
Research Regarding the Increase of Durability of Flexible Die Made from 50CrMo4 Used in the Typographic Industry




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
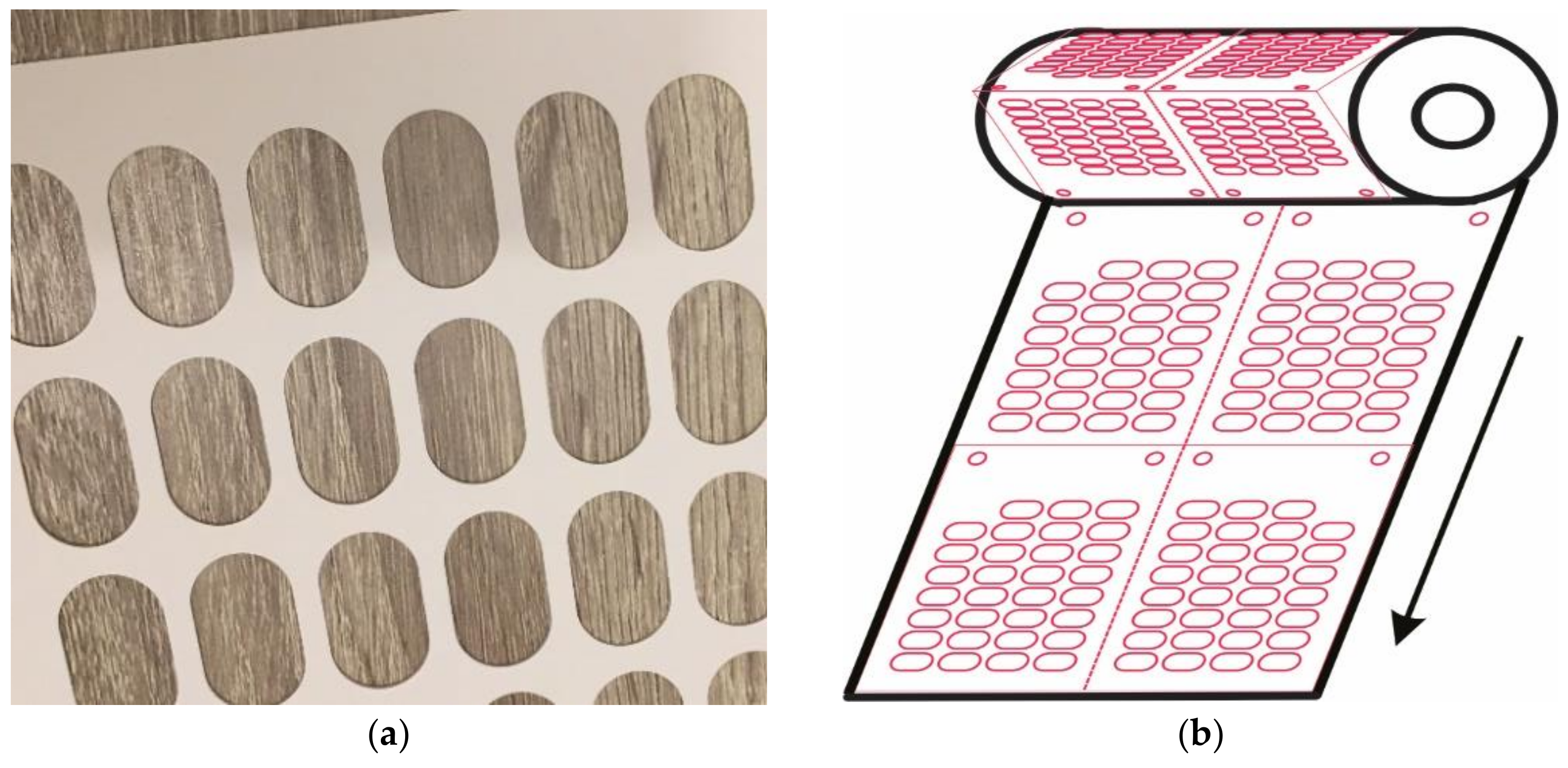
- Th width of the product is 310 mm, represented by the dimension measured transversely, perpendicular to the printing direction;
- The perforator is positioned in the middle of the width and divides the two halves into 155 mm each;
- The length of the product is 228.6 mm, represented by the dimension measured longitudinally, in the printing direction.
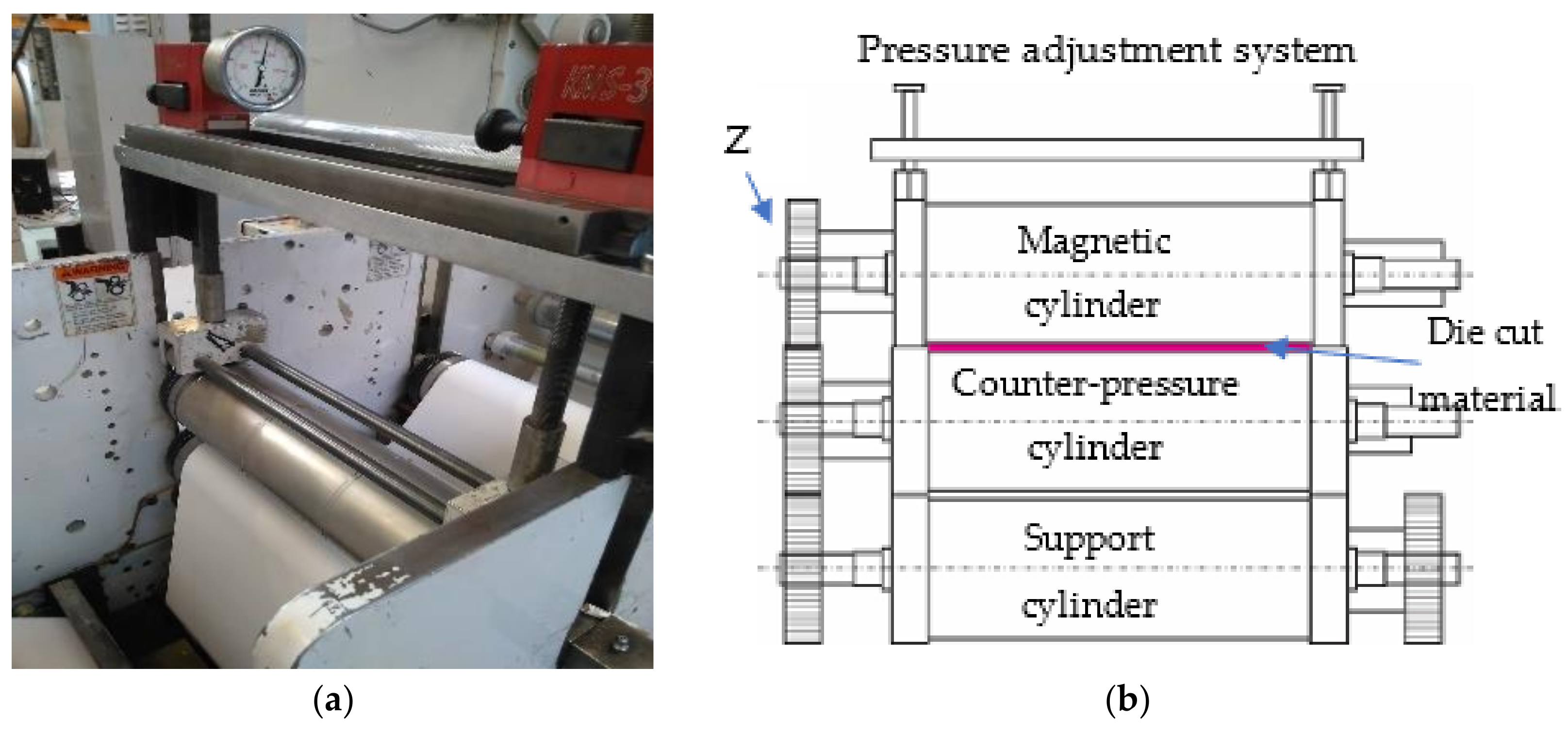
2.2. Die Cutting Technology
- The magnetic cylinder mounted on top engages with a counter-pressure cylinder, self-adhesive or non-self-adhesive labels are die cut, and thin cardboard is perforated/cut out/cut into sheets;
- A counter-pressure cylinder mounted on top engages with the magnetic cylinder, and self-adhesive labels are stamped on the back with longitudinal or transverse perforations/cuts with functional role (faster removal of the label from the silicone support).
- In the first die cut assembly, the magnetic cylinder with die cut is mounted at the bottom, and in the second die cut assembly, the magnetic cylinder with die cut is mounted at the top; both magnetic cylinders run with counter-pressure cylinders; the dies used are paired, and self-adhesive products or thin cardboard labels with a functional role are obtained;
- When the construction allows it, this last process can be extended by mounting two magnetic cylinders in a single die cut assembly, one up and the other down; thin cardboard products with ribs are obtained (bending lines for the finished, preformed product).
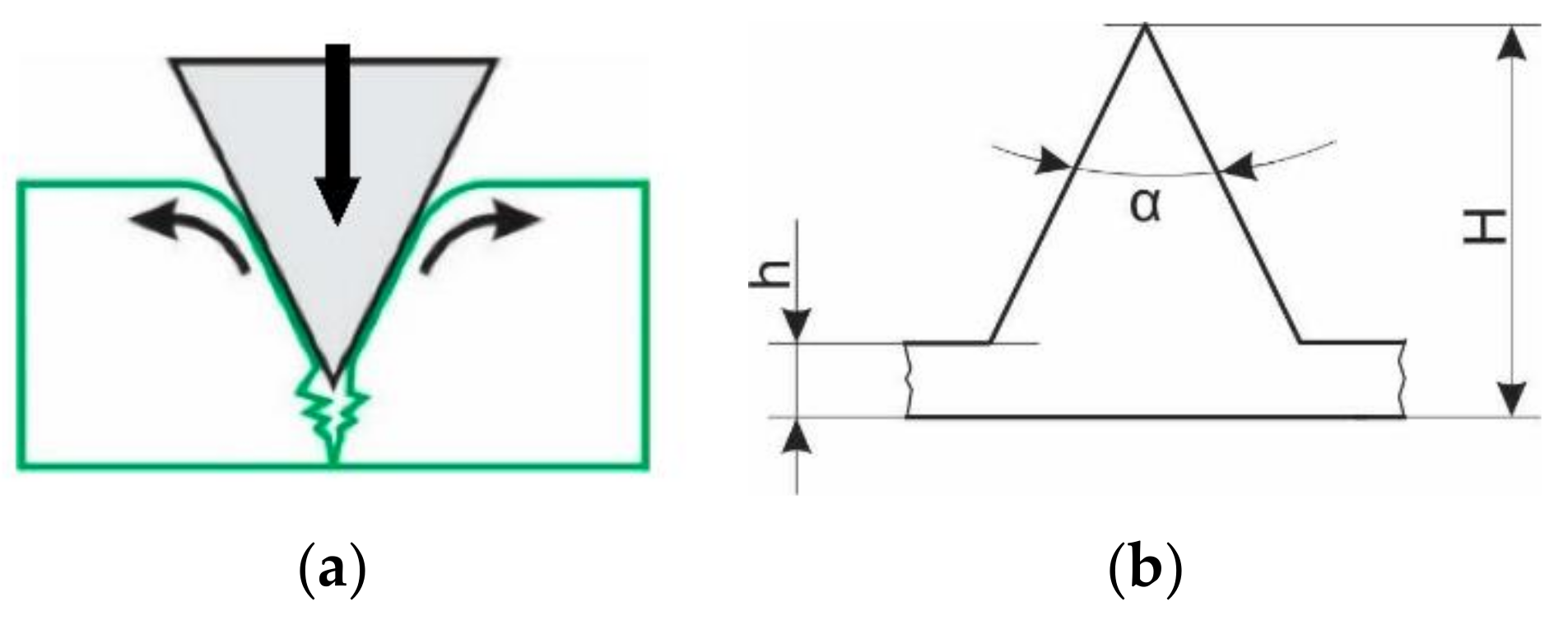
2.3. Presentation of the Shape of the Teeth and Their Characterization from the Point of View of the Obtaining Technology
2.4. Parameters Used to Adjust the Flexible Die
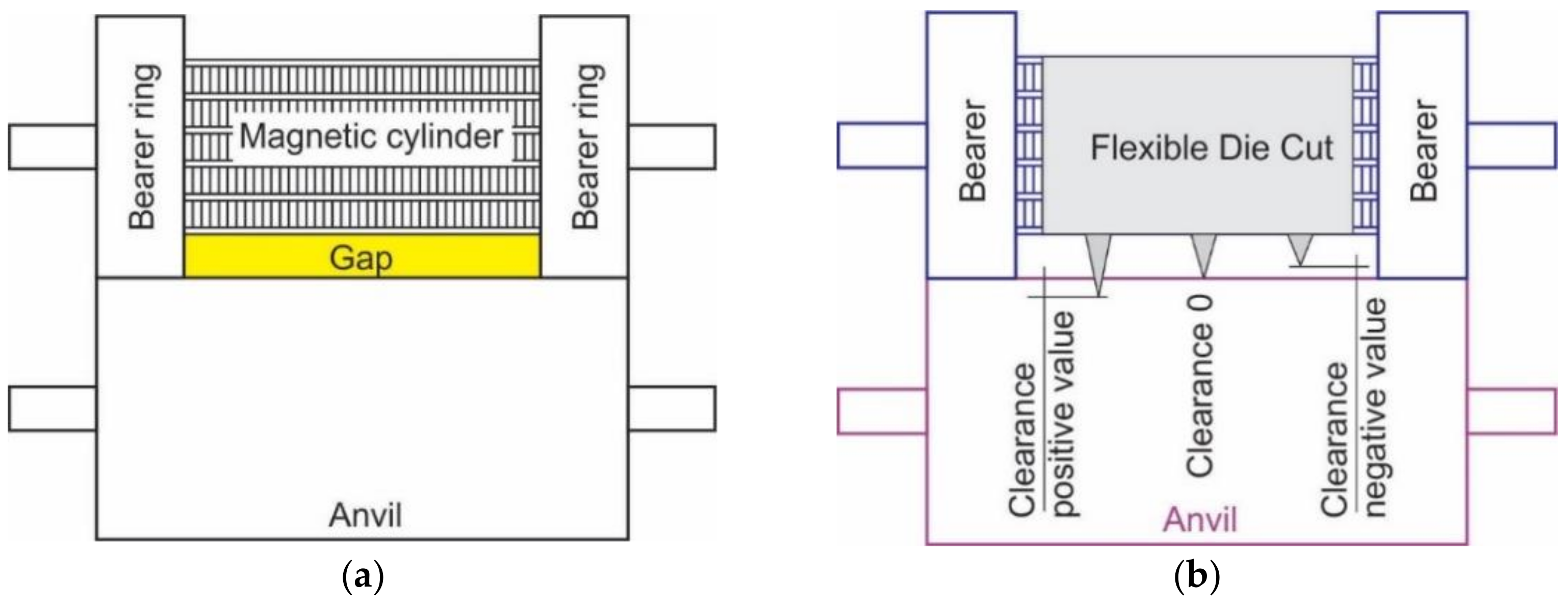
- Gap—the space between the body of the magnetic cylinder and the counter-pressure cylinder (Figure 6a), which is calculated as follows:
- Clearance—the empty space between the tip of the knife and the counter-pressure cylinder; in the case of metal-on-metal die cutting it has a positive or zero value, and in the case of self-adhesives it has a negative value (cut the face of the material to the liner) (Figure 6b).
2.5. Parameters Used in the Construction of the Analyzed Representative Flexible Die
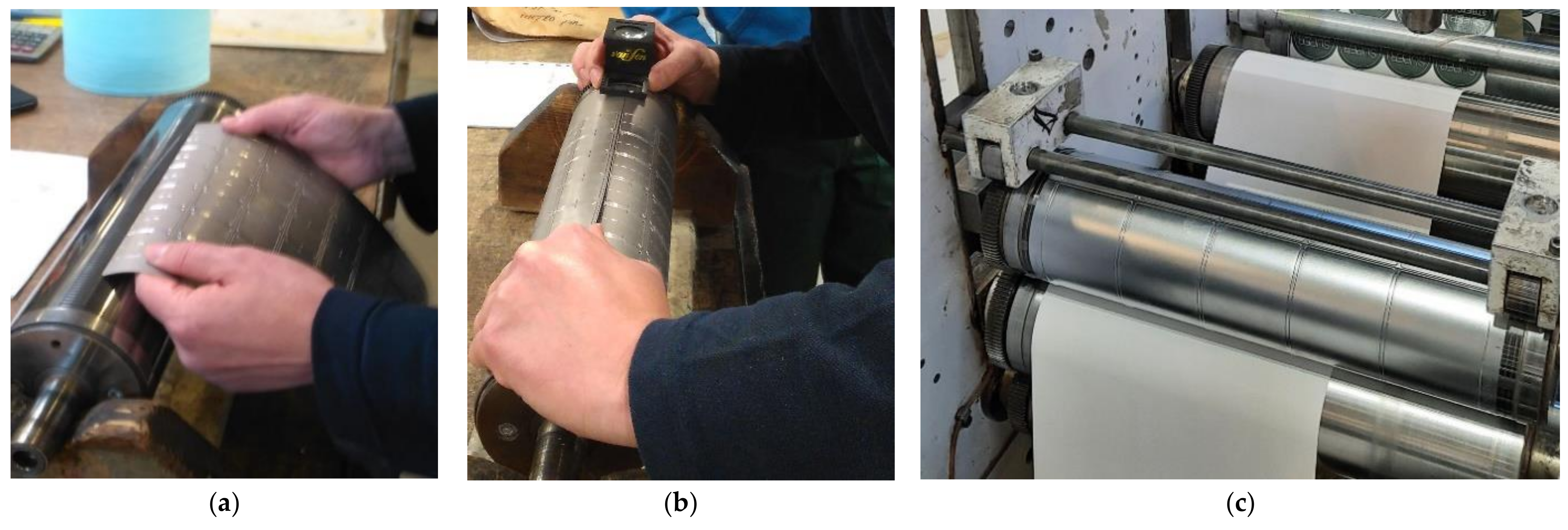
2.6. Tooth Wear Measurement Technology
- Variation of the height of die cut teeth;
- Die cutting length measured in linear meters of die cut material with each type of M1, M2, and M3 die cut.
- It is necessary to bring the die close to the anvil to penetrate by cutting the entire thickness of the material, and tightening shall be done with the machine running;
- By changing the printing speed, the thickness of the material can be penetrated by cutting.
- The height of the knives to 3 decimals, to be in accordance with the order of size of the gap and the clearance given in 3 decimals;
- Time in integers to facilitate the image of evolution over time.
2.7. Experiments Scheduling
3. Results and Discussion
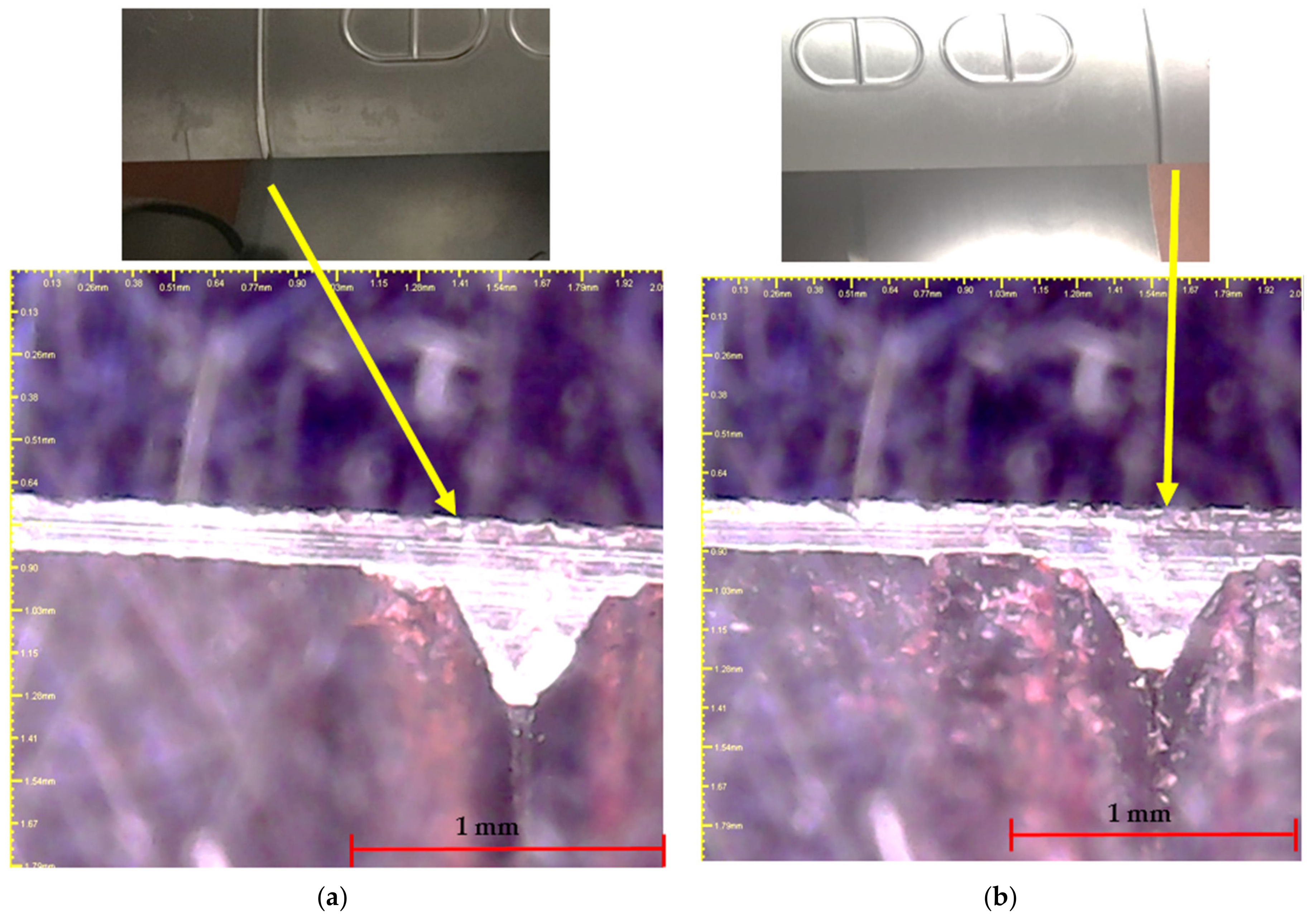
3.1. Results Obtained in the Case of Teeth without Chrome Plating (Die Cut M1)
- In the first stage, the waste trapped by the nests was removed with a lamella stop before winding on the finished roll;
- Subsequently, it was necessary to install additional blowers to remove all waste.
3.2. Results Obtained in the Case of Teeth with Chrome Plating (Die Cut M2)
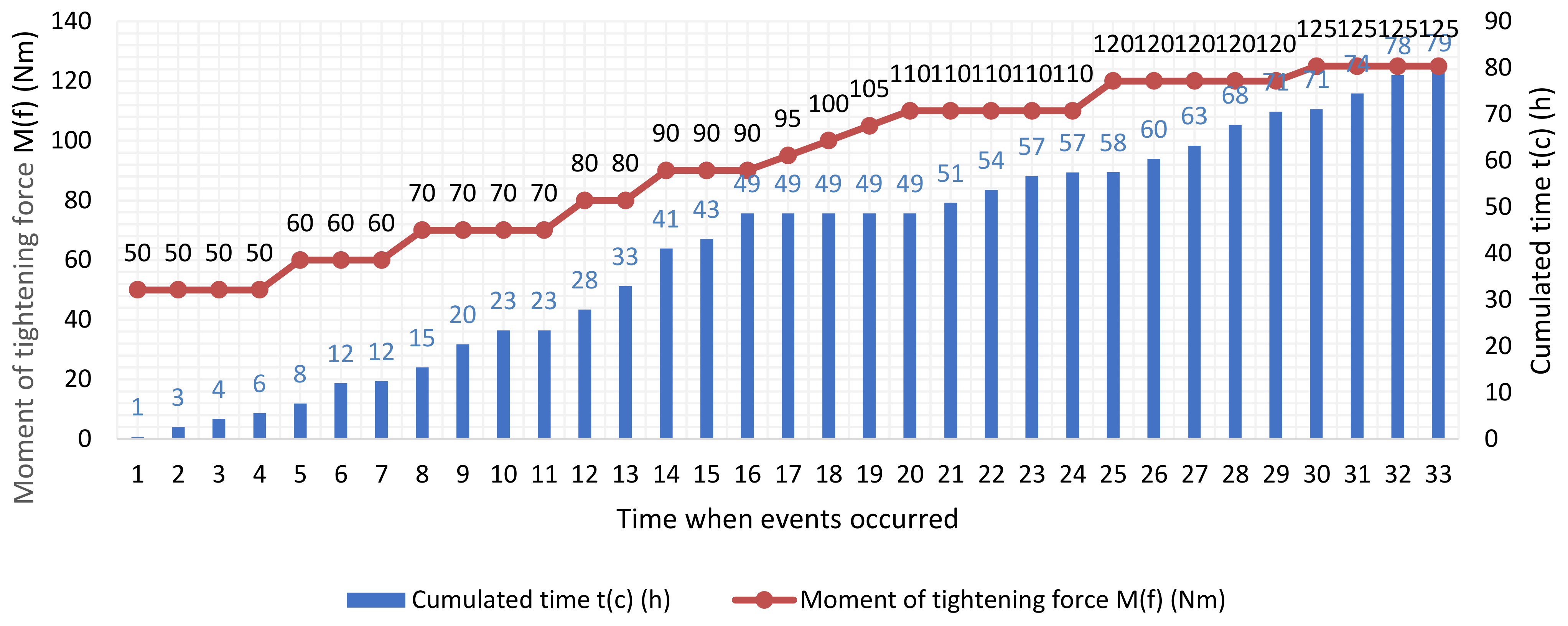
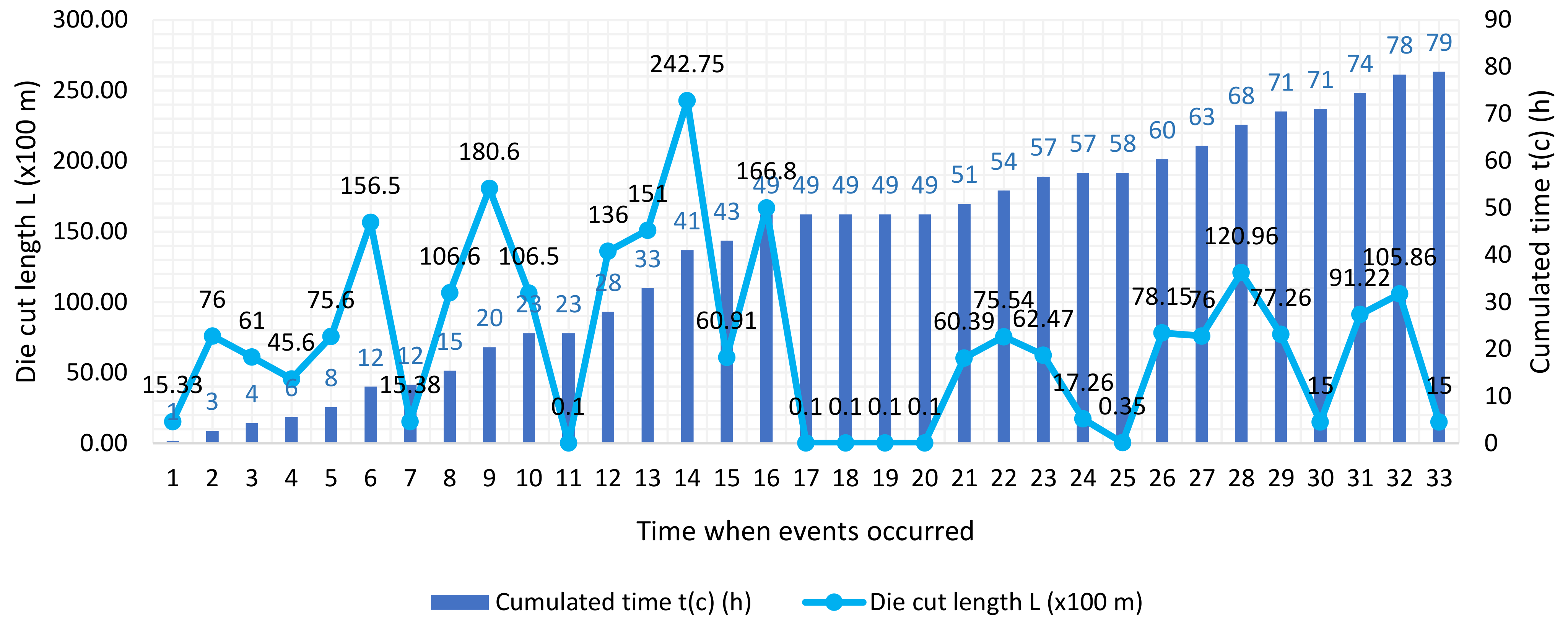
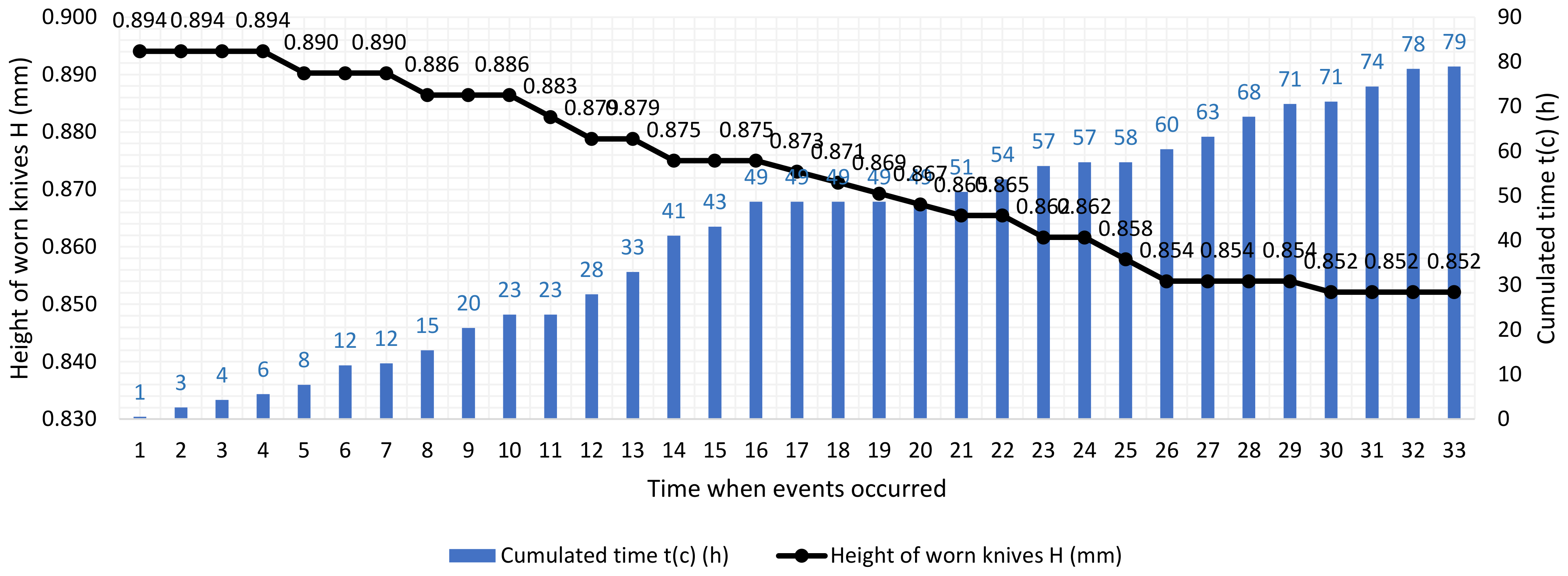
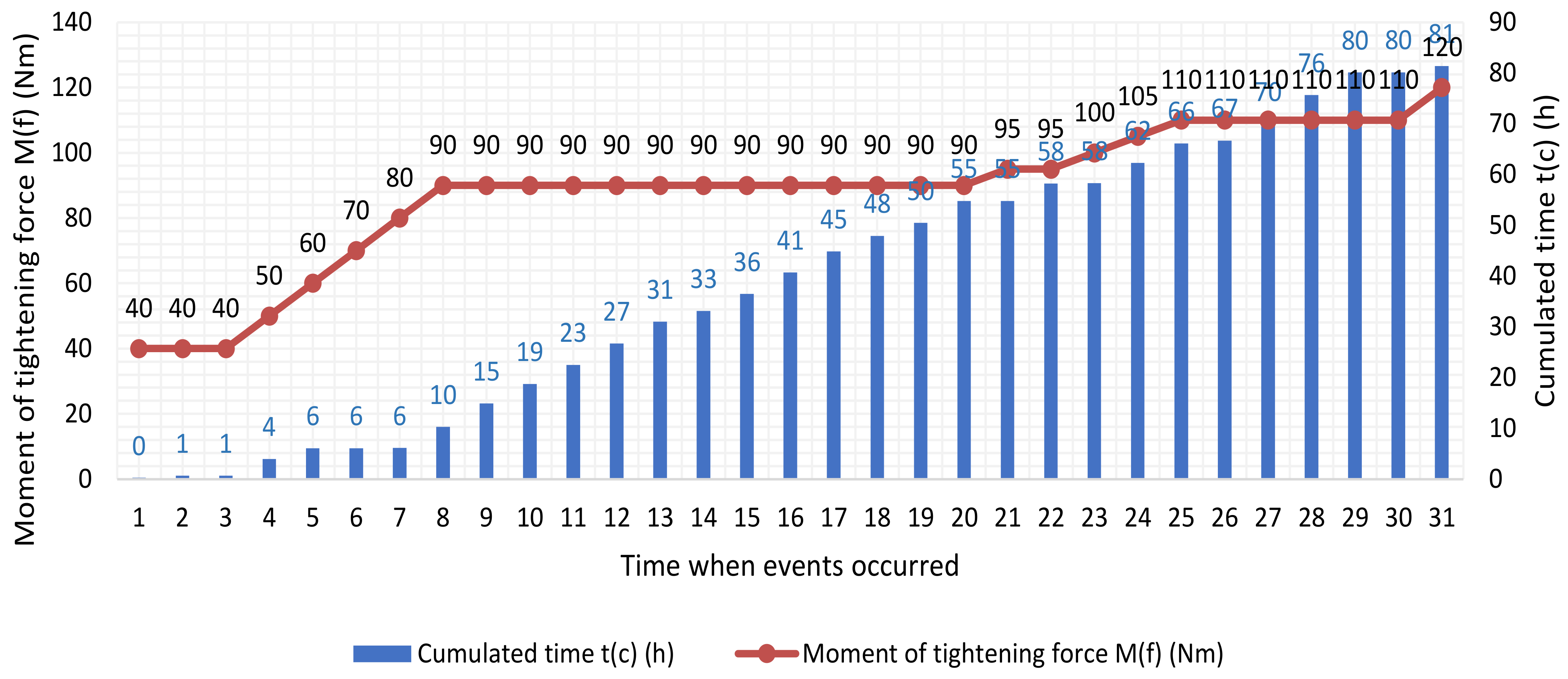
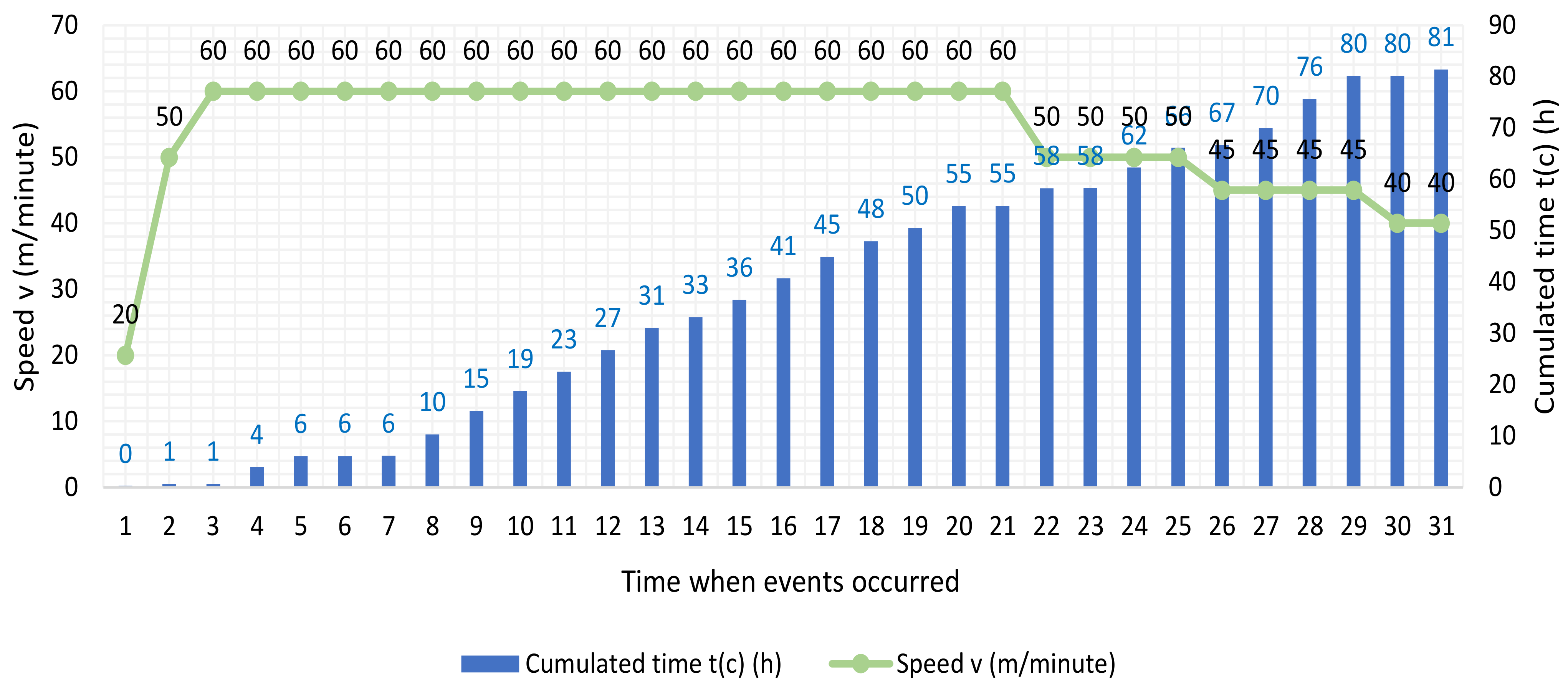
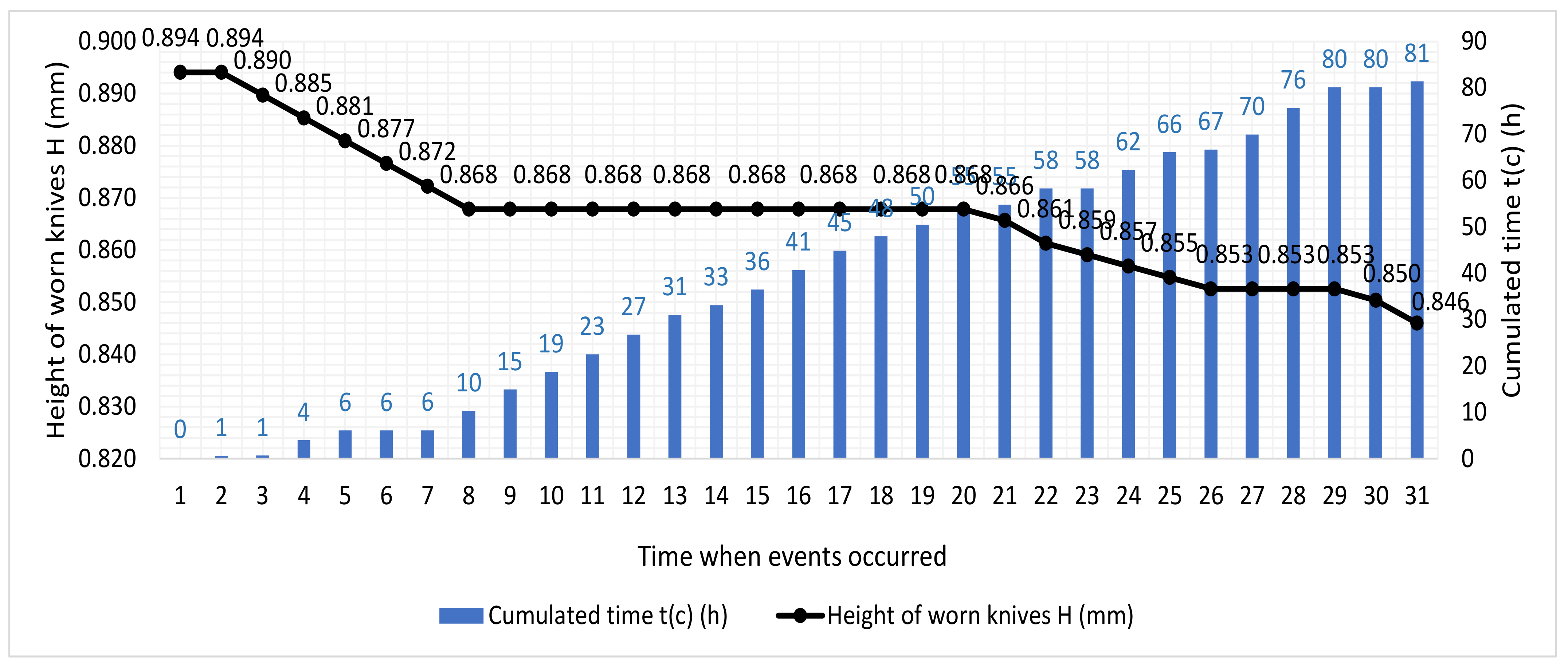
- Time 6 is one of the transition times to a moment of the upper tightening force and is characterized by a small length of die cut material at 60 m (Figure 12); this is because, following the increase of the moment of tightening force at 70 Nm (Figure 13), the cutting of the material was incomplete, causing the appearance of non-ejected waste from the nests and causing a new increase of the moment of tightening force at the next value, while keeping constant a speed of 60 m/min (Figure 14). At time 6, the M2 die cut had 6 h of operation and the height of the knives had decreased to 0.877 mm (Figure 15);
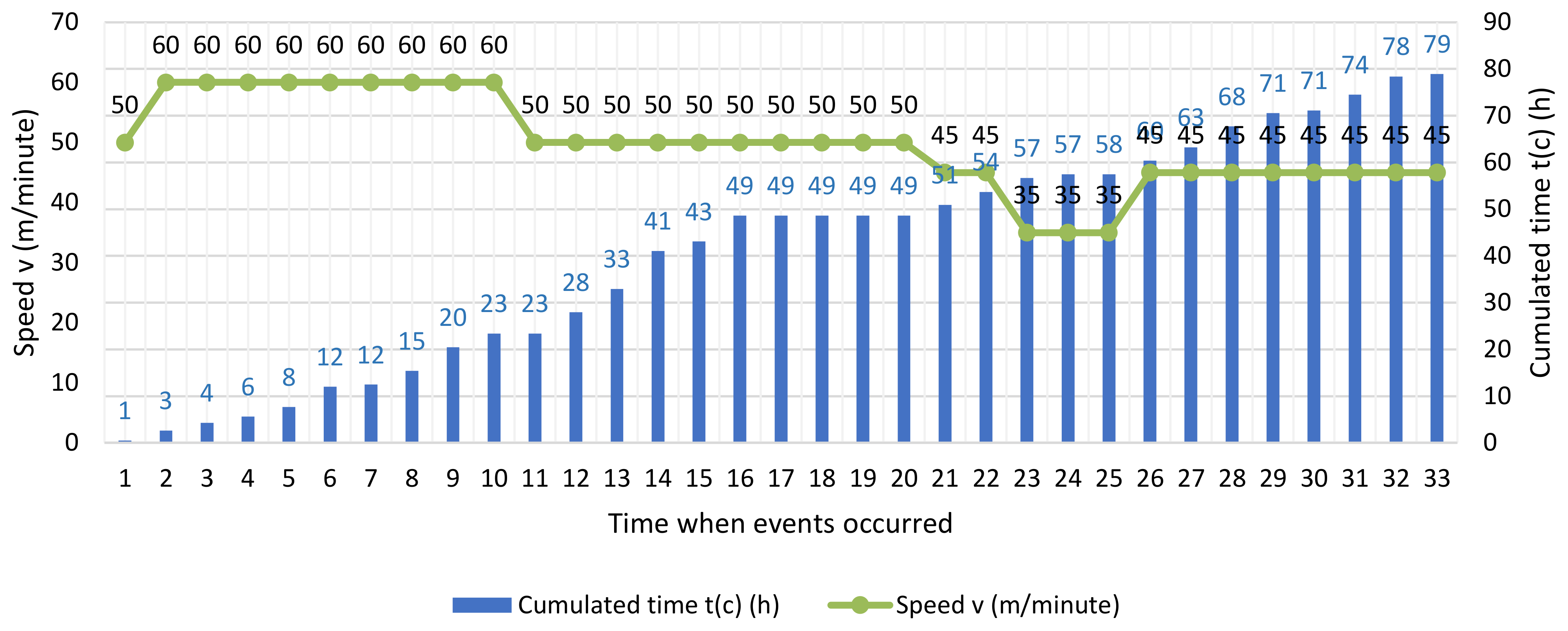
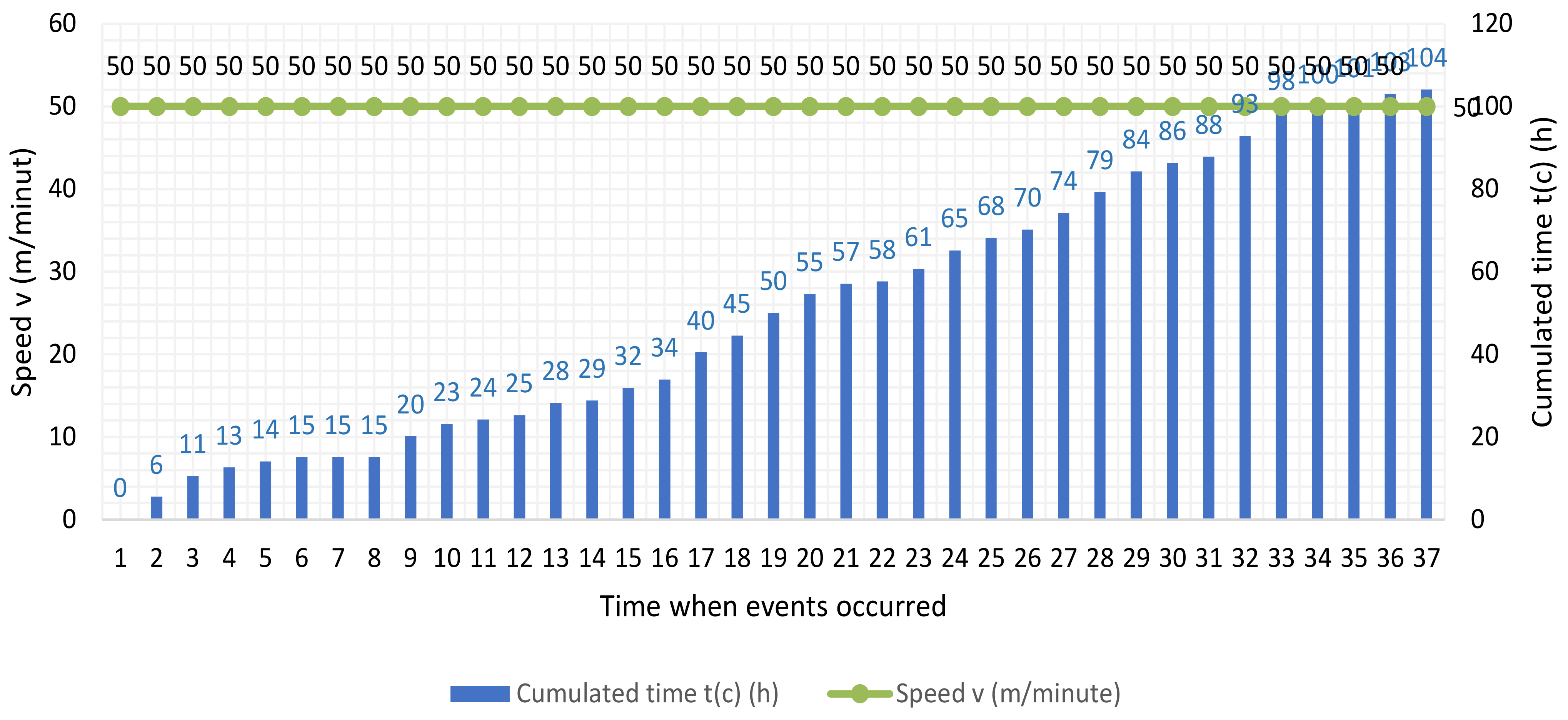
- The highest amount of die cut material was obtained starting with time 8 when the die cut had 10 h of operation, and up to time 20, including when the die cut had 55 h of operation; during this period, the chrome-plated M2 die cut worked 49 h, cumulating in a die cut length of 175,228 m (Figure 12), with constant values of the moment of tightening force of 90 Nm (Figure 13), a speed of 60 m/min (Figure 14), and a knife height of 0.868 mm (Figure 15). This constant over time of the height of the knives indicated an increase in the durability of the die cut.
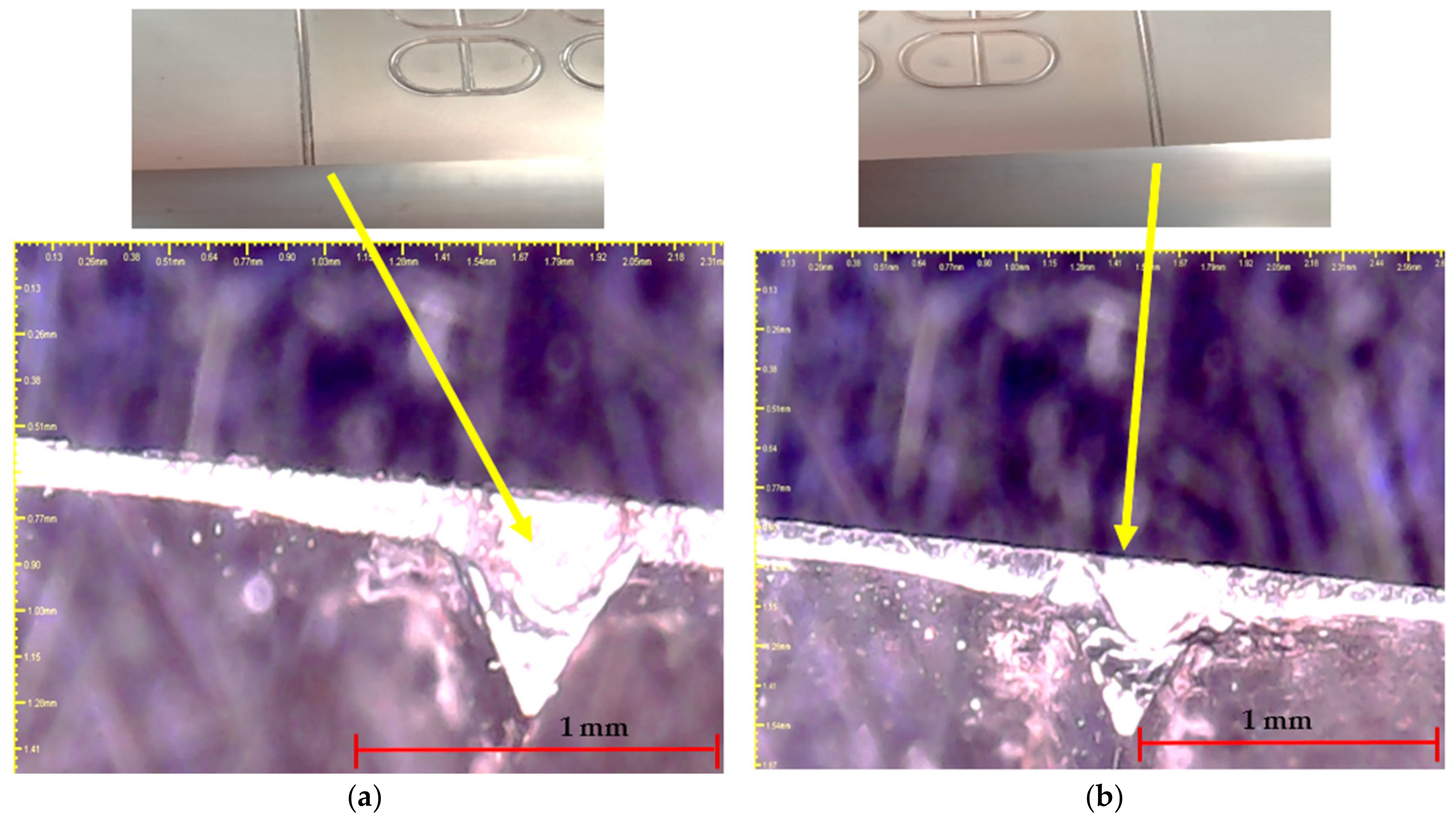
3.3. Results Obtained in the Case of Die Cut M3
3.4. Discussion
- On both intervals of the moment of tightening force related to the speed of 60 m/min and the speed of 50 m/min; a higher wear of the chrome-plated M2 knives was found compared to the non-chromed M1, the difference being 9 μm at the first set of values of the moment of tightening force/speed, and gradually increased to 12 μm at the last set of values of the moment of tightening force/speed. The total length of die cut material in the first interval with small values of the moment of die cut tightening force M(f) = 50; 70 Nm, and the speed of 60 m/min, was higher at the M1 non-chrome-plated die, at 82,378 m, compared to 19,550 m at the die cut with the chrome-plated M2 die, in the same interval. This interval is not usually used for printing because it is a transition interval;
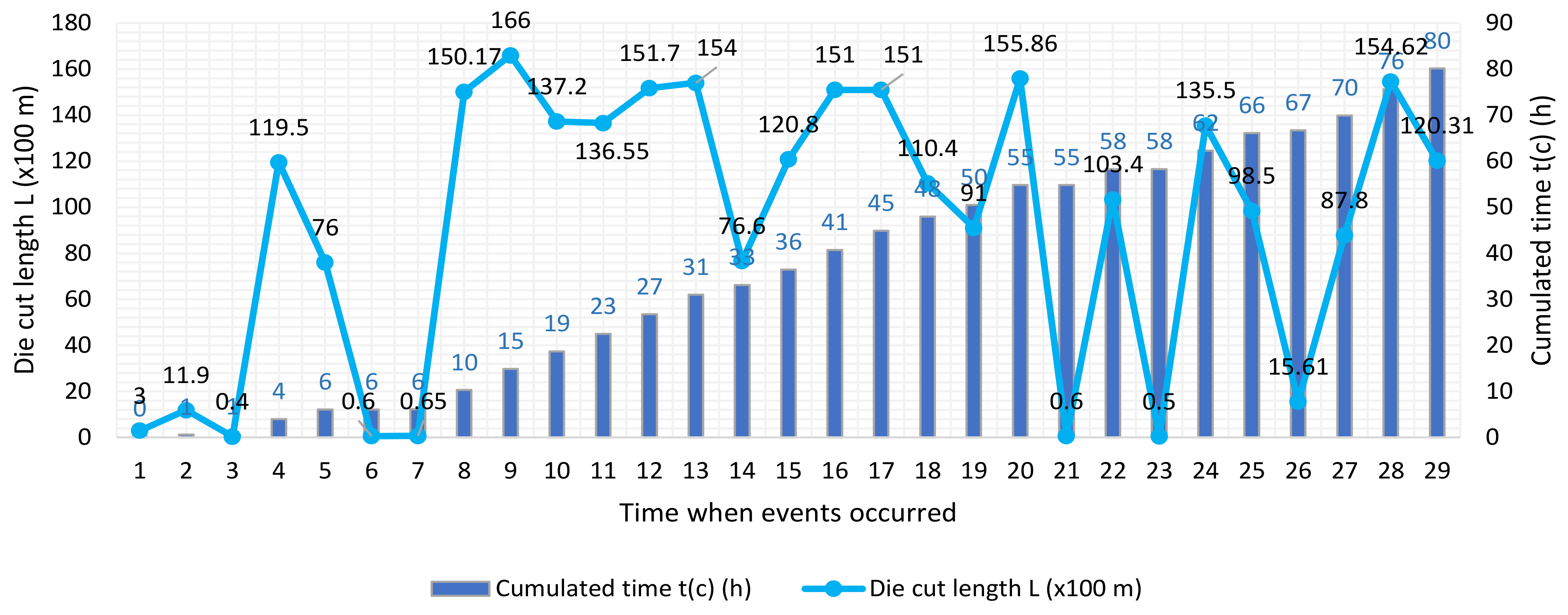
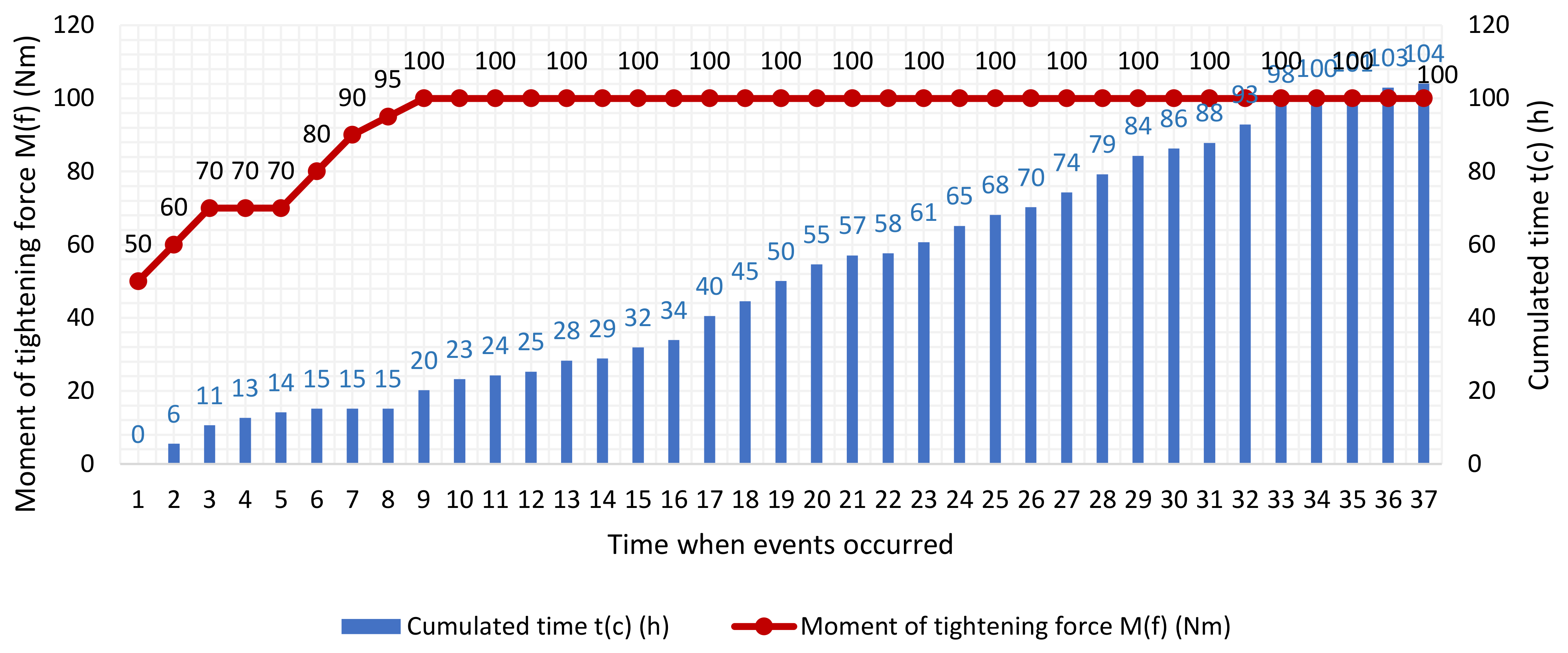
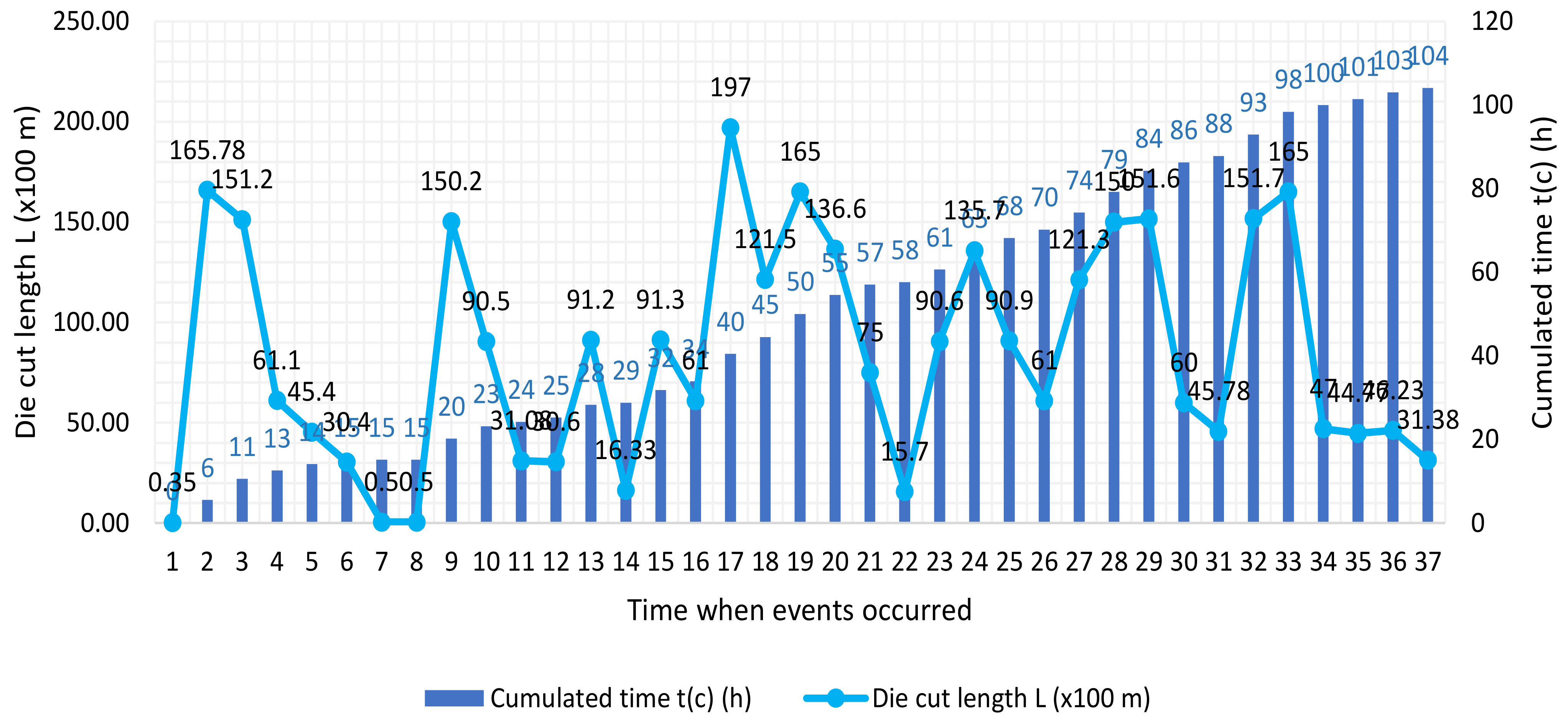
- The M3 chrome-plated and laser-hardened die cut, for the working interval at a constant speed of 50 m/min with a M(f) of 90 Nm clamping moment, had a higher wear than the M1 and M2 dies. The wear difference between M3 and M1 was about 14 μm and between M3 and M2 it was about 3 μm. A higher productivity was achieved for the M3 die. The total length of cut material without any error was 266,697 m (Figure 16, Figure 17 and Figure 18, times 7–37);
- The length of die cut material at the usual values of the moment of the tightening force M(f) = 95 to 110 Nm, and at a speed of 50 m/min, was higher at the chrome-plated M2 punch, at 33,790 m (Figure 12, Figure 13 and Figure 14, times 22–25), compared to the non-chrome-plated M1 die cut, which, at each moment of the tightening force, had a minimum length of material of 10 m (Figure 8, Figure 9 and Figure 10, times 17–20), a fact indicating successive moments of transition of the moment of tightening force from 95 Nm to 100 Nm, and then to 105 Nm and 110 Nm, after which the moment of tightening force was kept constant, but the speed decreased to 45 m/min. This is the optimal interval for the moment of tightening force;
- The identification of the highest heights of the knives at the non-chrome-plated M1 die cut, at the same time as the existence of frequent changes of moments of tightening force or die cutting speed, resulted from the fact that at least one sufficiently worn knife appeared on the active surface of the non-chrome-plated die, as not to completely penetrate the material, and the resulting waste remaining attached to the nest. The random wear of the knives is owed to the variation in thickness of the die cut cardboard and to the fact that the paper/cardboard are highly abrasive materials that affect the integrity of the die cut knives;
- For the three die cuts, the appearance of waste attached to the nest resulted in the immediate application of an additional moment of tightening force or a change in die cutting speed; these moments were marked by small quantities of die cut material at moments of tightening force and constant speed;
- The waste caught in the windings of the finished roll means scrap, which can be corrected only by a double rerolling of the material on another machine: at the first run the waste caught in the winding falls, and at the next reroll the correct direction of the graphics on the roll is given;
- The immediate intervention of the printing worker in adjusting the moment of tightening force or speed is necessary, otherwise, the much-accentuated wear of at least one knife leads to waste caught in the nest by the greater thickness of material texture, which allows for ejection only by pulling it manually; thus, the finished product roll is compromised, and it cannot be recovered.
4. Conclusions
- The M1 non-chromed die had the highest values of the height of the knives, of 0.873 mm and 0.871 mm, but had a minimum amount of die cut material, of 10 m each, thus indicating that both are in transition to higher values of the moment of tightening force of the die, from 95 Nm to 100 Nm, and from 100 Nm to 105 Nm, respectively (Figure 8 and Figure 9, times 17 and 18); the transition values are indicators that on the surface of the die there is at least one point on a knife edge that is below the calculated height, which does not allow for the complete penetration of the material in the point, and un-ejected waste from the nest remains;
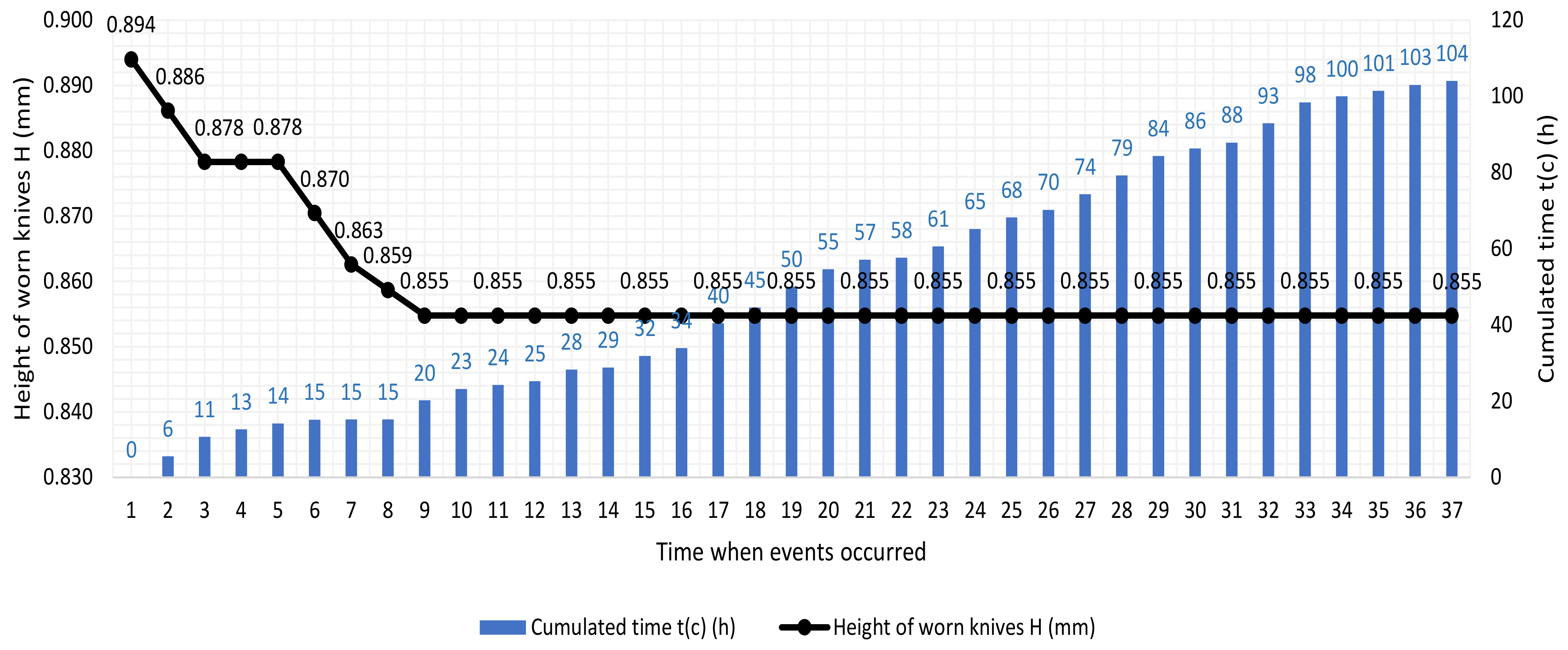
- The M2 chrome-plated and M3 chrome-plated and laser-hardened dies both recorded a knife height of 0.859 mm with a quantity of 50 stamped meters; this indicates a transition moment at a higher value as follows: at the M3 die cut, the moment of the tightening force increased from 95 Nm to 100 Nm (Figure 16 and Figure 17, times 8 and 9), and at the M2 die cut, the moment of the tightening force increased from 100 Nm to 105 Nm (Figure 12 and Figure 13, times 23 and 24); both flexible die showed a greater wear in at least one point on the edge of a knife, which did not allow for the complete cutting of the material in that point, with the waste remaining trapped in the nest;
- The M3 chrome-plated and laser-hardened die had the lowest knife height, of 0.855 mm, with the longest length of material that was die cut at 266,600 m (Figure 12 and Figure 13, times 9–37); this die cut length indicates the uniformity of the height of the knives over the entire surface of the die, namely, the uniform wear of all knives at any point on the edges, as well as the ability of the die to completely penetrate the material in all cutting areas. The extrapolation analysis of the data on the durability of the flexible die through Equations (11)–(13) highlighted the following:
- The durability of the M3 die cut was higher than that of the other two, because it had chromed and laser-hardened knives, and the fact that it remained in operation in production for a longer time indicates a further increase in durability over the value of 682,677 rotations, with a constant wear of all knives on the surface of the die and at any point on the edges;
- The durability of the chrome-plated M2 die cut was higher than that of the non-chrome-plated M1 die by 69,781.27 rotations, which means that it die stamped ~31,900 m more than the non-chromed die; thus, the chrome plating of the M2 die cut improved the resistance of the knives to cutting cardboard, which is an abrasive material; the durability of the non-chromed M1 die cut compared to that of the chrome-plated M2 die cut indicates the low die cutting strength of an abrasive material (cardboard), which had thickness variations of +/−3% (Figure 1), from 0.4635 mm to 0.4365 mm, resulting from the manufacture.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Kipphan, H. Hanbook of Print Media Technologies and Production Methods; Springer: Berlin/Heidelberg, Germany, 2001; Volume 1, pp. 773–901. ISBN 978-3-540-29900-4. [Google Scholar] [CrossRef]
- Kamp, F. Die-cutting—An important part of the process. Flexo Tech 2005, 74, 63. [Google Scholar]
- Geilen, M.B.; Schoenherr, J.A.; Klein, M.; Leininger, D.S.; Giertler, A.; Krupp, U.; Oechsner, M. On the Influence of Control Type and Strain Rate on the Lifetime of 50CrMo4. Metals 2020, 10, 1458. [Google Scholar] [CrossRef]
- Rotary die-cutting around the world. Int. Pap. Board Ind. 2005, 48, 34–38.
- Wink Stanzwerkzeuge GmbH & Co. KG, Supercut Flexible Dies for Labels, Cutting Angle & Material. Available online: https://www.wink.de/products/flexible-dies/wwwwinkdesupercut/ (accessed on 5 May 2021).
- Spilker GmbH. Flexible Dies. Innovative Run of Flexible Dies for Each Requirement. Available online: https://www.spilker.com/en/products/flexible-dies.html (accessed on 5 May 2021).
- Vieweg, A.; Ressel, G.; Ressel, G.; Prevedel, P.; Marsoner, S.; Ebner, R. Effects of the Inductive Hardening Process on the Martensitic Structure of a 50CrMo4 Steel. HTM J. Heat Treat. Mater. 2017, 72, 3–9. [Google Scholar] [CrossRef]
- Blaz, S.; Burja, J.; Medved, J. Modification of non-metallic inclusions with rare earth metals in 50CrMoV13-1 steel. MTAEC9 2019, 53, 441–447. [Google Scholar] [CrossRef]
- Maharjan, N.; Murugan, V.K.; Zhou, W.; Seita, M. Corrosion behavior of laser hardened 50CrMo4 (AISI 4150) steel: A depth-wise analysis. Appl. Surf. Sci. 2019, 494, 941–951. [Google Scholar] [CrossRef]
- Telasang, G.; Majumdar, J.D.; Padmanabham, G.; Manna, I. Wear and corrosion behavior of laser surface engineered AISI H13 hot working tool steel. Surf. Coat. Technol. 2015, 261, 69–78. [Google Scholar] [CrossRef]
- HELIOS Elio Cavagna Srl. Top-Knives. Available online: https://www.heliosslitting.com/en/type_shear_cutting_blades.php (accessed on 5 May 2021).
- The World Material. DIN EN 1.2842 Steel 90MnCrV8 Material Equivalent, Datasheet, Properties, Composition. Available online: https://www.theworldmaterial.com/din-en-1-2842-steel-90mncrv8-material (accessed on 14 March 2021).
- Folea, G.V.; Cazac, V. The Analysis of the Particularities of Flexible Dies and of the Options to Ensure Quality in Flexo Die Cutting. Ann. Acad. Rom. Sci. Ser. Eng. Sci. 2018, 10, 29–42. [Google Scholar]
- Kocher+Beck GmbH + Co. Totationsstanztechnik KG, Tooling Technology IOC Flexible Dies. Available online: https://www.kocher-beck.com/en/productsdivisions/tooling-technology/deinline-offset-cutting-ioceninline-offset-cutting-ioc/ioc-flexible-dies/ (accessed on 2 February 2021).
- Sturges, H.A. The choice of a class interval. J. Am. Stat. Assoc. 1926, 21, 65–66. [Google Scholar] [CrossRef]
- Steneholm, K.; Andersson, N.A.I.; Tilliander, A.; Jönsson, P.G. The role of process control on the steel cleanliness. Ironmak. Steelmak. 2018, 45, 114–124. [Google Scholar] [CrossRef] [Green Version]
- Fakir, R.; Barka, N.; Brousseau, J.; Caron-Guillemette, G. Analysis of the Mechanical Behavior of AISI 4340 Steel Cylindrical Specimens Heat Treated with Fiber Laser. J. Manuf. Process. 2020, 55, 41–56. [Google Scholar] [CrossRef]
- Barka, N.; El Ouafi, A. Effects of Laser Hardening Process Parameters on Case Depth of 4340 Steel Cylindrical Specimen—A Statistical Analysis. J. Surf. Eng. Mater. Adv. Technol. 2015, 5, 124–135. [Google Scholar] [CrossRef] [Green Version]
- Bielewski, M. Replacing Cadmium and Chromium. In RTO-AG-AVT-140; NATO Research and Technology Organization: Neuilly-sur-Seine, France, 2011; Chapter 23; pp. 1–22. [Google Scholar]
- Benaben, P. An Overview of Hard Chromium Plating Using Trivalent Chromium Solutions. Available online: https://www.pfonline.com/articles/an-overview-of-hard-chromium-plating-using-trivalent-chromium-solutions (accessed on 25 April 2021).
- Hardchrome Engineering Pty Ltd. Hardchrome Plating. Available online: http://www.hardchrome.com.au/wp-content/uploads/2017/11/HCOnePageFlyerrev2.pdf (accessed on 25 April 2021).
- Fukaura, K.; Yokoyama, Y.; Yokoi, D.; Tsujii, N.; Ono, K. Fatigue of cold-work tool steels: Effect of heat treatment and carbide morphology on fatigue crack formation, life, and fracture surface observations. Metall. Mater. Trans. A 2004, 35, 1289–1300. [Google Scholar] [CrossRef]
- Saha, S.K.; Prasad, L.; Kumar, V. Experimental investigations on heat treatment of cold work tool steels: Part 1, Air-hardening grade (D2). Int. J. Eng. Res. Appl. 2012, 2, 510–519. [Google Scholar]
- Patwa, R.; Shin, Y.C. Predictive Modeling of Laser Hardening of AISI5150H Steels. Int. J. Mach. Tools Manuf. 2007, 47, 307–320. [Google Scholar] [CrossRef]
- Titanova, Inc. What is Laser Hardening. Available online: https://www.titanovalaser.com/blog/what-is-laser-hardening/ (accessed on 25 April 2021).
- Dinesh Babu, P.; Balasubramanian, K.R.; Buvanashekaran, G. Laser surface hardening: A review. Int. J. Surf. Sci. Eng. 2011, 5, 131–151. [Google Scholar] [CrossRef]
- Fakir, R.; Barka, N.; Brousseau, J. Case study of laser hardening process applied to 4340 steel cylindrical specimens using simulation and experimental validation. Case Stud. Therm. Eng. 2018, 11, 15–25. [Google Scholar] [CrossRef]
- Laser Surface Engineering, Laser Hardening. Available online: https://www.nutech.de/en/services/laser-centre/surface-engineering/laser-hardening.html (accessed on 5 May 2021).
- Xiong, W.Y.; Liu, J.Q.; Luo, W.Y. Several new technologies to replace hard chromium plating. J. Electroplat. Finish. 2006, 25, 50–53. [Google Scholar]
- ELUVIO, s.r.o. ELUVIO Flexible Dies. Available online: http://www.vyseky.cz/en/products/cutting-tools (accessed on 5 May 2021).
- SINKOTECH Micro Industrial Technologies Inc. Flexible Dies. Available online: https://www.sinkotech.com/eng/kesim-kaliplari.html (accessed on 5 May 2021).























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristics | Description |
|---|---|
| Metal sheet thickness | The die cut assembly is influenced by the size of the clearance between the active part of the magnetic cylinder and against the anvil; |
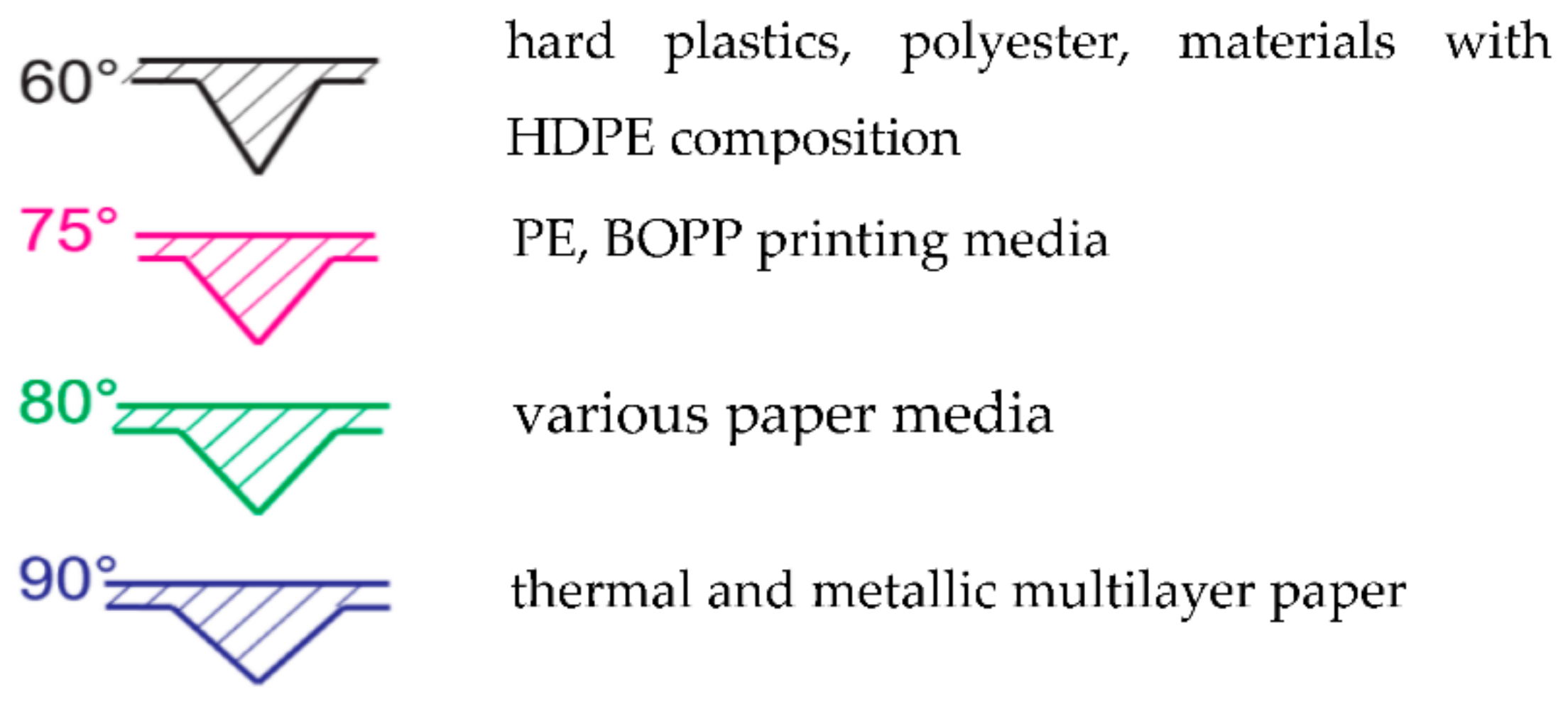
| Cutting blade angle | It depends on the material of the product that will be cut with the help of the die cut (paper, foils, cardboard, special materials); |
| Die cut nest shape | The die cut nest is the finished product cut by shape: rectangle, circle, ellipse, special shape, and particular shapes with transverse/longitudinal blade/perforation; |
| Number of repetitions | Number of nests per die cut, in transverse and longitudinal direction; |
| Die cut repetition | The longitudinal dimension of the die cut or the perimeter of the magnetic cylinder is calculated with the formula: Repetition (mm) = Z × p (mm) where Z is the number of the gear teeth of the magnetic cylinder in question, and p is the gear pitch that is taken from the machine booklet; |
| Cutting/perforating blades height | The calculus is made according to the thickness of the print medium to be cut/perforated and the type of die cut. |
| C | Si | Mn | P | S | Cr | Mo |
|---|---|---|---|---|---|---|
| 0.46–0.54 | max 0.4 | 0.5–0.8 | max 0.025 | max 0.035 | 0.9–1.2 | 0.15–0.3 |
| Feature, Unit of Measurement | Standard | Tolerance | Value |
|---|---|---|---|
| Thickness μm | ISO 534 | +/−3% | 50 |
| Weight g/m2 | ISO 536 | +/−2% | 80 |
| Moisture content % | ISO 287 | +/−1.0% | 8.5 |
| Roughness of the face of material μm | ISO 8791-4 | max 1.3 | 0.8 |
| Roughness of the back of material μm | ISO 8791-4 | max 6 | 4 |
| Parameters | Notation | UM | Value |
|---|---|---|---|
| Geometrical parameters of die cut knife | |||
| Knife height (nominal value) | H | mm | 0.893 |
| Cutting angle | α | ° | 60 |
| Production technical parameters | |||
| Moment of tightening force with torque spanner | M(f) | Nm | 40 ÷ 125 |
| Arm length of the spanner | d | m | 0.460 |
| Material tensioning | T | daN | 30 |
| Material clearance in the machine | j | mm | 0.5 ÷ 1 |
| Normal printing speed | v | m/min | 50 ÷ 60 |
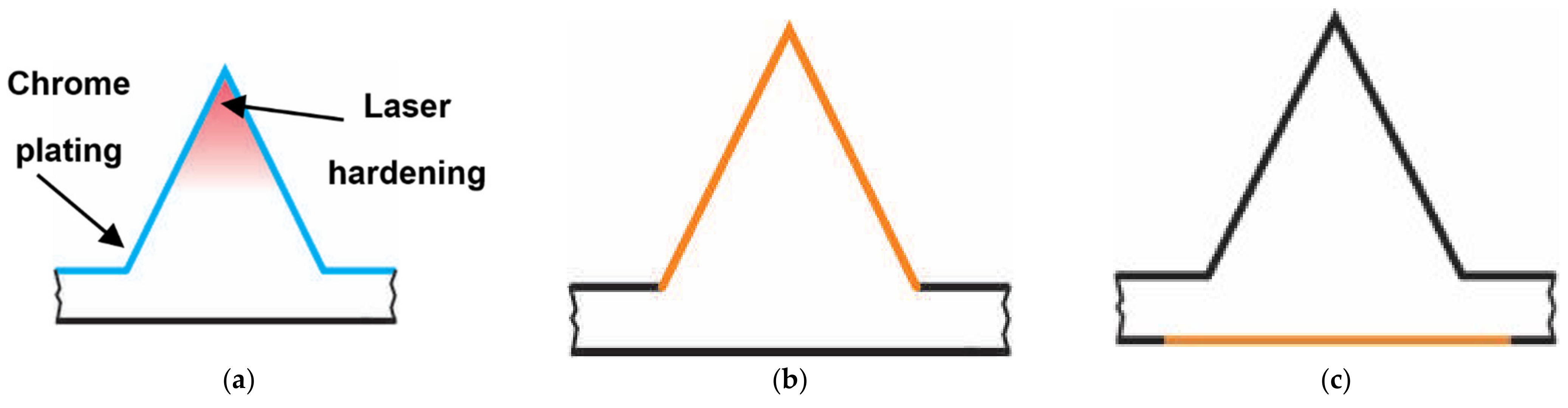
| Quality | Treatment | Recommendations |
|---|---|---|
| Standard | No treatment (50CrMo4-1) |
|
| Basic | Chrome plating |
|
| Basic Plus | Chrome plating + laser hardening at the tip of the knives |
|
| Number of Experiments | The Moment of Tightening Force M(f) (Nm) | Speed v (m/min) | ||||
|---|---|---|---|---|---|---|
| 50 | 70 | 90 | 110 | 50 | 60 | |
| M1_1 | X | X | ||||
| M1_2 | X | X | ||||
| M1_3 | X | X | ||||
| M1_4 | X | X | ||||
| M1_5 | X | X | ||||
| M1_6 | X | X | ||||
| M1_7 | X | X | ||||
| M1_8 | X | X | ||||
| M2_1 | X | X | ||||
| M2_2 | X | X | ||||
| M2_3 | X | X | ||||
| M2_4 | X | X | ||||
| M2_5 | X | X | ||||
| M2_6 | X | X | ||||
| M2_7 | X | X | ||||
| M2_8 | X | X | ||||
| M3_1 | X | X | ||||
| M3_2 | X | X | ||||
| M3_3 | X | X | ||||
| M3_4 | X | X | ||||
| M3_5 | X | X | ||||
| M3_6 | X | X | ||||
| M3_7 | X | X | ||||
| M3_8 | X | X | ||||
| Number of Experience | Knives’ Height H (mm) | Length of Die Cut Material L (×100 m) |
|---|---|---|
| M1_1 | 0.894 | 15.33 |
| M1_2 | 0 | 0 |
| M1_3 | 0.875 | 470.46 |
| M1_4 | 0.867 | 0.10 |
| M1_5 | 0.894 | 182.60 |
| M1_6 | 0.886 | 393.70 |
| M1_7 | 0 | 0 |
| M1_8 | 0 | 0 |
| M2_1 | 0 | 0 |
| M2_2 | 0 | 0 |
| M2_3 | 0 | 0 |
| M2_4 | 0.855 | 98.50 |
| M2_5 | 0.885 | 119.50 |
| M2_6 | 0.877 | 0.60 |
| M2_7 | 0.868 | 1752.28 |
| M2_8 | 0 | 0 |
| M3_1 | 0.894 | 0.35 |
| M3_2 | 0.787 | 257.70 |
| M3_3 | 0.863 | 0.50 |
| M3_4 | 0 | 0 |
| M3_5 | 0 | 0 |
| M3_6 | 0 | 0 |
| M3_7 | 0 | 0 |
| M3_8 | 0 | 0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Neamțu, G.V.; Mohora, C.; Anania, D.F.; Dobrotă, D. Research Regarding the Increase of Durability of Flexible Die Made from 50CrMo4 Used in the Typographic Industry. Metals 2021, 11, 996. https://doi.org/10.3390/met11060996
Neamțu GV, Mohora C, Anania DF, Dobrotă D. Research Regarding the Increase of Durability of Flexible Die Made from 50CrMo4 Used in the Typographic Industry. Metals. 2021; 11(6):996. https://doi.org/10.3390/met11060996
Chicago/Turabian StyleNeamțu (Folea), Gabriela Valeria, Cristina Mohora, Dorel Florea Anania, and Dan Dobrotă. 2021. "Research Regarding the Increase of Durability of Flexible Die Made from 50CrMo4 Used in the Typographic Industry" Metals 11, no. 6: 996. https://doi.org/10.3390/met11060996
APA StyleNeamțu, G. V., Mohora, C., Anania, D. F., & Dobrotă, D. (2021). Research Regarding the Increase of Durability of Flexible Die Made from 50CrMo4 Used in the Typographic Industry. Metals, 11(6), 996. https://doi.org/10.3390/met11060996