
Development of Elastoplastic-Damage Model of AlFeSi Phase for Aluminum Alloy 6061


Abstract
:1. Introduction
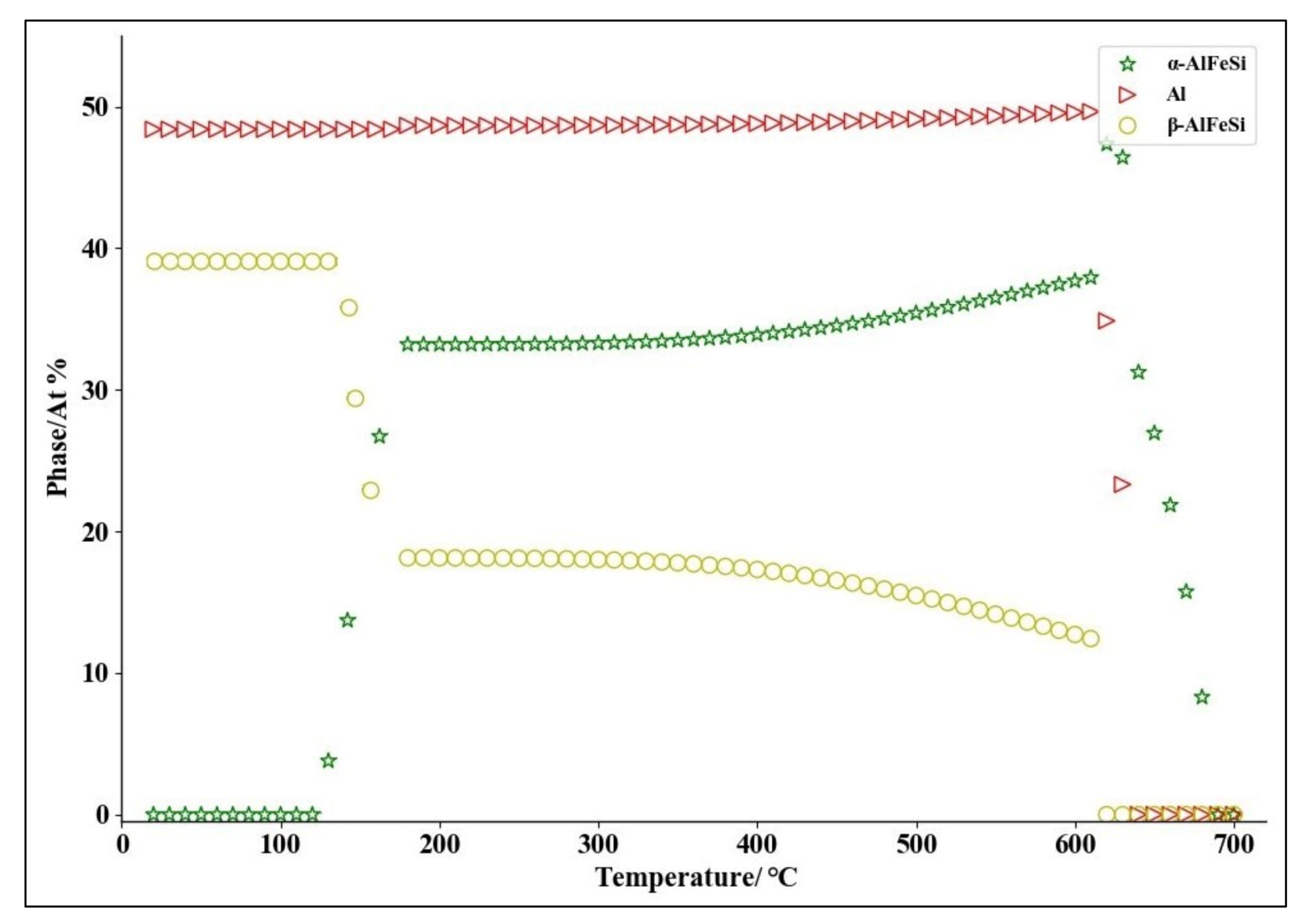
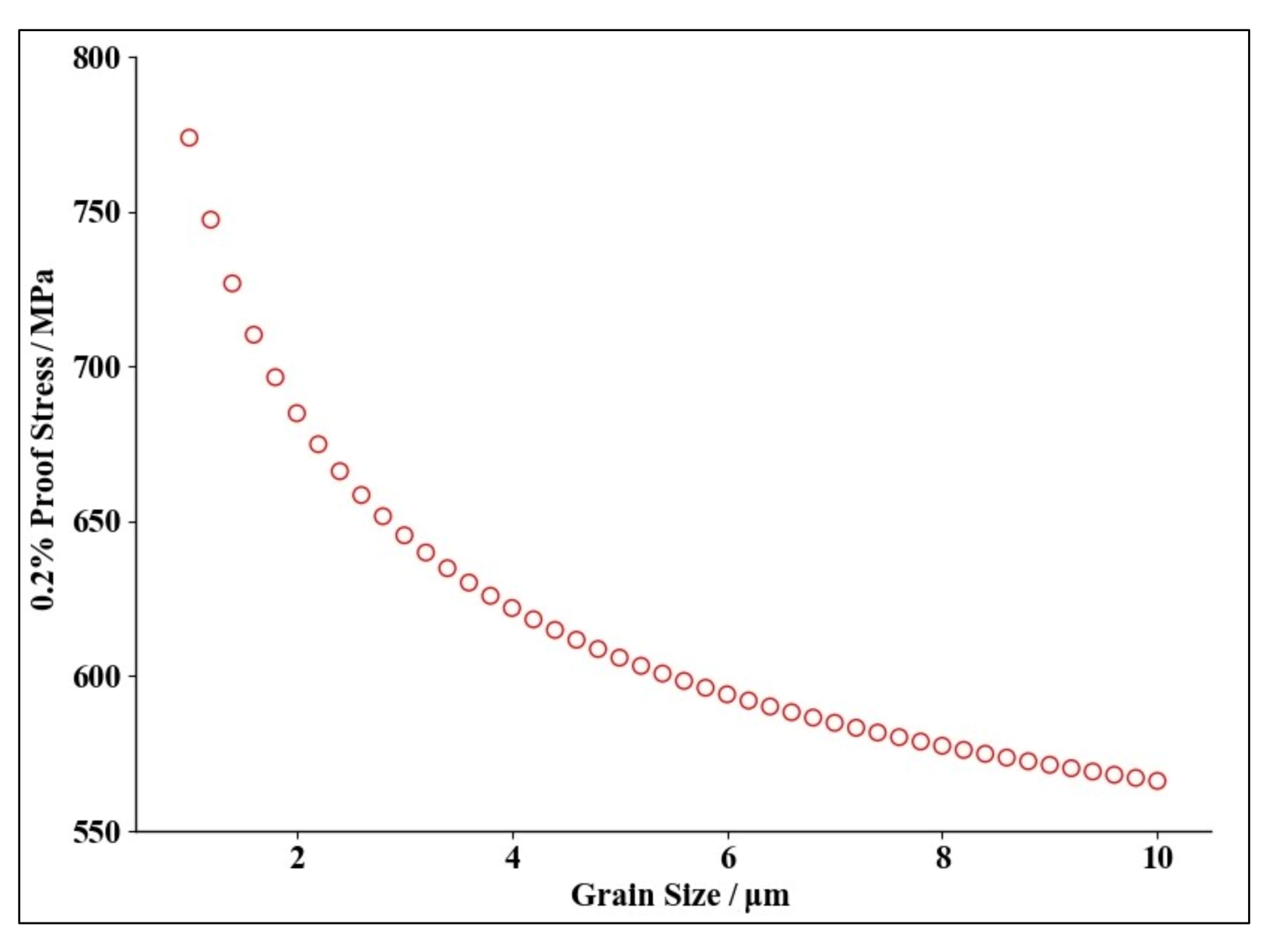
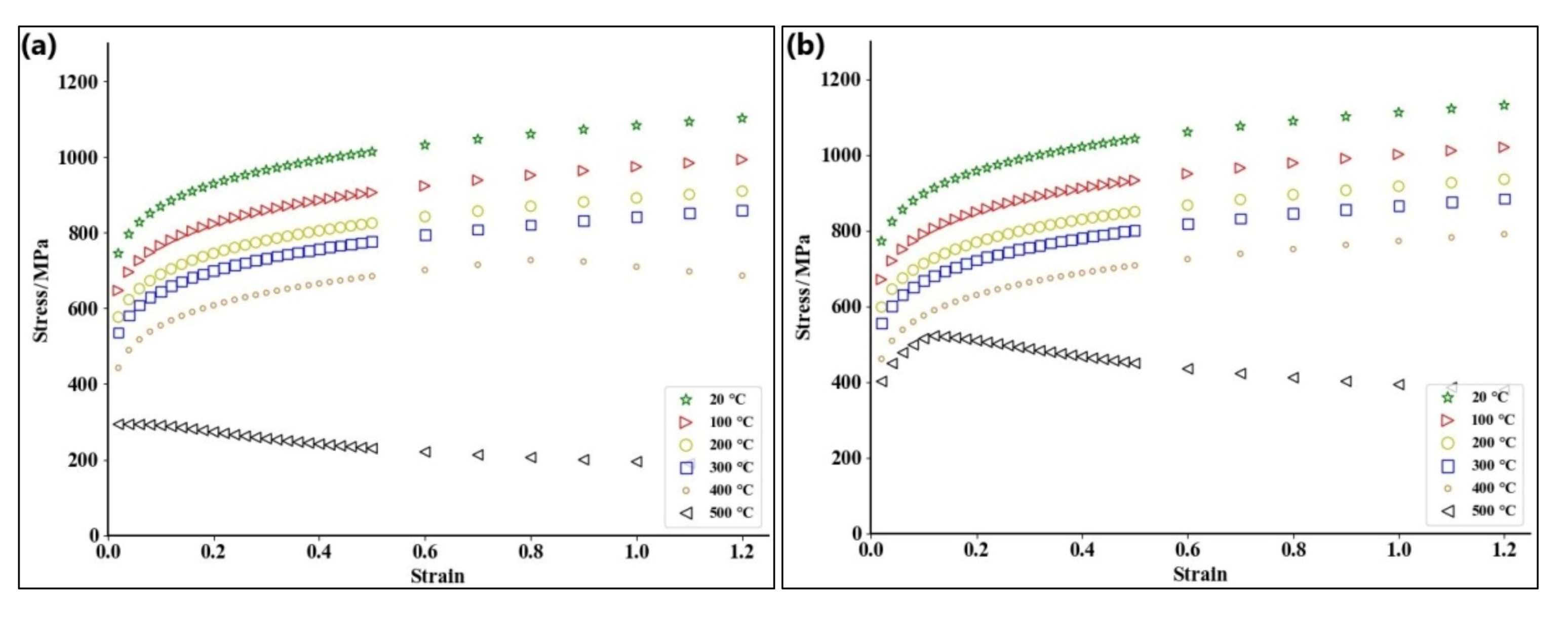
2. Determination of Material Properties of AlFeSi Phase
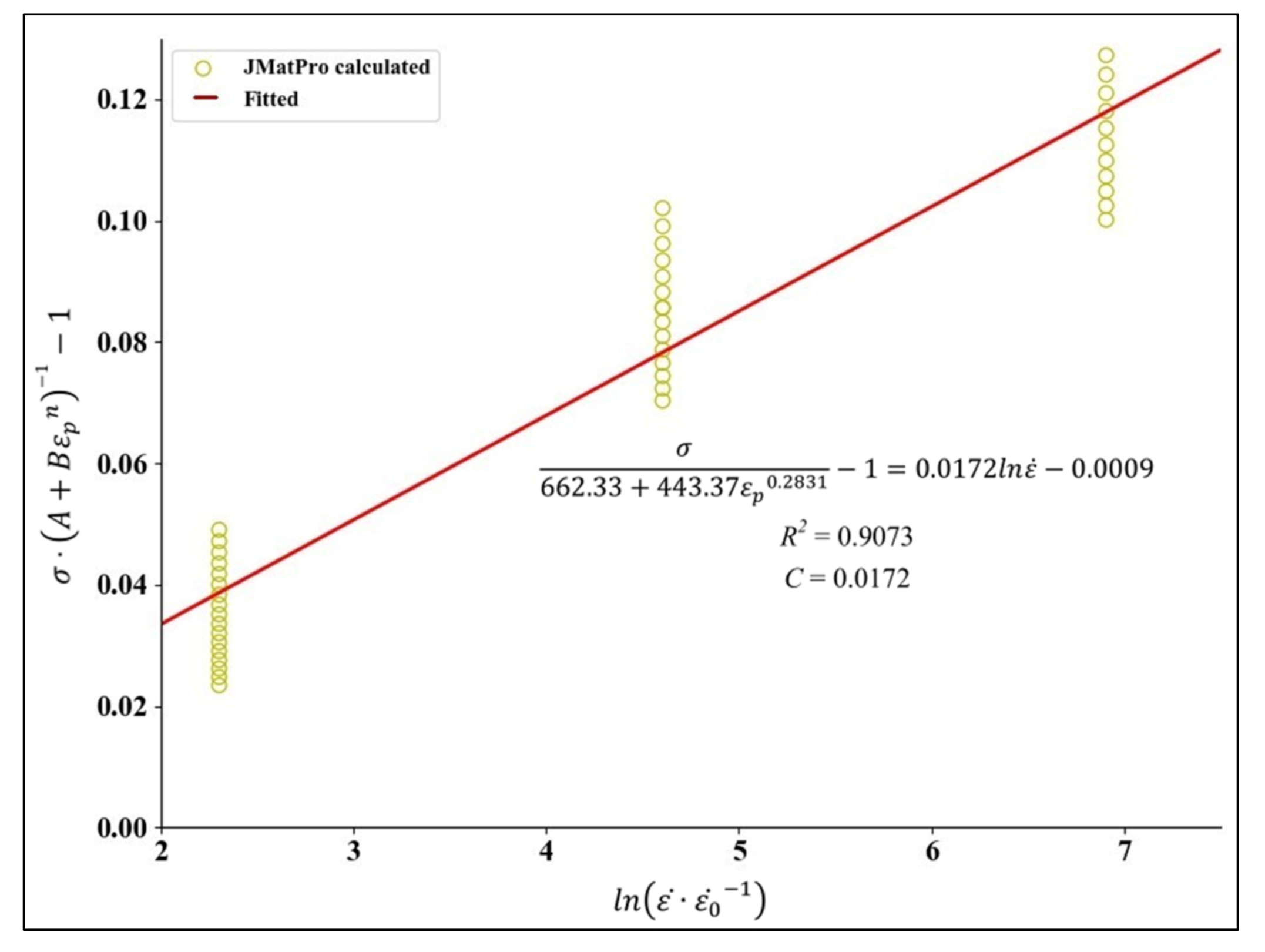
3. Elastoplastic-Damage Model of AlFeSi Phase
3.1. Solution of Elastoplastic Constitutive Equation
3.2. Solution of Damage Constitutive Equation
4. Experimental Verification
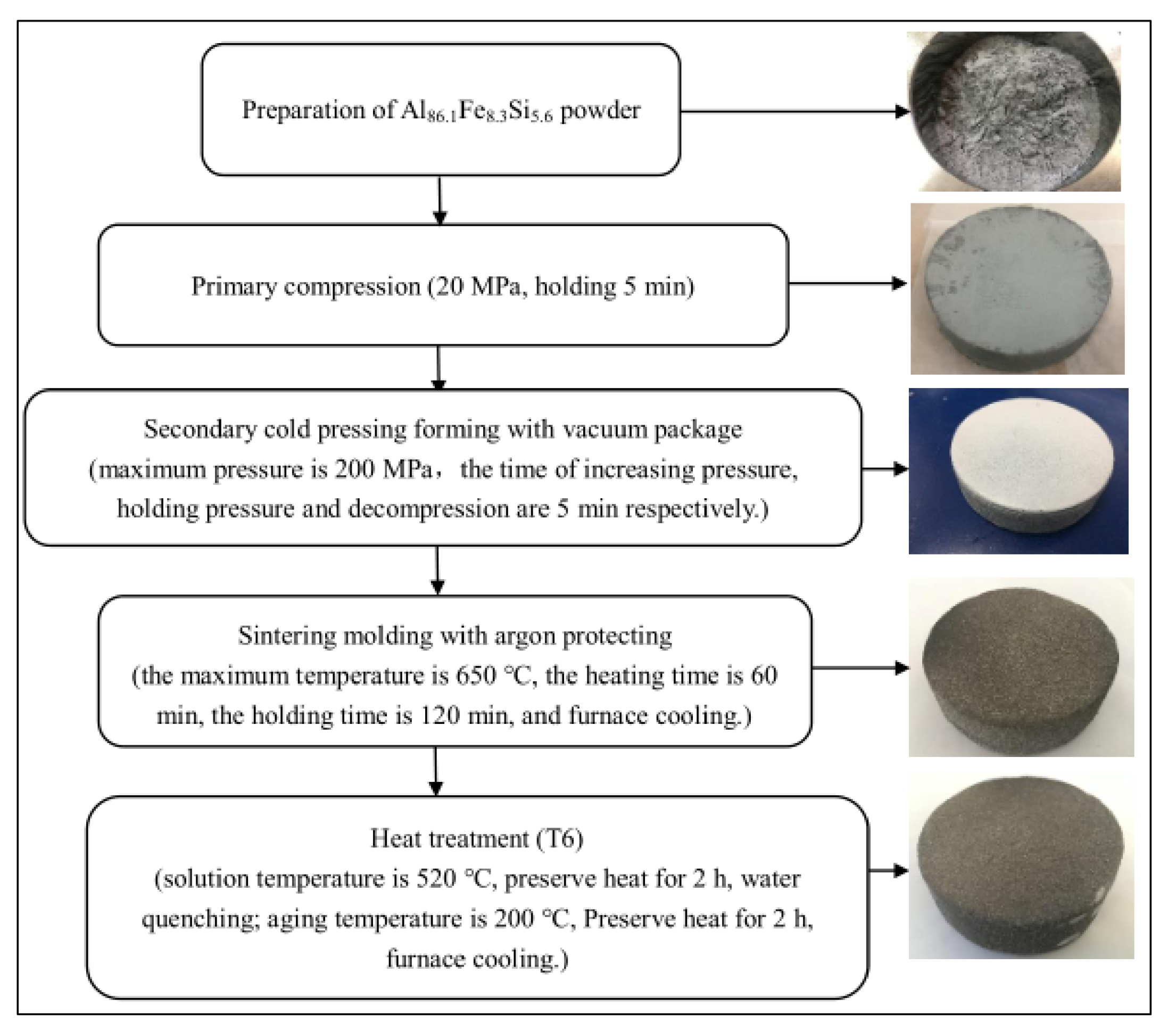
4.1. Material Preparation for AlFeSi
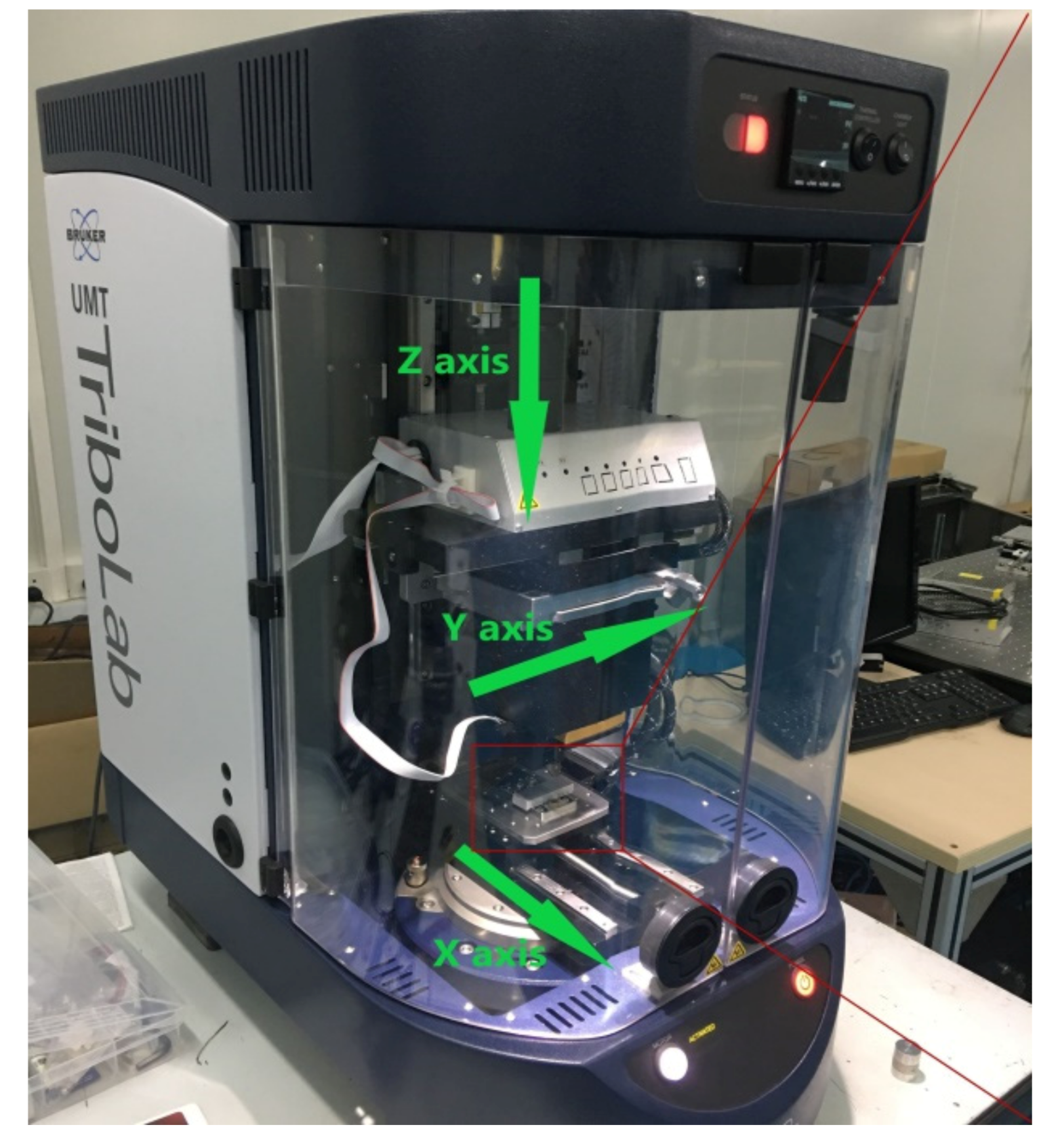
4.2. Scratch Experiment
4.3. Results and Discussions
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Khan, M.; Ud Din, R.; Wadood, A.; Syed, W.H.; Akhtar, S.; Aune, R.E. Effect of Graphene Nanoplatelets on the Physical and Mechanical Properties of Al6061 in Fabricated and T6 Thermal Conditions. J. Alloys Compd. 2019, 790, 1076–1091. [Google Scholar] [CrossRef]
- Sekhar, A.P.; Mandal, A.B.; Das, D. Mechanical Properties and Corrosion Behavior of Artificially Aged Al-Mg-Si Alloy. J. Mater. Res. Technol. 2020, 9, 1005–1024. [Google Scholar] [CrossRef]
- Wang, S.; To, S.; Chen, X.; Chen, X. An Investigation on Surface Finishing in Ultra-Precision Raster Milling of Aluminum Alloy 6061. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 1289–1301. [Google Scholar] [CrossRef]
- Zhang, S.J.; To, S.; Wang, S.J.; Zhu, Z.W. A Review of Surface Roughness Generation in Ultra-Precision Machining. Int. J. Mach. Tools Manuf. 2015, 91, 76–95. [Google Scholar] [CrossRef]
- Zhang, W.; Cao, Y.; Wang, J.; Gao, Y.; Zhou, M. Anisotropy Research of Ultra-Precision Machining on KDP Crystal. In Proceedings of the SPIE 7655, 5th International Symposium on Advanced Optical Manufacturing and Testing Technologies: Advanced Optical Manufacturing Technologies, Dalian, China, 6 October 2010; Volume 7655. [Google Scholar] [CrossRef]
- Zong, W.J.; Huang, Y.H.; Zhang, Y.L.; Sun, T. Conservation Law of Surface Roughness in Single Point Diamond Turning. Int. J. Mach. Tools Manuf. 2014, 84, 58–63. [Google Scholar] [CrossRef] [Green Version]
- He, C.L.; Zong, W.J.; Sun, T. Origins for the Size Effect of Surface Roughness in Diamond Turning. Int. J. Mach. Tools Manuf. 2016, 106, 22–42. [Google Scholar] [CrossRef]
- Wang, M.; Wang, W.; Lu, Z. Anisotropy of Machined Surfaces Involved in the Ultra-Precision Turning of Single-Crystal Silicon—a Simulation and Experimental Study. Int. J. Adv. Manuf. Technol. 2012, 60, 473–485. [Google Scholar] [CrossRef]
- Cheung, C.F.; Chan, K.C.; To, S.; Lee, W.B. Effect of Reinforcement in Ultra-Precision Machining of Al6061/SiC Metal Matrix Composites. Scr. Mater. 2002, 47, 77–82. [Google Scholar] [CrossRef]
- Simoneau, A.; Ng, E.; Elbestawi, M.A. Surface Defects during Microcutting. Int. J. Mach. Tools Manuf. 2006, 46, 1378–1387. [Google Scholar] [CrossRef]
- Harlow, D.G.; Nardiello, J.; Payne, J. The Effect of Constituent Particles in Aluminum Alloys on Fatigue Damage Evolution: Statistical Observations. Int. J. Fatigue 2010, 32, 505–511. [Google Scholar] [CrossRef]
- Wang, S.J.; To, S.; Cheung, C.F. Effect of Workpiece Material on Surface Roughness in Ultraprecision Raster Milling. Mater. Manuf. Process. 2012, 27, 1022–1028. [Google Scholar] [CrossRef]
- Wang, S.J.; Chen, X.; To, S.; Ouyang, X.B.; Liu, Q.; Liu, J.W.; Lee, W.B. Effect of Cutting Parameters on Heat Generation in Ultra-Precision Milling of Aluminum Alloy 6061. Int. J. Adv. Manuf. Technol. 2015, 80, 1265–1275. [Google Scholar] [CrossRef]
- Wang, S.; Xia, S.; Wang, H.; Yin, Z.; Sun, Z. Prediction of Surface Roughness in Diamond Turning of Al6061 with Precipitation Effect. J. Manuf. Process. 2020, 60, 292–298. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, T.; Wang, S.; To, S. Characterization of the Friction Coefficient of Aluminum Alloy 6061 in Ultra-Precision Machining. Metals 2020, 10, 336. [Google Scholar] [CrossRef] [Green Version]
- Lan, X.; Li, K.; Wang, F.; Su, Y.; Yang, M.; Liu, S.; Wang, J.; Du, Y. Preparation of millimeter scale second phase particles in aluminum alloys and determination of their mechanical properties. J. Alloys Compd. 2019, 784, 68–75. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. A constitutive model and data for metals subjected to large strains, high strain rates and high temperatures. In Proceedings of the 7th International Symposium on Ballistics, The Hague, The Netherlands, 19–21 April 1983; pp. 541–547. [Google Scholar]
- Johnson, G.; Cook, W. Fracture Characteristics of Three Metals Subjected to Various Strains, Strain Rates, Temperatures and Pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Akram, S.; Jaffery, S.H.I.; Khan, M.; Fahad, M.; Mubashar, A.; Ali, L. Numerical and Experimental Investigation of Johnson–Cook Material Models for Aluminum (Al6061-T6) Alloy Using Orthogonal Machining Approach. Adv. Mech. Eng. 2018, 10, 1687814018797794. [Google Scholar] [CrossRef] [Green Version]
- Asad, M.; Ijaz, H.; Khan, M.A.; Mabrouki, T.; Saleem, W. Turning Modeling and Simulation of an Aerospace Grade Aluminum Alloy Using Two-Dimensional and Three-Dimensional Finite Element Method. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 228, 367–375. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Strain Rate/s−1 | Force/N | The Total Time/s |
|---|---|---|
| 0.001 | 60,000 | 0.25 |
| 0.01 | 90,000 | 0.15 |
| 0.1 | 120,000 | 0.1 |
| 10 | 650,000 | 0.025 |
| 100 | 6,000,000 | 0.005 |
| 1000 | 200,000,000 | 0.001 |
| Density. (ton/mm3) | Young’s Modulus (MPa) | Poisson’s Ratio | Specific Heat (mJ/(ton·°C)) | Coefficient of Thermal Expansion (1/°C) | Thermal Conductivity (W/(m·°C)) |
|---|---|---|---|---|---|
| 11.9 × 10–9 | 534,000 | 0.22 | 0.4 × 10–9 | 4.7 × 10–6 | 50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Deng, W.; Zhang, T.; Yao, J.; Wang, S. Development of Elastoplastic-Damage Model of AlFeSi Phase for Aluminum Alloy 6061. Metals 2021, 11, 954. https://doi.org/10.3390/met11060954
Wang H, Deng W, Zhang T, Yao J, Wang S. Development of Elastoplastic-Damage Model of AlFeSi Phase for Aluminum Alloy 6061. Metals. 2021; 11(6):954. https://doi.org/10.3390/met11060954
Chicago/Turabian StyleWang, Hailong, Wenping Deng, Tao Zhang, Jianhua Yao, and Sujuan Wang. 2021. "Development of Elastoplastic-Damage Model of AlFeSi Phase for Aluminum Alloy 6061" Metals 11, no. 6: 954. https://doi.org/10.3390/met11060954
APA StyleWang, H., Deng, W., Zhang, T., Yao, J., & Wang, S. (2021). Development of Elastoplastic-Damage Model of AlFeSi Phase for Aluminum Alloy 6061. Metals, 11(6), 954. https://doi.org/10.3390/met11060954