
Mechanisms of Cracking in Laser Welding of Magnesium Alloy AZ91D




Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussion
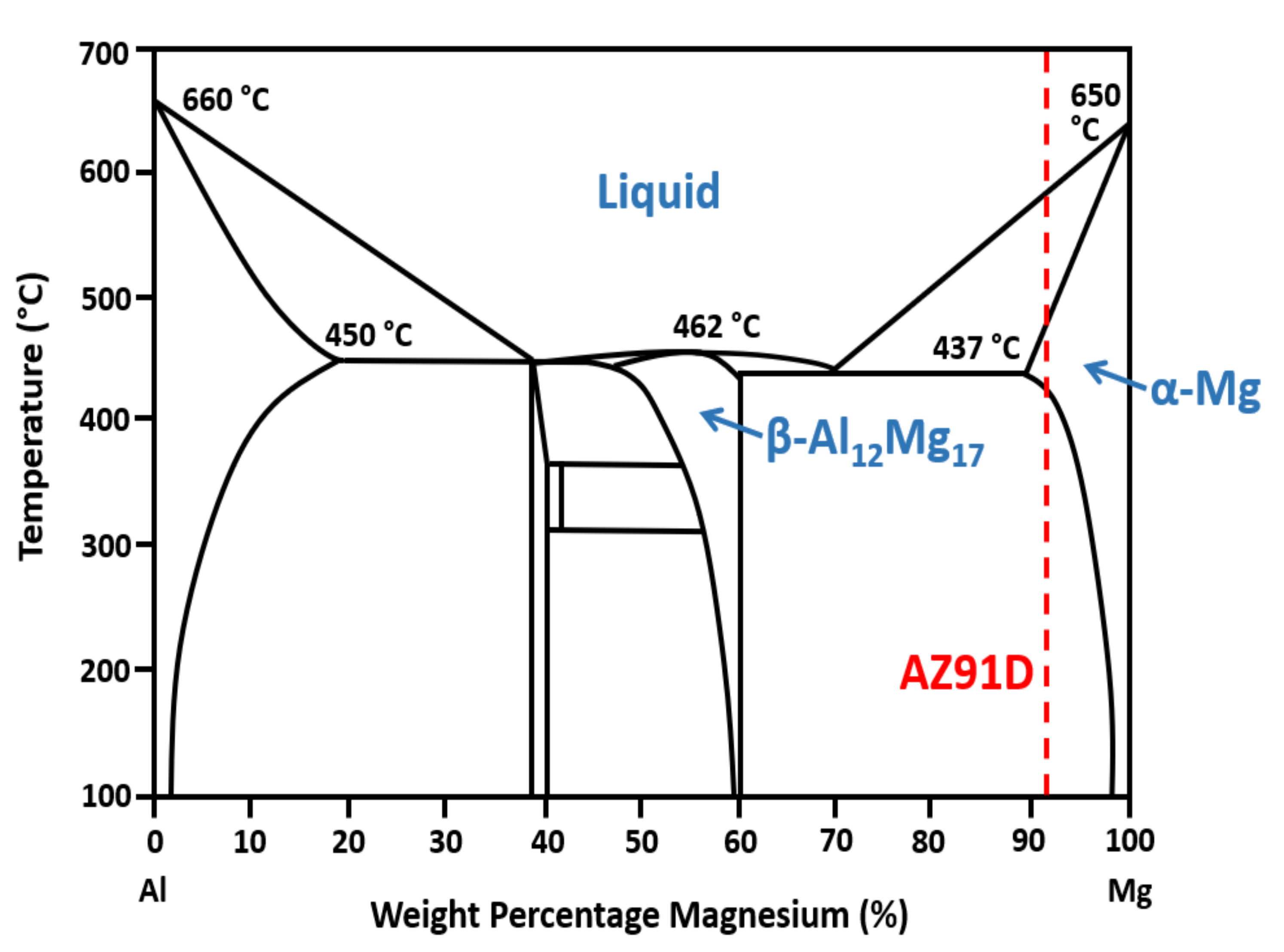
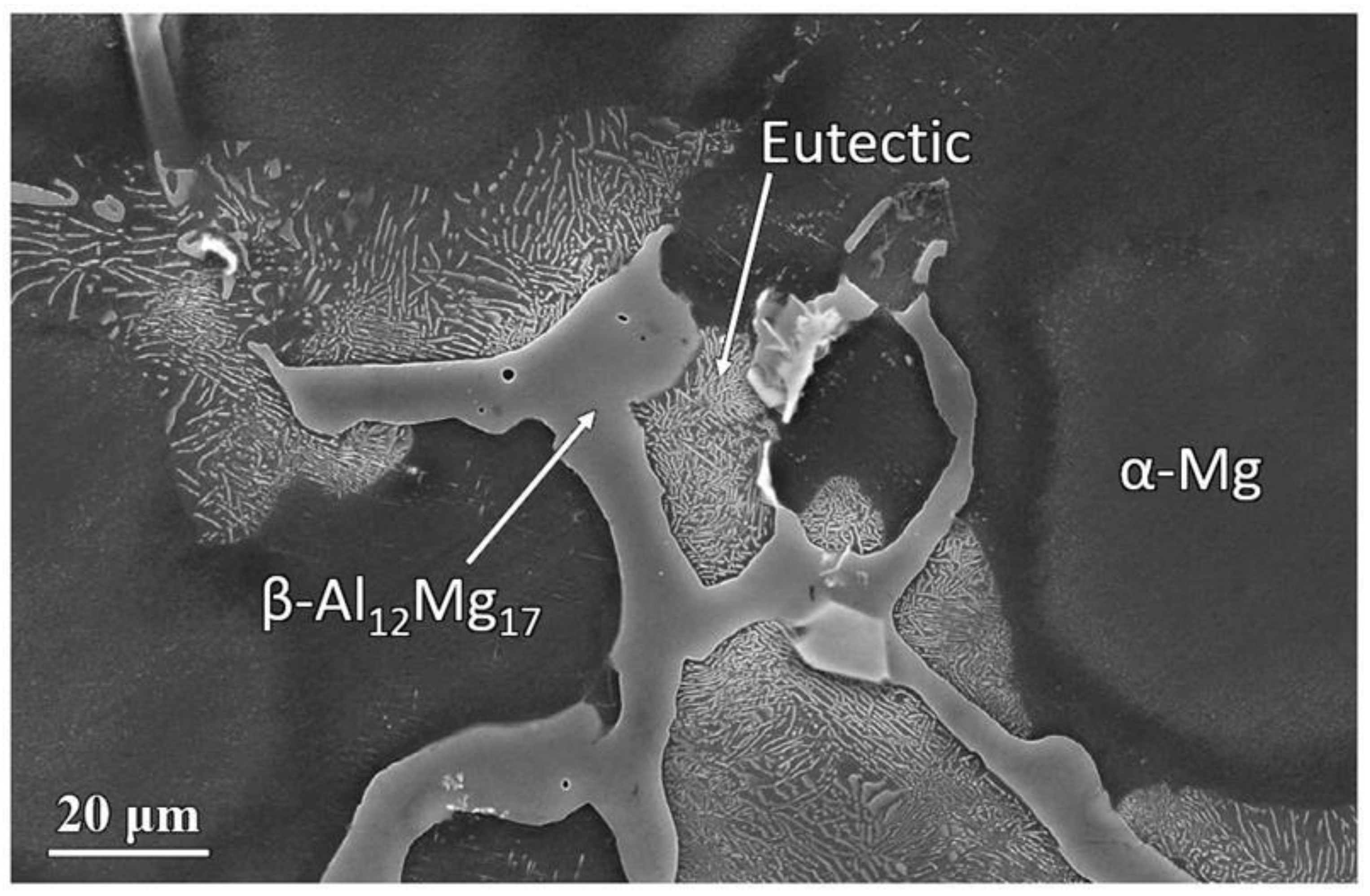
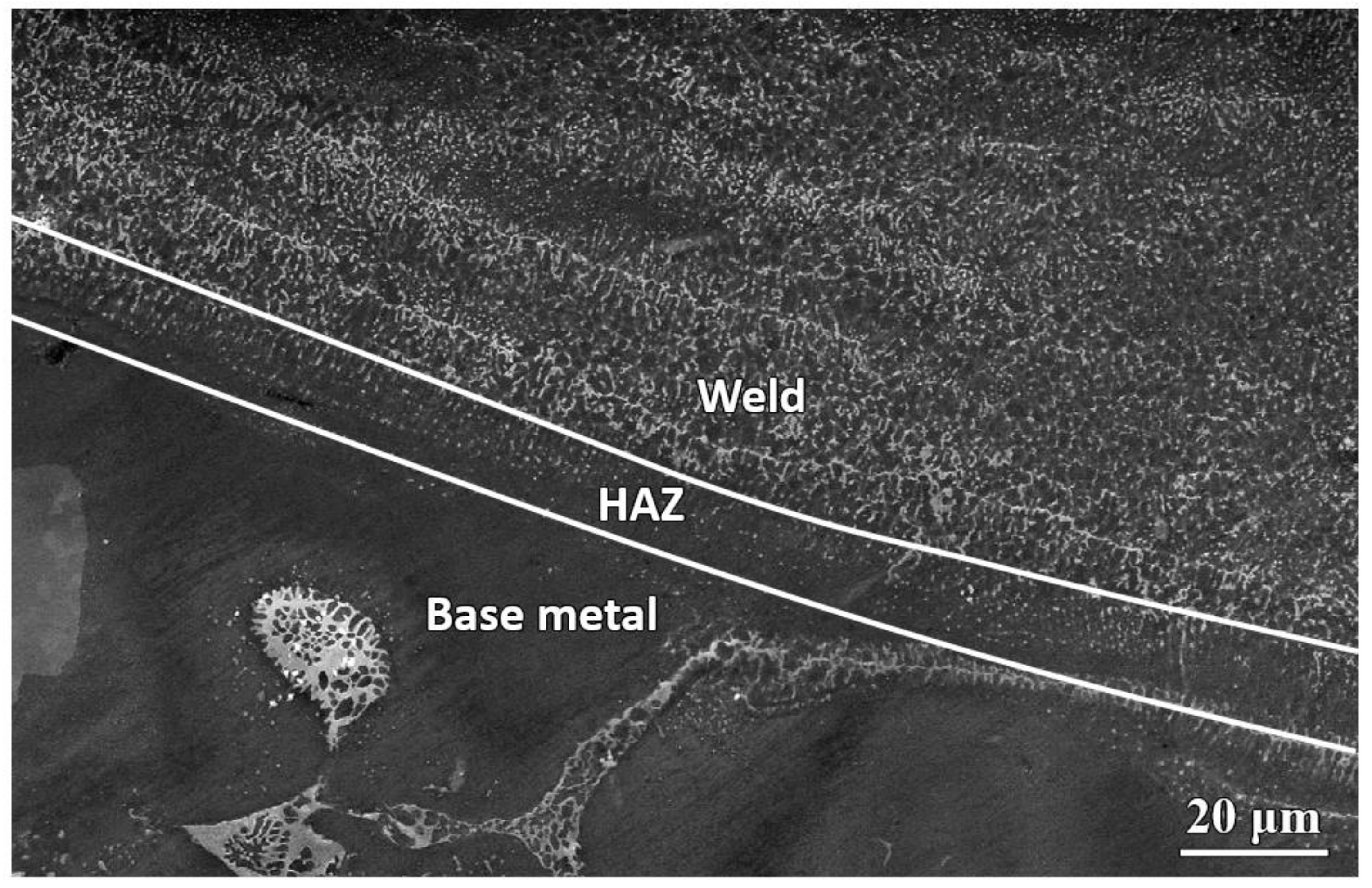
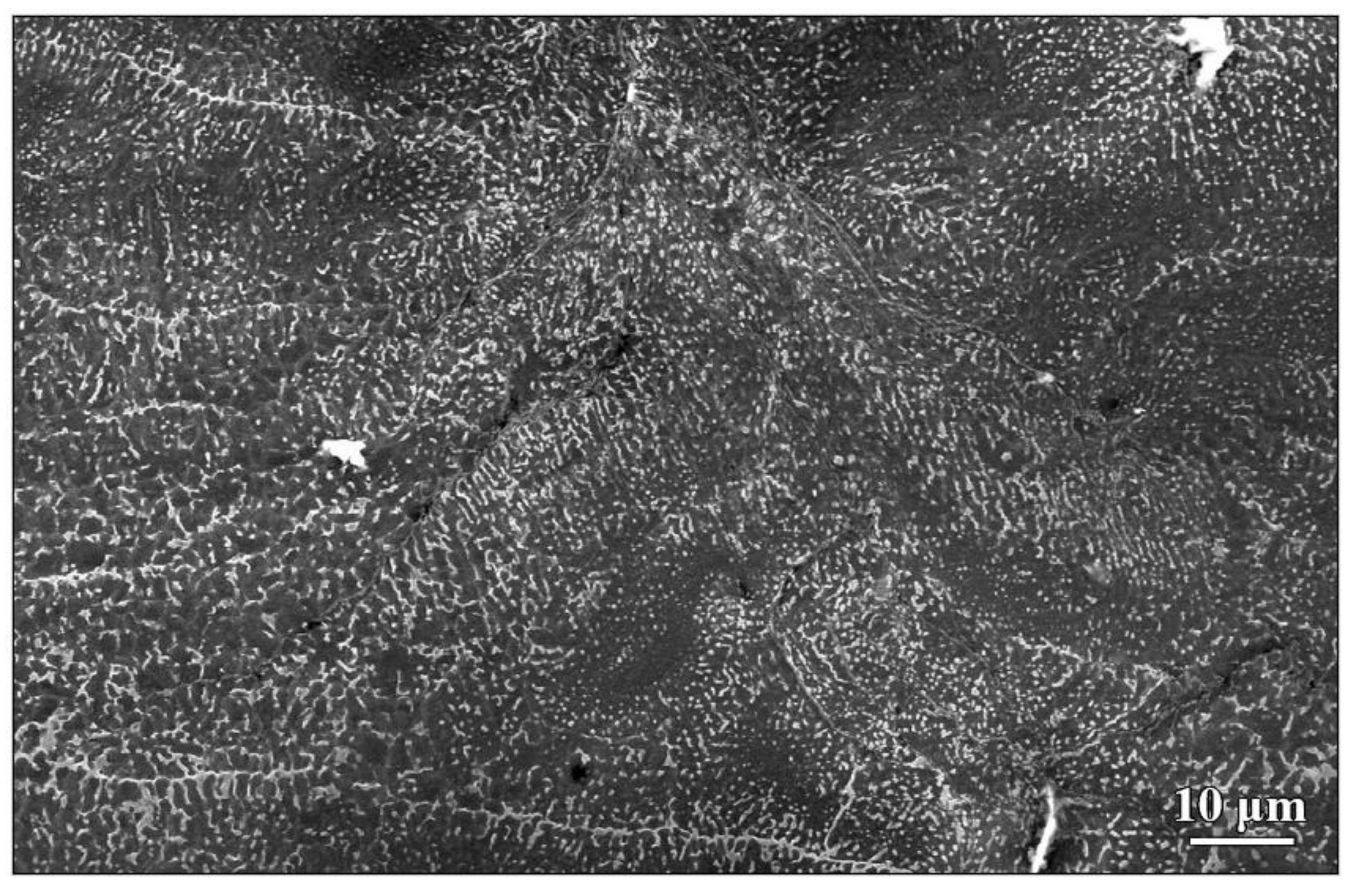
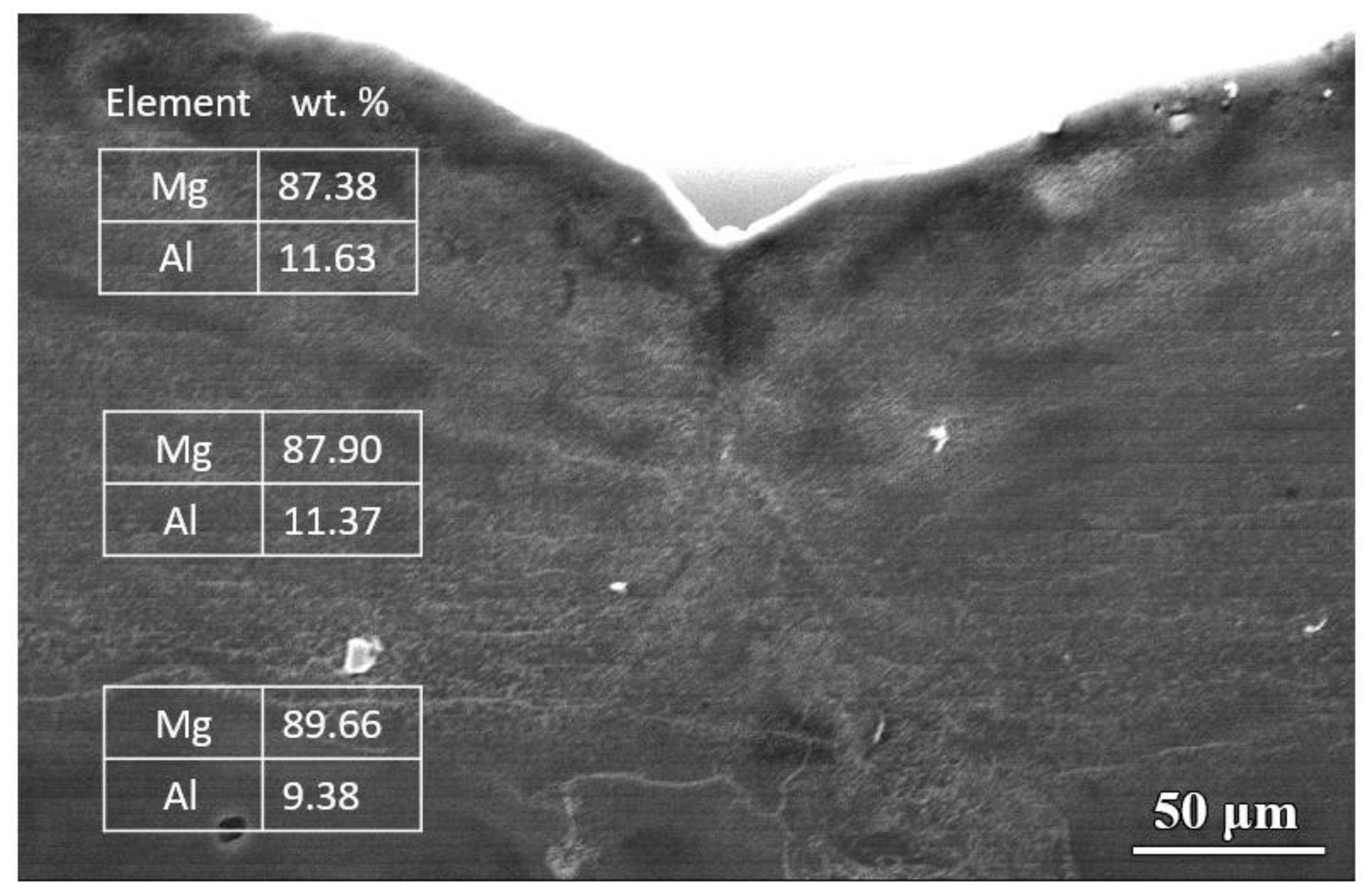
3.1. Microstructures
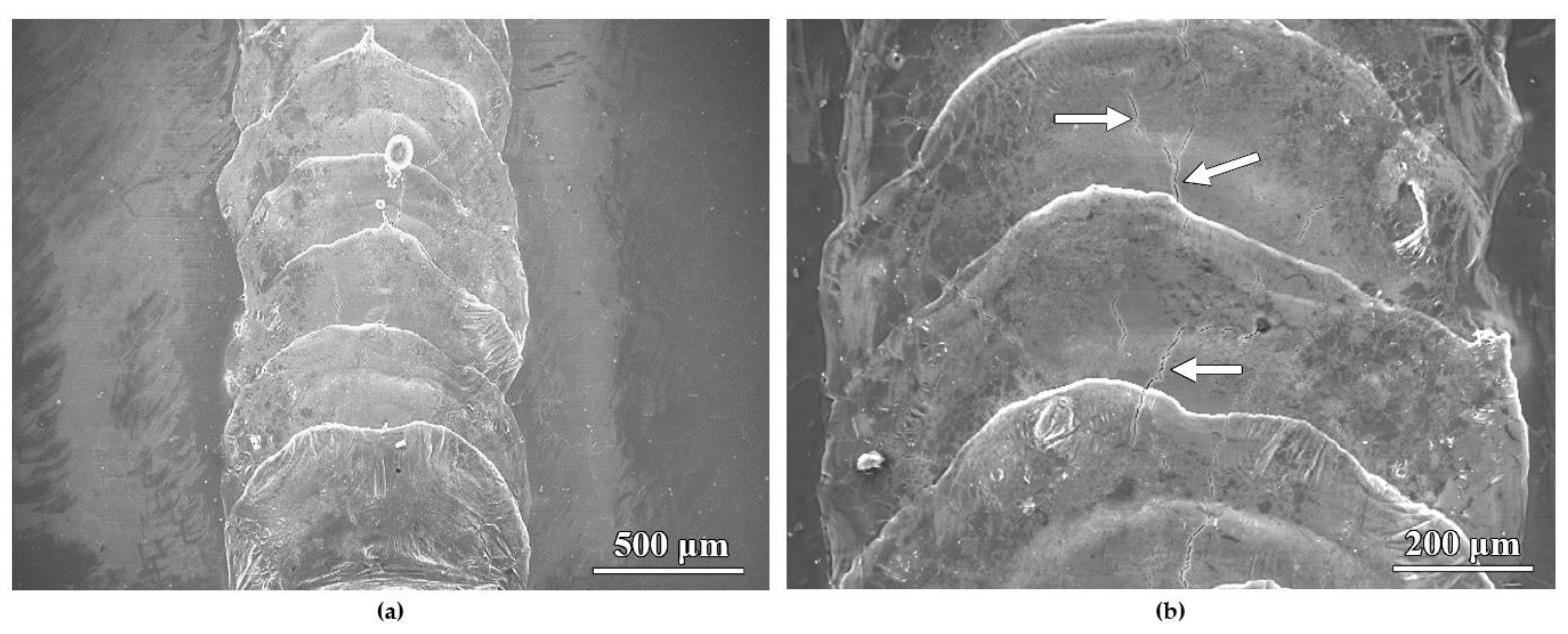
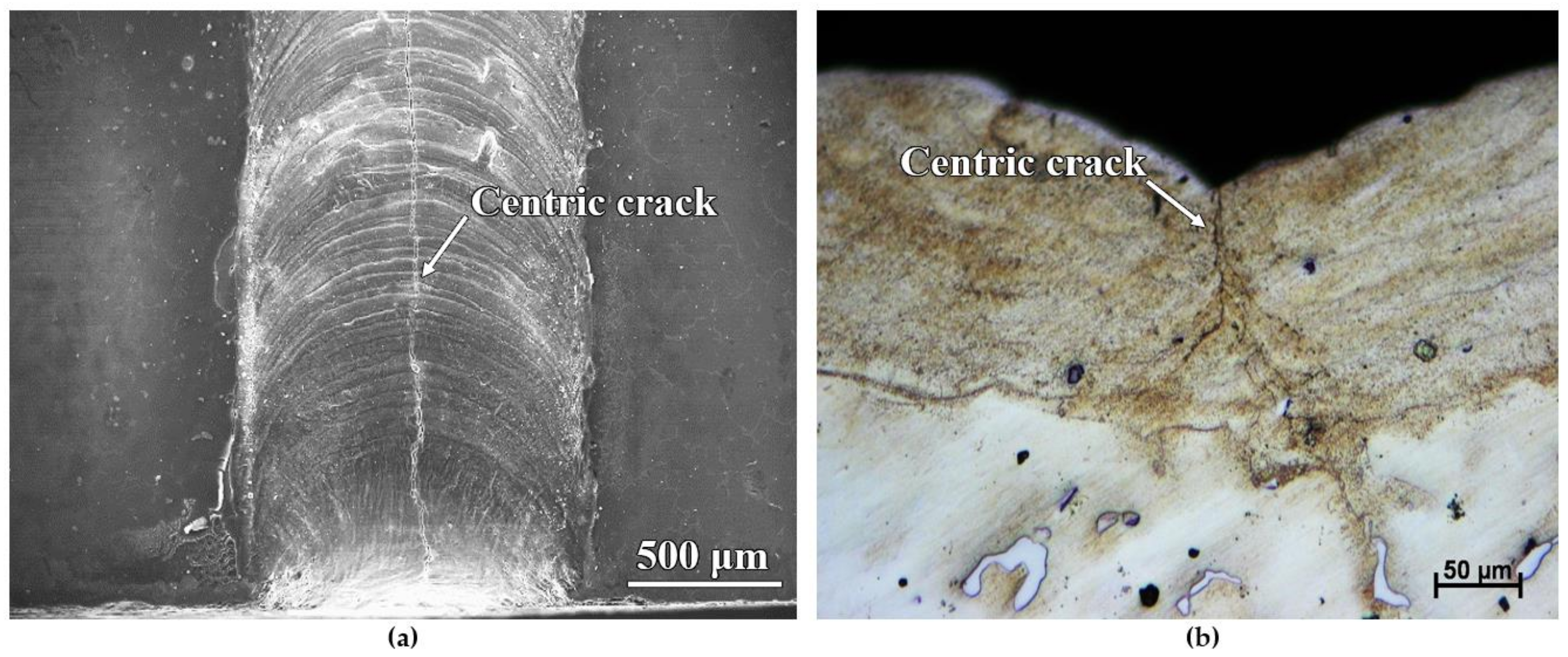
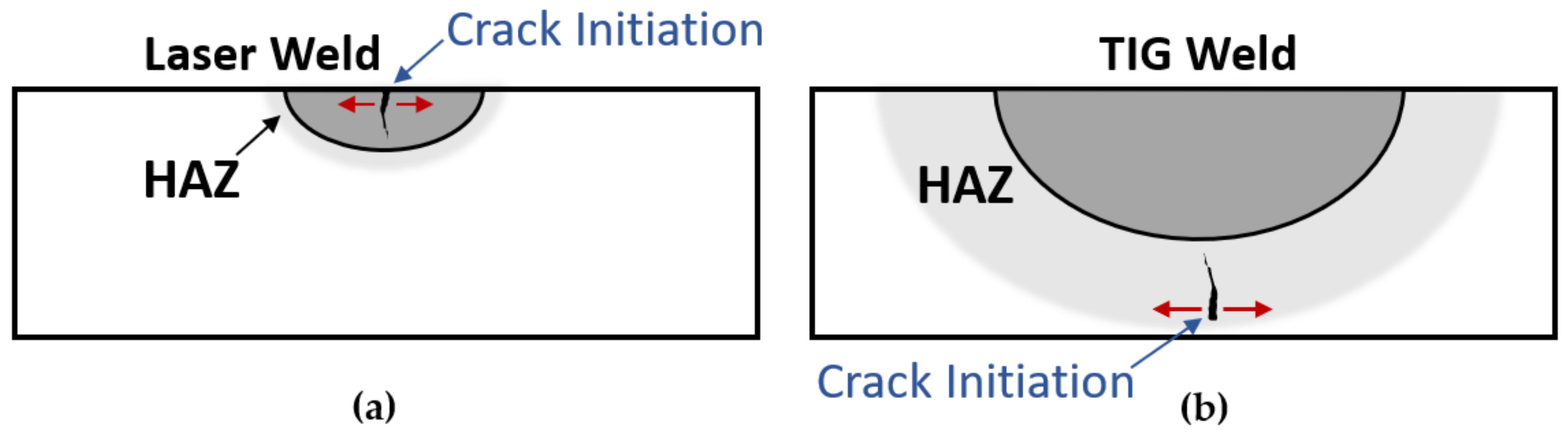
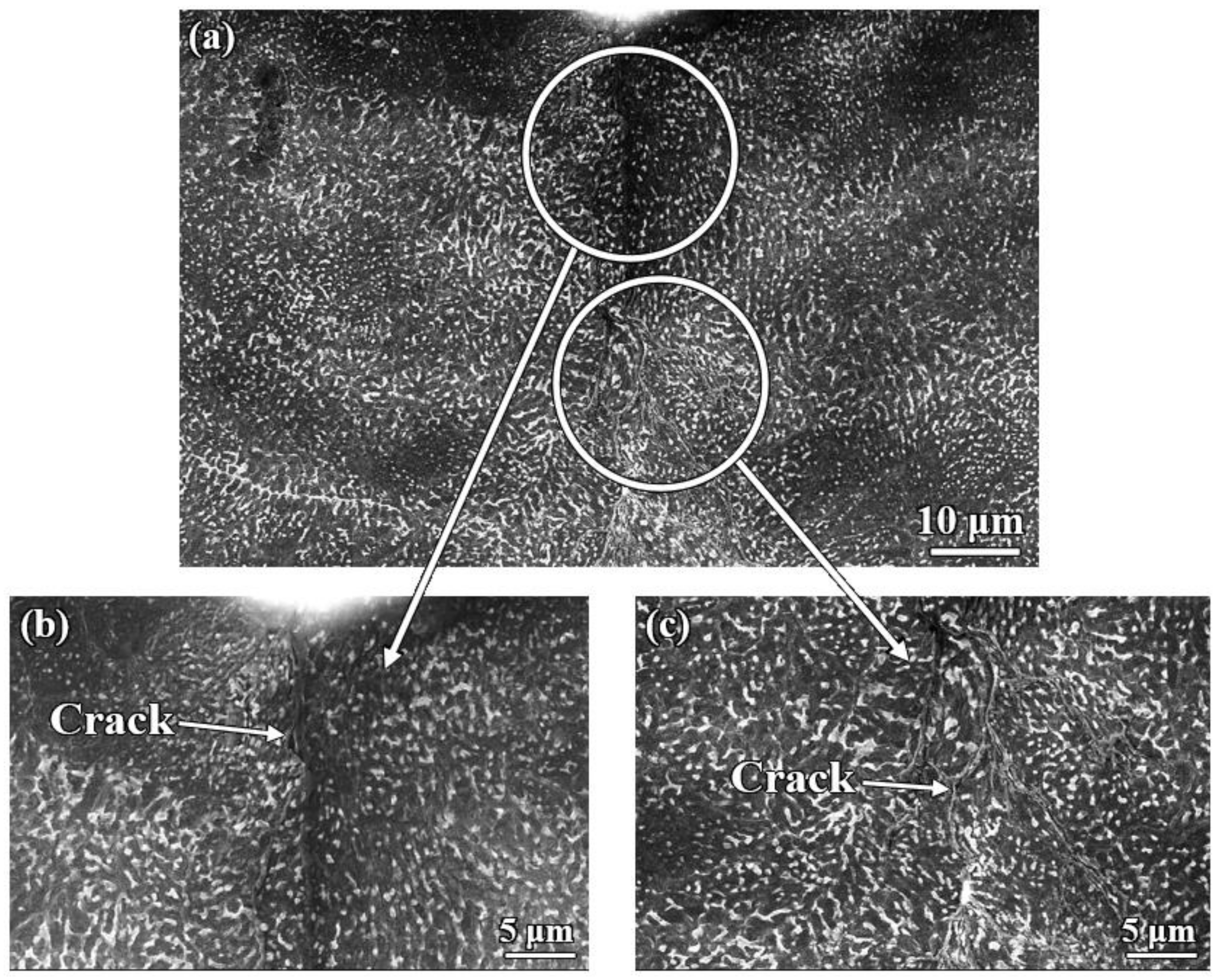
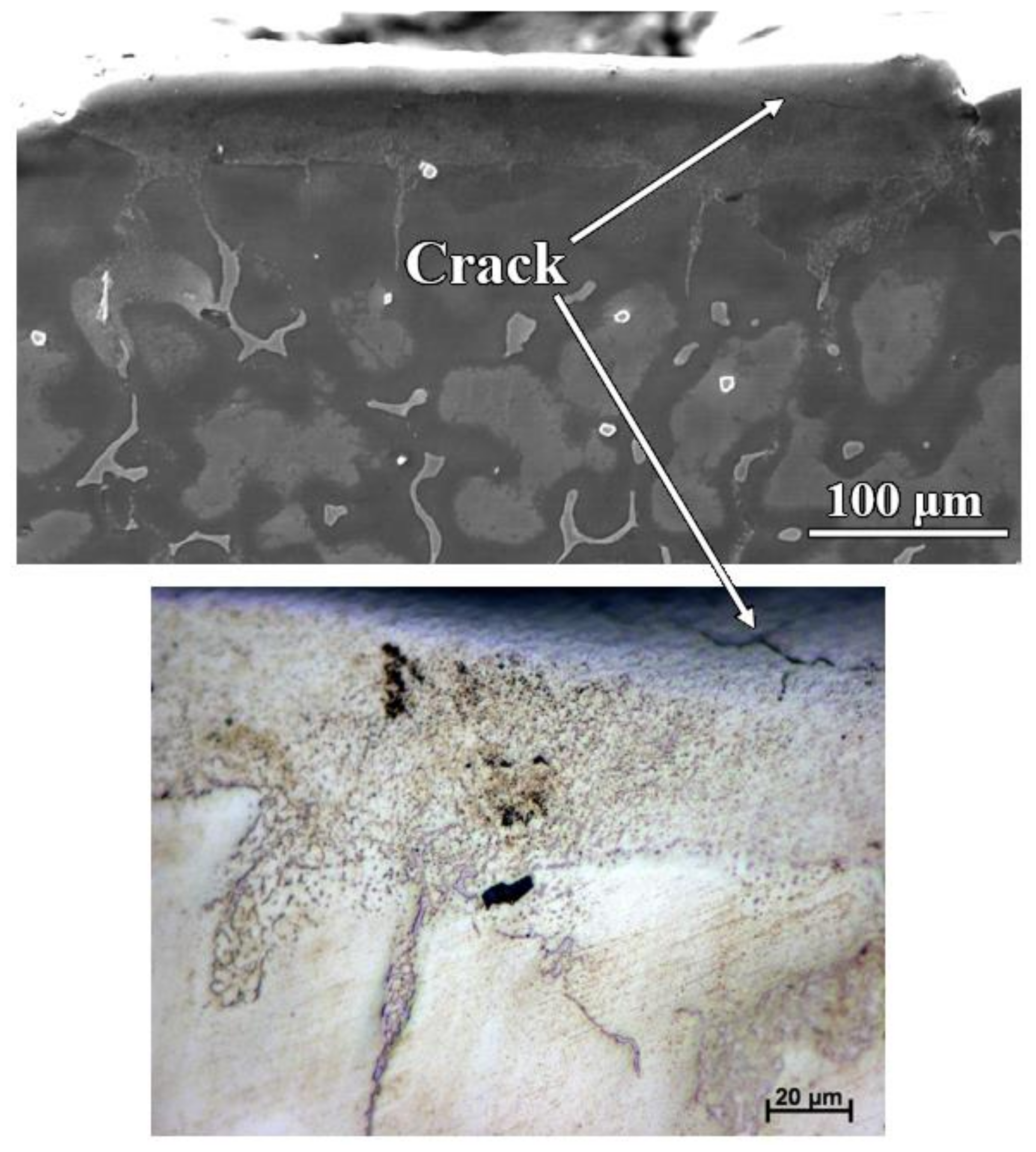
3.2. Hot Cracking in Bead-on-Plate Weld
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Xu, Y.; Yang, Y.; Peng, X.; Song, J.; Pan, F. Overview of advancement and development trend on magnesium alloy. J. Magnes. Alloys 2019, 7, 536–544. [Google Scholar] [CrossRef]
- Aung, N.N.; Zhou, W.; Lim, L.E. Wear behaviour of AZ91D alloy at low sliding speeds. Wear 2008, 265, 780–786. [Google Scholar] [CrossRef]
- Li, Y.B.; Zhou, W. Numerical simulation of filling process in die casting. Mater. Technol. 2003, 18, 36–41. [Google Scholar] [CrossRef]
- Huang, Y.J.; Hu, B.H.; Pinwill, I.; Zhou, W.; Taplin, D.M.R. Effects of process settings on the porosity levels of AM60B magnesium die ““castings. Mater. Manuf. Process. 2000, 15, 97–105. [Google Scholar] [CrossRef]
- Bag, A.; Zhou, W. Tensile and fatigue behavior of AZ91D magnesium alloy. J. Mater. Sci. Lett. 2001, 20, 457–459. [Google Scholar] [CrossRef]
- Puga, H.; Carneiro, V.; Barbosa, J.; Vieira, V. Effect of ultrasonic treatment in the static and dynamic mechanical behavior of AZ91D Mg alloy. Metals 2015, 5, 2210–2221. [Google Scholar] [CrossRef] [Green Version]
- Guan, Y.C.; Zhou, W.; Zheng, H.Y. Effect of laser surface melting on corrosion behaviour of AZ91D Mg alloy in simulated-modified body fluid. J. Appl. Electrochem. 2009, 39, 1457–1464. [Google Scholar] [CrossRef]
- Ma, A.; Lu, F.; Zhou, Q.; Jiang, J.; Song, D.; Chen, J.; Zheng, Y. Formation and corrosion resistance of micro-arc oxidation coating on equal-channel angular pressed AZ91D Mg alloy. Metals 2016, 6, 308. [Google Scholar] [CrossRef] [Green Version]
- Ambat, R.; Aung, N.N.; Zhou, W. Evaluation of microstructural effects on corrosion behaviour of AZ91D magnesium alloy. Corros. Sci. 2000, 42, 1433–1455. [Google Scholar] [CrossRef]
- Wu, G.; Fan, Y.; Gao, H.; Zhai, C.; Zhu, Y.P. The effect of Ca and rare earth elements on the microstructure, mechanical properties and corrosion behavior of AZ91D. Mater. Sci. Eng. A 2005, 408, 255–263. [Google Scholar] [CrossRef]
- Zhou, W.; Shen, T.; Aung, N.N. Effect of heat treatment on corrosion behaviour of magnesium alloy AZ91D in simulated body fluid. Corros. Sci. 2010, 52, 1035–1041. [Google Scholar] [CrossRef]
- Aung, N.N.; Zhou, W. Effect of heat treatment on corrosion and electrochemical behaviour of AZ91D magnesium alloy. J. Appl. Electrochem. 2002, 32, 1397–1401. [Google Scholar] [CrossRef]
- Weisheit, A.; Galun, R.; Mordike, B.L. CO2 laser beam welding of magnesium-based alloys. Weld. J. 1998, 77, 149s–154s. [Google Scholar]
- Dilthey, U.; Brandenhurg, A.; Trager, G.; Haferkamp, H.; Niemeyer, M. Laser-and electron beam welding of magnesium alloys. Materialwiss. Werkst. 1999, 30, 682–692. [Google Scholar] [CrossRef]
- Weisman, C.; Kearns, W.H. Welding Handbook, 7th ed.; American Welding Society: Miami, FL, USA, 1989; Volume 4, p. 396. [Google Scholar]
- Assar, A.; Nami, B.; Arab, N.B.M.; Khoubrou, I. Effect of heat input of TIG repair welding on microstructure and mechanical properties of cast AZ91 magnesium alloy. Weld. World 2021, 65, 1131–1143. [Google Scholar] [CrossRef]
- Weng, F.; Liu, Y.; Chew, Y.; Lee, B.Y.; Ng, F.L.; Bi, G. Double-side friction stir welding of thick magnesium alloy: Microstructure and mechanical properties. Sci. Technol. Weld. Join. 2020, 25, 359–368. [Google Scholar] [CrossRef]
- Kumar, S.D.; Kumar, S.S. Effect of heat treatment conditions on ballistic behaviour of various zones of friction stir welded magnesium alloy joints. Trans. Nonferrous Met. Soc. China 2021, 31, 156–166. [Google Scholar] [CrossRef]
- Cao, X.J.; Jahazi, M.; Immarigeon, J.P.; Wallace, W. A review of laser welding techniques for magnesium alloys. J. Mater. Process. Technol. 2006, 171, 188–204. [Google Scholar] [CrossRef]
- Chi, C.T.; Chao, C.G.; Huang, C.A.; Lee, C.H. Investigation of electron beam welding on AZ91D-F extrusive plates. Mater. Sci. Forum 2006, 505, 193–198. [Google Scholar] [CrossRef]
- Zhou, W.; Long, T.Z.; Mark, C.K. Hot cracking in tungsten inert gas welding of magnesium alloy AZ91D. Mater. Sci. Technol. 2007, 23, 1294–1299. [Google Scholar] [CrossRef]
- Munitz, A.; Cotler, C.; Shaham, H.; Kohn, G. Electron beam welding of magnesium AZ91D plates. Weld. J. 2000, 79, 202s–208s. [Google Scholar]
- Nayeb-Hashemi, A.A.; Clark, J.B. Phase Diagrams of Binary Magnesium Alloys; ASM International: Metals Park, OH, USA, 1988. [Google Scholar]
- Dissemination of IT for the Promotion of Materials Science (DoITPoMS), University of Cambridge. Available online: https://www.doitpoms.ac.uk/miclib/phase_diagrams.php?id=70 (accessed on 15 June 2021).
- Borland, J.C. Suggested explanation of hot cracking in mild and low alloy steel welds. Brit. Weld. J. 1961, 8, 526–540. [Google Scholar]
- Prokhorov, N.N. The technological strength of metals while crystallising during welding. Weld. Prod. 1962, 9, 1–8. [Google Scholar]
- Avedesian, M.M. Magnesium and Magnesium Alloys; ASM International: Materials Park, OH, USA, 1999; pp. 8–9. [Google Scholar]
- Zhang, P.L.; Jia, Z.Y.; Yu, Z.S.; Shi, H.C.; Li, S.W.; Wu, D.; Yan, H.; Ye, X.; Chen, J.S.; Wang, F.X.; et al. A review on the effect of laser pulse shaping on the microstructure and hot cracking behavior in the welding of alloys. Opt. Laser Technol. 2021, 140, 107094. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Mn | Ni | Cu | Zn | Mg |
|---|---|---|---|---|---|
| 9.0 | 0.17 | 0.001 | 0.001 | 0.64 | Bal. |
| No. | Power (W) | Welding Speed (mm/s) | Heat Input (J/mm) | Cracking? |
|---|---|---|---|---|
| 1 | 250 | 5 | 50 | Yes |
| 2 | 250 | 10 | 25 | Yes |
| 3 | 250 | 25 | 10 | Yes |
| 4 | 250 | 50 | 5 | Yes |
| 5 | 250 | 100 | 2.5 | Yes |
| 6 | 50 | 1 | 50 | No |
| 7 | 50 | 2 | 25 | No |
| 8 | 50 | 5 | 10 | Yes |
| 9 | 50 | 10 | 5 | Yes |
| 10 | 50 | 20 | 2.5 | Yes |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, W.; Aprilia, A.; Mark, C.K. Mechanisms of Cracking in Laser Welding of Magnesium Alloy AZ91D. Metals 2021, 11, 1127. https://doi.org/10.3390/met11071127
Zhou W, Aprilia A, Mark CK. Mechanisms of Cracking in Laser Welding of Magnesium Alloy AZ91D. Metals. 2021; 11(7):1127. https://doi.org/10.3390/met11071127
Chicago/Turabian StyleZhou, Wei, Aprilia Aprilia, and Chee Kong Mark. 2021. "Mechanisms of Cracking in Laser Welding of Magnesium Alloy AZ91D" Metals 11, no. 7: 1127. https://doi.org/10.3390/met11071127
APA StyleZhou, W., Aprilia, A., & Mark, C. K. (2021). Mechanisms of Cracking in Laser Welding of Magnesium Alloy AZ91D. Metals, 11(7), 1127. https://doi.org/10.3390/met11071127