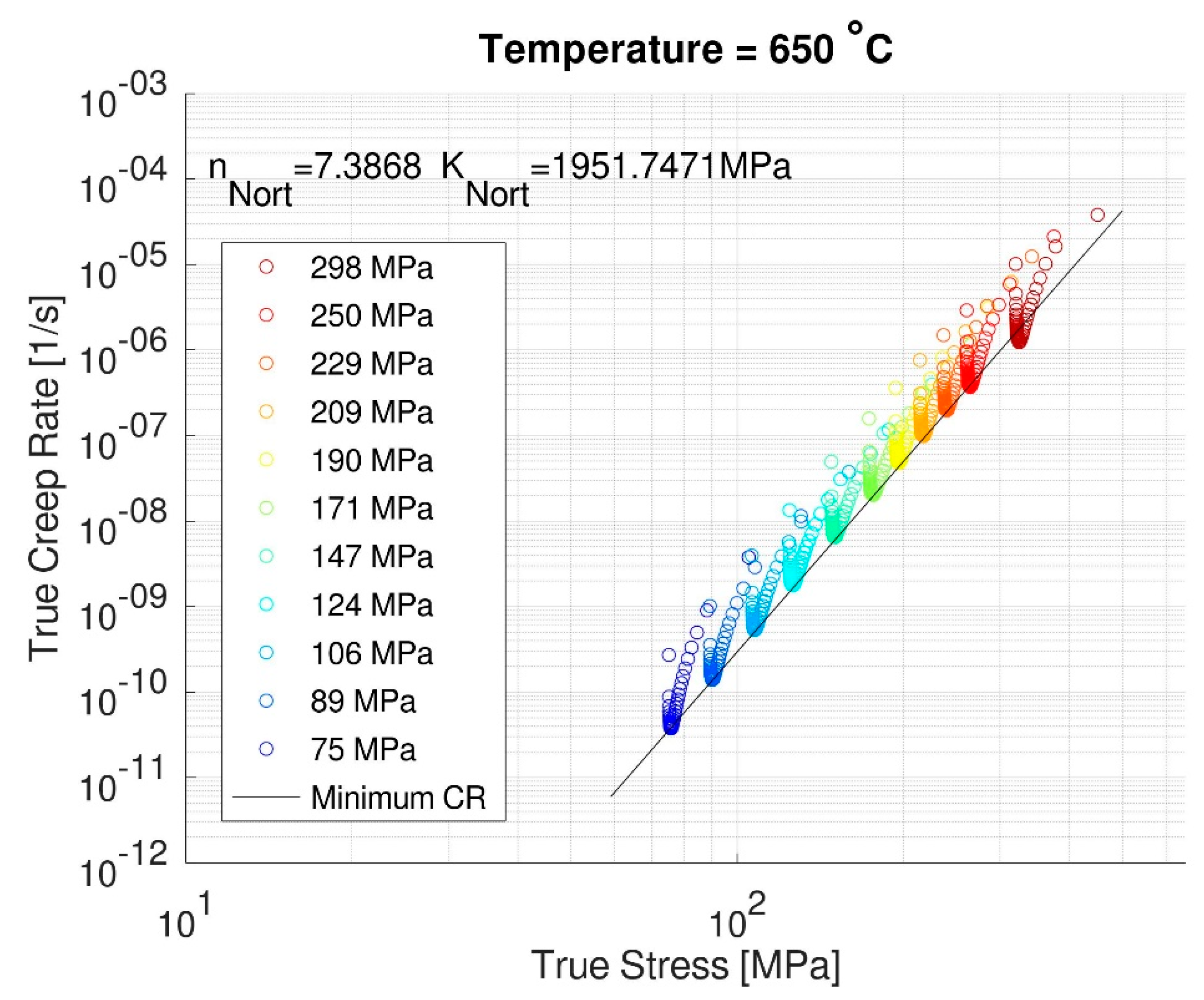
Figure 10.
True creep rate vs. true stress for T = 650 °C and fitting line with minimum creep rate.
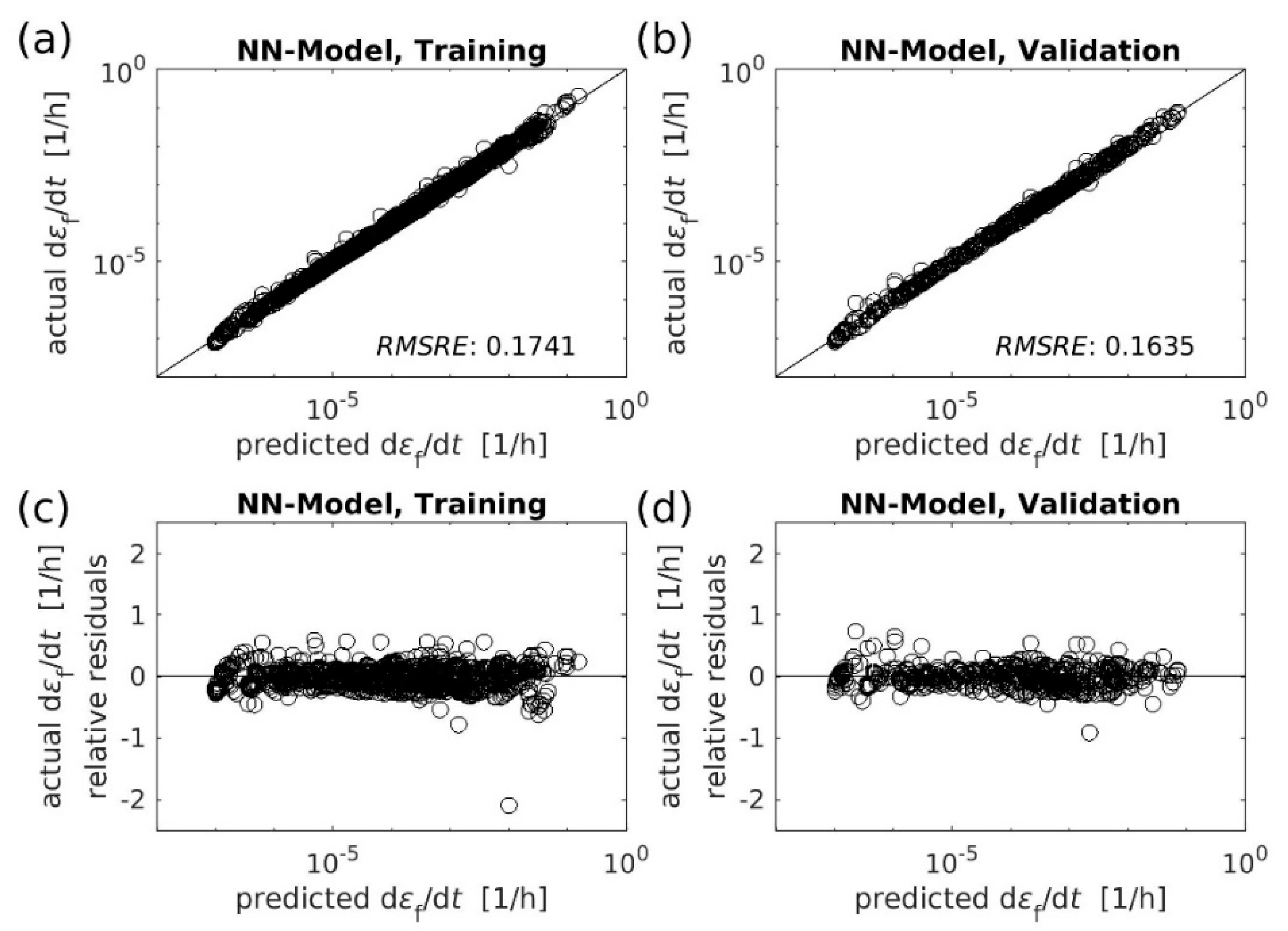
Figure 11.
NN-Model. Actual vs. predicted plot for the training data-set (a) and the validation data-set (b). Relative residuals for the training data-set (c) and the validation data-set (d).
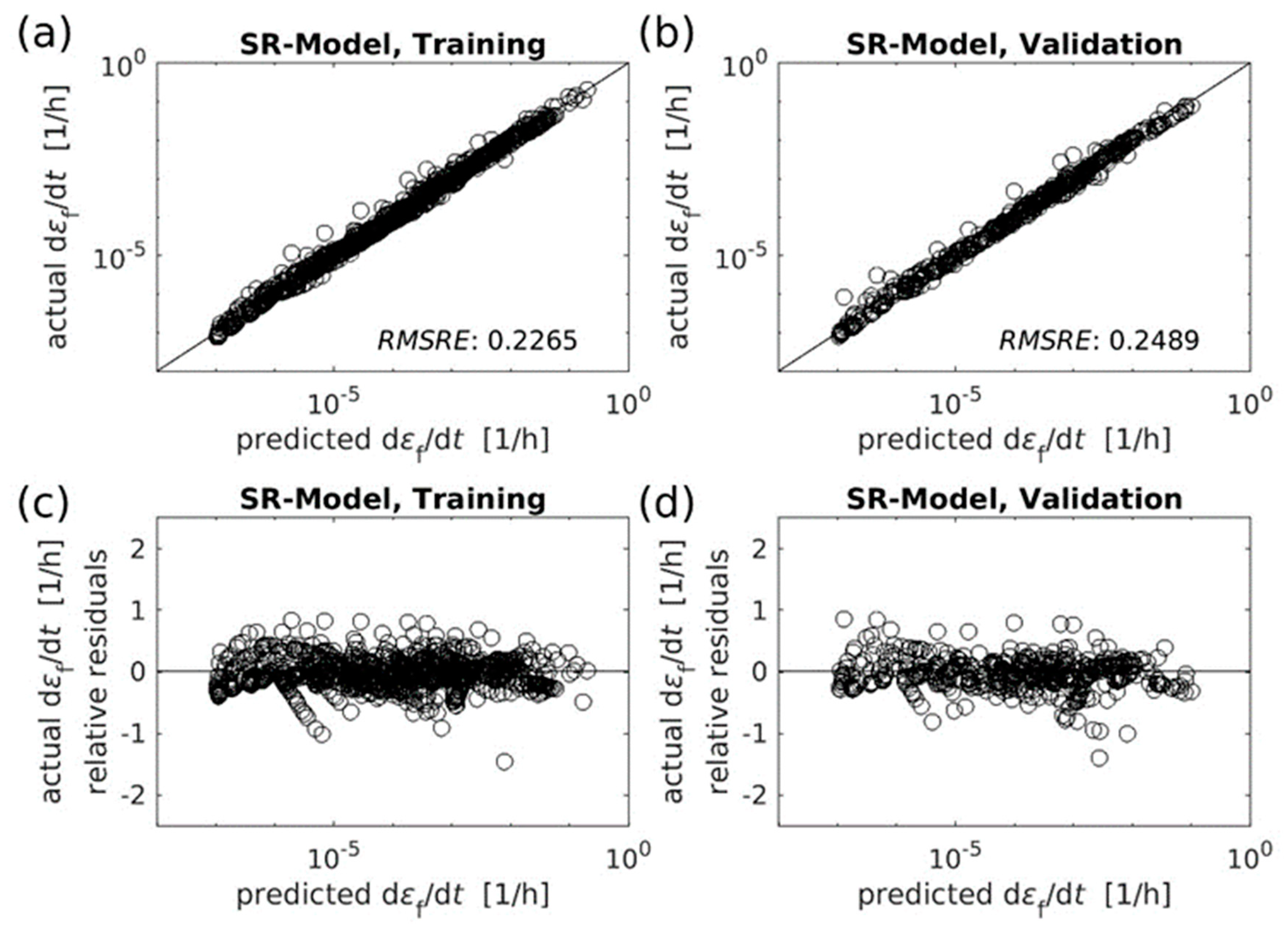
Figure 12.
RS-Model. Actual vs. predicted plot for the training dataset (a) and the validation dataset (b). Relative residuals for the training dataset (c) and the validation dataset (d).
Figure 13.
Geometric mean bias vs. geometric mean variance for the training (Tra), validation (Val), and complete (Com) dataset of the creep models.
Figure 14.
Rupture time vs. minimum strain rate.
Figure 15.
For 650 °C, (a) minimum strain rate vs. initial engineering stress, (b) rupture time vs. engineering stress.
Table 1.
Young modulus and parameters for Equation (2) at T = 600 °C, 650 °C, and 700 °C
| T (°C) | E (GPa) | PR0 (MPa) | PH (MPa) | PQ1 (MPa) | Pb1 | PQ2 (MPa) | Pb2 |
|---|
| 700 | 142.3 | 89.74 | 336.4 | 158.2 | 30.64 | 30.798 | 2544.68 |
| 650 | 146.54 | 93.24 | 392.5 | 242.24 | 17.49 | 32.05 | 2086.23 |
| 600 | 150.78 | 97.47 | 374.91 | 298.14 | 11.49 | 33.79 | 1335.28 |
Table 2.
Values of the parameters for creep rate expression (1/s) in Equation (5).
| T (°C) | A1 (MPa) | B1 | A2 (MPa) | B2 | A3 (MPa) | B3 | A4 (MPa) | B4 | A5 (MPa) | B5 |
|---|
| 700 | 1210 | 0 | 592 | 0 | 650 | 0 | 122 | 0 | 13 | 0 |
| 650 | 1159 | −0.19 | 890 | 0.38 | 279 | 0.1 | 470 | 0.075 | 16.073 | 0 |
| 600 | 1855 | 0.1 | 939 | 0.2 | 319 | 0.1 | 500 | 0.725 | 16.75 | 0 |
Table 3.
nNort and KNort for temperature equal to 700 °C, 650 °C, and 600 °C.
| T (°C) | nNort | KNort (MPa) |
|---|
| 700 | 6.4321 | 1778.5400 |
| 650 | 7.3868 | 1951.7471 |
| 600 | 7.7365 | 2771.0933 |
Table 4.
Coefficients for the NN-Model as defined in Equations (7) and (8) for the prediction of log10().
| i | ki | hi,0 | hi,1 (1/°C) | hi,2 (1/MPa) | hi,3 (-) |
|---|
| 0 | −32.0496653 | - | - | - | - |
| 1 | −70.7655528 | 1.79858370 | −0.0107120662 | 0.00135983393 | −10.1628092 |
| 2 | 116.453727 | −1.68672486 | −0.004602022777 | −0.00157195945 | −309.465775 |
| 3 | 19.2339490 | −3.86265632 | 0.00812758304 | 0.0158607961 | 0.951844841 |
| 4 | −56.1634224 | −641.682543 | 0.912286145 | −0.0316191609 | −240.521332 |
| 5 | 1.66841774 | −14.9047381 | 0.0183251616 | 0.0145318325 | −2.13261636 |
Table 5.
Parameters for Equation (10).
| g1 | g2 | g3 | g4 | g5 | g6 | g7 | g8 |
|---|
| 3.8715858 × 101 | 4.203906578 × 104 | 6.0373303 × 101 | 2.608310 | 3.6754558 × 101 | 8.612516 × 10−5 | 5.653715 × 10−2 | 2.13110 × 10−1 |
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).


 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}






















