
The Effects of Iron-Bearing Intermetallics on the Fitness-for-Service Performance of a Rare-Earth-Modified A356 Alloy for Next Generation Automotive Powertrains


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Thermodynamic Simulations (ThermoCalc™)
2.2. Microstructure Analysis
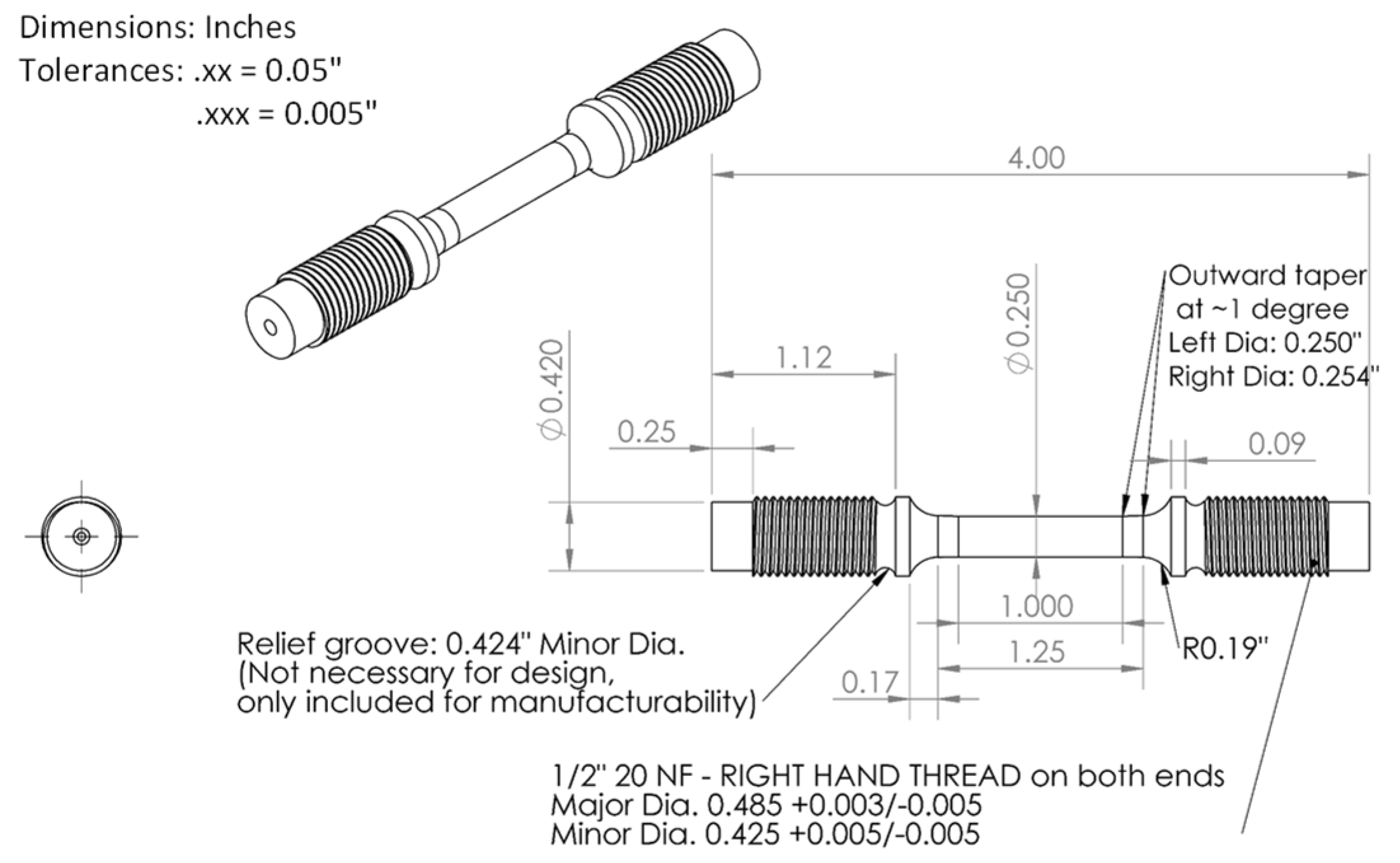
2.3. Fitness-for-Service Assessment
3. Results and Discussion
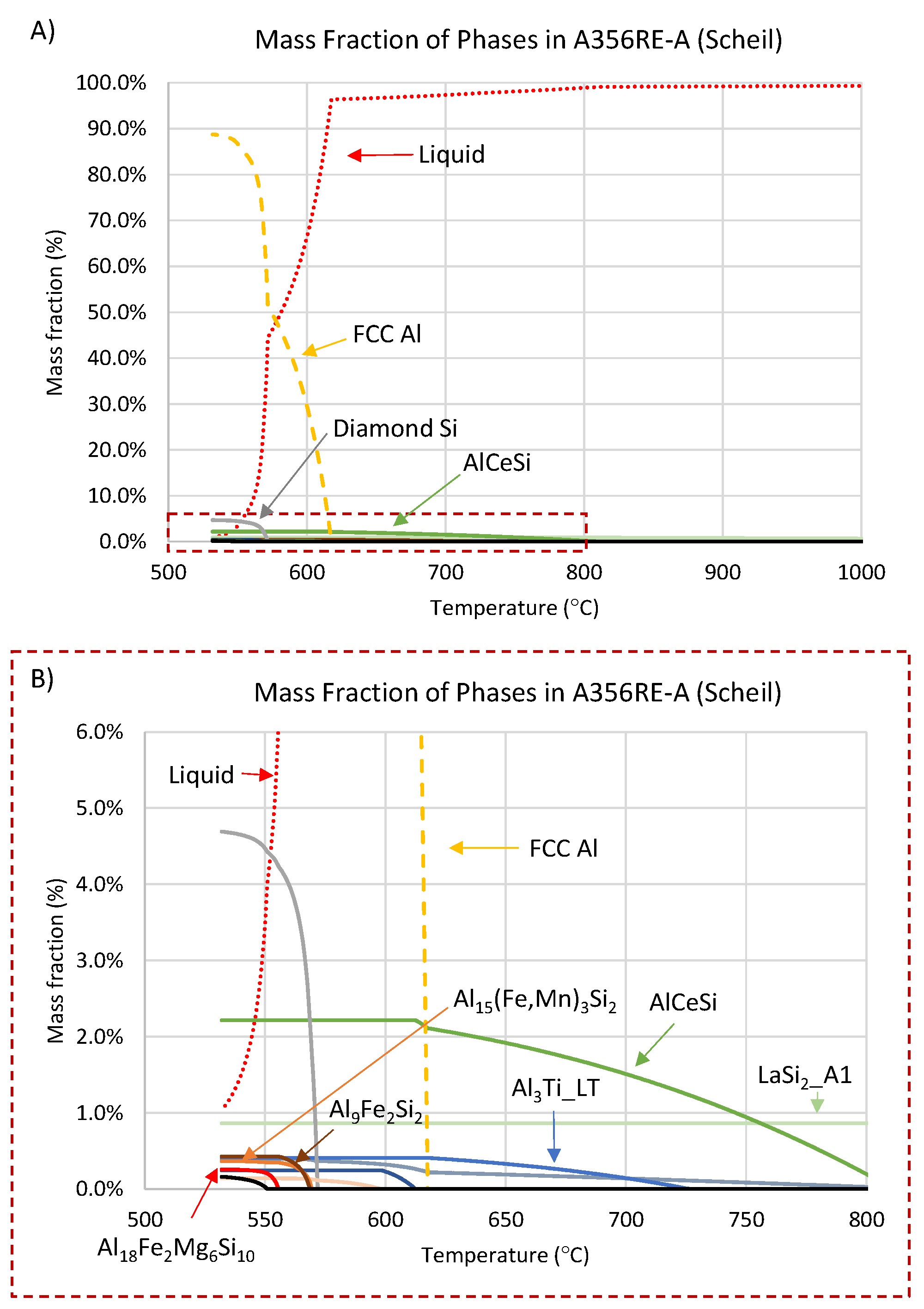
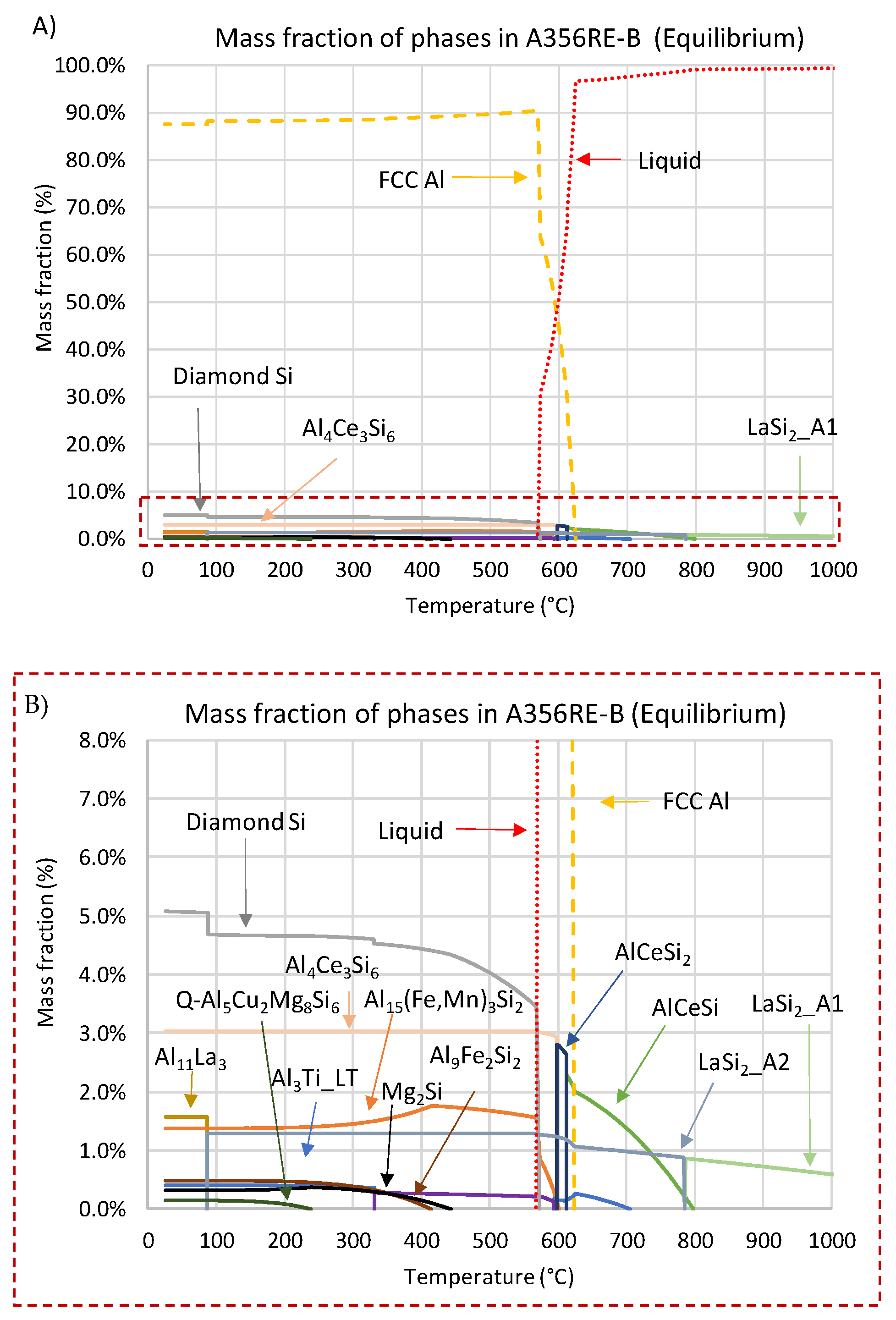
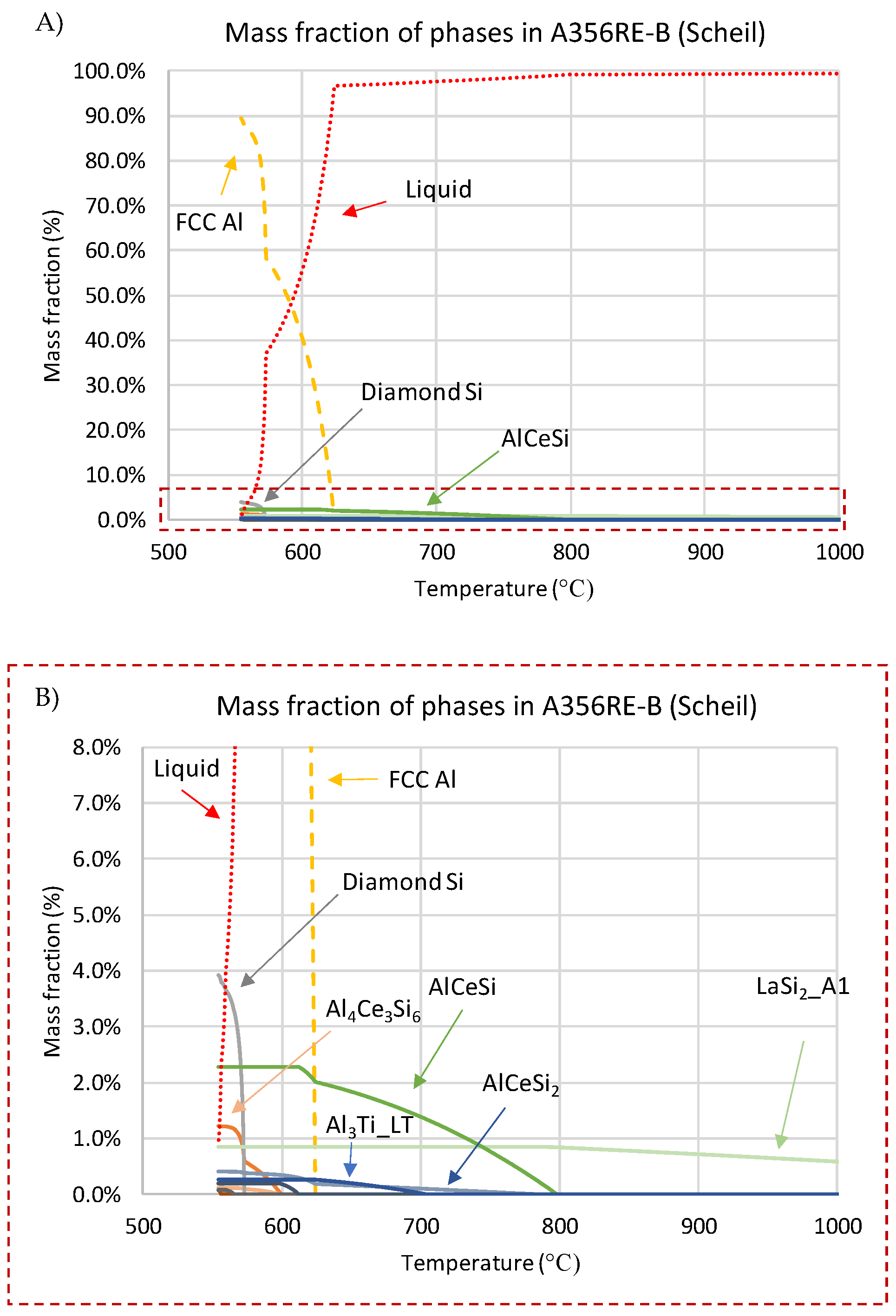
3.1. Thermodynamic Simulations
3.2. Microstructure
3.3. Fitness-for-Service
4. Conclusions
- (1)
- The thermodynamic simulations revealed that the modified chemistry had little effect on solidus and liquidus temperature of the alloys. The solidification range of FCC-Al increased by only 5–6 °C in the high Mn, low Mg alloy (i.e., A356RE-B). However, the Mn addition more than tripled the mass fraction of Al15(Fe,Mn)3Si2, while nearly halving the mass fraction of Al9FeSi3Mg5 and Al5FeSi. The total mass fraction of Fe phases in A356RE-B was nearly twice as large as reported for A356RE-A. The simulations also suggest that the mass fraction of the thermally stable RE-bearing intermetallics (i.e., Al4Ce3Si6 and AlCeSi) are unaffected by the modified composition.
- (2)
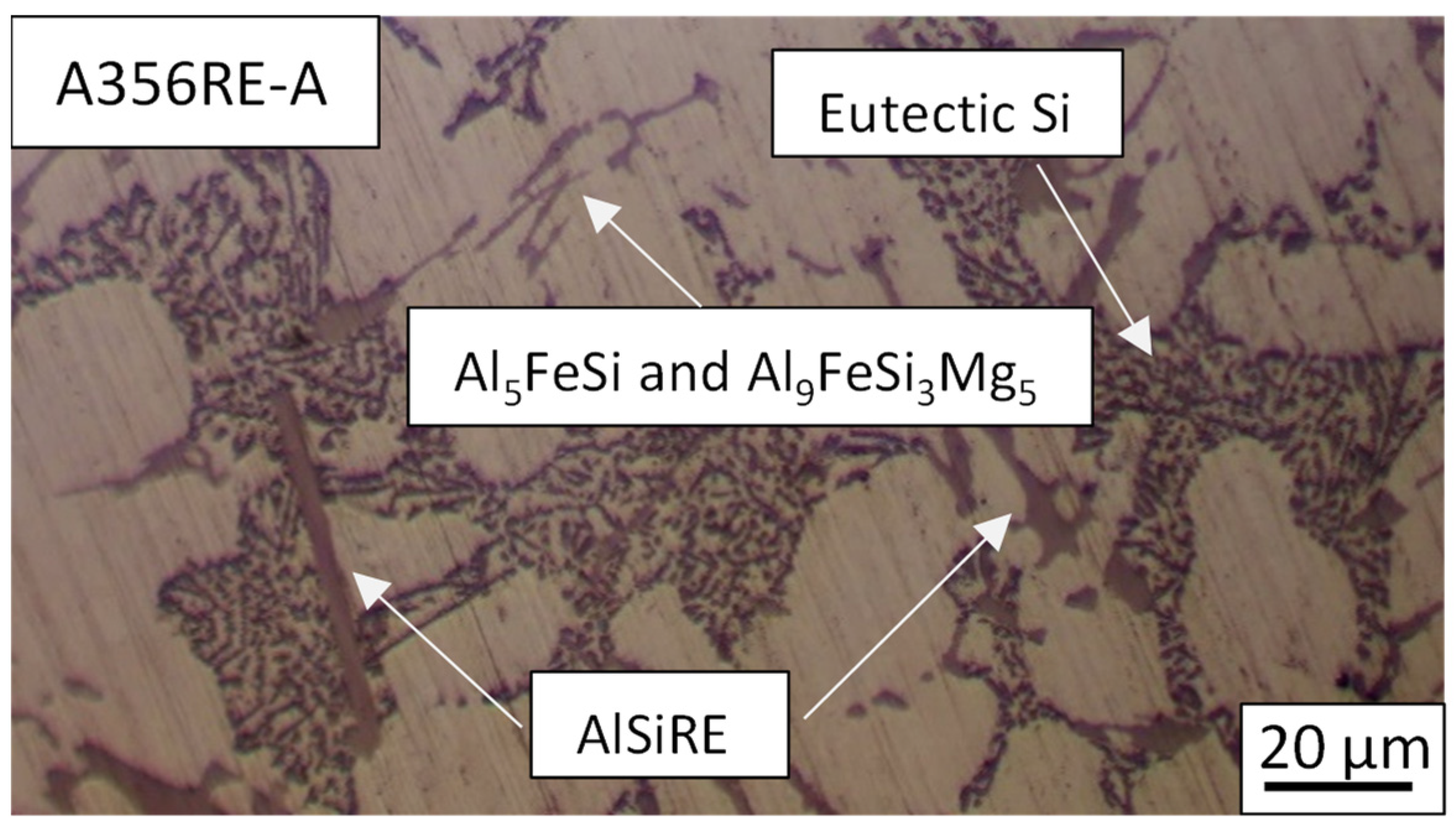
- The results from SEM/EDS analysis somewhat closely match the simulated observations. The chemical modification led to a near complete transformation of the two harmful Fe phases into the more favorable Al15(Fe,Mn)3Si2 intermetallic. In addition, this transformation increased the area fraction of the Fe phases, leading to a greater contribution from Orowan strengthening. Lastly, it appears that the modified chemistry also partially transformed the size and shape of the elongated rod/plate-like structure of the AlSiRE phase into a smaller, faceted Chinese script style morphology.
- (3)
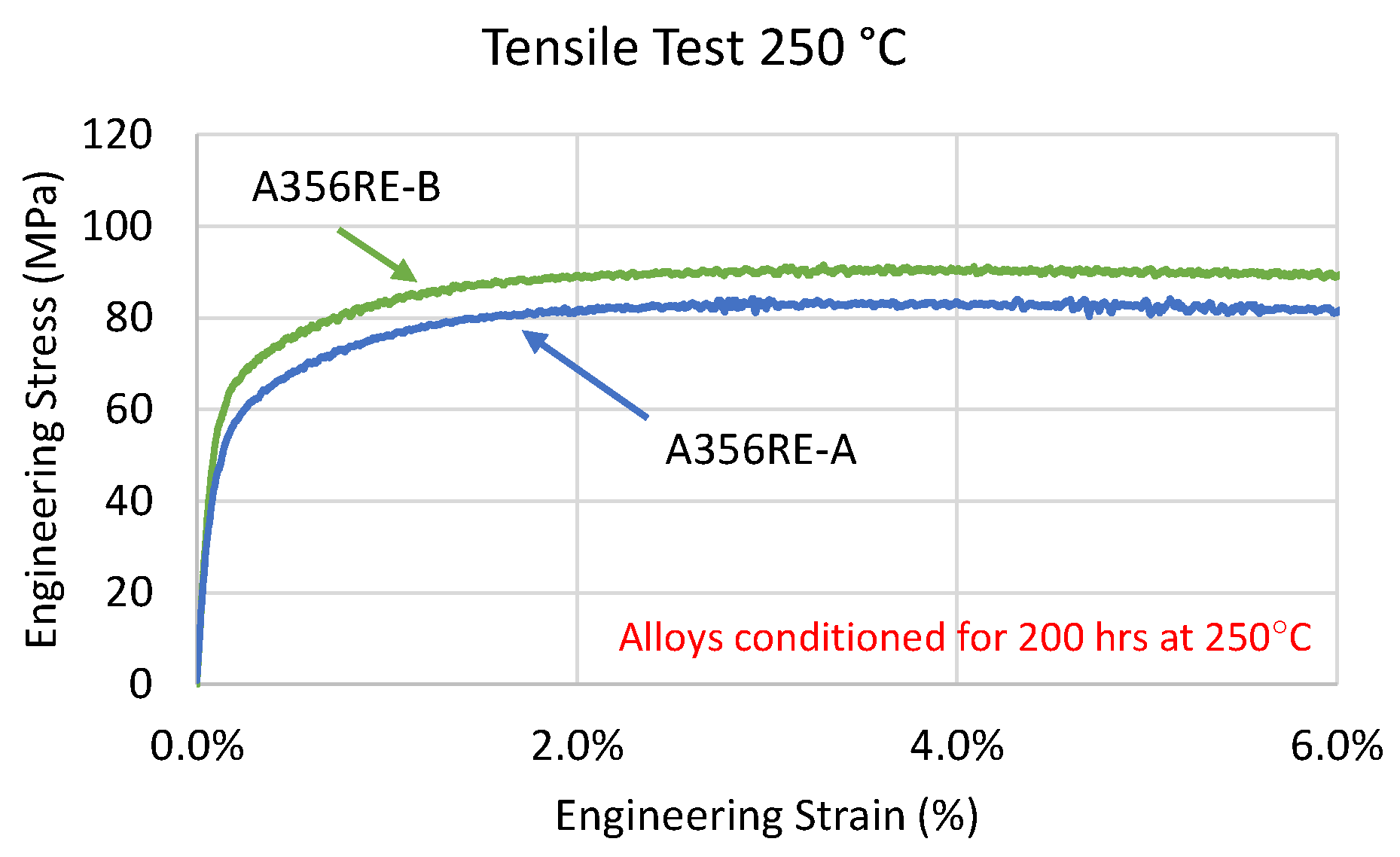
- The elevated temperature (250 °C) tensile tests of A356RE-A (high Mg, low Mn) and A356RE-B (low Mg, high Mn) alloys revealed that the chemistry modification markedly improved the tensile properties of the alloy system. Specifically, the YS, UTS, and modulus of elasticity improved by ~14%, 9%, and 10%, respectively. In addition, the elongation increased from 8.9% to 9.6%. The near complete transformation of Al9FeSi3Mg5 and Al5FeSi into Al15(Fe,Mn)3Si2, as well as the increased total area fraction of phases, are believed to be two of the primary factors contributing to the improved tensile performance of A356RE-B. In addition, the transformation of the elongated plate-like AlSiRE precipitates to the shorter and more interconnected Chinese script morphology is presumed to provide additional resistance to dislocation motion, thereby, further improving the alloy’s strength.
- (4)
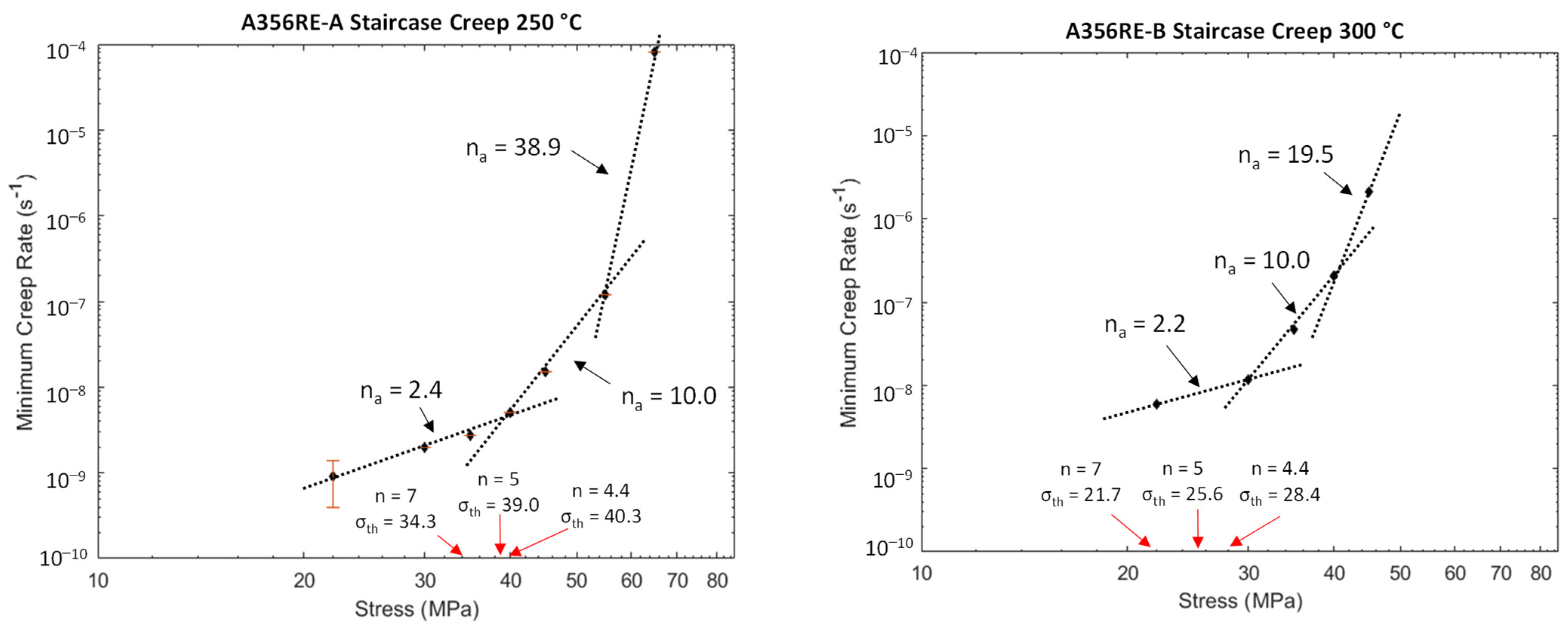
- In addition to improving the tensile properties of the A356RE-A alloy, the modified chemistry resulted in a considerable improvement in the alloy’s creep resistance. The steady-state creep rate at all of the applied stresses was notably lower for A356RE-B than for A356RE-A. It should be noted that although the alloys both failed only when the applied stress reached ~100% of their measured YS, A356RE-B failed at a 10–15 MPa higher stress as compared to A356RE-A.
- (5)
- The chemistry modification lowered the apparent stress exponent at all stress intervals and increased the stress range at which diffusional creep is the dominant mechanism. Moreover, the threshold stress increased from 34.3 to 44.2 MPa, which is presumed to be attributed to the increased volume fraction of available precipitates for pinning dislocations.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sims, Z.; Rios, O.; Weiss, D.; Turchi, P.; Perron, A.; Lee, J.T.; Li Hammons, J.; Hansen, M.; Wiley, T.; Chen, K.; et al. High performance aluminum-cerium alloys for high-temperature applications. Mater. Horiz. 2017, 4, 1070–1078. [Google Scholar] [CrossRef] [Green Version]
- Stroh, J.; Sediako, D.; Weiss, D.; Peterson, V.K. In situ neutron diffraction solidification analyses of rare earth reinforced hypoeutectic and hypereutectic aluminum–silicon alloys. Light Met. 2020, 2020, 174–178. [Google Scholar]
- Stroh, J.; Davis, T.; Mcdougal, A.; Sediako, D. In situ study of solidification kinetics of Al-Cu and Al-Ce-Mg alloys with application of neutron diffraction. Light Met. 2018, 2018, 1059–1065. [Google Scholar]
- Stroh, J.; Sediako, D.; Weiss, D. Development of cerium-reinforced specialty aluminum alloy with application of x-ray and neutron diffraction. Int. J. Met. 2020, 15, 1–11. [Google Scholar]
- Vogel, R. Cerium-aluminum alloys. J. Franklin Inst. 1912, 174, 342. [Google Scholar]
- Buschow, K.; Vucht, J. The binary systems cerium-aluminum and praseodymium-aluminum. Z. Met. 1966, 57, 162–166. [Google Scholar]
- Vucht, J. Contribution to the knowledge of the system of cerium-aluminum. Z. Met. 1957, 48, 252–258. [Google Scholar]
- Gillett, H.W.; Schnee, V.H. Cerium in aluminium alloys. Ind. Eng. Chem. 1923, 15, 709–711. [Google Scholar] [CrossRef]
- Langenbeck, S.L.; Griffith, W.M.; Hildeman, G.J.; Simon, J.W. Rapidly solidified powder aluminum alloys. In Rapidly Solidified Powder Aluminum Alloys; ASTM International: West Conshohocken, PA, USA, 1986; pp. 410–422. [Google Scholar]
- Aghaie, E.; Stroh, J.; Sediako, D.; Rashidi, A.; Milani, A.S. Improving the mechanical properties of the B319 aluminum alloy by addition of cerium. Mater. Sci. Eng. A 2020, 793, 1–9. [Google Scholar] [CrossRef]
- Jin, L.; Liu, K.; Chen, X.G. Evolution of dispersoids and their effects on elevated-temperature strength and creep resistance in Al-Si-Cu 319 cast alloys with Mn and Mo additions. Mater. Sci. Eng. A 2020, 770, 138554. [Google Scholar] [CrossRef]
- Sims, Z.; Weiss, D.; Rios, O.; Henderson, H.; Kesler, M.; McCall, S.; Perron, A.; Moore, E. The efficacy of replacing metallic cerium in aluminum–cerium alloys with LREE mischmetal. Light Met. 2020, 2020, 216–221. [Google Scholar]
- Weiss, D. Development and casting of high cerium content aluminum alloys. Mod. Cast. 2017, 107, 35–38. [Google Scholar]
- Stroh, J.; Sediako, D.; Weiss, D. The effect of rare earth mischmetal on the high temperature tensile properties of an A356 aluminum alloy. Light Met. 2021, 2021, 184–191. [Google Scholar]
- Lu, L.; Dahle, A.K. Iron-rich intermetallic phases and their role in casting defect formation in hypoeutectic Al-Si alloys. Metall. Mater. Trans. A 2005, 36A, 819–835. [Google Scholar]
- Mbuya, T.O.; Odera, B.O.; Ng’ang’a, S.P. Influence of iron on castability and properties of aluminium silicon alloys: Literature review. Int. J. Cast Met. Res. 2003, 16, 451–465. [Google Scholar] [CrossRef]
- Belov, N.; Aksenov, A.; Eskin, D. Iron in Aluminum Alloys: Impurity and Alloying Element; Taylor & Francis: London, UK, 2002. [Google Scholar]
- Taylor, J.A. Iron-containing intermetallic phases in Al-Si based casting alloys. Procedia Mater. Sci. 2012, 1, 19–33. [Google Scholar] [CrossRef] [Green Version]
- Dinnis, C.; Taylor, J. Porosity formation and eutectic growth in Al-Si-Cu-Mg alloys containing iron and manganese. Mat. Sci. 2004, 2004, 1016–1021. [Google Scholar]
- ASTM. E3-11 Standard Guide for Preparation of Metallographic Specimens 1; ASTM Copyright; ASTM International: West Conshohocken, PA, USA, 2011; pp. 1–12. [Google Scholar]
- Karlsruhe, F. Inorganic Crystals Structures Database; Leibniz Institue for Information Infrastructure. 2020. Available online: https://icsd.fiz-karlsruhe.de/search/basic.xhtml (accessed on 20 September 2020).
- ASTM. E8M Standard Test Methods for Tension Testing Wrought and Cast Aluminum- and Magnesium-Alloy Products; ASTM B. Standards: West Conshohocken, PA, USA, 2009; pp. 1–16. [Google Scholar]
- Dieter, G.E. Mechanical Metallurgy, 3rd ed.; McGraw Hill Publishing Co.: Whitby, ON, Canada, 1986. [Google Scholar]
- Sherby, O.D.; Burke, P.M. Mechanical behavior of crystalline solids at elevated temperature. Prog. Mater. Sci. 1968, 13, 323–390. [Google Scholar] [CrossRef]
- Deshmukh, S.P.; Mishra, R.S.; Kendig, K.L. Creep behavior and threshold stress of an extruded Al-6Mg-2Sc-1Zr alloy. Mater. Sci. Eng. A 2004, 381, 381–385. [Google Scholar] [CrossRef]
- Knipling, K.E.; Dunand, D.C. Creep resistance of cast and aged Al-0.1Zr and Al-0.1Zr-0.1Ti (at.%) alloys at 300–400 °C. Scr. Mater. 2008, 59, 387–390. [Google Scholar] [CrossRef]
- Mitra, S. Elevated temperature deformation behavior of a dispersion-strengthened Al-Fe,V,Si alloy. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 1996, 27A, 3913–3923. [Google Scholar] [CrossRef]
- Sherby, O.; Klundt, R.; Miller, A. Flow stress, subgrain size, and subgrain stability at elevated temperature. Metall. Trans. A 1977, 8A, 843–850. [Google Scholar] [CrossRef]
- Marquis, E.A.; Dunand, D.C. Model for creep threshold stress in precipitation-strengthened alloys with coherent particles. Scr. Mater. 2002, 47, 503–508. [Google Scholar] [CrossRef] [Green Version]
- Krug, M.E.; Dunand, D.C. Modeling the creep threshold stress due to climb of a dislocation in the stress field of a misfitting precipitate. Acta Mater. 2011, 59, 5125–5134. [Google Scholar] [CrossRef]
- Standard Test Methods for Conducting Creep, Creep-Rupture, and Stress-Rupture Tests of Metallic Materials; ASTM E139-11; ASTM International: West Conshohocken, PA, USA, 2018; pp. 1–18.
- Garat, M.; Laslaz, G. Improved aluminium alloys for common rail diesel cylinder heads. Trans. Am. Foundry Soc. 2007, 115, 1–8. [Google Scholar]
- Farkoosh, R.; Pekguleryuz, M. The effects of manganese on the Τ-phase and creep resistance in Al-Si-Cu-Mg-Ni alloys. Mater. Sci. Eng. A 2013, 582, 248–256. [Google Scholar] [CrossRef]
- Frost, H.J.; Ashby, M.F. Deformation Mechanism Maps; Oxford Pergamon Press: Oxford, UK, 1982. [Google Scholar]
- Sato, E.; Takayama, Y.; Shibayanagi, T.; Kitazono, K. Re-Examination of Deformation Mechanism Map of Pure Aluminum. In Proceedings of the 12th International Conference on Aluminium Alloys, Yokohama, Japan, 5–9 September 2010; pp. 1559–1566. [Google Scholar]
- Sediako, D.; Kasprzak, W.; Czerwinski, F.; Nabawy, A.; Farkoosh, A. High Temperature creep evolution in Al-Si alloys developed for automotive powertrain applications a neutron in-situ study on Hkl-plane creep response. Light Met. 2016, 2016, 131–136. [Google Scholar]
- Hawksworth, A.; Rainforth, W.; Jones, H. Thermal stability of Al/Al11Ce3 and Al/Al11La3/Al3Ni eutectics obtained by Bridgman growth. Mater. Sci. Technol. 1999, 15, 616–620. [Google Scholar] [CrossRef]
- Keyhani, R.R.; Mohammadi, S. An efficient computational technique for modeling dislocation-precipitate interactions within dislocation dynamics. Comput. Mater. Sci. 2016, 122, 281–287. [Google Scholar] [CrossRef]
- Erfanian-Naziftoosi, H.R.; Rincón, E.J.; López, H.F. Creep properties of the As-Cast Al-A319 alloy: T4 and T7 heat treatment effects. Metall. Mater. Trans. A 2016, 47A, 4258–4267. [Google Scholar] [CrossRef]
- Park, K.T.; Lavernia, E.J.; Mohamed, F.A. High-temperature deformation of 6061 Al. Acta Metall. Mater. 1992, 42, 667–678. [Google Scholar] [CrossRef]
- Farkoosh, R. Development of Creep-Resistant Al-Si Cast Alloys Strengthened with Nanoscale Dispersoids; McGill University: Montreal, QC, Canada, 2014. [Google Scholar]
- Sediako, D.; Weiss, D.; Nabawy, A. Advanced aluminum alloy development and in-situ fitness-for-service testing for automotive lightweighting. Light Met. 2017, 2017, 639–644. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Al | Mg | Si | Cu | Fe | Mn | Ti | Ce | La | Nd | Pr |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A356RE-A a | Bal. | 0.49 | 7.11 | 0.01 | 0.13 | 0.10 | 0.20 | 1.83 | 0.92 | 0.58 | 0.19 |
| A356RE-B a | Bal. | 0.25 | 6.15 | 0.01 | 0.13 | 0.41 | 0.20 | 1.83 | 0.92 | 0.58 | 0.19 |
| Phases | Mass Fraction (%) | |
|---|---|---|
| Equilibrium (25 °C) | Scheil (532 °C) | |
| FCC Al | BAL. | BAL. |
| Diamond (Si) | 5.85 | 4.69 |
| Al4Ce3Si6 | 3.03 | 0.15 |
| AlCeSi2 | 0 (2.79) * | 0.25 |
| AlCeSi | 0 (2.23) * | 2.22 |
| Al11La3 | 1.56 | - |
| LaSi2_A2 | 0 (1.29) * | 0.40 |
| Q_Al5Cu2Mg8Si6 | 0.98 | - |
| LaSi2_A1 | 0 (0.86) * | 0.86 |
| Al9Fe2Si2 | 0.74 | 0.43 |
| Al3Ti_LT | 0.55 | 0.41 |
| Mg2Si | 0.43 | 0.16 |
| Al15(Fe,Mn)3Si2 | 0.42 | 0.37 |
| AlSi3Ti2 | 0 (0.39) * | - |
| Al18Fe2Mg7Si10 | - | 0.26 |
| Phases | Mass Fraction (%) | |
|---|---|---|
| Equilibrium (25 °C) | Scheil (554 °C) | |
| FCC Al | BAL. | BAL. |
| Diamond (Si) | 5.08 | 3.92 |
| Al4Ce3Si6 | 3.03 | 0.12 |
| AlCeSi2 | 0 (2.81) * | 0.20 |
| AlCeSi | 0 (2.29) * | 2.28 |
| Al11La3 | 1.58 | - |
| LaSi2_A2 | 0 (1.29) * | 0.41 |
| Q_Al5Cu2Mg8Si6 | 0.15 | - |
| LaSi2_A1 | 0 (0.85) * | 0.85 |
| Al9Fe2Si2 | 0.48 | 0.08 |
| Al3Ti_LT | 0.41 | 0.26 |
| Mg2Si | 0.37 | 0.07 |
| Al15(Fe,Mn)3Si2 | 1.75 | 1.23 |
| AlSi3Ti2 | 0 (0.28) * | - |
| Al18Fe2Mg7Si10 | - | 0.20 |
| Phase | Al | Si | Fe | Mg | Ce | La | Nd | Ti | Ni | Mn |
|---|---|---|---|---|---|---|---|---|---|---|
| Al | Bal | 1.37 ± 0.01 | - | - | - | - | - | 0.14 ± 0.01 | - | - |
| AlSiRE | Bal | 37.84 ± 0.96 | - | - | 16.03 ± 3.08 | 7.12 ± 2.03 | 6.68 ± 1.36 | - | - | - |
| Al20Ti2RE | Bal | 2.13 ± 0.89 | - | - | 3.79 ± 0.20 | - | 0.48 ± 0.03 | 7.69 ± 0.20 | - | - |
| Al9FeSi3Mg5 | Bal | 23.32 ± 3.25 | 2.97 ± 0.19 | 9.92 ± 0.58 | 0.22 ± 0.04 | - | 0.09 ± 0.01 | - | 0.15 ± 0.04 | 0.38 ± 0.04 |
| Al5FeSi | Bal | 9.88 ± 3.25 | 2.23 ± 0.85 | 0.74 ± 0.23 | 0.09 ± 0.03 | - | - | - | 0.19 ± 0.05 | 0.54 ± 0.21 |
| Phase | Al | Si | Fe | Mg | Ce | La | Nd | Ti | Ni | Mn |
|---|---|---|---|---|---|---|---|---|---|---|
| Al | Bal. | 1.15 ± 0.06 | - | - | - | - | - | - | - | 0.10 ± 0.05 |
| AlSiRE | Bal. | 35.21 ± 0.23 | - | 0.73 ± 0.70 | 11.65 ± 3.40 | 4.43 ± 0.08 | 4.24 ± 1.88 | - | - | - |
| Al20Ti2RE | Bal. | - | - | - | 4.79 ± 0.58 | 0.35 ± 0.1 | 0.99 ± 0.99 | 6.66 ± 0.15 | - | - |
| Al9FeSi3Mg5 | Bal. | 26.74 ± 1.25 | 3.04 ± 0.47 | 19.86 ± 0.44 | - | - | - | - | 2.98 ± 0.56 | 1.84 ± 0.03 |
| Al5FeSi | Bal. | 8.85 ± 3.12 | 2.25 ± 0.69 | 0.68 ± 0.28 | 0.04 ± 0.01 | - | - | - | 0.25 ± 0.05 | 0.37 ± 0.22 |
| Al15(Fe,Mn)3Si2 | Bal. | 12.67 ± 0.26 | 4.21 ± 0.12 | - | - | - | - | - | - | 11.90 ± 0.15 |
| Alloy | 22 (MPa) | 30 (MPa) | 35 (MPa) | 40 (MPa) | 45 (MPa) | 50 (MPa) | 55 (MPa) | 60 (MPa) | 65 (MPa) | 70 (MPa) | 80 (MPa) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A356RE-A | 0.09 | 0.20 | 0.27 | 0.50 | 1.53 | - | 12.10 | - | 798.58 * | - | - |
| A356RE-B | 0.07 | 0.10 | - | 0.28 | 0.47 | 0.87 | 1.87 | 3.32 | 11.74 | 62.19 | 965.81 * |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stroh, J.; Sediako, D.; Weiss, D. The Effects of Iron-Bearing Intermetallics on the Fitness-for-Service Performance of a Rare-Earth-Modified A356 Alloy for Next Generation Automotive Powertrains. Metals 2021, 11, 788. https://doi.org/10.3390/met11050788
Stroh J, Sediako D, Weiss D. The Effects of Iron-Bearing Intermetallics on the Fitness-for-Service Performance of a Rare-Earth-Modified A356 Alloy for Next Generation Automotive Powertrains. Metals. 2021; 11(5):788. https://doi.org/10.3390/met11050788
Chicago/Turabian StyleStroh, Joshua, Dimitry Sediako, and David Weiss. 2021. "The Effects of Iron-Bearing Intermetallics on the Fitness-for-Service Performance of a Rare-Earth-Modified A356 Alloy for Next Generation Automotive Powertrains" Metals 11, no. 5: 788. https://doi.org/10.3390/met11050788
APA StyleStroh, J., Sediako, D., & Weiss, D. (2021). The Effects of Iron-Bearing Intermetallics on the Fitness-for-Service Performance of a Rare-Earth-Modified A356 Alloy for Next Generation Automotive Powertrains. Metals, 11(5), 788. https://doi.org/10.3390/met11050788