
Influence of Segmented Rolls on Homogeneity of Cooling in Continuous Casting


Abstract
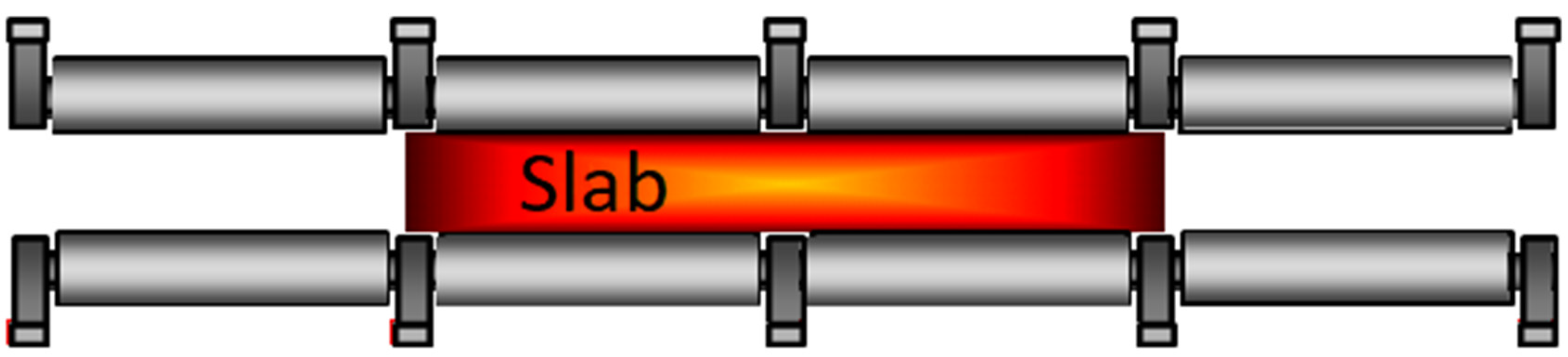
:1. Introduction
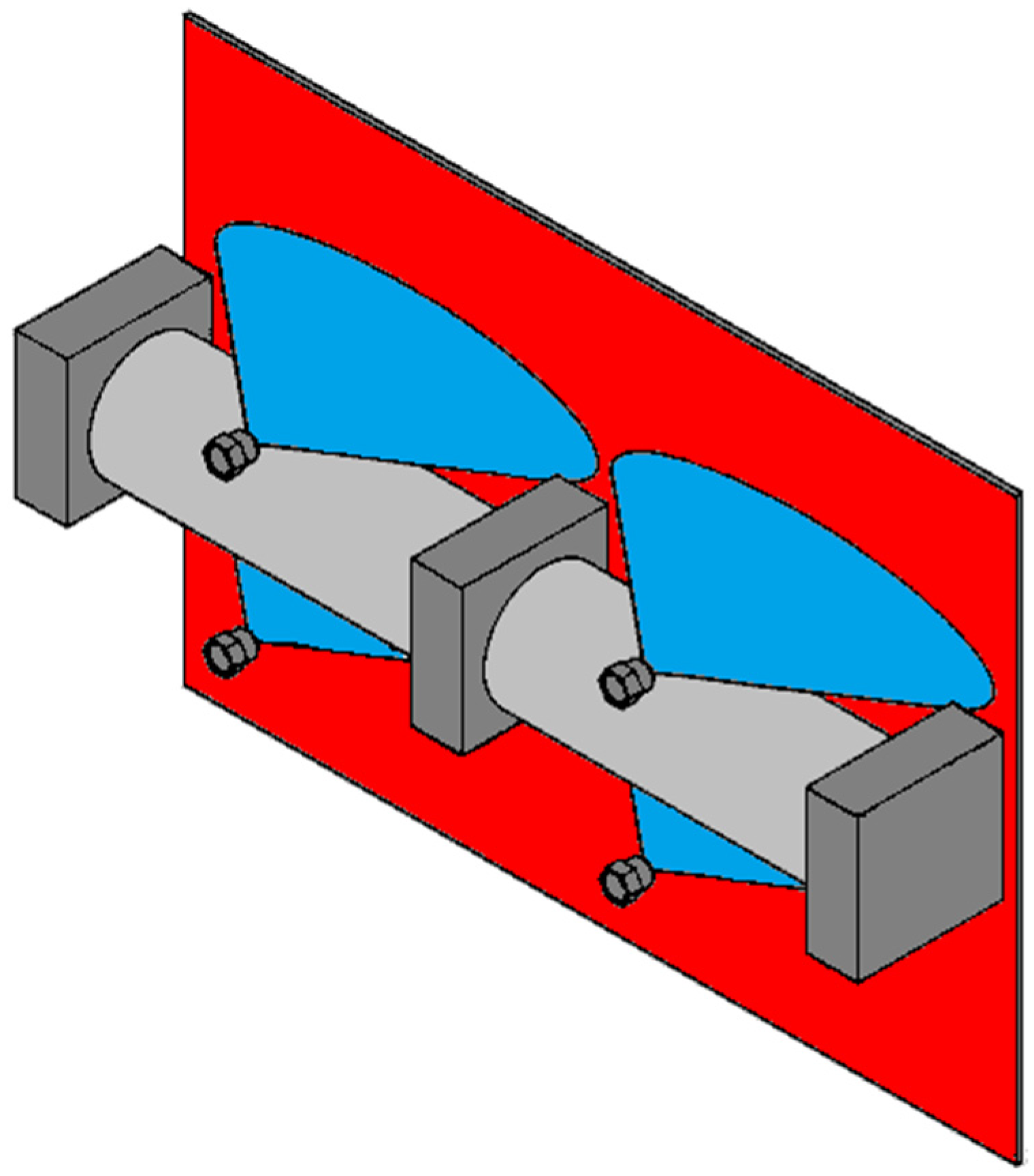
2. Experimental Technique
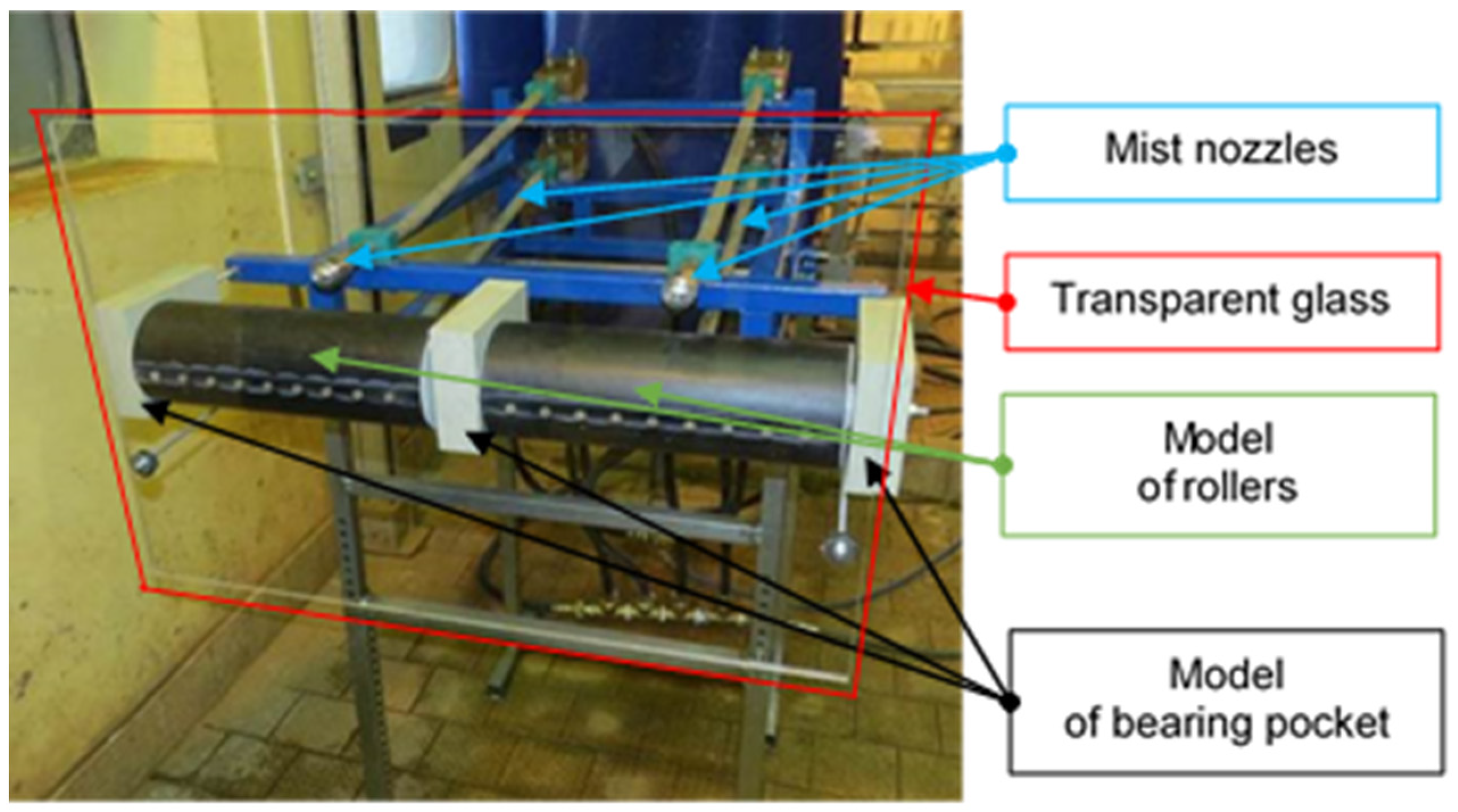
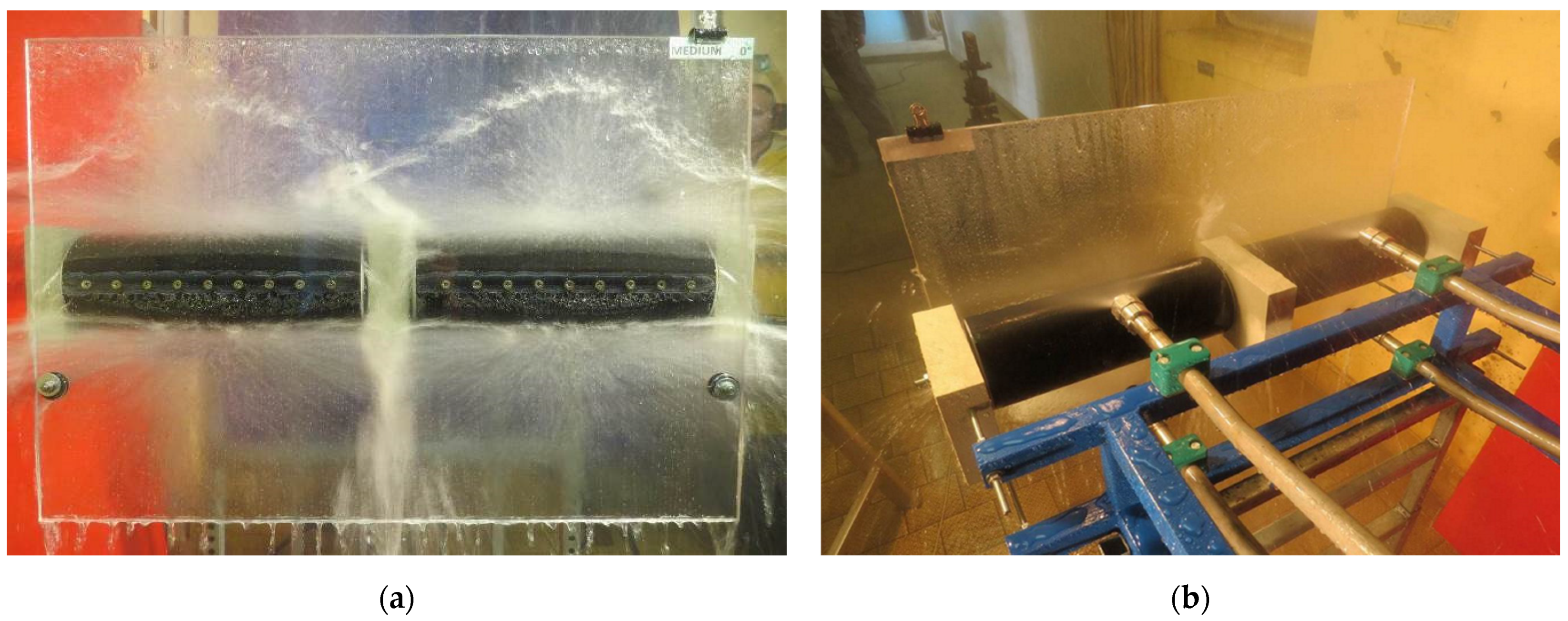
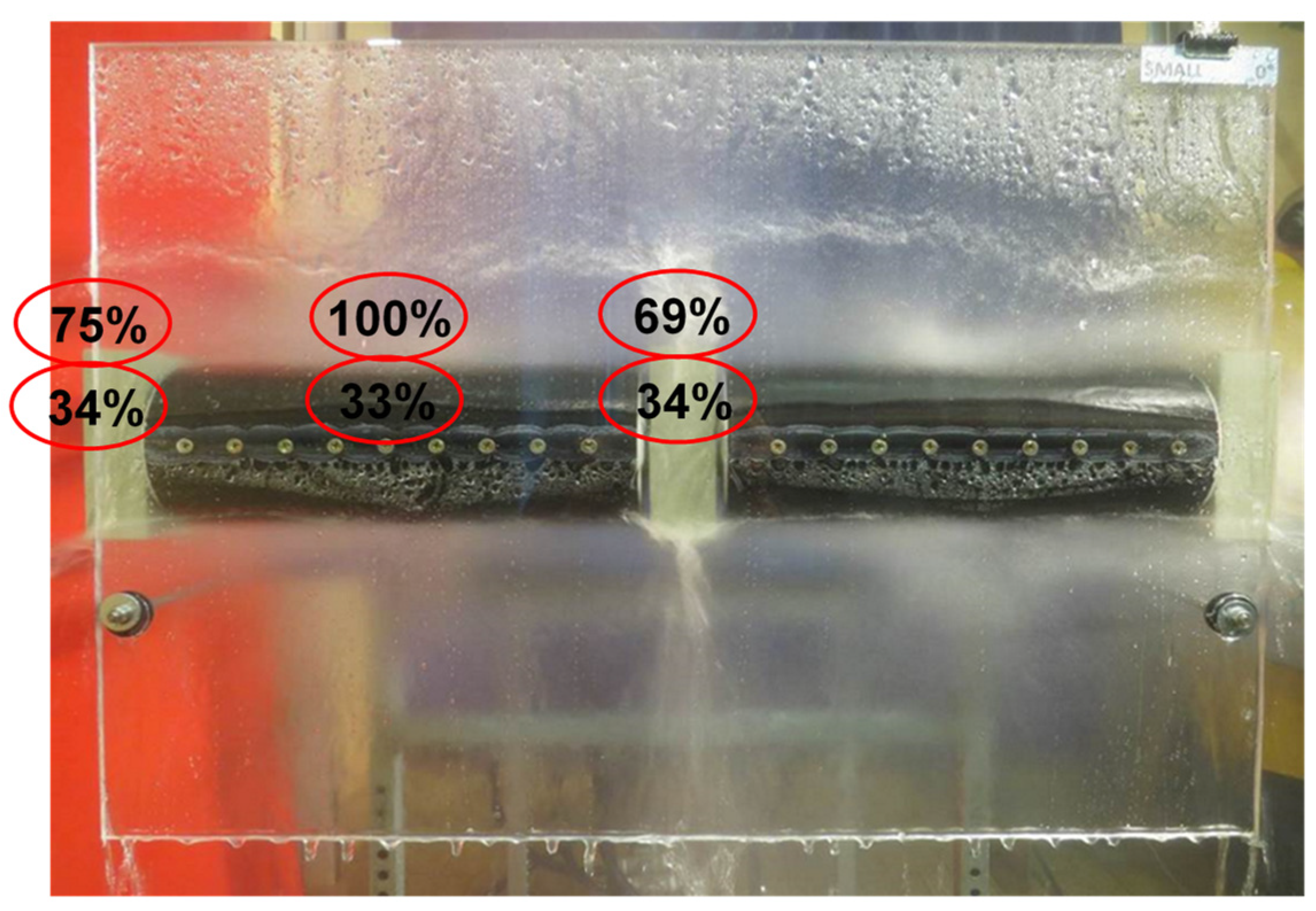
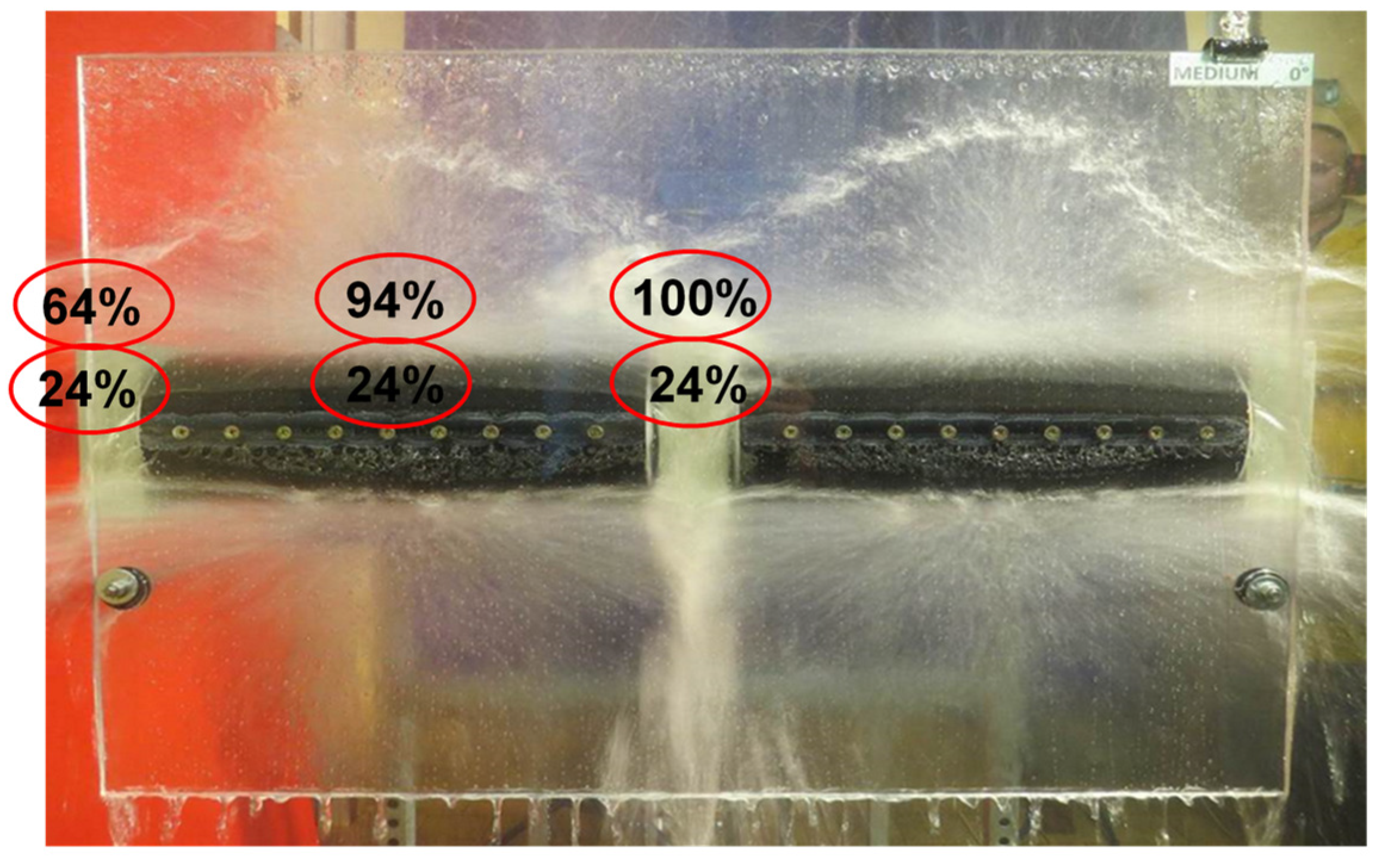
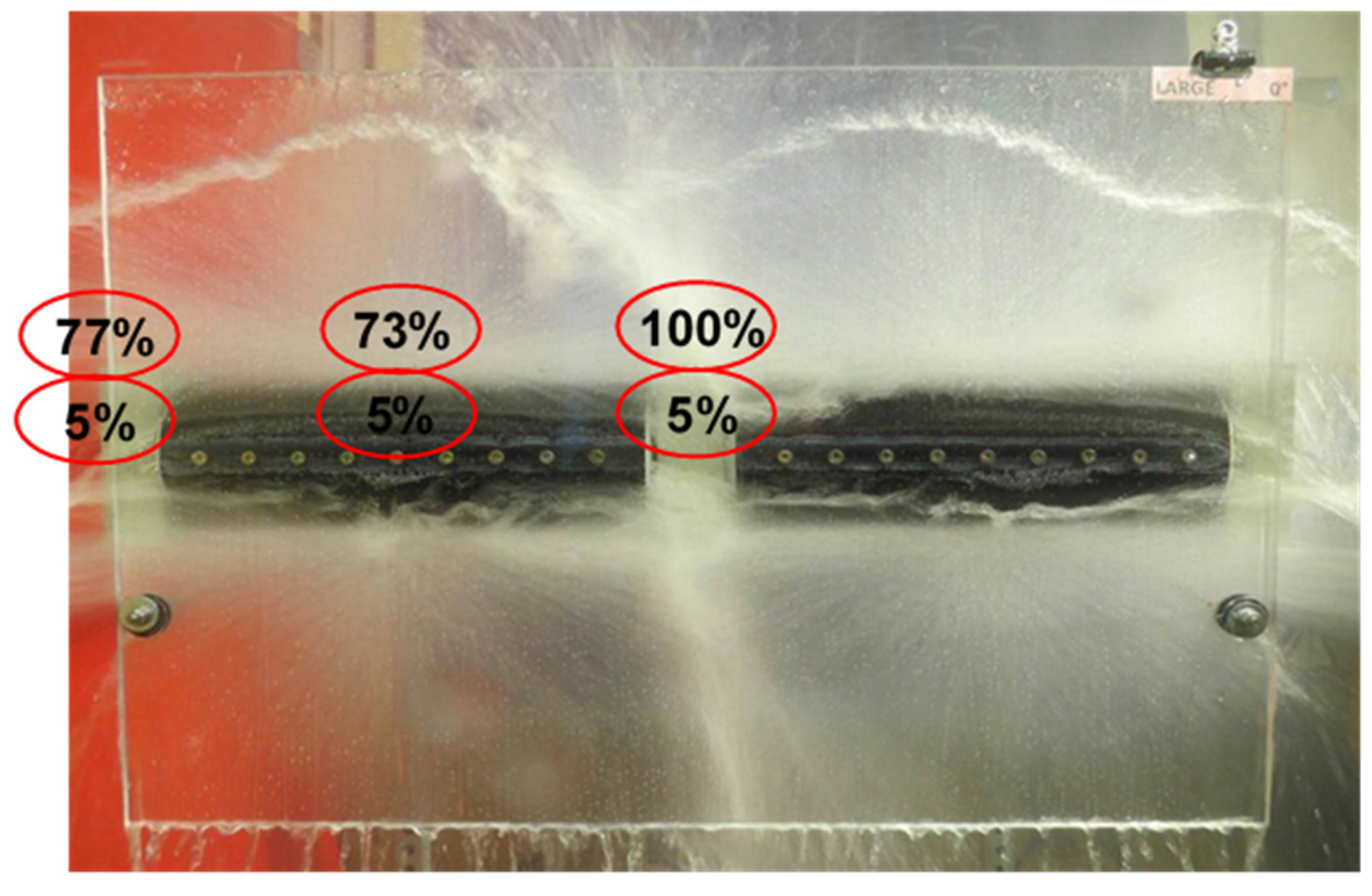
2.1. Cold Tests
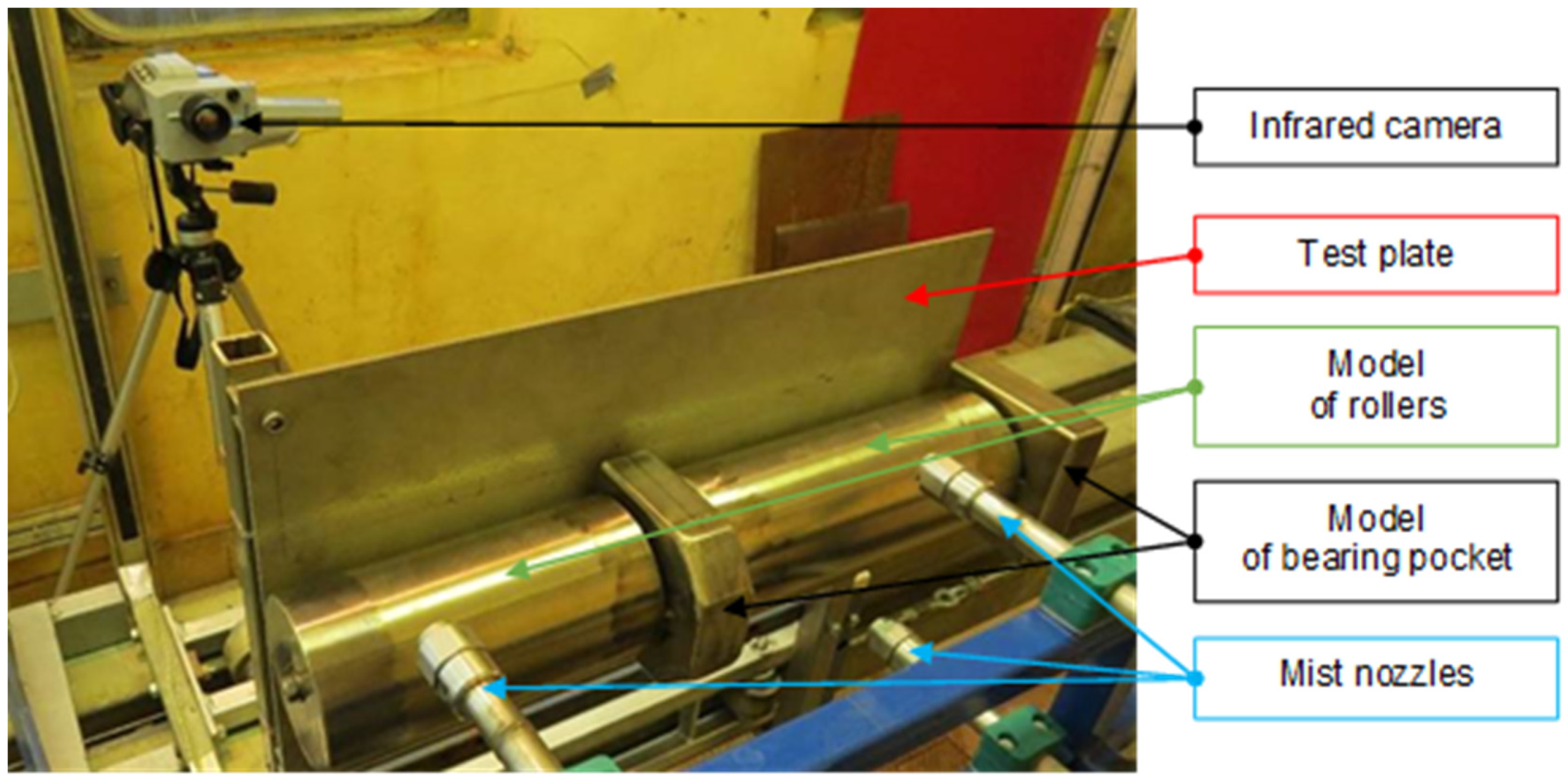
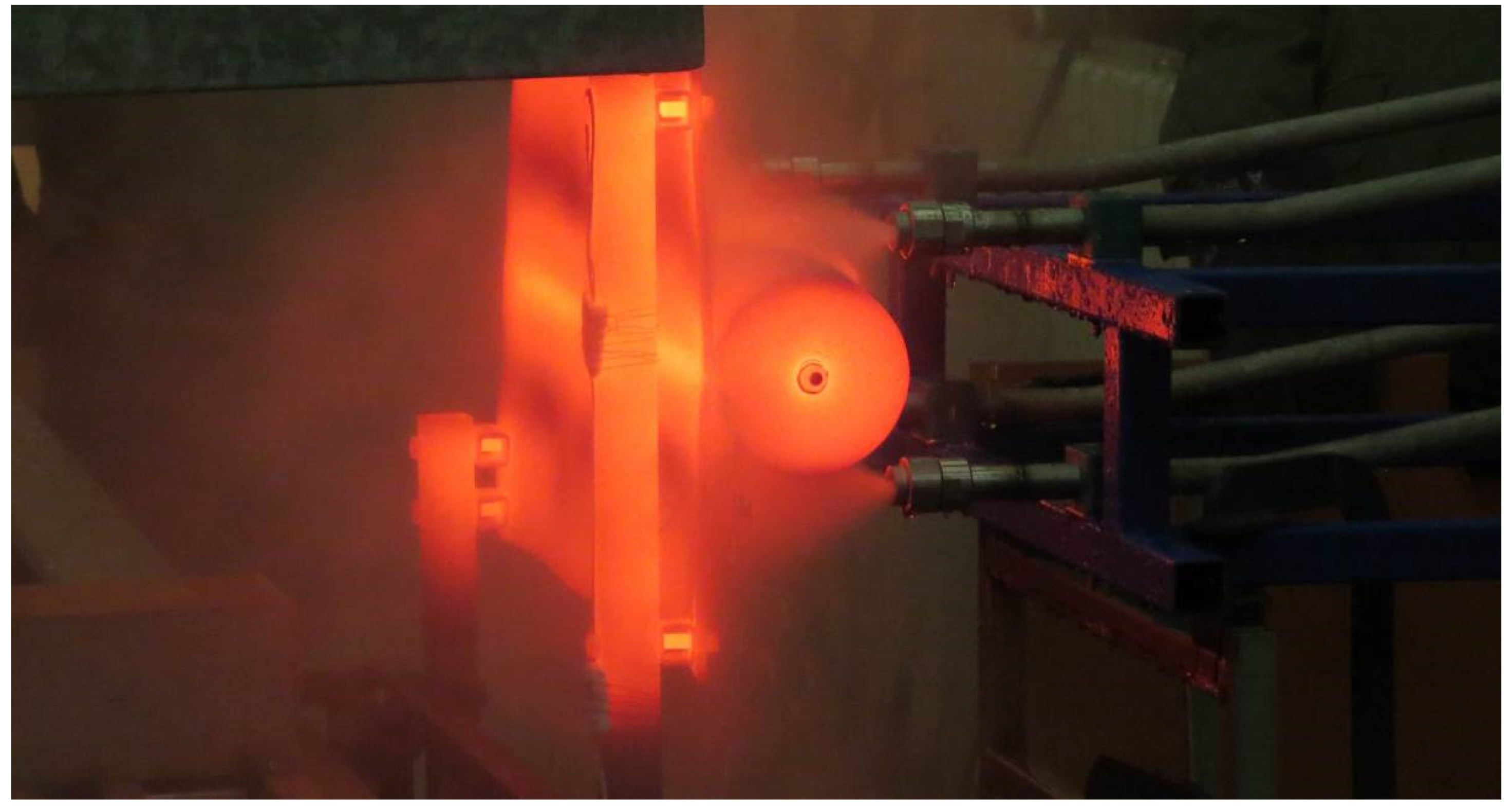
2.2. Hot Tests
- quality of the device itself (resolution, sensitivity, noise, etc.),
- emissivity of the test sample and homogeneity of emissivity depending on the position and time,
- clear view for infrared camera on the observed surface.
3. Results
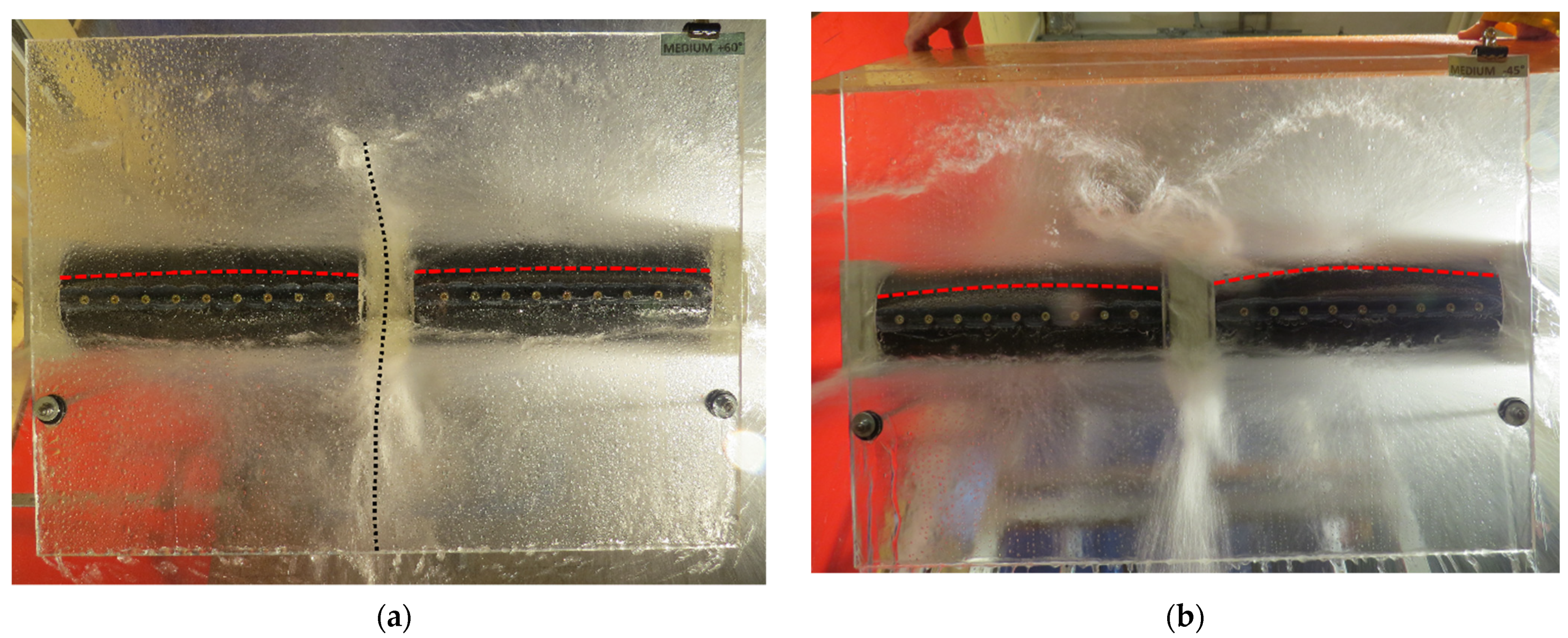
3.1. Cold Test
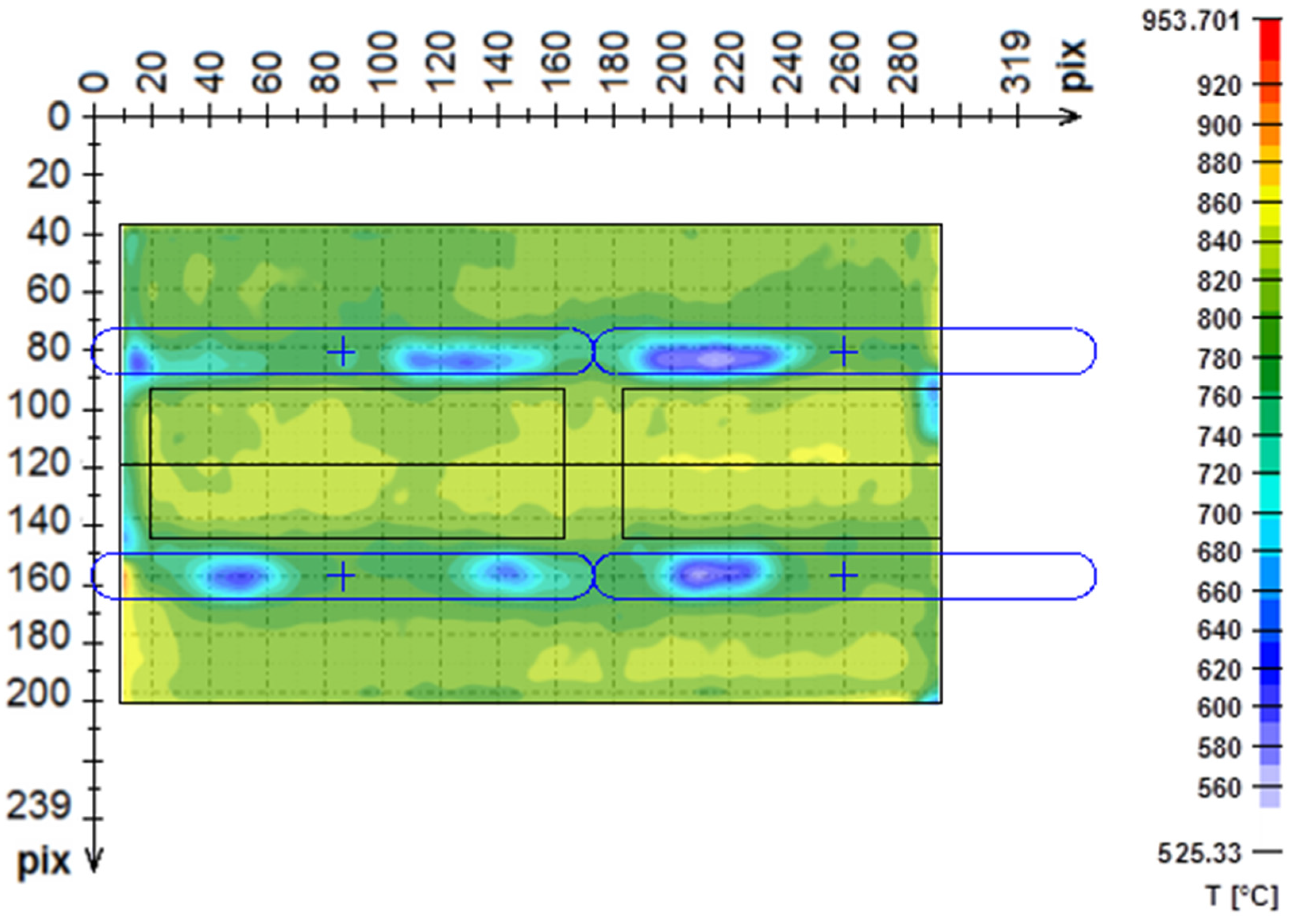
3.2. Hot Test
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Stetina, J.; Mauder, T.; Klimes, L.; Kavicka, F. Minimization of surface defects by increasing the surface temperature during the straightening of a continuously cast slab. Mater. Tehnol. 2013, 47, 311–316. [Google Scholar]
- Mauder, T.; Stetina, J. High Quality Steel Casting by Using Advanced Mathematical Methods. Metals 2018, 8, 1019. [Google Scholar] [CrossRef] [Green Version]
- Raudensky, M.; Hnizdil, M.; Hwang, J.Y.; Lee, S.H.; Kim, S.Y. Influence of the water temperature on the cooling intensity of mist nozzles in continuous casting. Mater. Tehnol. 2012, 46, 311–315. [Google Scholar]
- Hnizdil, M.; Chabicovsky, M.; Raudenský, M.; Magadoux, E.; Code, F. Spray Cooling Unit for Heat Treatment of Stainless Steel Sheets. Available online: https://www.scientific.net/AMR.936.1720 (accessed on 8 October 2020).
- Brožová, T.; Chabičovský, M.; Horský, J. Influence of the surface roughness on the cooling intensity during spray cooling. In Proceeding of the 25th Anniversary International Conference on Metallurgy and Materials, Brno, Czech Republic, 25–27 May 2016; pp. 41–46. [Google Scholar]
- Zhang, Y.; Wen, Z.; Zhao, Z.; Bi, C.; Guo, Y.; Huang, J. Laboratory Experimental Setup and Research on Heat Transfer Characteristics during Secondary Cooling in Continuous Casting. Metals 2019, 9, 61. [Google Scholar] [CrossRef] [Green Version]
- Tsutsumi, K.; Kubota, J.; Hosokawa, A.; Ueoka, S.; Nakano, H.; Kuramoto, A.; Sumi, I. Effect of Spray Thickness and Collision Pressure on Spray Cooling Capacity in a Continuous Casting Process. Steel Res. Int. 2018, 89. [Google Scholar] [CrossRef]
- Yu, K.-O. Modeling for Casting and Solidification Processing; Marcel Dekker: New York, NY, USA, 2002; ISBN 978-0-8247-8881-0. [Google Scholar]
- Qin, Q.; Li, M.; Huang, J. Analysis of the Influence of Segmented Rollers on Slab Bulge Deformation. Metals 2019, 9, 231. [Google Scholar] [CrossRef] [Green Version]
- Chabičovský, M.; Resl, O.; Raudenský, M. Impact of oxide layer on spray cooling intensity and homogeneity during continuous casting of the steel. In Proceedings of the 27th International Conference on Metallurgy and Materials, Brno, Czech Republic, 23–25 May 2018; pp. 69–74. [Google Scholar]
- Keith, A. Woodbury Inverse Engineering Handbook; CRC Press: Boca Raton, FL, USA, 2003; ISBN 978-0-8493-0861-1. [Google Scholar]
- Beck, J.V.; Blackwell, B.; Clair, C.R.S., Jr. Inverse Heat Conduction: Ill.-Posed Problems, 1st ed.; Wiley-Interscience: New York, NY, USA, 1985; ISBN 978-0-471-08319-1. [Google Scholar]
- Javurek, M.; Mittermair, A. Secondary Cooling: Heat Transfer Measurement—Comparison of Different Methods. In Proceedings of the 4th ESTAD Conference, Düsseldorf, Germany, 24–28 June 2019. [Google Scholar]
- Raudensky, M.; Horsky, J.; Dumek, V.; Kotrbacek, P. Experimental study of Leidenfrost phenomena at hot sprayed surface. In Proceedings of the ASME 2003 Heat Transfer Summer Conference, Las Vegas, NV, USA, 21–23 July 2003; pp. 355–359. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment Setting | Water Flow per Single Nozzle (l/min) | Water Pressure (Bar) | Air Pressure (Bar) |
|---|---|---|---|
| Low flowrate | 1.5 | 0.5 | 0.8 |
| Medium flowrate | 15 | 2.0 | 1.0 |
| High flowrate | 30 | 8.0 | 3.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kominek, J.; Luks, T.; Pohanka, M.; Hwang, J.-Y. Influence of Segmented Rolls on Homogeneity of Cooling in Continuous Casting. Metals 2021, 11, 1232. https://doi.org/10.3390/met11081232
Kominek J, Luks T, Pohanka M, Hwang J-Y. Influence of Segmented Rolls on Homogeneity of Cooling in Continuous Casting. Metals. 2021; 11(8):1232. https://doi.org/10.3390/met11081232
Chicago/Turabian StyleKominek, Jan, Tomas Luks, Michal Pohanka, and Jong-Yeon Hwang. 2021. "Influence of Segmented Rolls on Homogeneity of Cooling in Continuous Casting" Metals 11, no. 8: 1232. https://doi.org/10.3390/met11081232
APA StyleKominek, J., Luks, T., Pohanka, M., & Hwang, J. -Y. (2021). Influence of Segmented Rolls on Homogeneity of Cooling in Continuous Casting. Metals, 11(8), 1232. https://doi.org/10.3390/met11081232