
Hydrometallurgical Recycling Process for Mobile Phone Printed Circuit Boards Using Ozone

 , ,
, ,  ,
,  and
and 
Abstract
:1. Introduction
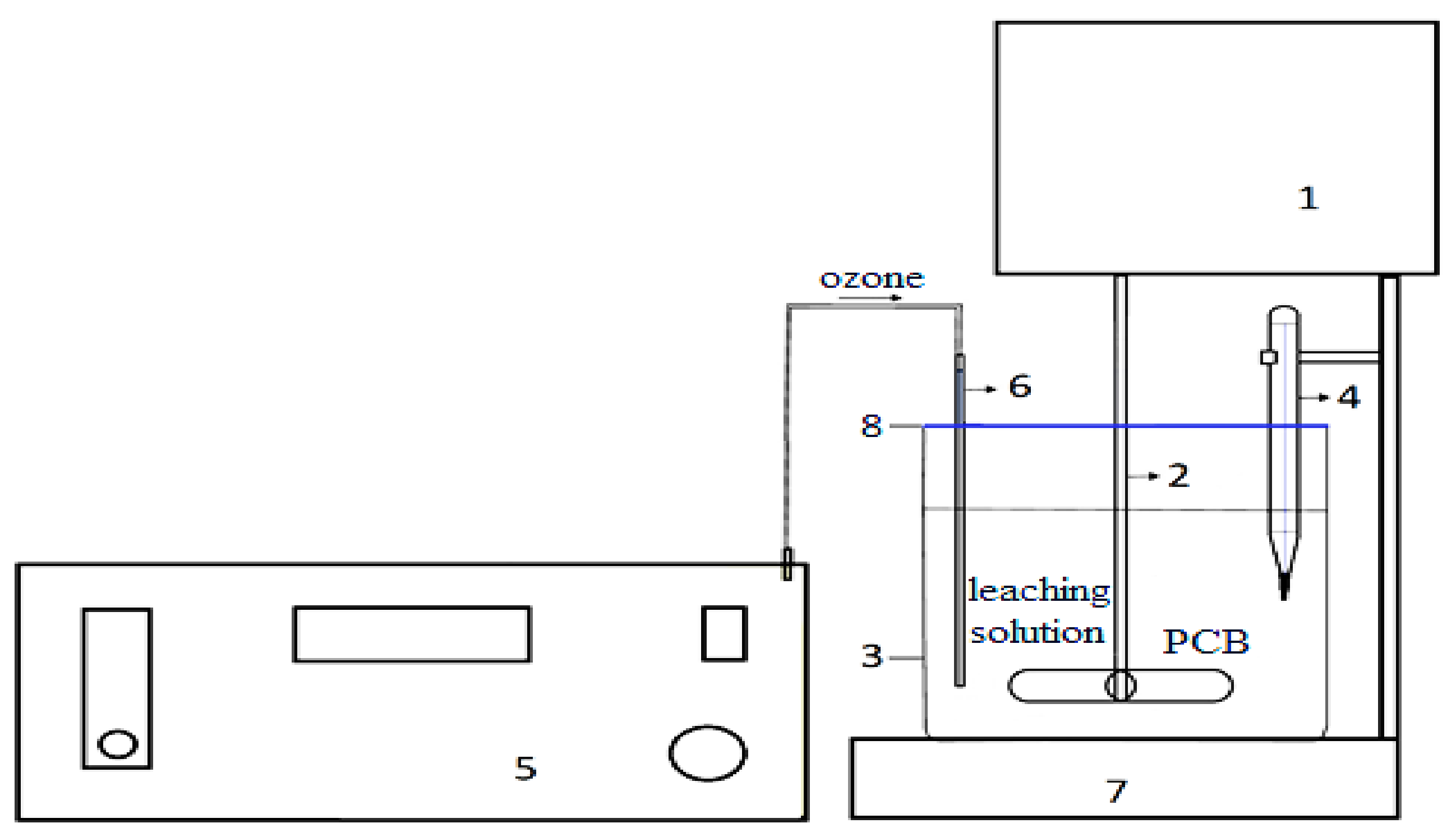
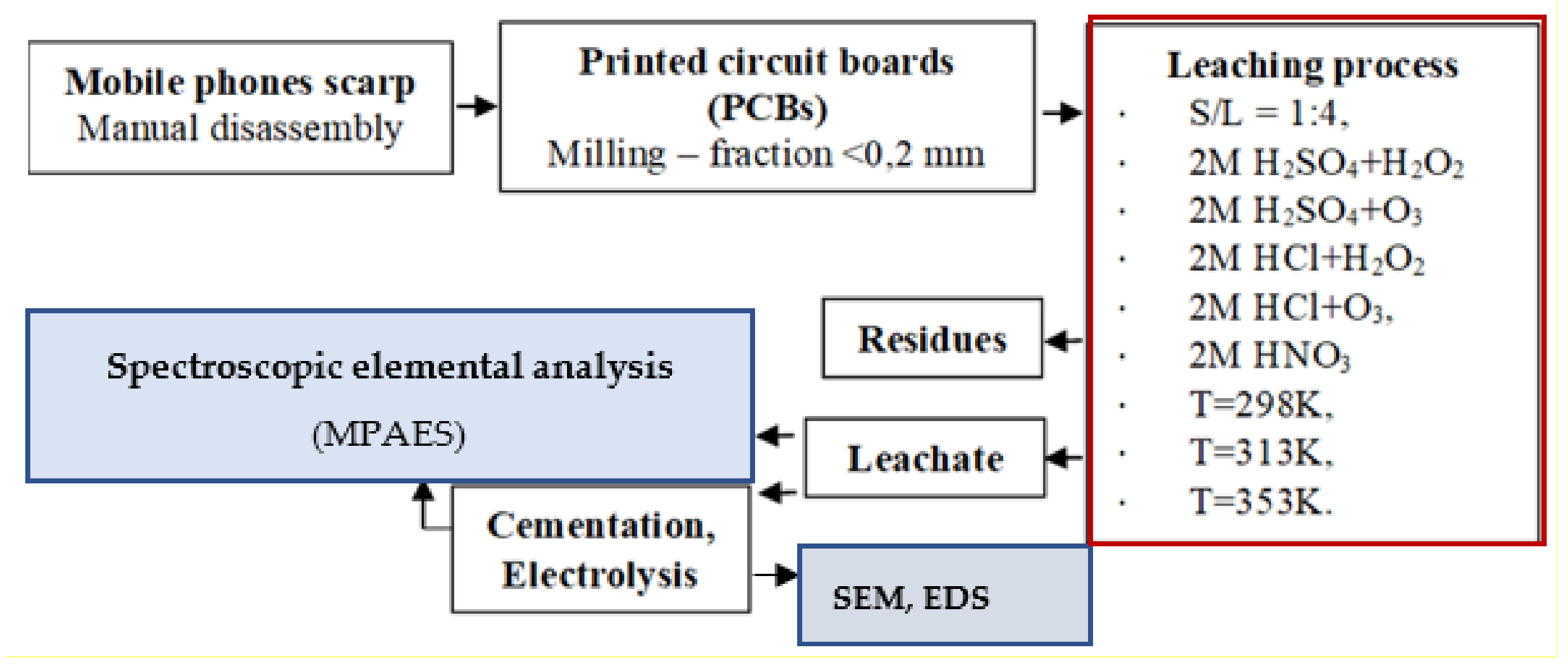
2. Materials and Methods
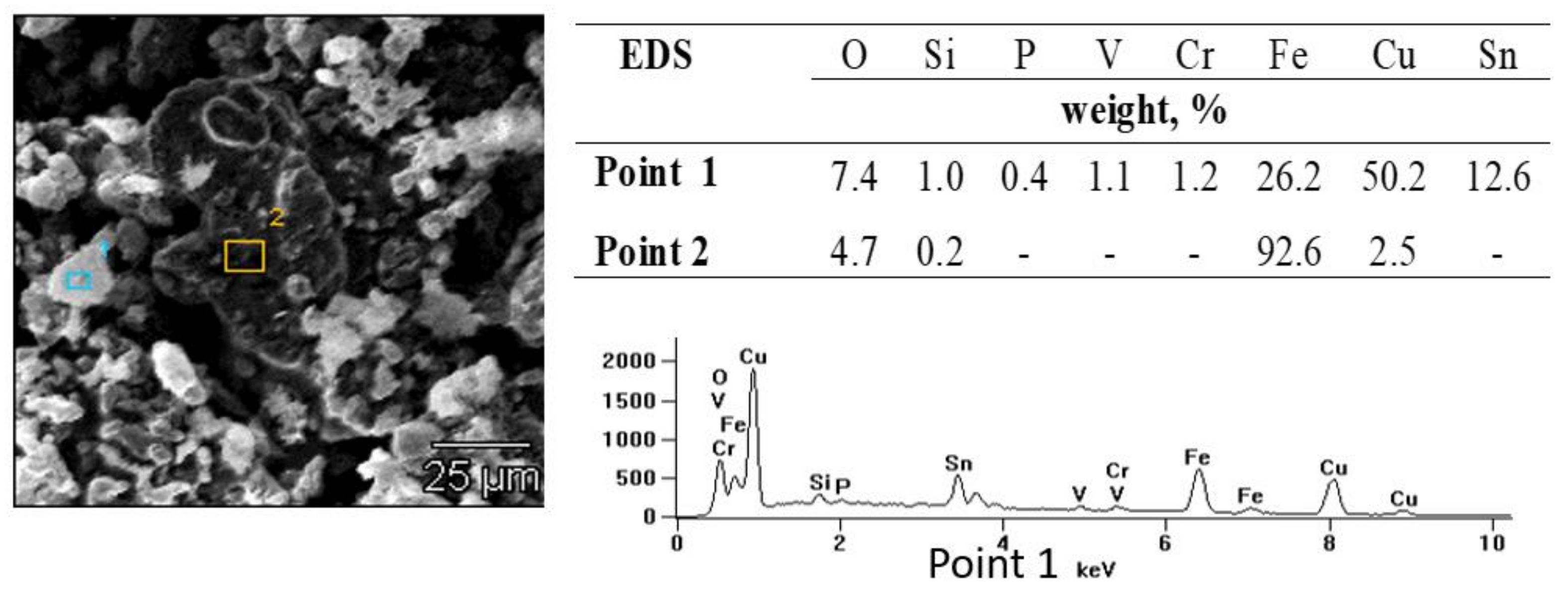
3. Results and Discussion
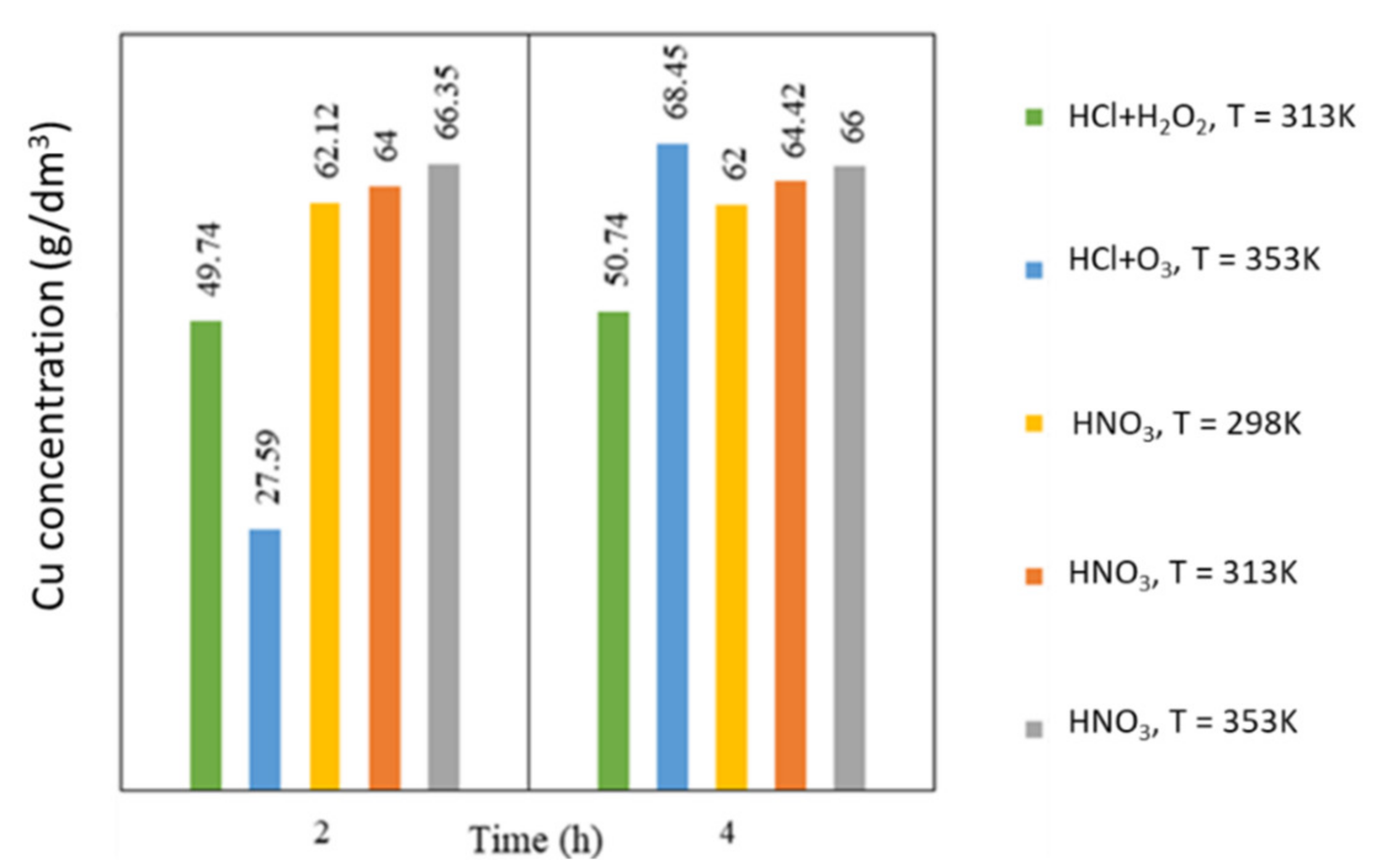
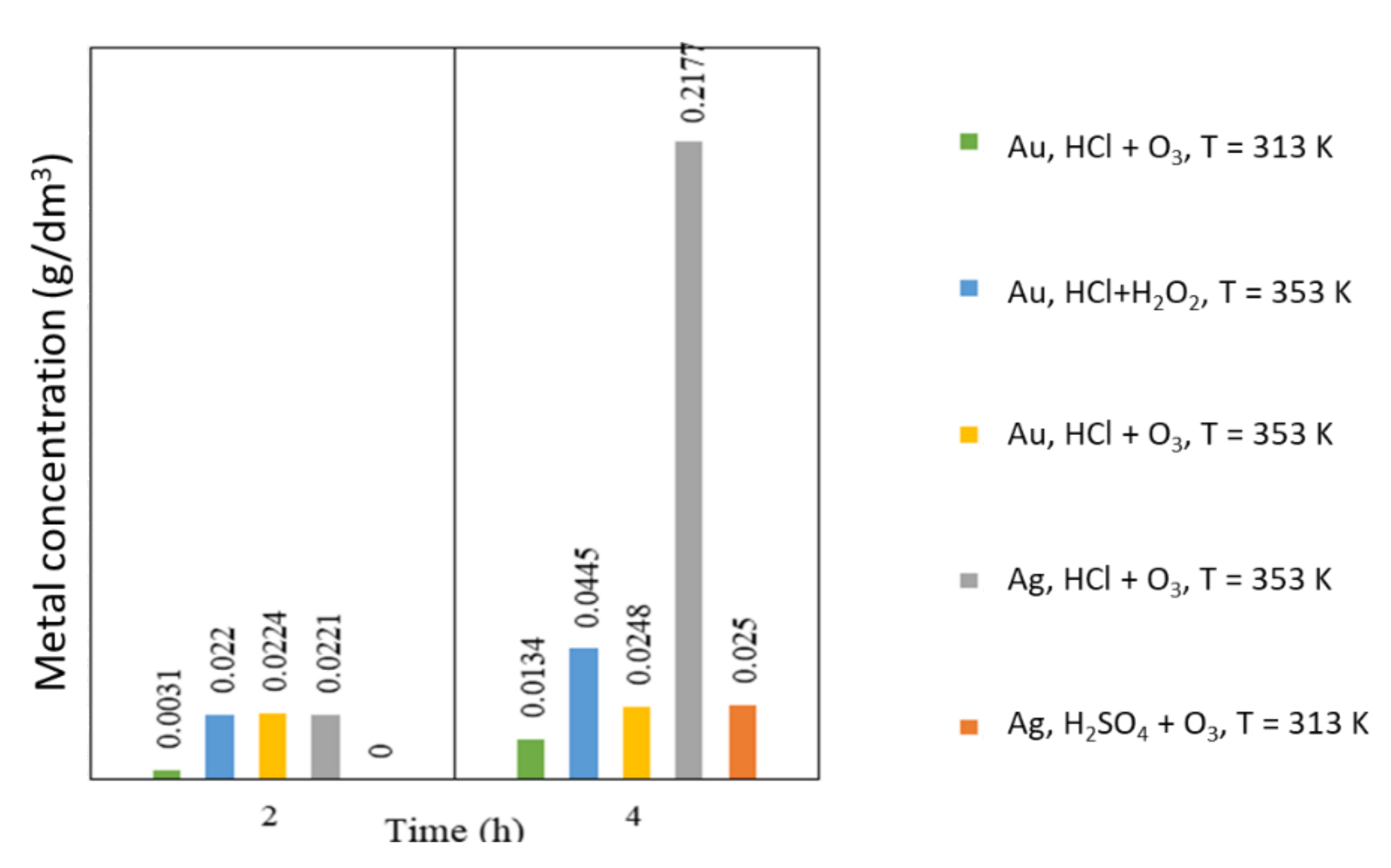
3.1. The Effect of Leaching Agent, Temperature, and Time on the Leaching Process
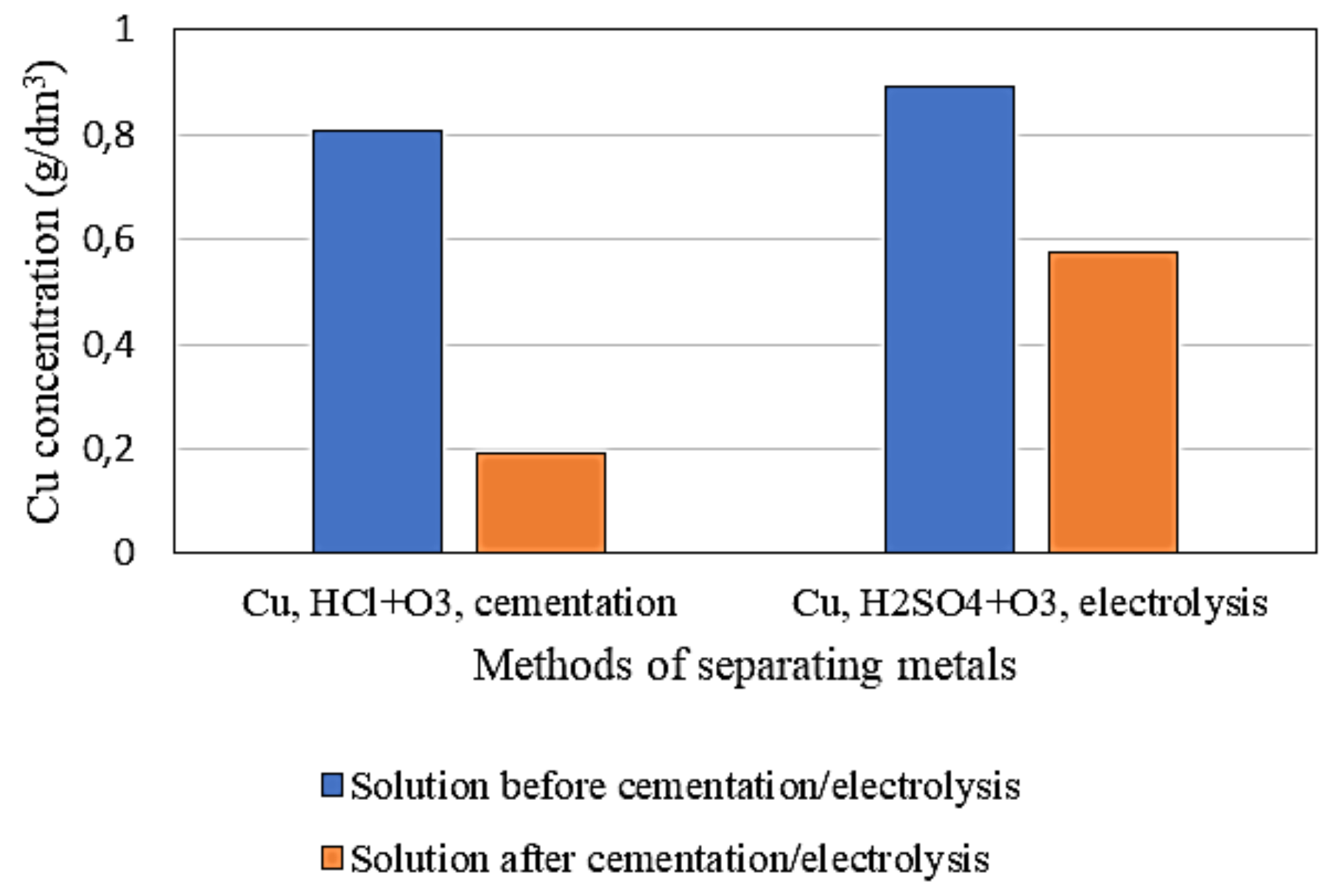
3.2. Cementation and Electrolysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cui, H.; Anderson, C.G. Literature Review of Hydrometallurgical Recycling of Printed Circuit Boards (PCBs). J. Adv. Chem. Eng. 2016, 6, 142–153. [Google Scholar]
- Directive 2012/12/EU of the European Parliament and of the Council of 4 July 2012. on Waste Electrical and Electronic Equipment (WEEE). Official Journal of the European Union. 2012. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32012L0019&from=EN (accessed on 16 May 2021).
- Woynarowska, A.; Żukowski, W. Współczesne Metody Recyklingu Odpadów Elektronicznych, Technical Transactions. Chemistry 2012, 109, 176–185. Available online: https://repozytorium.biblos.pk.edu.pl/redo/resources/31565/file/suwFiles/WoynarowskaA_WspolczesneMetody.pdf (accessed on 16 May 2021).
- Williams, P.T. Valorizations of Printed Circuit Boards from Waste Electrical and Electronic Equipment by Pyrolysis. Waste Biomass Valor. 2010, 1, 107–120. [Google Scholar] [CrossRef]
- Goosey, M.; Kellner, R. A Scoping Study: End-of-Life Printed Circuit Boards; Intellect and the Department of Trade and Industry: London, UK, 2002. [Google Scholar]
- Hall, W.J.; Williams, P.T. Separation and recovery of materials from scrap printed circuit boards. Resour. Conserv. Recycl. 2007, 51, 691–709. [Google Scholar] [CrossRef] [Green Version]
- Yamane, L.H.; de Moraes, V.T.; Espinosa, D.C.; Tenório, J.A. Recycling of WEEE: Characterization of spent printed circuit boards from mobile phones and computers. Waste Manag. 2011, 31, 2553–2558. [Google Scholar] [CrossRef] [PubMed]
- Ficeriová, J.; Baláž, P.; Gock, E. Leaching of gold, silver, and accompanying metals from circuit boards (PCBs) waste. Acta Montan. Slovaca 2011, 16, 128–137. [Google Scholar]
- Rao, M.D.; Singh, K.K.; Morrison, C.A.; Love, J.B. Recycling copper and gold from e-waste by a two-stage leaching and solvent extraction process. Separ. Purif. Technol. 2021, 263, 118400. [Google Scholar] [CrossRef]
- Rao, M.D.; Singh, K.K.; Morrison, C.A.; Love, J.B. Challenges and opportunities in the recovery of gold from electronic waste. RSC Adv. 2020, 10, 4300–4309. [Google Scholar] [CrossRef] [Green Version]
- Silva, L.H.d.S.; Júnior, A.A.F.; Azevedo, G.O.A.; Oliveira, S.C.; Fernandes, B.J.T. Estimating Recycling Return of Integrated Circuits Using Computer Vision on Printed Circuit Boards. Appl. Sci. 2021, 11, 2808. [Google Scholar] [CrossRef]
- Ahirwara, R.; Tripathi, A.K. E-waste management: A review of recycling process, environmental and occupational health hazards, and potential solutions. Environ. Nanotechnol. Monit. Manag. 2021, 15, 100409. [Google Scholar]
- Park, Y.J.; Fray, D.J. Recovery of high purity precious metals from printed circuit boards. J. Hazard. Mater. 2009, 164, 1152–1158. [Google Scholar] [CrossRef]
- Yang, T.; Xu, Z.; Wen, J.; Yang, L. Factors influencing bioleaching copper from waste printed circuit boards by Acidithiobacillus ferrooxidans. Hydrometallurgy 2009, 97, 29–32. [Google Scholar] [CrossRef]
- Dutta, D.; Panda, R.; Kumari, A.; Goel, S.; Jha, M.K. Sustainable recycling process for metals recovery from used printed circuit boards (PCBs). Sustain. Mater. Technol. 2018, 17, 1–9. [Google Scholar] [CrossRef]
- Antrekowitsch, H.; Potesser, M.; Spruzina, W.; Prior, F. Metallurgical Recycling of Electronic Scrap. In Proceedings of the EPD Congress, San Antonio, TX, USA, 12–16 March 2006; pp. 12–16. [Google Scholar]
- Ari, V. A Review of Technology of Metal Recovery from Electronic Waste; Book Chapter 6; InTech: Rijeka, Croatia, 2016; pp. 122–158. [Google Scholar]
- Shuey, S.A.; Taylor, P. A Review of Pyrometallurgical Treatment of Electronic Scrap. In Proceedings of the SME Annual Meeting, Denver, CO, USA, 23–25 February 2004; pp. 23–25. [Google Scholar]
- Guo, Q.; Yue, X.; Wang, M.; Liu, Y. Pyrolysis of scrap printed circuit board plastic particles in a fluidized bed. Powder Technol. 2010, 198, 422–428. [Google Scholar] [CrossRef]
- Brožová, S.; Lisinska, M.; Saternus, M.; Rigoulet, H.; Zbránková, M. Efficiency of leaching of used PCBs using different acids. In Proceedings of the International Multidisciplinary Scientific GeoConference Surveying Geology and Mining Ecology Management, SGEM, Albena, Bulgaria, 28 June–7 July 2019; Volume 19, pp. 695–702, ISSN: 13142704. [Google Scholar]
- Sheng, P.P.; Etsell, T.H. Recovery of gold from computer circuit board scrap using aqua regia. Waste Manag. Res. 2007, 25, 380–383. [Google Scholar] [CrossRef]
- Quinet, P.; Proost, J.; van Lierde, A. Recovery of precious metals from electronic scrap by hydrometallurgical processing routes. Miner. Metall. Process. 2005, 22, 17–22. [Google Scholar] [CrossRef]
- Tuncuk, A.; Stazi, V.; Akcil, A.; Yazici, E.Y.; Devici, H. Aqueous metal recovery techniques from e-scrap: Hydrometallurgy in recycling. Miner. Eng. 2012, 25, 28–37. [Google Scholar] [CrossRef]
- Harikrushnan, B.; Shreyass, G.; Hemant, G.; Pandimadevi, M. Recovery of Metals from Printed Circuit Boards (PCBs) Using a Combination of Hydrometallurgical and Biometallurgical Processes. Int. J. Environ. Res. 2016, 10, 511–518. [Google Scholar]
- Wu, W.; Liu, X.; Zhang, X.; Zhu, M.; Tan, W. Bioleaching of copper from waste printed circuit boards by bacteria-free cultural supernatant of iron–sulfur-oxidizing bacteria. Bioresour. Bioproces. 2018, 5, 1–13. [Google Scholar]
- Moodley, S.J. The Evaluation of Ozone Technology to Reduce the Concentration of Polychlorinated Biphenyls (PCBs) in Contaminated Soil. Master’s Thesis, Faculty of Engineering, University of Kwa-Zulu Natal, Durban, South Africa, 2011. Available online: http://hdl.handle.net/10413/5095 (accessed on 27 February 2021).
- Tian, Q.; Wang, H.; Xin, Y.; Yang, Y.; Li, D.; Guo, X. Effect of selected parameters on stibnite concentrates leaching by ozone. Hydrometallurgy 2016, 165, 295–299. [Google Scholar] [CrossRef]
- Viñals, J.; Juan, E.; Roca, A.; Cruells, M.; Casado, J. Leaching of metallic silver with aqueous ozone. Hydrometallurgy 2005, 76, 225–232. [Google Scholar] [CrossRef]
- Ukasik, M.; Havlik, T. Effect of selected parameters on tetrahedrite leaching by ozone. Hydrometallurgy 2005, 77, 139–145. [Google Scholar] [CrossRef]
- Van Antwerp, W.P.; Lincoln, P.A. Precious Metal Recovery Using UV Ozone. U.S. Patent 4642134, 2 October 1987. [Google Scholar]
- Havlík, T. Microwave leaching of chalcopyrite—Possible improvement in Hydrometallurgy. Metal 2010, 64, 25–28. [Google Scholar]
- Brožová, S.; Drápala, J.; Kursa, M.; Pustějovská, P.; Jursová, S. Leaching refuse after sphalerite mineral for extraction zinc and cobalt. Metalurgija 2016, 55, 497–499. [Google Scholar]
- Tian, Q.; Wang, H.; Xin, Y.; Li, D.; Guo, X. Ozonation leaching of a complex sulfidic antimony ore in hydrochloric acid solution. Hydrometallurgy 2016, 159, 126–131. [Google Scholar] [CrossRef]
- Jursová, S.; Pustějovská, P.; Brožová, S. Study on reducibility and porosity of metallurgical sinter. Alex Eng. J. 2018, 57, 1657–1664. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reagents | Fluorine (F2) | Ozone (O3) | Hydrogen Peroxide (H2O2) | Chlorine (Cl2) | Oxygen (O2) | Bromine (Br2) | Iodine (I2) |
|---|---|---|---|---|---|---|---|
| Redox potential [V] | 2.87 | 2.07 | 1.78 | 1.36 | 1.23 | 1.09 | 0.54 |
| Element | Copper (Cu) | Tin (Sn) | Gold (Au) | Silver (Ag) | Aluminum (Al) | Zinc (Zn) | Iron (Fe) | Other |
|---|---|---|---|---|---|---|---|---|
| Wt. % | 21.46 | 1.49 | 0.10 | 0.37 | 2.97 | 0.34 | 4.67 | 68.59 |
| Leaching Agent | Additional Oxidiser | Temperature [K] | Concentration [g/dm3] | |
|---|---|---|---|---|
| 2 h | 4 h | |||
| HCl | H2O2 | 298 | 11.61 | 11.31 |
| H2SO4 | H2O2 | 10.97 | 8.26 | |
| HCl | O3 | 0.53 | 3.27 | |
| H2SO4 | O3 | 0.48 | 2.01 | |
| HNO3 | - | 62.18 | 62.00 | |
| HCl | H2O2 | 313 | 49.74 | 50.76 |
| H2SO4 | H2O2 | 15.51 | 15.86 | |
| HCl | O3 | 9.92 | 25.86 | |
| H2SO4 | O3 | 1.94 | 15.76 | |
| HNO3 | - | 64.00 | 64.20 | |
| HCl | H2O2 | 353 | 15.65 | 21.85 |
| H2SO4 | H2O2 | 10.73 | 10.26 | |
| HCl | O3 | 27.59 | 68.45 | |
| H2SO4 | O3 | 2.51 | 5.70 | |
| HNO3 | - | 66.35 | 66.00 | |
| Leaching Agent | Additional Oxidiser | Temperature [K] | Concentration [g/dm3] | |
|---|---|---|---|---|
| 2 h | 4 h | |||
| HCl | H2O2 | 298 | 5.93 | 5.9 |
| H2SO4 | H2O2 | 0.18 | 0.26 | |
| HCl | O3 | 1.12 | 1.15 | |
| H2SO4 | O3 | 0.43 | 0.44 | |
| HNO3 | - | - | - | |
| HCl | H2O2 | 313 | 0.38 | 9.86 |
| H2SO4 | H2O2 | 0.06 | 0.06 | |
| HCl | O3 | - | 10.41 | |
| H2SO4 | O3 | 0.18 | 0.32 | |
| HNO3 | - | - | - | |
| HCl | H2O2 | 353 | 2.09 | 10.63 |
| H2SO4 | H2O2 | 0.06 | 0.06 | |
| HCl | O3 | 11.17 | 12.00 | |
| H2SO4 | O3 | 0.07 | 0.45 | |
| HNO3 | - | - | - | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Brožová, S.; Lisińska, M.; Saternus, M.; Gajda, B.; Simha Martynková, G.; Slíva, A. Hydrometallurgical Recycling Process for Mobile Phone Printed Circuit Boards Using Ozone. Metals 2021, 11, 820. https://doi.org/10.3390/met11050820
Brožová S, Lisińska M, Saternus M, Gajda B, Simha Martynková G, Slíva A. Hydrometallurgical Recycling Process for Mobile Phone Printed Circuit Boards Using Ozone. Metals. 2021; 11(5):820. https://doi.org/10.3390/met11050820
Chicago/Turabian StyleBrožová, Silvie, Magdalena Lisińska, Mariola Saternus, Bernadeta Gajda, Gražyna Simha Martynková, and Aleš Slíva. 2021. "Hydrometallurgical Recycling Process for Mobile Phone Printed Circuit Boards Using Ozone" Metals 11, no. 5: 820. https://doi.org/10.3390/met11050820
APA StyleBrožová, S., Lisińska, M., Saternus, M., Gajda, B., Simha Martynková, G., & Slíva, A. (2021). Hydrometallurgical Recycling Process for Mobile Phone Printed Circuit Boards Using Ozone. Metals, 11(5), 820. https://doi.org/10.3390/met11050820