
Ameliorative Corrosion Resistance and Microstructure Characterization of 2205 Duplex Stainless Steel by Regulating the Parameters of Pulsed Nd:YAG Laser Beam Welding



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
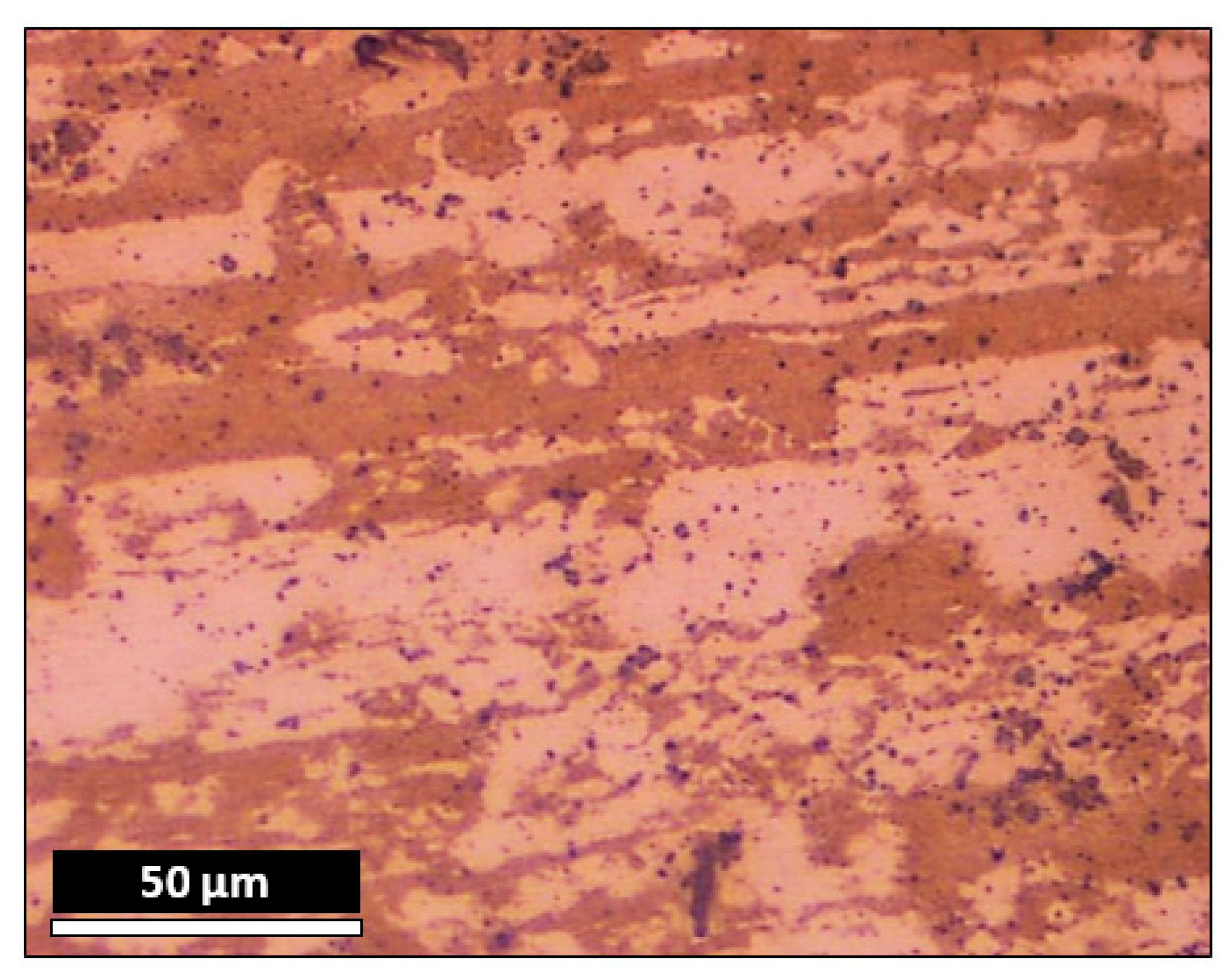
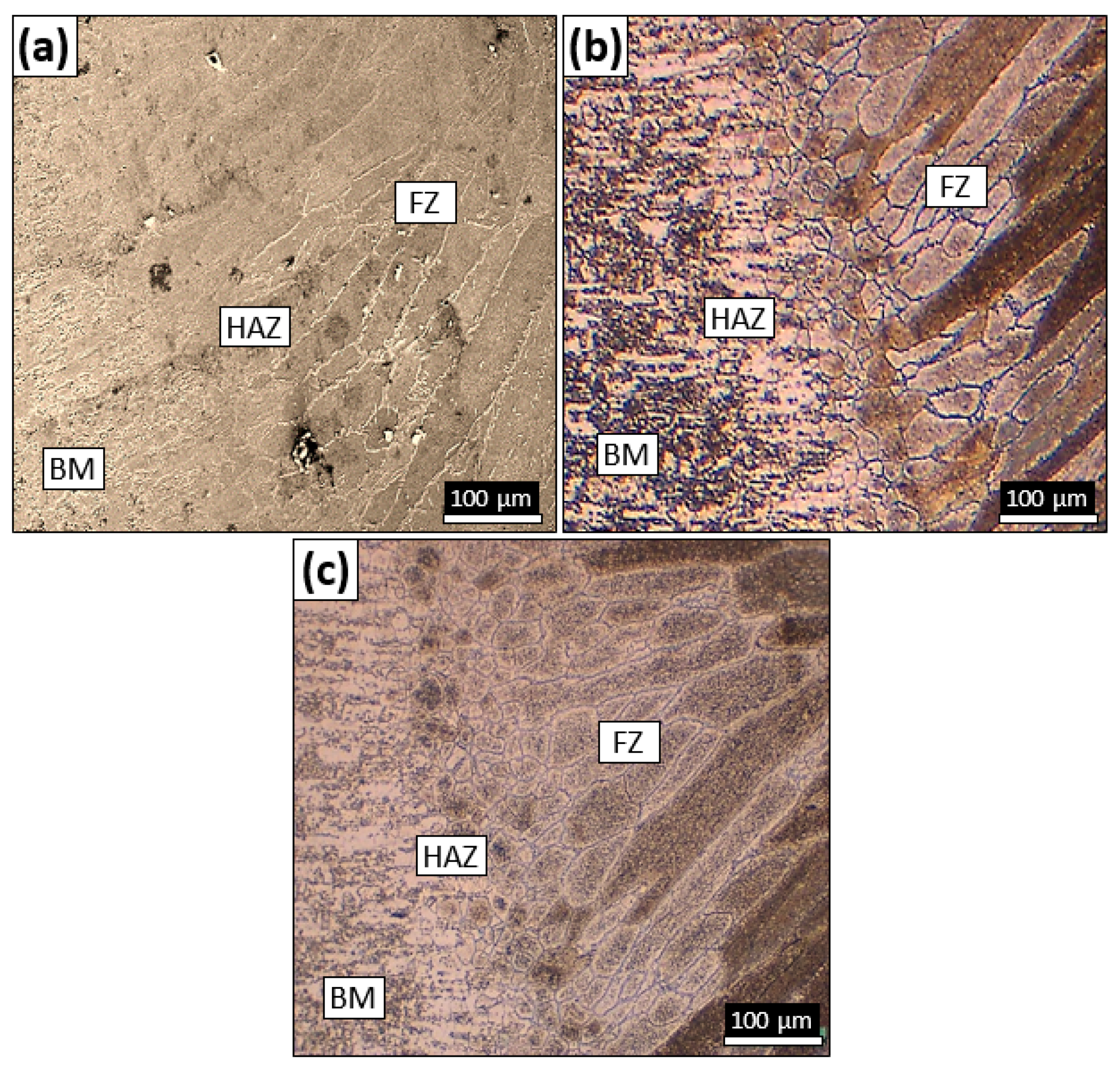
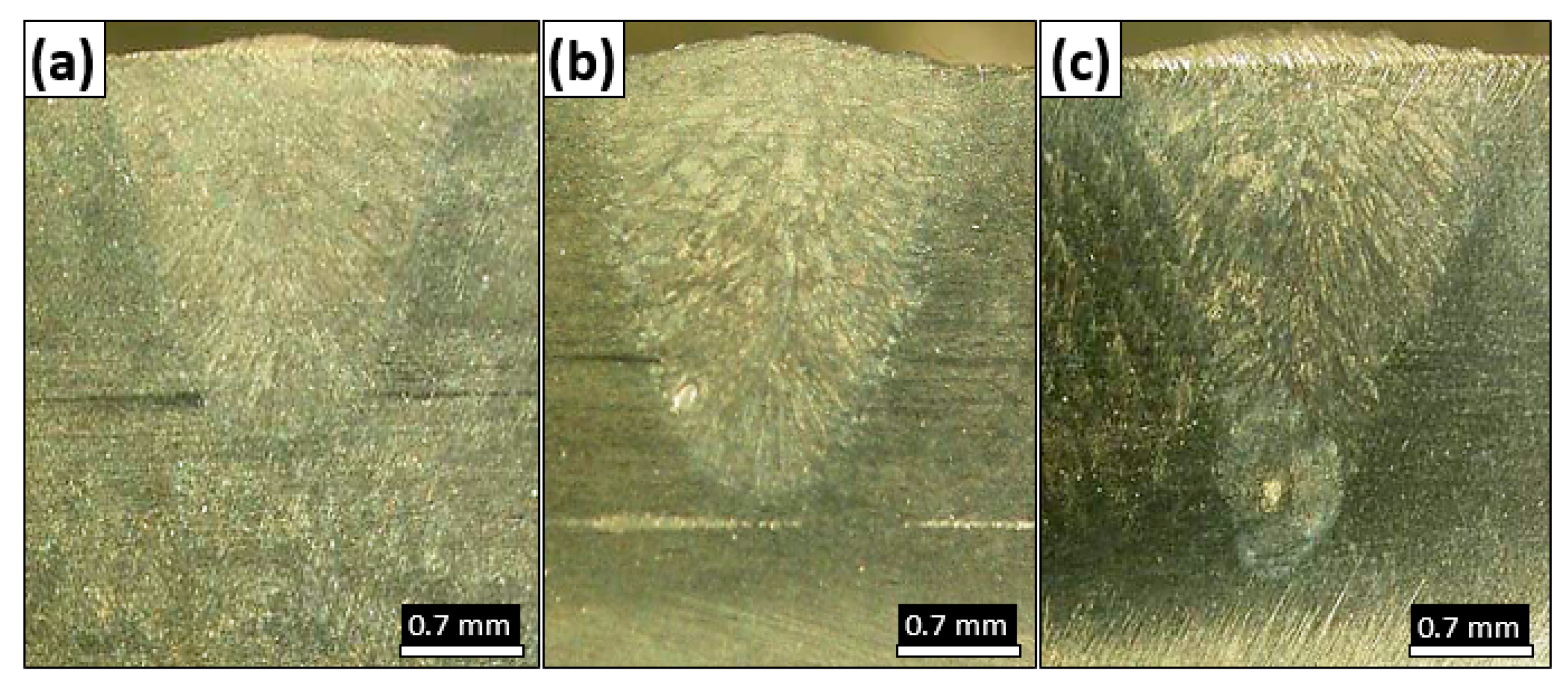
3.1. Microstructure Analysis
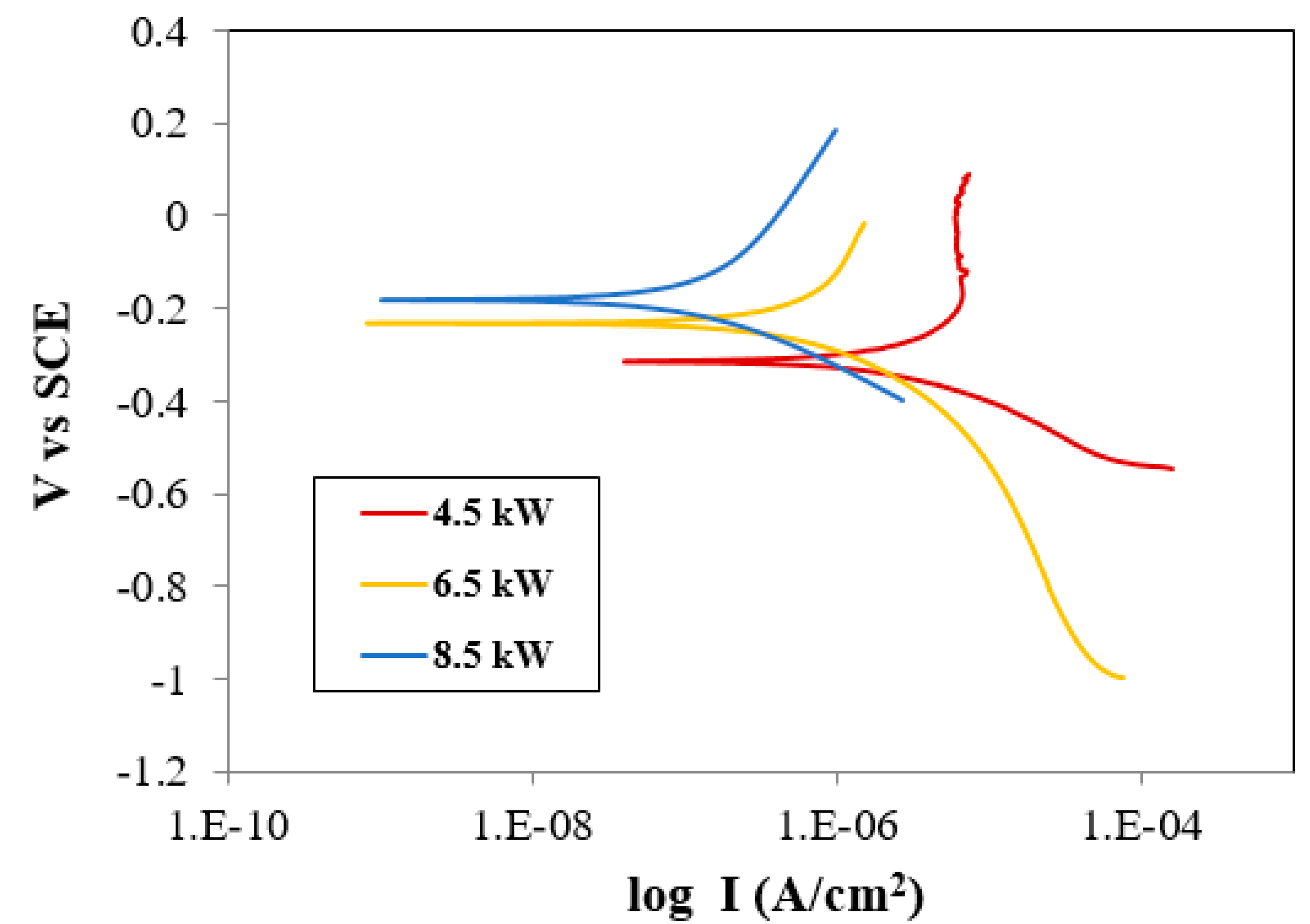
3.2. Potentiodynamic Polarization
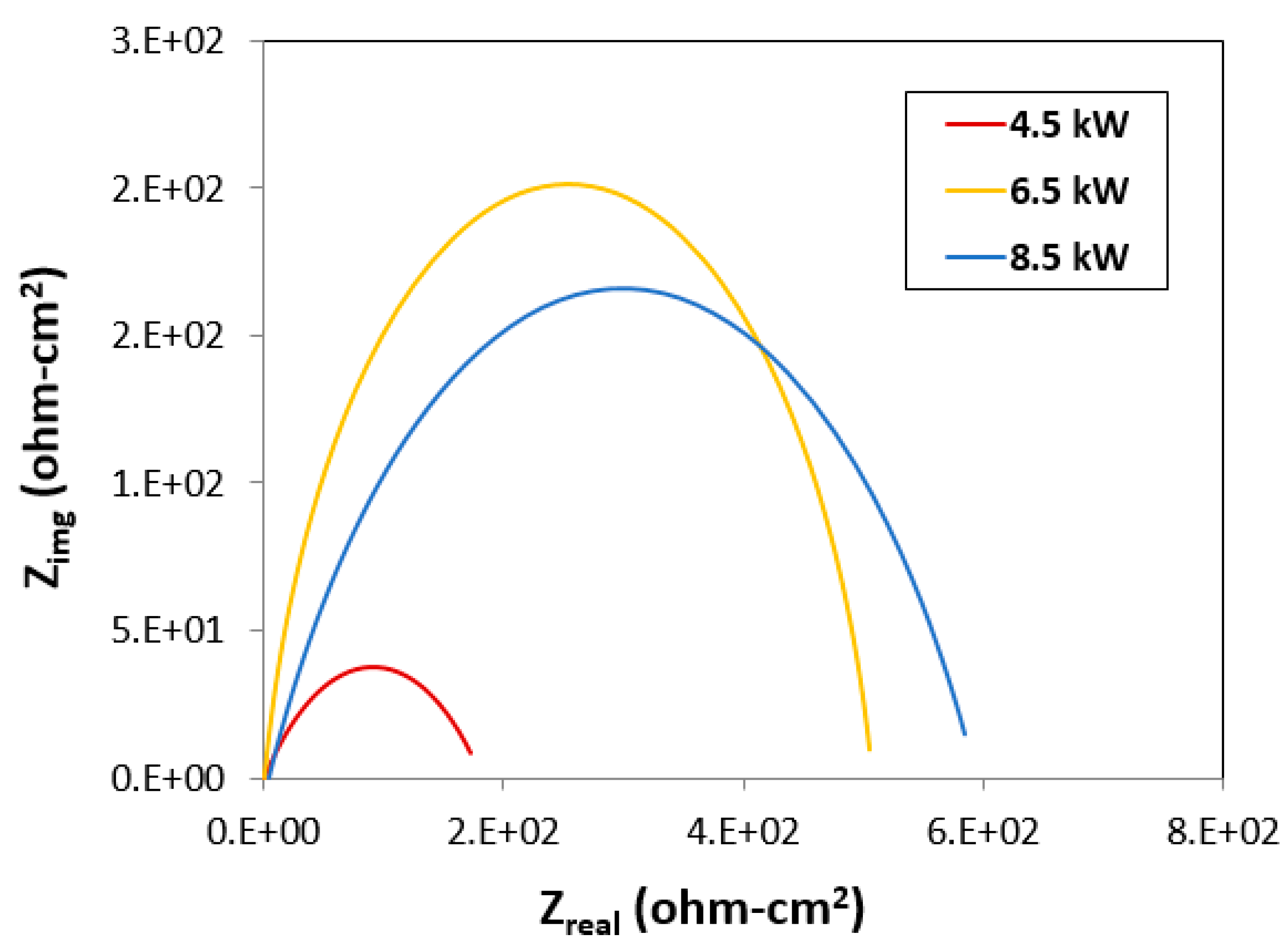
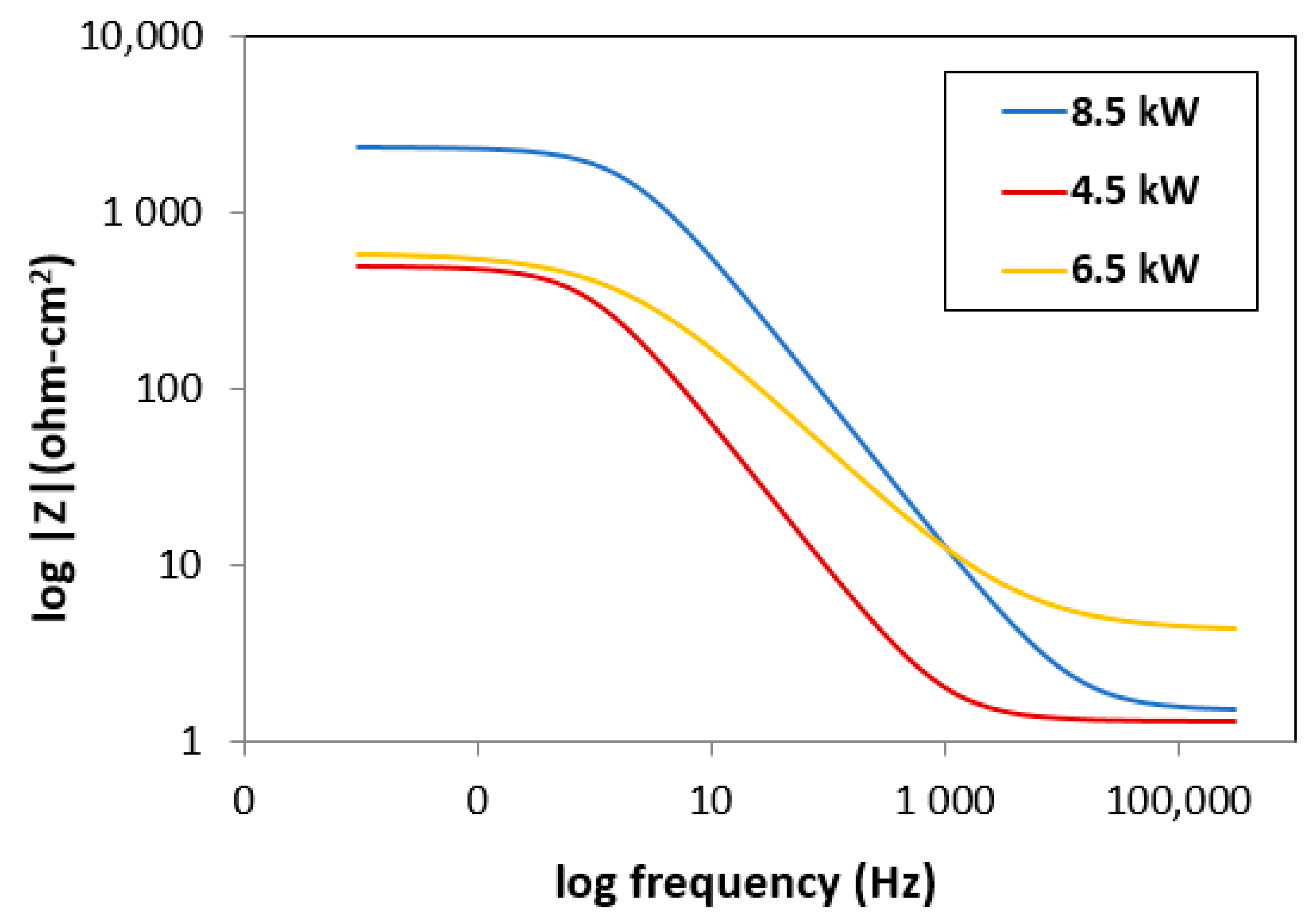
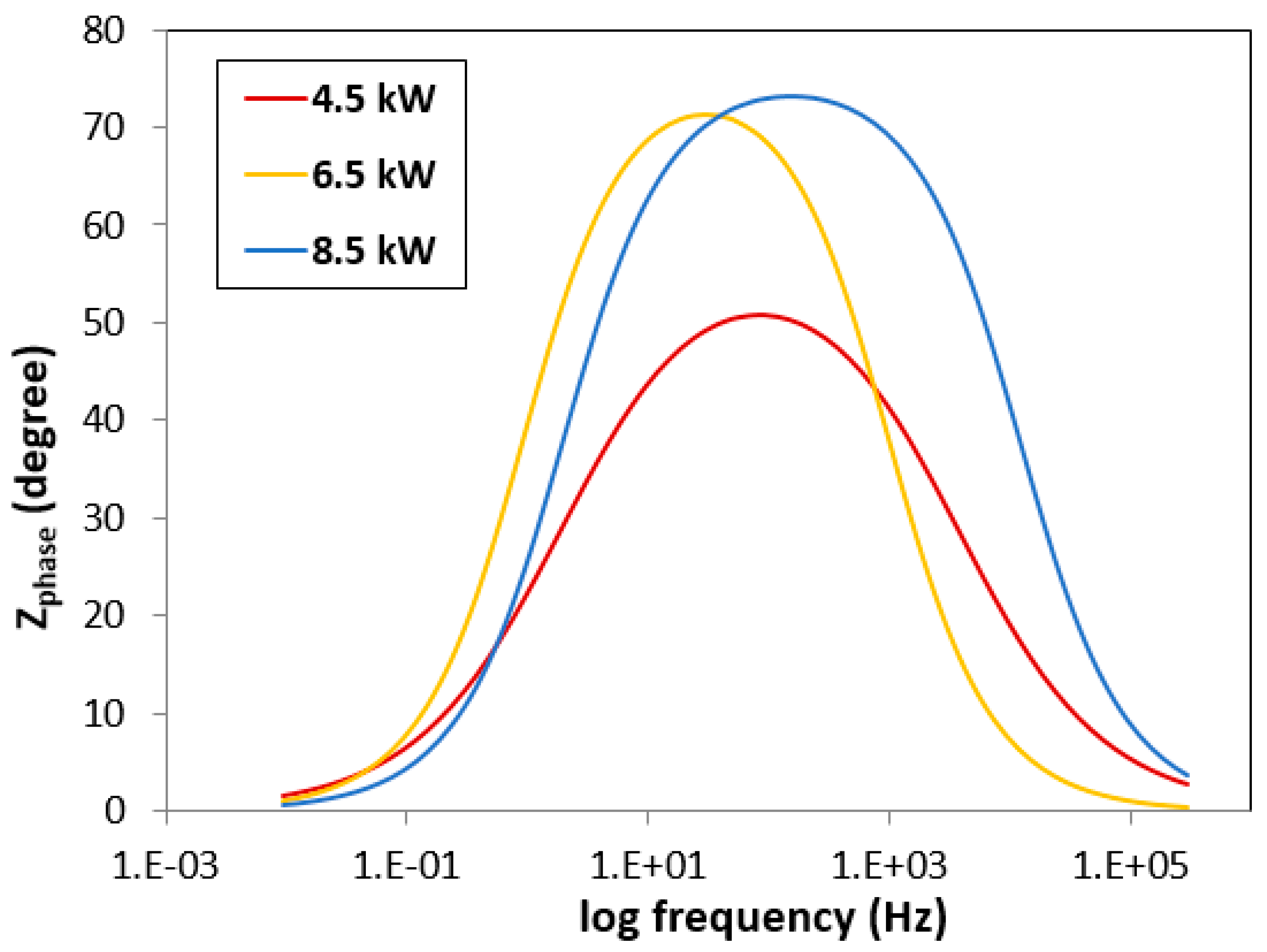
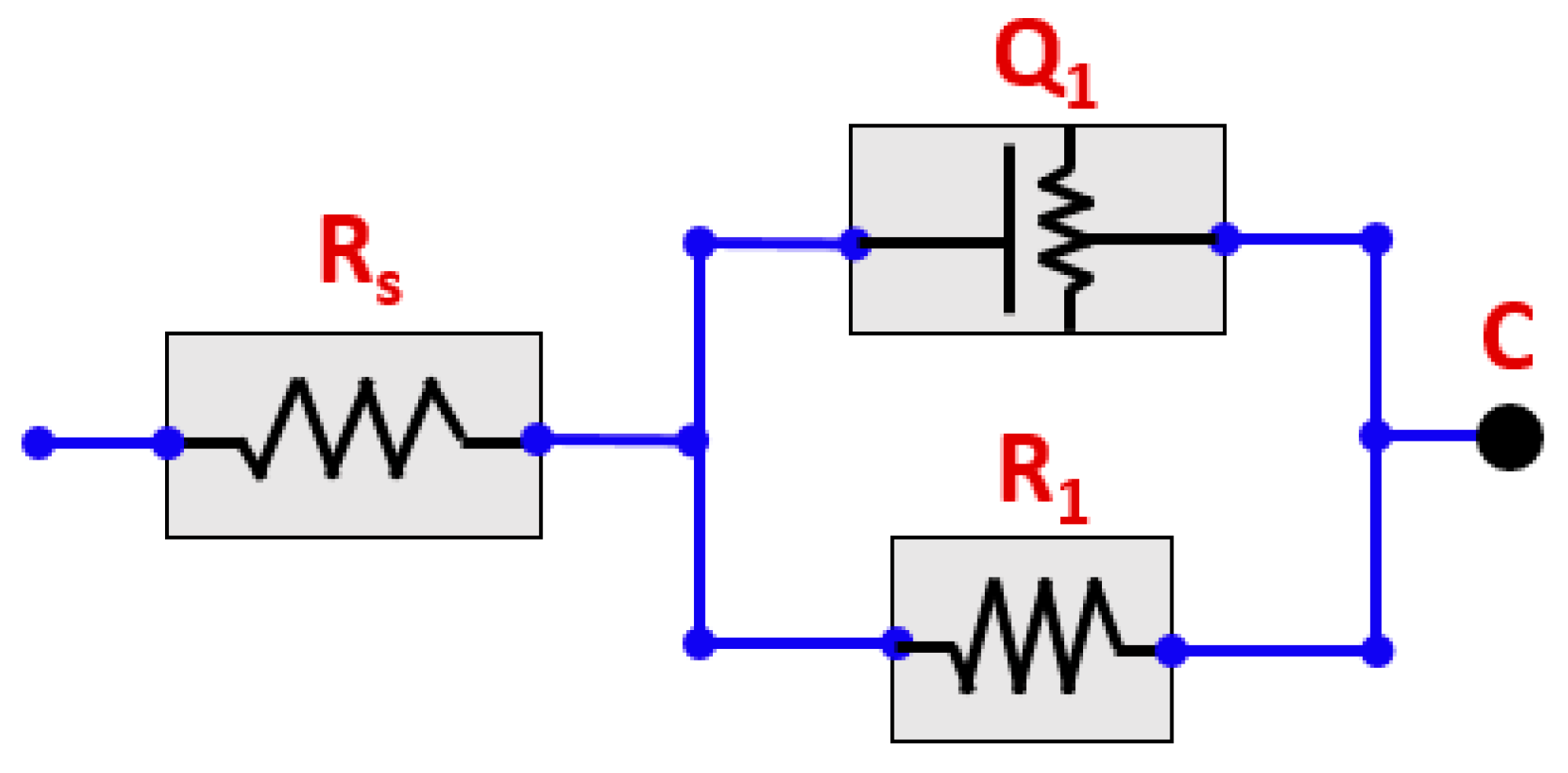
3.3. Electrochemical Impedance Spectroscopy
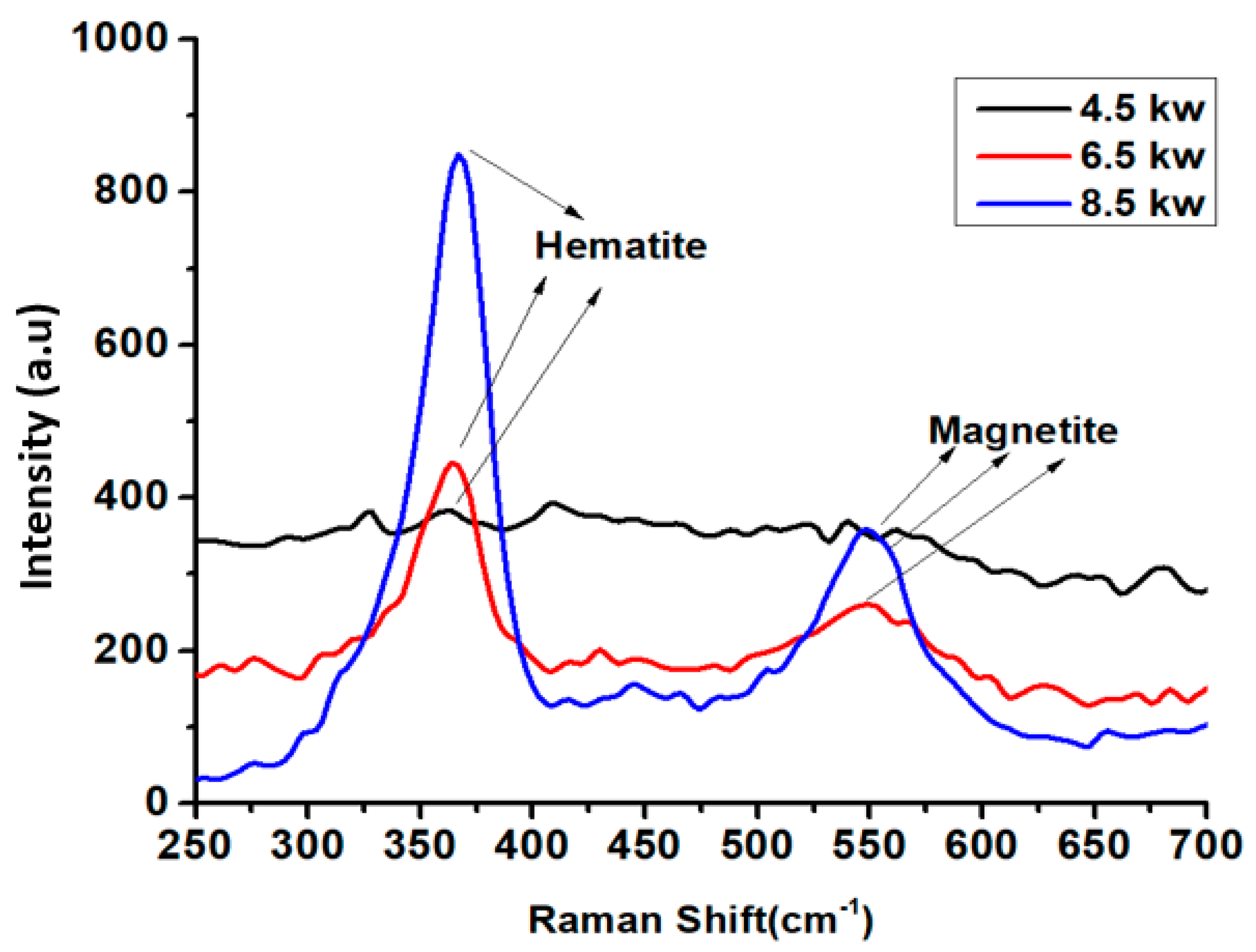
3.4. Raman Spectroscopy
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gooch, T.G. Corrosion Behavior of Welded Stainless Steel. In Proceedings of the Duplex Stainless Steels, Cleveland, OH, USA, 3–7 April 1996; pp. 573–602. [Google Scholar]
- Nilsson, J.O.; Wilson, A.; Josefsson, B.; Thorvaldsson, T. Proceedings of the Applications of Stainless Steel. Mater. Sci. Technol. 1992, 8, 685–700. [Google Scholar] [CrossRef]
- Lv, J.; Jin, H.; Liang, T. The Effect of Electrochemical Nitridation on the Corrosion Resistance of the Passive Films Formed on the 2205 Duplex Stainless Steel. Mater. Lett. 2019, 256, 126640. [Google Scholar]
- Abdo, H.S.; Sarkar, A.; Gupta, M.; Sahoo, S.; Mohammed, J.A.; Ragab, S.A.; Seikh, A.H. Low-Cost High-Performance SnO2-Cu Electrodes for Use in Direct Ethanol Fuel Cells. Crystals 2021, 11, 55. [Google Scholar] [CrossRef]
- Hoffmeister, H.; Lothongkum, G. Quantitative effects of nitrogen contents and cooling cycles on δ-γ transformation, chromium nitride precipitation and pitting corrosion after weld simulation of duplex stainless steels. In Proceedings of the Forth International Conference on Duplex Stainless Steels, Glasgow, UK, 13–16 November 1994; p. 55. [Google Scholar]
- Abdo, H.S.; Seikh, A.H.; Mandal, B.B.; Mohammed, J.A.; Ragab, S.A.; Abdo, M.S. Microstructural Characterization and Corrosion-Resistance Behavior of Dual-Phase Steels Compared to Conventional Rebar. Crystals 2020, 10, 1068. [Google Scholar] [CrossRef]
- Yin, L.; Xu, D.; Yang, C.; Xi, T.; Chen, X.; Yang, K. Ce Addition Enhances the Microbially Induced Corrosion Resistance of Cu-bearing 2205 Duplex Stainless Steel in Presence of Sulfate Reducing Bacteria. Corros. Sci. 2021, 179, 109141. [Google Scholar] [CrossRef]
- Abdo, H.S.; Seikh, A.H.; Mohammed, J.A.; Luqman, M.; Ragab, S.A.; Almotairy, S.M. Influence of Chloride ions on Electrochemical Corrosion Behavior of Dual-phase Steel over Conventional Rebar in Pore Solution. Appl. Sci. 2020, 10, 4568. [Google Scholar] [CrossRef]
- Liu, D.; Jia, R.; Xu, D.; Yang, H.; Zhao, Y.; Khan, M.; Huang, S.; Wen, J.; Yang, K.; Gu, T. Biofilm Inhibition and Corrosion Resistance of 2205-Cu Duplex Stainless Steel against Acid Producing Bacterium Acetobacter aceti. J. Mater. Sci. Technol. 2019, 35, 2494–2502. [Google Scholar] [CrossRef]
- Abdo, H.S.; Seikh, A.H.; Fouly, A.; Ragab, S.A. Synergistic Strengthening Effect of Reinforcing Spark Plasma Sintered Al-Zn-TiC Nanocomposites with TiC Nanoparticles. Crystals 2021, 11, 842. [Google Scholar] [CrossRef]
- Liou, H.Y.; Hsieh, R.I.; Tsai, W.T. Microstructure and Stress Corrosion Cracking in Simulated Heat-affected Zones of Duplex Stainless Steels. Corros. Sci. 2002, 44, 2841–2856. [Google Scholar] [CrossRef]
- Kwok, C.T.; Fong, S.L.; Cheng, F.T.; Man, H.C. Pitting and Galvanic Corrosion Behaviour of Laser-welded Stainless Steels. J. Mater. Process. Technol. 2006, 176, 168–178. [Google Scholar] [CrossRef]
- Pettersson, R.J. The influence of microstructure on pitting corrosion in autogenous TIG duplex stainless steel welds. In Proceedings of the Duplex Stainless Steels, Glasgow, UK, 13–16 November 1994; pp. 461–472. [Google Scholar]
- Sridhar, N.; Kolts, J. Effects of Nitrogen on the Selective Dissolution of a Duplex Stainless Steel. Corrosion 1987, 43, 646–651. [Google Scholar] [CrossRef]
- Abdo, H.S.; Seikh, A.H.; Mohammed, J.A.; Soliman, M.S. Alloying Elements Effects on Electrical Conductivity and Mechanical Properties of Newly Fabricated Al Based Alloys Produced by Conventional Casting Process. Materials 2021, 14, 3971. [Google Scholar] [CrossRef]
- Westin, E.M.; Keehan, E.; Ström, M.; Von Brömssen, B. Laser welding of a lean duplex stainless steel. In Proceedings of the ICALEO, Orlando, FL, USA, 29 October–1 November 2007; pp. 335–344. [Google Scholar]
- Westin, E.M. Corrosion resistance of welded lean duplex stainless steel. In Proceedings of the Stainless Steel World America 2008, Houston, TX, USA, 9–10 September 2008; p. 17. [Google Scholar]
- Nowacki, J.; Rybicki, P. The Influence of Welding Heat Input on Submerged Arc Welded Duplex Steel Joints Imperfections. J. Mater. Proc. Technol. 2005, 164–165, 1082–1088. [Google Scholar] [CrossRef]
- Baeslack, W.A., III; Lippold, J.C. Phase Transformation Behavior in Duplex Stainless Steel Weldments. Met. Constr. 1988, 20, 26R–31R. [Google Scholar]
- Seurin, H.; Sandstrom, R. Austenite Reformation in the Heat-affected Zone of Duplex Stainless Steel 2205. Mater. Sci. Eng. A 2006, 418, 250–256. [Google Scholar] [CrossRef]
- Sasikumar, C.; Sundaresan, R.; Medona, C.M.; Ramakrishnan, A. Corrosion Study on AA-TIG Welding of Duplex Stainless Steel. Mater. Today 2021, 45, 3383–3385. [Google Scholar]
- Chinthaka, M.S.; Leonard, K.J.; Garrison, L.M.; Bryan, C.D. Effects of Low-temperature Neutron Irradiation on the Microstructure and Tensile Properties of Duplex 2304 Stainless Steel and Its Electron-Beam Welds. Mater. Sci. Eng. A 2021, 823, 141780. [Google Scholar]
- Wan, Y.; Jiang, W.; Wei, W.; Xie, X.; Song, M.; Xu, G.; Xie, X.; Zhai, X. Characterization of inhomogeneous microstructure and mechanical property in an ultra-thick duplex stainless steel welding joint. Mater. Sci. Eng. A 2021, 822, 141640. [Google Scholar] [CrossRef]
- Muthupandi, V.; Srinivasan, P.B.; Sundaresan, S. Effect of Weld Chemistry and Heat Input on the Structure and Properties of Duplex Stainless Steel Welds. Mater. Sci. Eng. A 2003, 358, 9–16. [Google Scholar] [CrossRef]
- Munoz, A.I.; Anton, J.G.; Guinon, J.L.; Herranz, V.P. Effect of Nitrogen in Argon as a Shielding Gas on TIG Welds of Duplex Stainless Steels. Corrosion 2005, 61, 693–705. [Google Scholar] [CrossRef]
- Maurya, A.K.; Pandey, C.; Chhibber, R. Dissimilar Welding of Duplex Stainless Steel with Ni Alloys: A review. Int. J. Press. Vessels Pip. 2021, 192, 104439. [Google Scholar] [CrossRef]
- Park, H.; Moon, B.; Moon, Y.; Kang, N. Hydrogen Stress Cracking Behaviour in Dissimilar Welded Joints of Duplex Stainless Steel and Carbon Steel. Metals 2021, 11, 1039. [Google Scholar] [CrossRef]
- Omiogbemi, I.M.B.; Pandey, S.; Yawas, D.S.; Afolayan, M.O.; Dauda, E.T. Effect of Welding Conditions and Flux Compositions on the Metallurgy of Welded Duplex Stainless Steel. Mater. Today 2021. [Google Scholar] [CrossRef]
- Calderon-Uriszar-Aldaca, I.; Briz, E.; Garcia, H.; Matanza, A. The Weldability of Duplex Stainless–Steel in Structural Components to Withstand Corrosive Marine Environments. Metals 2020, 10, 1475. [Google Scholar] [CrossRef]
- Chen, X.; Inao, D.; Tanaka, S.; Mori, A.; Li, X.; Hokamoto, K. Explosive Welding of Al Alloys and High Strength Duplex Stainless Steel by Controlling Energetic Conditions. J. Manuf. Process. 2020, 58, 1318–1333. [Google Scholar] [CrossRef]
- Cui, S.; Pang, S.; Pang, D.; Zhang, Z. Influence of Welding Speeds on the Morphology, Mechanical Properties, and Microstructure of 2205 DSS Welded Joint by K-TIG Welding. Materials 2021, 14, 3426. [Google Scholar] [CrossRef] [PubMed]
- Gao, S.; Geng, S.; Jiang, P.; Mi, G.; Han, C.; Ren, L. Numerical Analysis of the Deformation Behavior of 2205 Duplex Stainless Steel TIG Weld Joint Based on the Microstructure and Micro-mechanical Properties, Mater. Sci. Eng. A 2021, 815, 141303. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, Z.; Jiang, Y.; Tan, H.; Han, D.; Guo, Y. Effect of Post-weld Heat Treatment on Microstructure Evolution and Pitting Corrosion Behavior of UNS S31803 Duplex Stainless Steel Welds. Corros. Sci. 2012, 62, 42–50. [Google Scholar] [CrossRef]
- Turnbull, A.; Francis, P.E.; Ryan, M.P.; Orkney, L.P.; Griffith, A.J.; Hawkins, B. A Novel Approach to Characterizing Corrosion Resistance of Super Duplex Stainless Steel Weld. Corrosion 2002, 58, 1039–1048. [Google Scholar] [CrossRef]
- Nilsson, J.O. Overview of Super Duplex Stainless Steel. Mater. Sci. Technol. 1992, 8, 685–700. [Google Scholar] [CrossRef]
- Nowacki, J.; Lukojc, A. Microstructural Transformations of Heat Affected Zones in Duplex Steel Welded Joints. Mater. Charact. 2006, 56, 436–441. [Google Scholar] [CrossRef]
- Mirakhorli, F.; Ghaini, F.M.; Torkamany, M.J. Development of Weld Metal Microstructures in Pulsed Laser Welding of Duplex Stainless Steel. J. Mater. Eng. Perform. 2012, 21, 2173–2176. [Google Scholar] [CrossRef]
- Loveday, D.; Peterson, P.; Rodgers, B. Evaluation of Organic Coatings with Electrochemical Impedance Spectroscopy. JCT Coat. Tech. 2004, 8, 46–52. [Google Scholar]
- Shukla, A.K.; Balasubramaniam, R.; Bhargava, S. Properties of Passive Film Formed on CP Titanium, Ti-6Al-4V and Ti-13.4Al-29Nb Alloys in Simulated Human Body Conditions. Intermetllics 2005, 13, 631–637. [Google Scholar]
- Kobayashi, E.; Wang, T.J.; Doi, H.; Yoneyama, T.; Hamanaka, H. Mechanical Properties and Corrosion Resistance of Ti-6Al-7Nb Alloy Dental Castings. J. Mater. Sci. Mater. Med. 1998, 9, 567–574. [Google Scholar] [CrossRef] [PubMed]
- Huang, V.M.W.; Vivier, V.; Frateur, I.; Orazem, M.E.; Tribollet, B. The Global and Local Impedance Response of a Blocking Disk Electrode with Local Constant-phase-element Behavior. J. Electrochem. Soc. 2006, 154, C89–C98. [Google Scholar] [CrossRef]
- Yeh, T.K.; Chien, Y.C.; Wang, B.Y.; Tsai, C.H. Electrochemical Characteristics of Zirconium Oxide Treated Type 304 Stainless Steels of Different Surface Oxide Structures in High Temperature Water. Corros Sci. 2008, 50, 2327–2337. [Google Scholar] [CrossRef]
- Cornell, R.M.; Schwertmann, U. The Iron Oxides: Structure, Properties, Reactions, Occurrences and Uses, 2nd ed.; John Wiley & Sons: Weinheim, Germany, 2003. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Al | B |
|---|---|---|---|---|---|---|
| 0.03 | 0.39 | 1.34 | 0.03 | <0.003 | 0.0039 | 0.0035 |
| Cr | Cu | Mo | Ni | Nb | Co | Ti |
| 22.5 | 0.24 | 3.03 | 5.6 | 0.016 | 0.128 | <0.005 |
| Laser Power (kW) | Welding Speed (m/min) | Defocusing Distances (mm) | Shielding Gas/Flow Rate (L/min) |
|---|---|---|---|
| 4.5 | 0.5 | −2 | Argon/15 |
| 6.5 | |||
| 8.5 |
| Sample Name | Ecorr (V vs. SCE) | icorr (A/cm2) |
|---|---|---|
| 8.5 kW | −0.1831 | 1 × 10−7 |
| 6.5 kW | −0.2339 | 6 × 10−7 |
| 4.5 kW | −0.3157 | 4 × 10−6 |
| Solution | Rs (ohm-cm2) | Q1 (ohm−1 cm−2 s−n) | R1 (kohm-cm2) |
|---|---|---|---|
| 4.5 kW | 6.67 | 62.81 | 109.7 |
| 6.5 kW | 7.94 | 66.58 | 155.90 |
| 8.5 kW | 8.97 | 71.71 | 211.50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abdo, H.S.; Seikh, A.H.; Mohammed, J.A.; Uzzaman, T. Ameliorative Corrosion Resistance and Microstructure Characterization of 2205 Duplex Stainless Steel by Regulating the Parameters of Pulsed Nd:YAG Laser Beam Welding. Metals 2021, 11, 1206. https://doi.org/10.3390/met11081206
Abdo HS, Seikh AH, Mohammed JA, Uzzaman T. Ameliorative Corrosion Resistance and Microstructure Characterization of 2205 Duplex Stainless Steel by Regulating the Parameters of Pulsed Nd:YAG Laser Beam Welding. Metals. 2021; 11(8):1206. https://doi.org/10.3390/met11081206
Chicago/Turabian StyleAbdo, Hany S., Asiful H. Seikh, Jabair Ali Mohammed, and Tauriq Uzzaman. 2021. "Ameliorative Corrosion Resistance and Microstructure Characterization of 2205 Duplex Stainless Steel by Regulating the Parameters of Pulsed Nd:YAG Laser Beam Welding" Metals 11, no. 8: 1206. https://doi.org/10.3390/met11081206
APA StyleAbdo, H. S., Seikh, A. H., Mohammed, J. A., & Uzzaman, T. (2021). Ameliorative Corrosion Resistance and Microstructure Characterization of 2205 Duplex Stainless Steel by Regulating the Parameters of Pulsed Nd:YAG Laser Beam Welding. Metals, 11(8), 1206. https://doi.org/10.3390/met11081206