
Fatigue Behavior of Hybrid Components Containing Maraging Steel Parts Produced by Laser Powder Bed Fusion


 , , , , and
, , , , and
Abstract
:1. Introduction
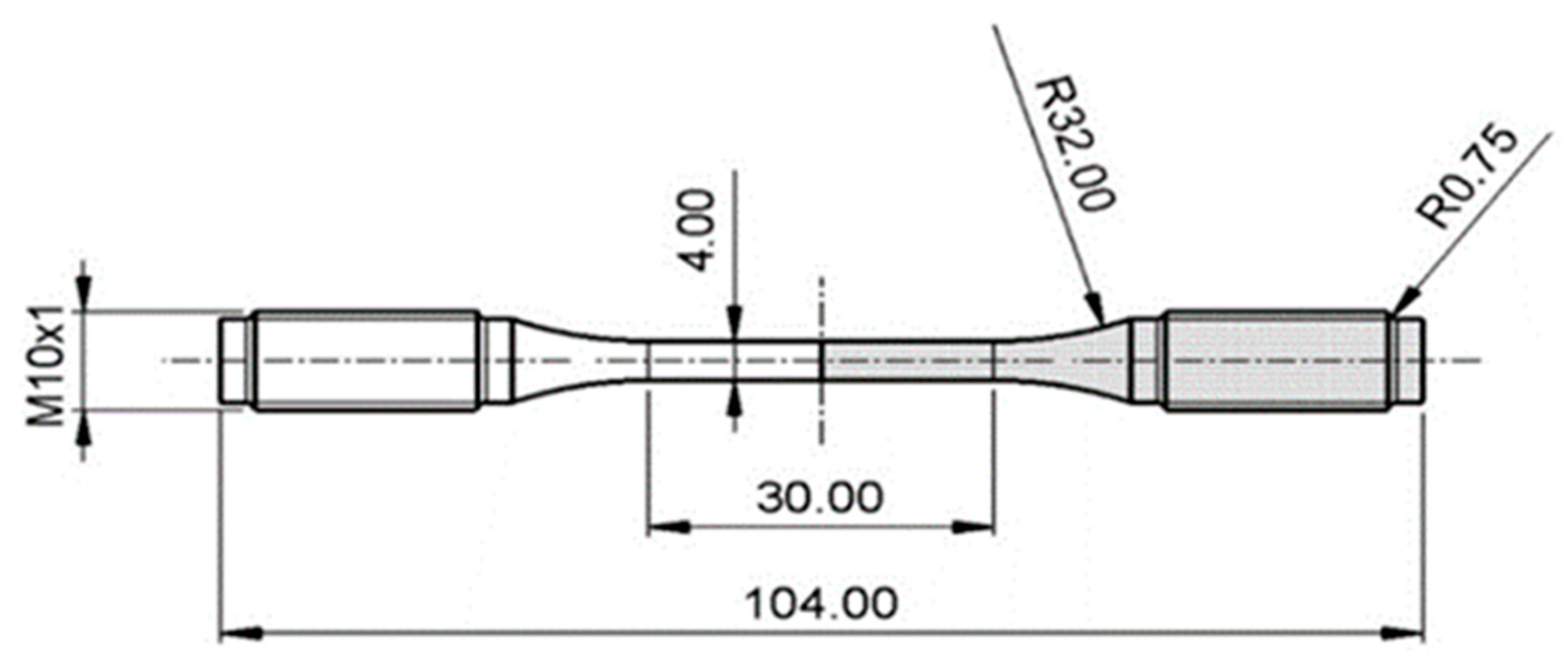
2. Materials and Methods
- Under constant amplitude loading two series of tests were performed: One in load control at constant amplitude sinusoidal load wave with stress ratio R = 0 and another in displacement control with zero minimum strain.
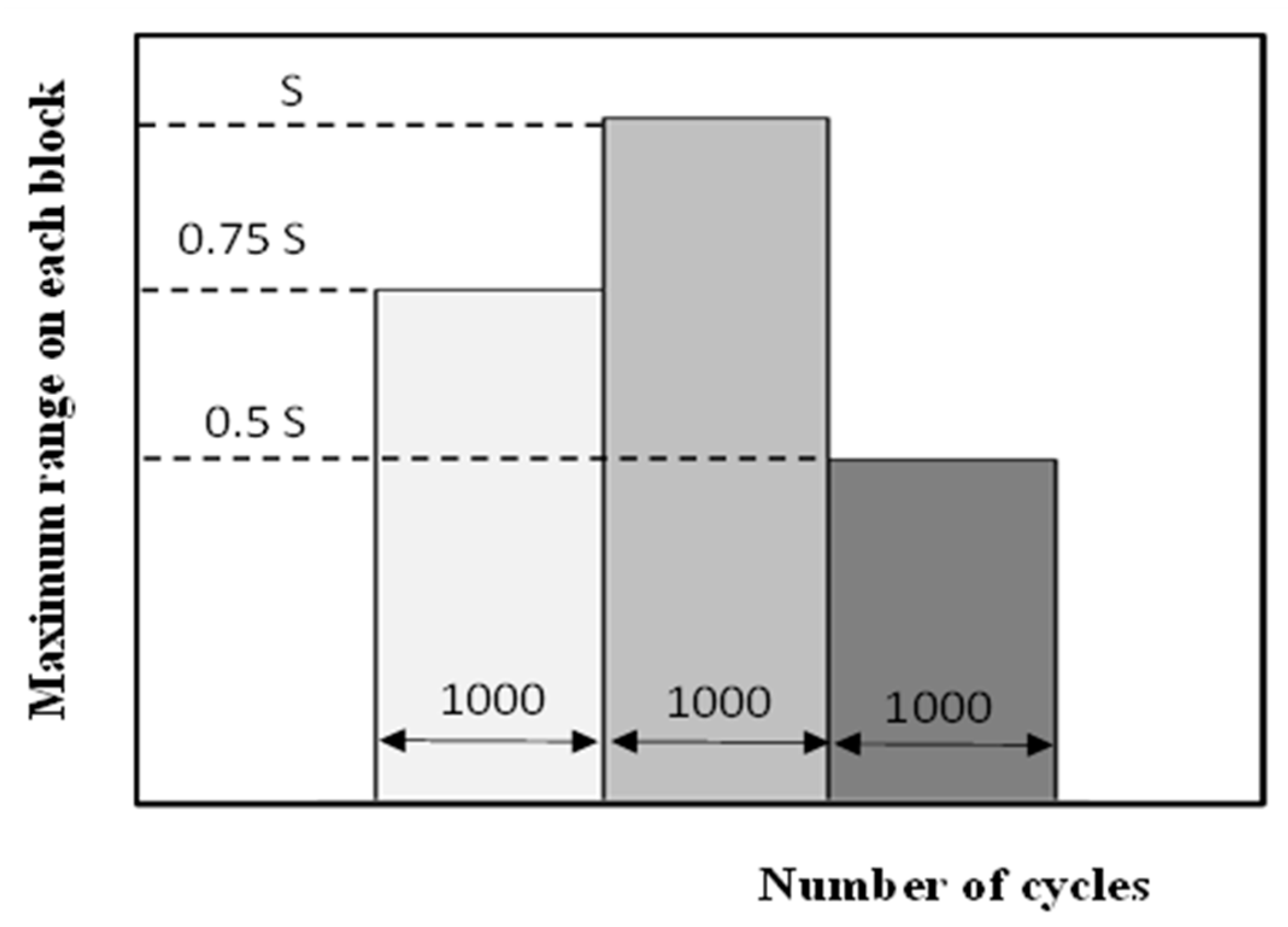
- Under variable amplitude tests using a reference block loading, composed by three blocks with stress ratio of R = 0, applied during 1000 of cycles for each block. The stress range applied during each block is schematically depicted in Figure 3.
3. Results and Discussion
4. Conclusions
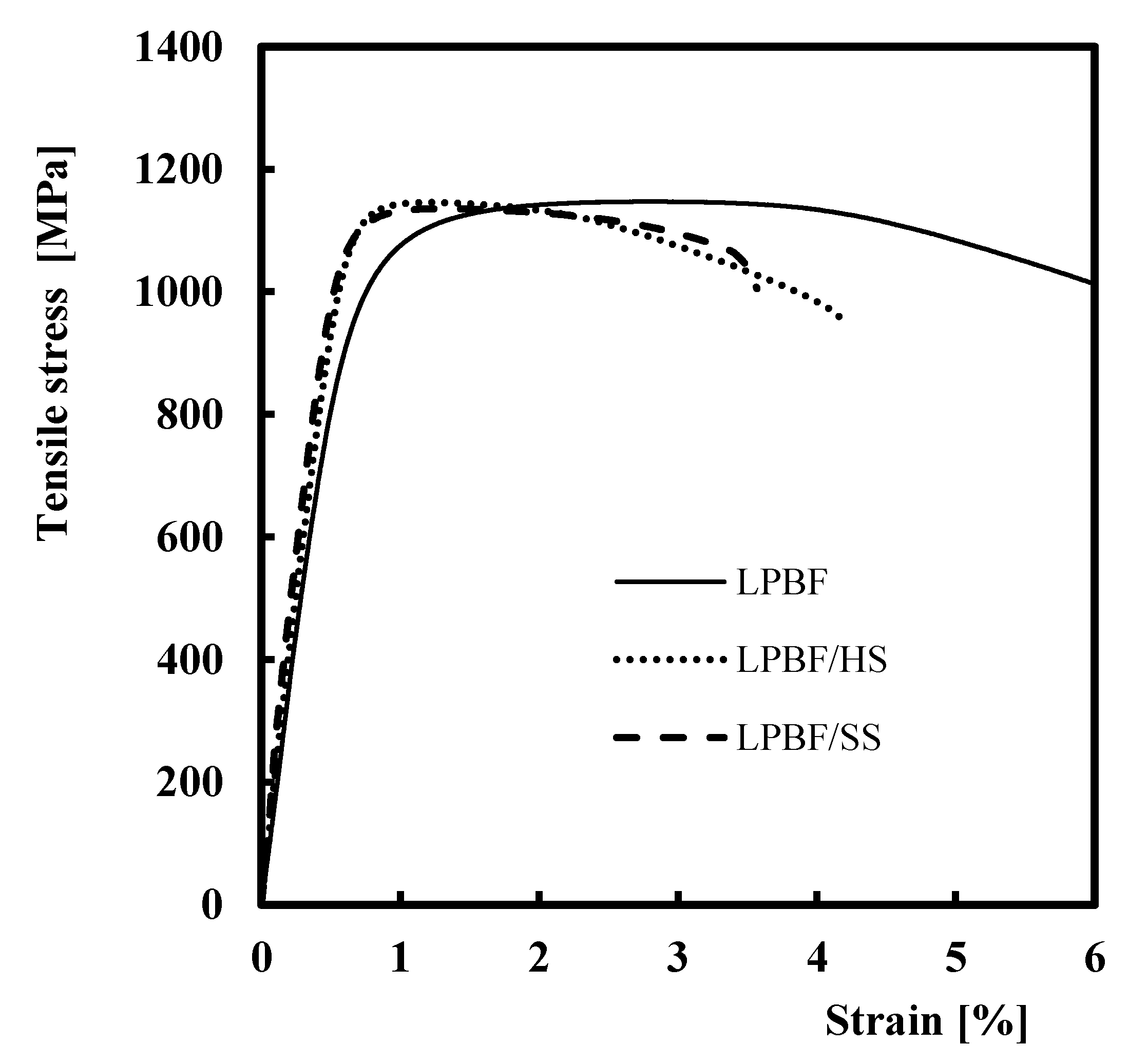
- Tensile properties of only LPBF and hybrid specimens are quite similar. However, for the materials combinations studied hybrid parts have higher stiffness (+7%) and lower strain at failure (−61%).
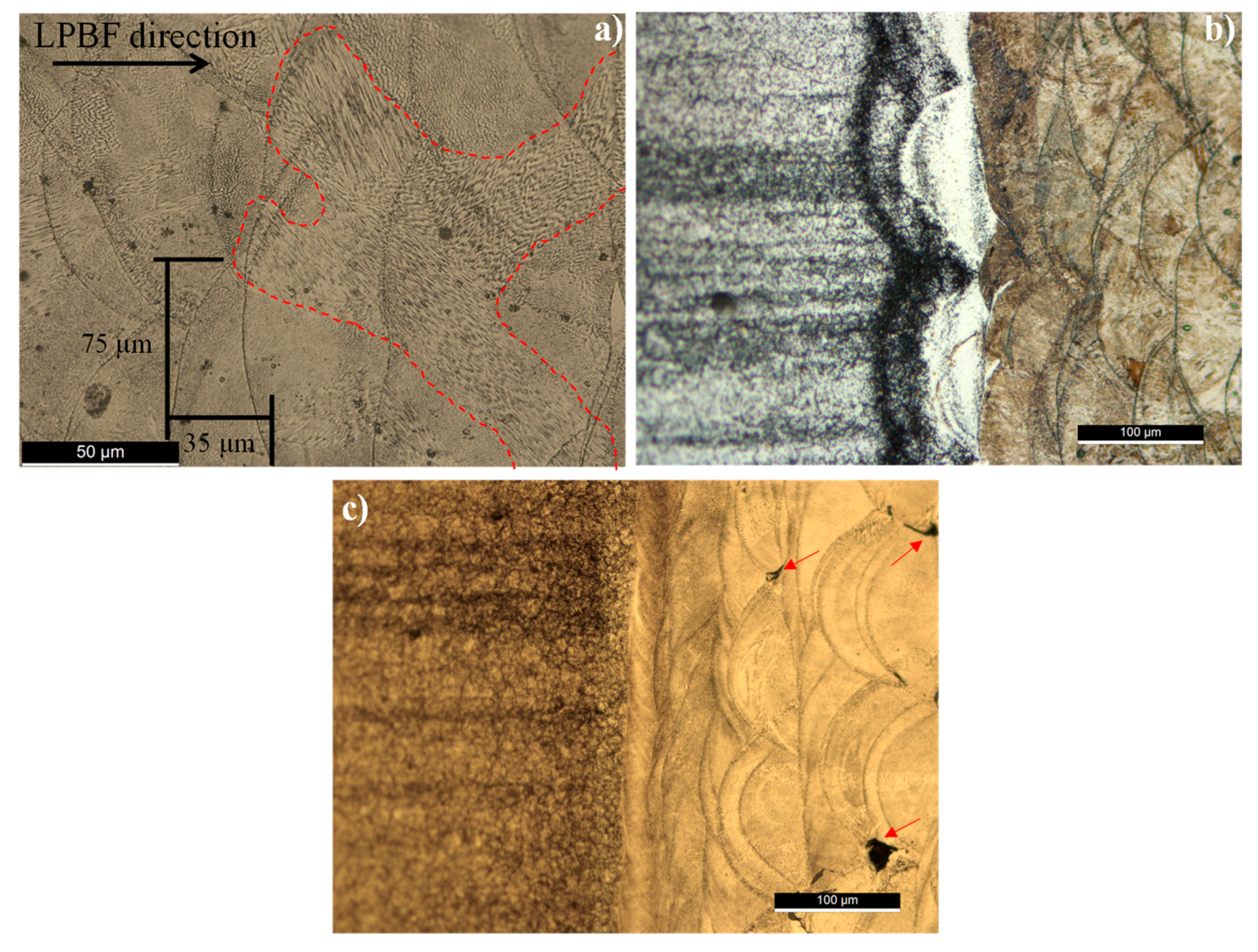
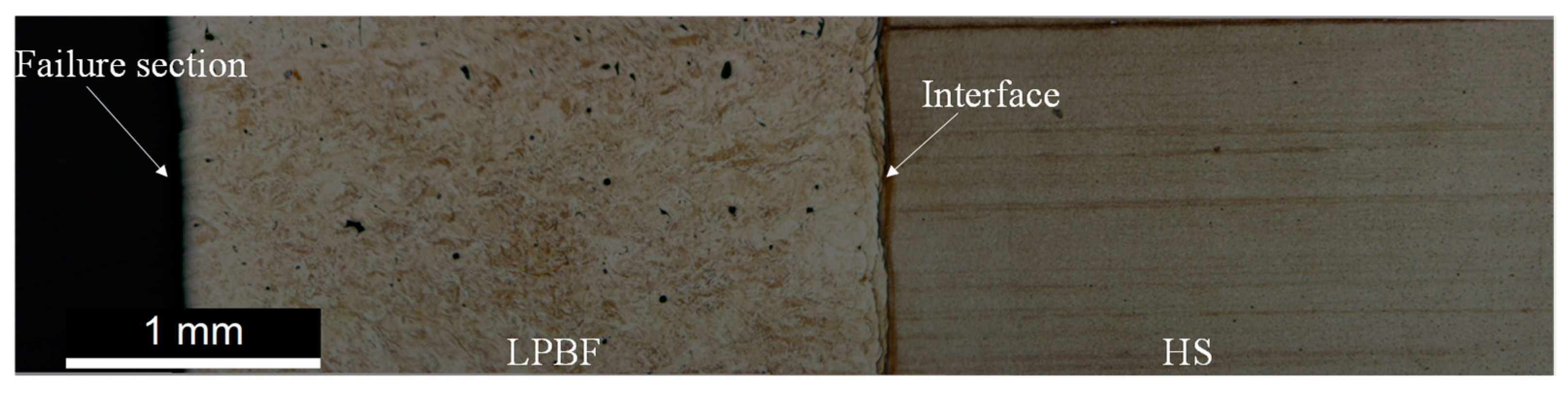
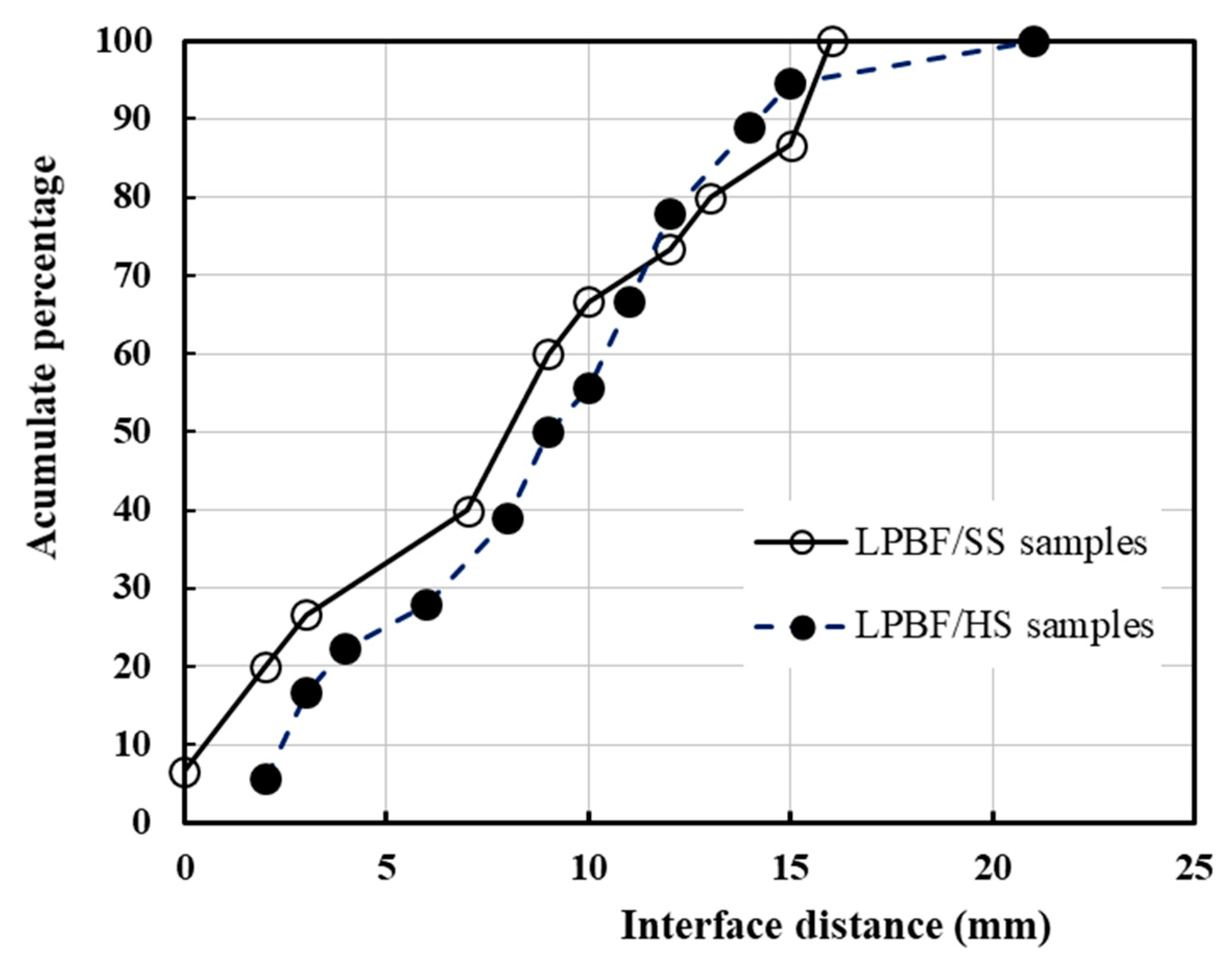
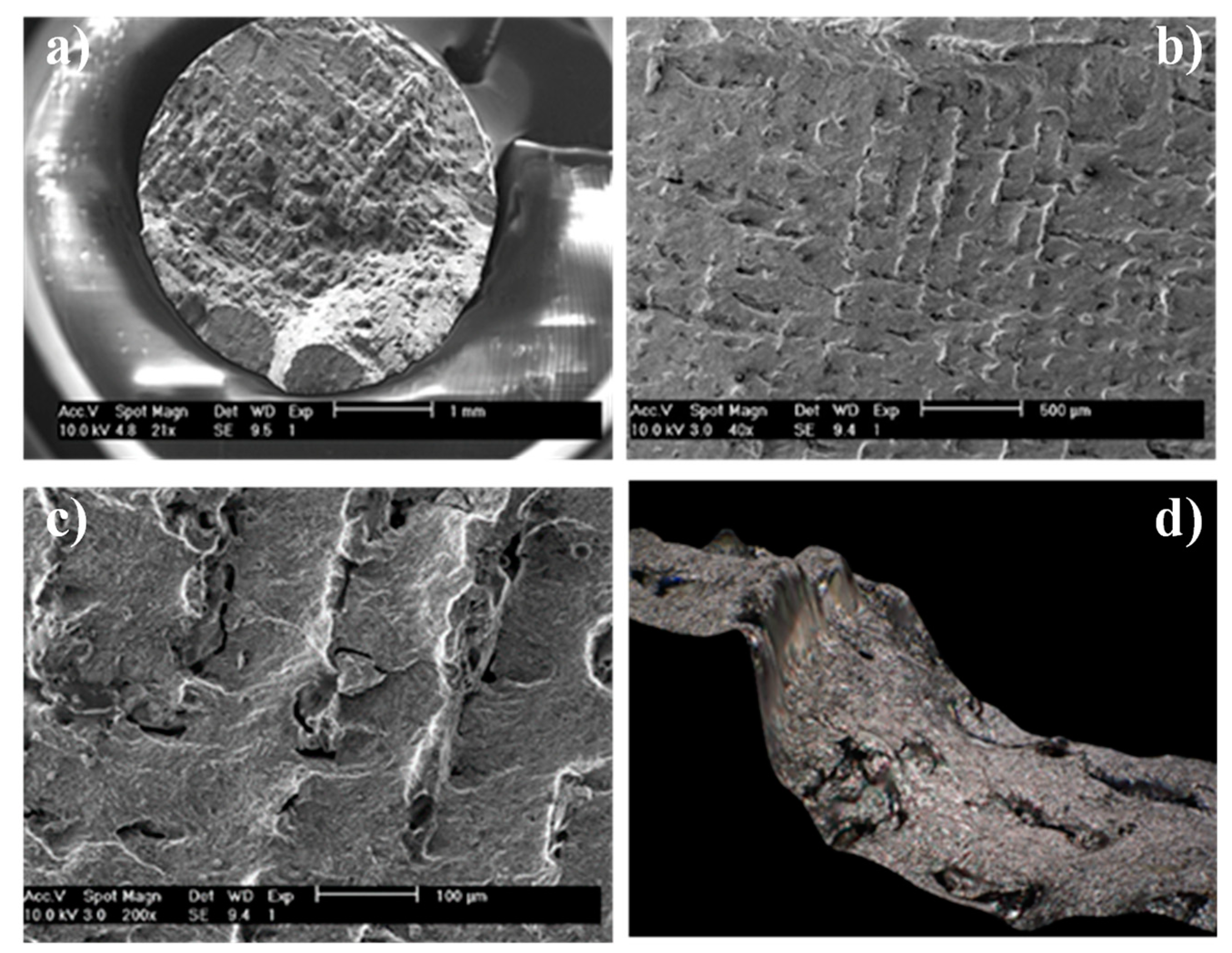
- Fatigue failure of hybrid samples occurs in laser melted parts, once LPBF material exhibits lower crack initiation resistance as consequence of lower micro hardness, about of −70%, and the presence of a significant number of small micro pores. Fatigue cracks initiated around the surface, in many cases with multi-nucleation and propagated predominantly between the deposed layers or through the internal microporosities and impurities defects. The interface between materials showed an excellent connection and fatigue strength due to the fatigue failure of hybrid samples occurred frequently in laser melted parts out of the interface.
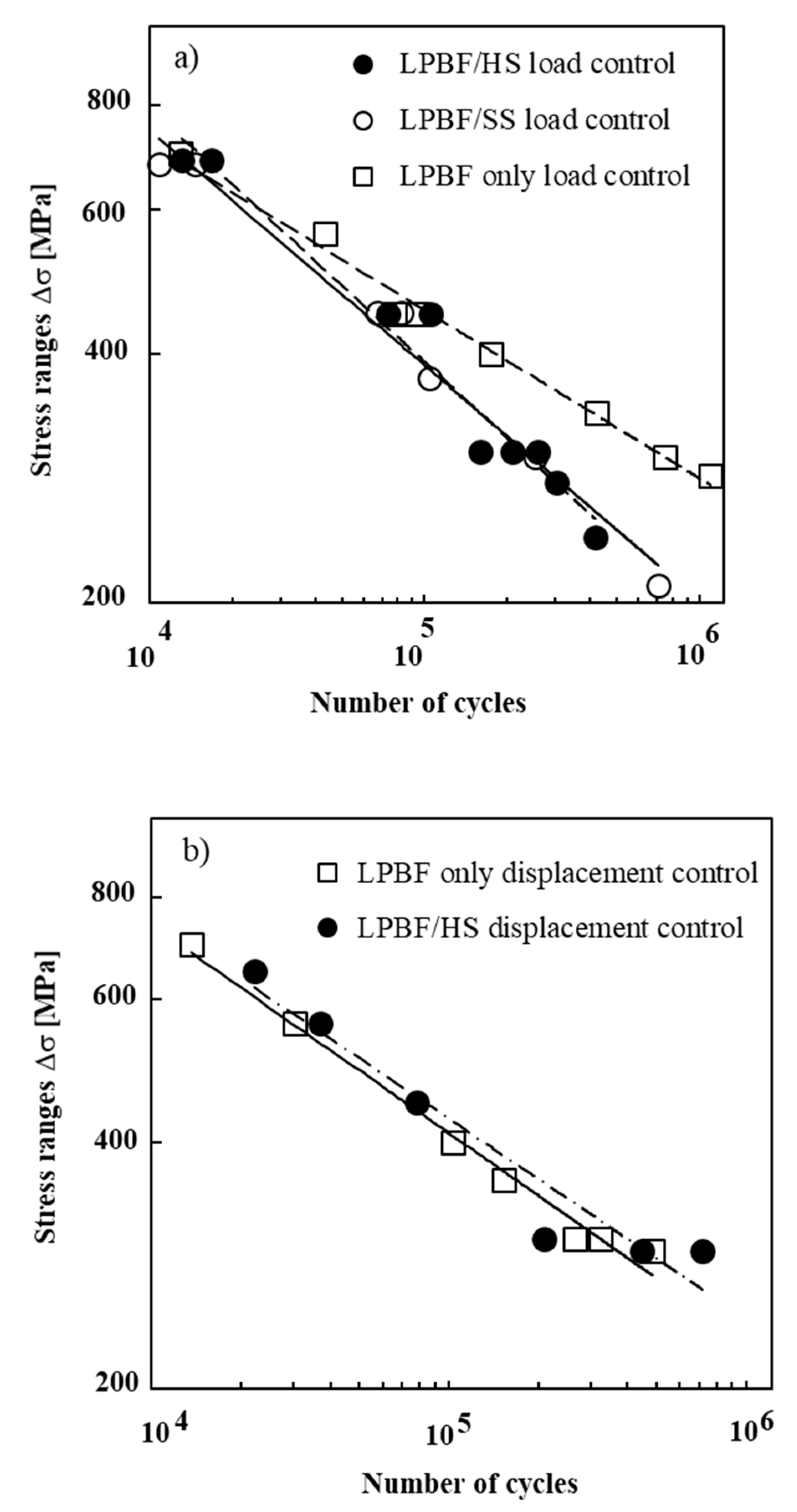
- For short lives, fatigue strength of LPBF and hybrid parts, tested under load control was quite similar. However, for long lives, the fatigue strength of hybrid specimens is progressively lesser than that of LPBF samples, for 500,000 cycles a loss of 52%. Fatigue strength of LPBF and hybrid parts, tested under displacement control is similar, suggesting that fatigue failure is controlled by the strain range.
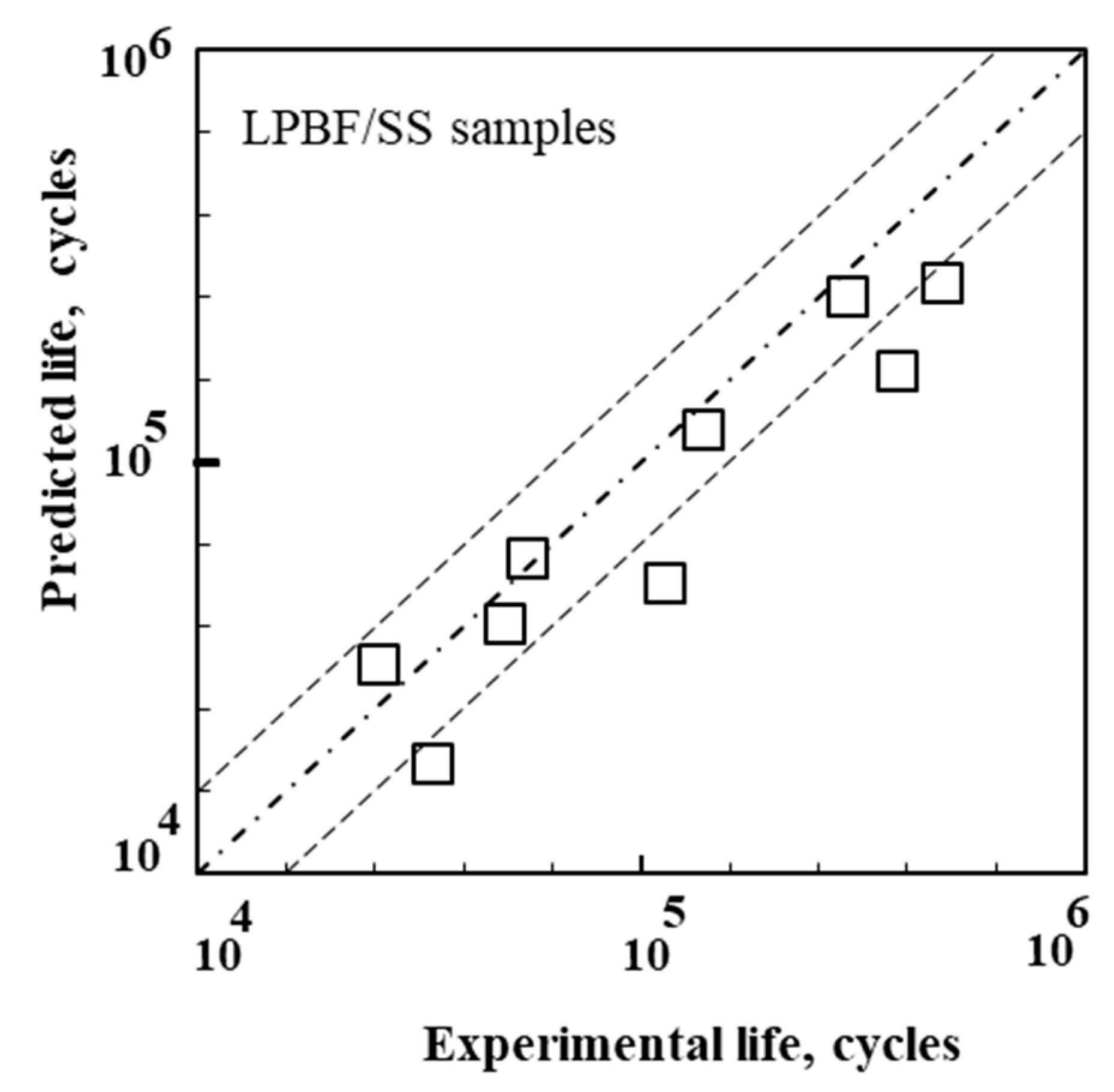
- Miner’s law provides good predictions of the fatigue lives under block loadings due to the ratio between the experimental and predicted fatigue life showed an error bellow to 10%, despite a tendency to obtain conservative predictions, particularly for the LPBF/SS specimens.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Santos, E.C.; Shiomi, M.; Osakada, K.; Laoui, T. Rapid manufacturing of metal components by laser forming. Int. J. Mach. Tools Manuf. 2006, 46, 1459–1468. [Google Scholar] [CrossRef]
- Simchi, A.; Pohl, H. Direct laser sintering of iron–graphite powder mixture. Mater. Sci. Eng. A 2004, 383, 191–200. [Google Scholar] [CrossRef]
- Simchi, A. Direct laser sintering of metal powders: Mechanism, kinetics and microstructural features. Mater. Sci. Eng. A 2006, 428, 148–158. [Google Scholar] [CrossRef]
- Kruth, J.P.; Froyen, L.; Van Vaerenbergh, J.; Mercelis, P.; Rombouts, M.; Lauwers, B. Selective Laser Melting of Iron-Based Powder. J. Mater. Process. Technol. 2004, 149, 616–622. [Google Scholar] [CrossRef]
- Wang, Y.; Bergström, J.; Burman, C. Characterization of an iron-based laser sintered material. J. Mater. Process. Technol. 2006, 172, 77–87. [Google Scholar] [CrossRef]
- Mumtaz, K.A.; Erasenthiran, P.; Hopkinson, N. High Density Selective Laser Melting of Waspaloy®. J. Mater. Process. Technol. 2008, 195, 77–87. [Google Scholar] [CrossRef]
- Mumtaz, K.; Hopkinson, N. Top surface and side roughness of Inconel 625 parts processed using selective laser melting. Rapid Prototyp. J. 2009, 15, 96–103. [Google Scholar] [CrossRef]
- Gu, D.; Shen, Y. Development and characterisation of direct laser sintering multicomponent Cu based metal powder. Powder Met. 2006, 49, 258–264. [Google Scholar] [CrossRef]
- Osakada, K.; Shiomi, M. Flexible manufacturing of metallic products by selective laser melting of powder. Int. J. Mach. Tools Manuf. 2006, 46, 1188–1193. [Google Scholar] [CrossRef]
- Maleki, E.; Bagherifard, S.; Bandini, M.; Guagliano, M. Surface post-treatments for metal additive manufacturing: Progress, challenges, and opportunities. Addit. Manuf. 2021, 37, 101619. [Google Scholar] [CrossRef]
- Simchi, A.; Petzoldt, F.; Pohl, H. Direct metal laser sintering: Material considerations and mechanisms of particle: Rand tooling of powdered metal parts. Int. J. Powder Metall. 2001, 37, 49–61. [Google Scholar]
- Murr, L.E.; Gaytan, S.M.; Ceylan, A.; Martinez, E.; Martinez, J.L.; Hernandez, D.H.; Machiado, B.I.; Ramirez, D.A.; Medina, F.; Collins, S.; et al. Characterization of titanium aluminide alloy components fabricated by additive manufacturing using electron beam melting. Acta Mater. 2010, 58, 1887–1894. [Google Scholar] [CrossRef]
- Gorny, B.; Niendorf, T.; Lackmann, J.; Thoene, M.; Troester, T.; Maier, H.J. In situ characterization of the deformation and failure behaviour of non-stochastic porous structures processed by selective laser melting. Mater. Sci. Eng. A 2011, 528, 7962–7967. [Google Scholar] [CrossRef]
- Vilaro, T.; Colin, C.; Bartout, J.-D. As-Fabricated and Heat-Treated Microstructures of the Ti-6Al-4V Alloy Processed by Selective Laser Melting. Met. Mater. Trans. A 2011, 42, 3190–3199. [Google Scholar] [CrossRef]
- Brandl, E.; Heckenberger, U.; Holzinger, V.; Buchbinder, D. Additive manufactured AlSi10Mg samples using Selective Laser Melting (SLM): Microstructure, high cycle fatigue, and fracture behavior. Mater. Des. 2012, 34, 159–169. [Google Scholar] [CrossRef]
- Zhu, H.H.; Lu, L.; Fuh, J.Y.H. Study on Shrinkage Behaviour of Direct Laser Sintering Metallic Powder. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2006, 220, 183–190. [Google Scholar] [CrossRef]
- Chatterjee, A.N.; Kumar, S.; Saha, P.; Mishra, P.K.; Choudhury, A.R. An experimental design approach to selective laser sintering of low carbon steel. J. Mater. Process. Technol. 2003, 136, 151–157. [Google Scholar] [CrossRef]
- Murali, K.; Chatterjee, A.N.; Saha, P.; Palai, R.; Kumar, S.; Roy, S.K.; Mishra, P.K.; Choudhury, A.R. Direct selective laser sintering of iron–graphite powder mixture. J. Mater. Process. Technol. 2003, 136, 179–185. [Google Scholar] [CrossRef]
- Dingal, S.; Pradhan, T.R.; Sarin Sundar, J.K.; Choudhury, A.R.; Roy, S.K. The application of Taguchi’s method in the experimental investigation of the laser sintering process. Int. J. Adv. Manuf. Technol. 2008, 38, 904–914. [Google Scholar] [CrossRef]
- Gu, D.; Shen, Y. Balling phenomena in direct laser sintering of stainless steel powder: Metallurgical mechanisms and control methods. Mater. Des. 2009, 30, 2903–2910. [Google Scholar] [CrossRef]
- Niu, H.J.; Chang, I.T.H. Instability of scan tracks of selective laser sintering of high speed steel powder. Scripta Mater. 1999, 41, 1229–1234. [Google Scholar] [CrossRef]
- Tolochko, N.K.; Mozzharov, S.E.; Yadroitsev, I.A.; Laoui, T.; Froyen, L.; Titov, V.I.; Ignatiev, M.B. Balling processes during selective laser treatment of powders. Rapid Prototyp. J. 2004, 10, 78–87. [Google Scholar] [CrossRef]
- Das, S. Physical Aspects of Process Control in Selective Laser Sintering of Metals. Adv. Eng. Mater. 2003, 5, 701–711. [Google Scholar] [CrossRef]
- Mooney, B.; Kourousis, K. A Review of Factors Affecting the Mechanical Properties of Maraging Steel 300 Fabricated via Laser Powder Bed Fusion. Metals 2020, 10, 1273. [Google Scholar] [CrossRef]
- Abe, F.; Osakada, K.; Shiomi, M.; Uematsu, K.; Matsumoto, M. The manufacturing of hard tools from metallic powders by selective laser melting. J. Mater. Process. Technol. 2001, 111, 210–213. [Google Scholar] [CrossRef]
- Zitelli, C.; Folgarait, P.; Di Schino, A. Laser Powder Bed Fusion of Stainless Steel Grades: A Review. Metals 2019, 9, 731. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Bergström, J.; Burman, C. Four-point bending fatigue behaviour of an iron-based laser sintered material. Int. J. Fatigue 2006, 28, 1705–1715. [Google Scholar] [CrossRef]
- Leuders, S.; Thöne, M.; Riemer, A.; Niendorf, T.; Tröster, T.; Richard, H.A.; Maier, H.J. On the mechanical behaviour of tita-nium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance. Int. J. Fatigue 2013, 48, 300–307. [Google Scholar] [CrossRef]
- Spierings, A.; Starr, T.; Wegener, K. Fatigue performance of additive manufactured metallic parts. Rapid Prototyp. J. 2013, 19, 88–94. [Google Scholar] [CrossRef]
- Branco, R.; Costa, J.D.M.; Berto, F.; Razavi, S.M.J.; Ferreira, J.A.M.; Capela, C.; Santos, L.; Antunes, F. Low-Cycle Fatigue Behaviour of AISI 18Ni300 Maraging Steel Produced by Selective Laser Melting. Metals 2018, 8, 32. [Google Scholar] [CrossRef] [Green Version]
- Bhaduri, D.; Penchev, P.; Essa, K.; Dimov, S.; Carter, L.N.; Pruncu, C.I.; Pullini, D. Evaluation of surface/interface quality, microstructure and mechanical properties of hybrid additive-subtractive aluminium parts. CIRP Ann. 2019, 68, 237–240. [Google Scholar] [CrossRef]
- Santos, L.; Ferreira, J.; Jesus, J.; Costa, J.; Capela, C. Fatigue behaviour of selective laser melting steel components. Theor. Appl. Fract. Mech. 2016, 85, 9–15. [Google Scholar] [CrossRef]
- Santos, L.; Ferreira, J.; Costa, J.; Capela, C. Fatigue Performance of Hybrid Steel Samples with Laser Sintered Implants. Procedia Eng. 2016, 160, 143–150. [Google Scholar] [CrossRef] [Green Version]
- Santos, L.; Borrego, L.; Ferreira, J.; De Jesus, J.; Costa, J.; Capela, C. Effect of heat treatment on the fatigue crack growth behaviour in additive manufactured AISI 18Ni300 steel. Theor. Appl. Fract. Mech. 2019, 102, 10–15. [Google Scholar] [CrossRef]
- Santos, L.M.S.; De Jesus, J.; Ferreira, J.M.; Costa, J.D.; Capela, C. Fracture Toughness of Hybrid Components with Selective Laser Melting 18Ni300 Steel Parts. Appl. Sci. 2018, 8, 1879. [Google Scholar] [CrossRef] [Green Version]
- Yao, Y.; Huang, Y.; Chen, B.; Tan, C.; Su, Y.; Feng, J. Influence of processing parameters and heat treatment on the mechanical properties of 18Ni300 manufactured by laser based directed energy deposition. Opt. Laser Technol. 2018, 105, 171–179. [Google Scholar] [CrossRef]
- ASTM E384-11e1. Standard Test Method for Knoop and Vickers Hardness of Materials; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar] [CrossRef]
- Miner, M.A. Cumulative Damage in Fatigue. J. Appl. Mech. 1945, 12, A159–A164. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Ni | Co | V | Mo | Ti | Al | Cr | P | Si | Mn | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 18Ni300 | 0.01 | 18.2 | 9.0 | - | 5.0 | 0.6 | 0.05 | 0.3 | 0.01 | 0.1 | 0.04 | Balance |
| 1.2344 | 0.40 | - | - | 0.94 | 1.30 | - | - | 5.29 | 0.017 | 1.05 | 0.36 | Balance |
| 1.2083 | 0.37 | - | - | 0.17 | - | - | - | 14.22 | 0.021 | 0.64 | 0.37 | Balance |
| Sample Code | Substrate Material | Implant Material |
|---|---|---|
| LPBF/HS | 18Ni300 powder (LPBF) | 1.2344 Hot working steel (HS) |
| LPBF/SS | 18Ni300 powder (LPBF) | 1.2083 Stainless steel (SS) |
| Sample Code | Young’s Modulus, GPa | Tensile Strength, MPa | Strain at Failure, % |
|---|---|---|---|
| LPBF | 168 ± 9 | 1147 ± 13 | 6.12 ± 0.001 |
| LPBF/HS | 181 ± 6 | 1139 ± 12 | 4.2 ± 0.03 |
| LPBF/SS | 173 ± 7 | 1144 ± 10 | 3.8 ± 0.08 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Santos, L.; de Jesus, J.; Borrego, L.; Ferreira, J.A.M.; Fernandes, R.F.; da Costa, J.D.M.; Capela, C. Fatigue Behavior of Hybrid Components Containing Maraging Steel Parts Produced by Laser Powder Bed Fusion. Metals 2021, 11, 835. https://doi.org/10.3390/met11050835
Santos L, de Jesus J, Borrego L, Ferreira JAM, Fernandes RF, da Costa JDM, Capela C. Fatigue Behavior of Hybrid Components Containing Maraging Steel Parts Produced by Laser Powder Bed Fusion. Metals. 2021; 11(5):835. https://doi.org/10.3390/met11050835
Chicago/Turabian StyleSantos, Luís, Joel de Jesus, Luís Borrego, José A. M. Ferreira, Rui F. Fernandes, José D. M. da Costa, and Carlos Capela. 2021. "Fatigue Behavior of Hybrid Components Containing Maraging Steel Parts Produced by Laser Powder Bed Fusion" Metals 11, no. 5: 835. https://doi.org/10.3390/met11050835
APA StyleSantos, L., de Jesus, J., Borrego, L., Ferreira, J. A. M., Fernandes, R. F., da Costa, J. D. M., & Capela, C. (2021). Fatigue Behavior of Hybrid Components Containing Maraging Steel Parts Produced by Laser Powder Bed Fusion. Metals, 11(5), 835. https://doi.org/10.3390/met11050835