
Die Design for Extrusion Process of Titanium Seamless Tube Using Finite Element Analysis

 , ,
, ,  ,
, 
Abstract
:1. Introduction
2. Methods
3. Results and Discussion
4. Conclusions
- (1)
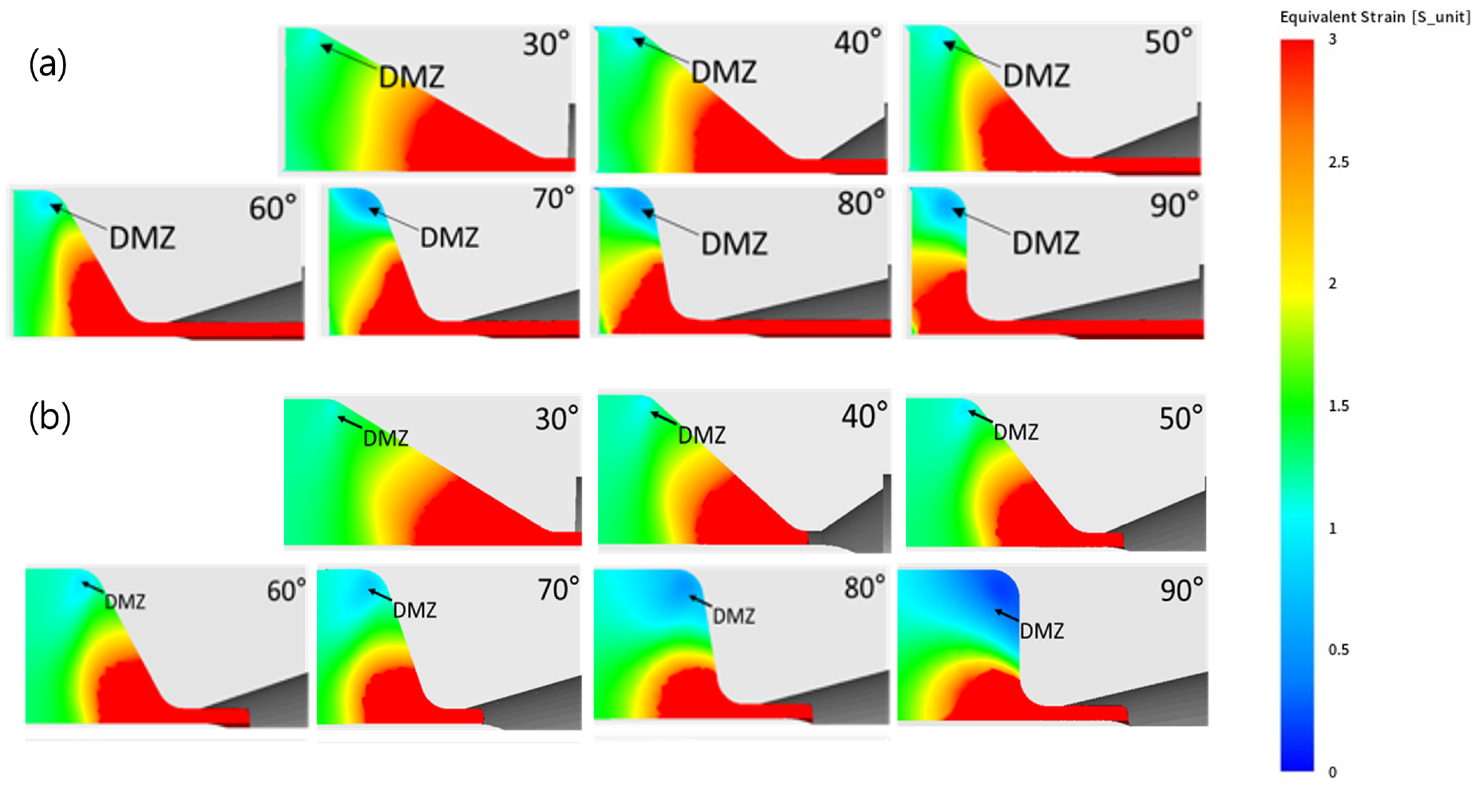
- The effect of the corner radius at the exit and land length on extrusion load was negligible compared to the effect of corner radius at the entrance and die angle. The die angles of 50 and 60° are suitable for reducing extrusion load and ensuring stable plastic flow without a dead metal zone.
- (2)
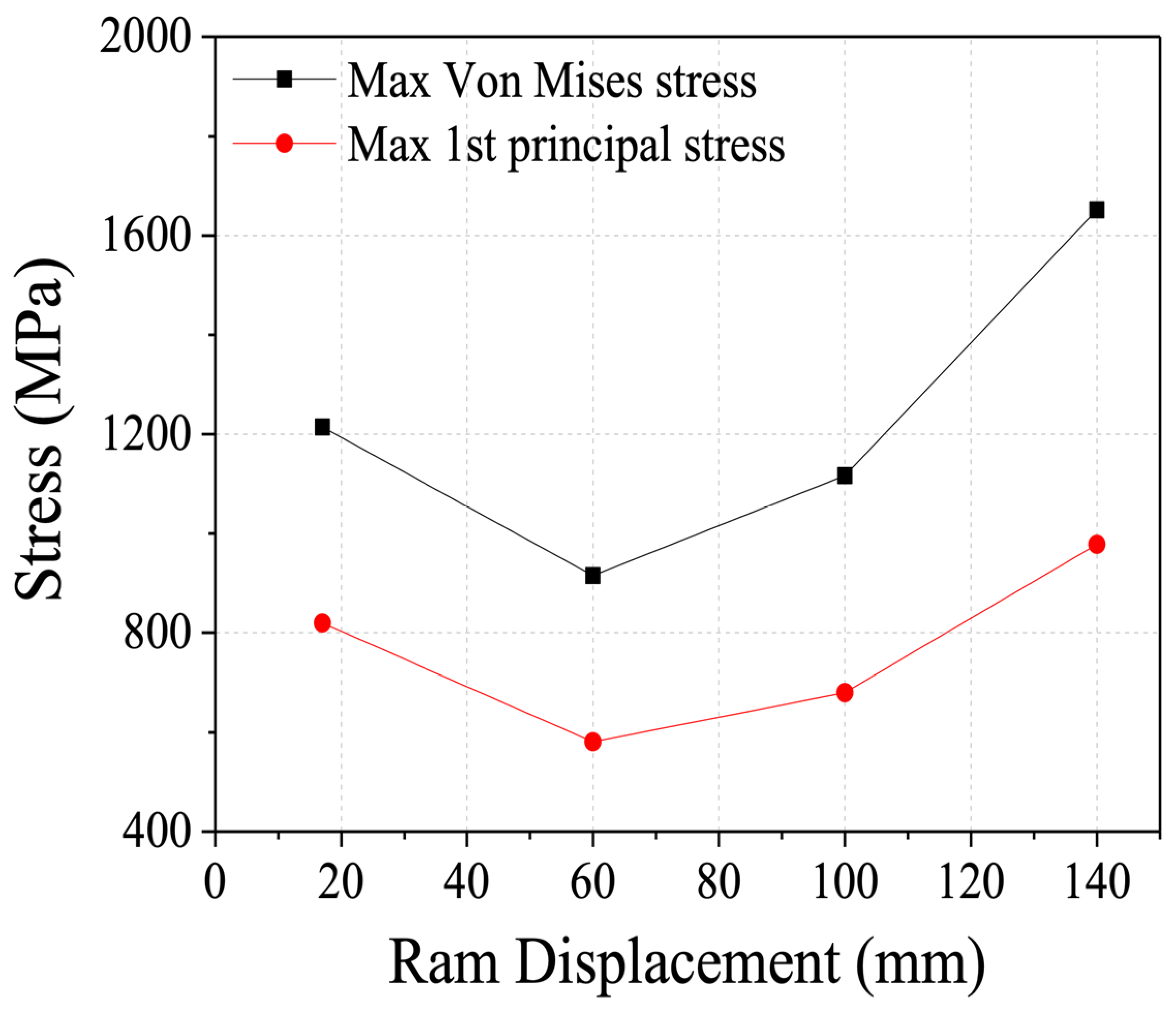
- The von Mises stress of the extrusion die was higher at the corner of the die entrance at the early stage of the extrusion, although the position was changed to the corner of the die entrance at the later stage of the extrusion, while the first principal stress was the maximum at the corner of the die exit during the entire extrusion process.
- (3)
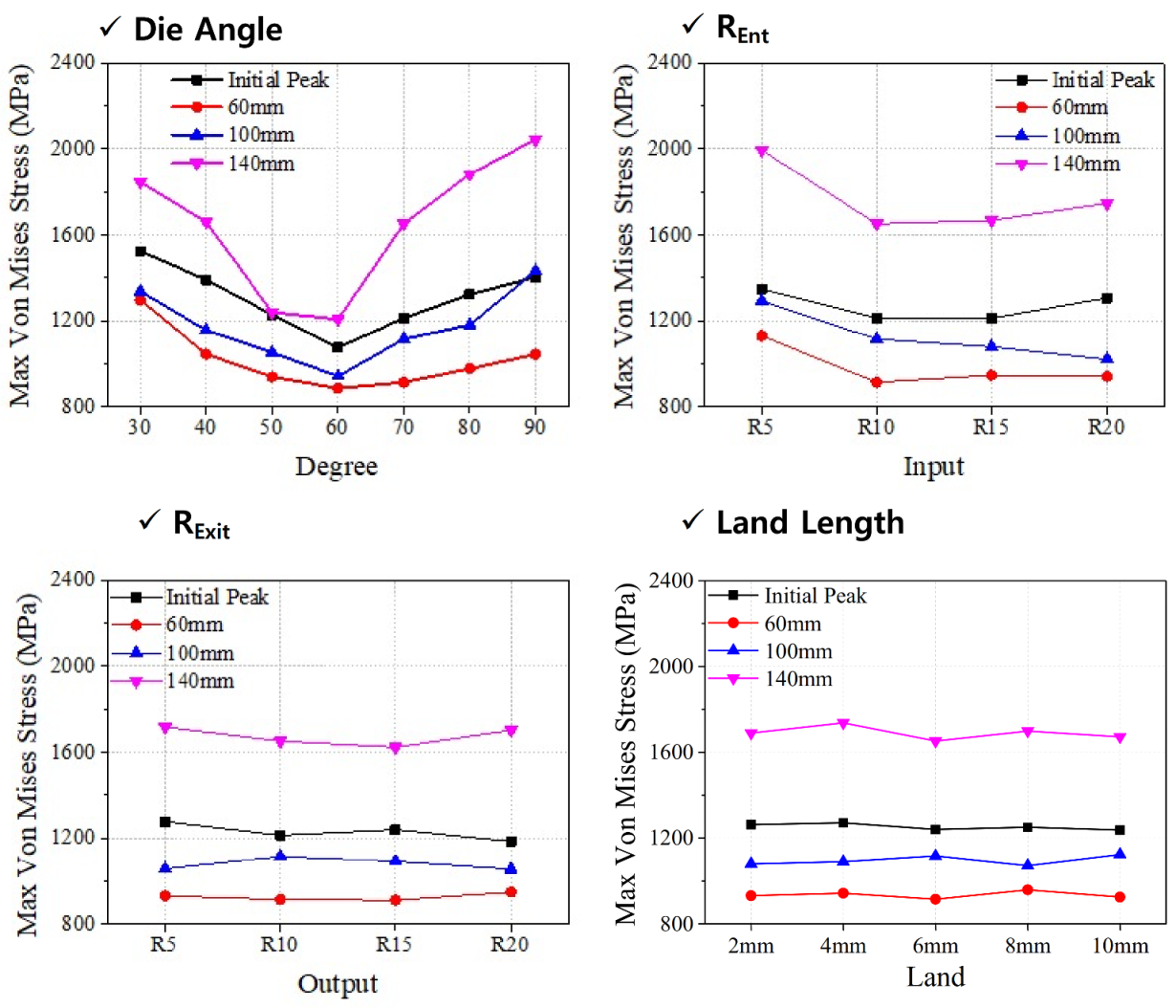
- The effect of corner radius at the exit and land length on the maximum von Mises stress of the die was not severe compared to that of the other parameters similar to the case of extrusion load. The effect of die angle was dominant, and the maximum von Mises stress of the die was the minimum at the die angle of 60° for all displacements. The corner radius at the die entrance from 10 to 15 mm was recommendable for the current design.
- (4)
- The effect of corner radius at the exit and land length was not notable. The die angles of 60 and 70° and a small corner radius at the entrance are suitable for the current design. In summary, the die angle of 60° and the corner radius at the die entrance between 10 and 15 mm form the optimal design for the current study from the viewpoint of extrusion load, metal flow, and die stress.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, F.; Wang, Y.; Luo, Y.; Yan, X. Evaluation on the hot workability of as-extruded TA2 pure titanium using processing map. Adv. Mech. Eng. 2016, 8, 1687814016643888. [Google Scholar] [CrossRef] [Green Version]
- Chen, F.-J.; Yao, C.; Yang, Z.-G. Failure analysis on abnormal wall thinning of heat-transfer titanium tubes of condensers in nuclear power plant Part II: Erosion and cavitation corrosion. Eng. Fail. Anal. 2014, 37, 42–52. [Google Scholar] [CrossRef]
- Zhou, W.; Yu, J.; Lin, J.; Dean, T.A. Manufacturing a curved profile with fine grains and high strength by differential velocity sideways extrusion. Int. J. Mach. Tools Manuf. 2019, 140, 77–88. [Google Scholar] [CrossRef]
- Xue, Z.; Han, X.; Zhou, Z.; Wang, Y.; Li, X.; Wu, J. Effects of Microstructure and Texture Evolution on Strength Improvement of an Extruded Mg-10Gd-2Y-0.5Zn-0.3Zr Alloy. Metals 2018, 8, 1087. [Google Scholar] [CrossRef] [Green Version]
- Hsu, Q.-C.; Do, A.T. Formation ability welding seams and mechanical properties of high strength alloy AA7075 when extrusion hollow square tube. Int. J. Precis. Eng. Manuf. 2015, 16, 557–566. [Google Scholar] [CrossRef]
- Marín, M.M.; Camacho, A.M.; Pérez, J.A. Influence of the temperature on AA6061 aluminum alloy in a hot extrusion process. Procedia Manuf. 2017, 13, 327–334. [Google Scholar] [CrossRef]
- Tang, D.; Fang, W.; Fan, X.; Zou, T.; Li, Z.; Wang, H.; Li, D.; Peng, Y.; Wu, P. Evolution of the Material Microstructures and Mechanical Properties of AA1100 Aluminum Alloy within a Complex Porthole Die during Extrusion. Materials 2018, 12, 16. [Google Scholar] [CrossRef] [Green Version]
- Xue, X.; Vincze, G.; Pereira, A.; Pan, J.; Liao, J. Assessment of Metal Flow Balance in Multi-Output Porthole Hot Extrusion of AA6060 Thin-Walled Profile. Metals 2018, 8, 462. [Google Scholar] [CrossRef] [Green Version]
- Preedawiphat, P.; Mahayotsanun, N.; Sucharitpwatskul, S.; Funazuka, T.; Takatsuji, N.; Bureerat, S.; Dohda, K. Finite Element Analysis of Grain Size Effects on Curvature in Micro-Extrusion. Appl. Sci. 2020, 10, 4767. [Google Scholar] [CrossRef]
- Truong, T.-T.; Hsu, Q.-C.; Tong, V.-C.; Sheu, J.-J. A Design Approach of Porthole Die for Flow Balance in Extrusion of Complex Solid Aluminum Heatsink Profile with Large Variable Wall Thickness. Metals 2020, 10, 553. [Google Scholar] [CrossRef]
- Lee, I.-K.; Lee, S.-Y.; Lee, S.-K.; Jeong, M.-S.; Kim, D.H.; Lee, J.-W.; Cho, Y.-J. Porthole extrusion process design for magnesium alloy bumper back beam. Int. J. Precis. Eng. Manuf. 2015, 16, 1423–1428. [Google Scholar] [CrossRef]
- Yoon, D.; Kim, E.-Z.; Na, K.; Lee, Y.-S. A Study on the Forming Characteristics of AZ 31B Mg Alloy in a Combined Forward–Backward Extrusion at Warm Temperatures. Appl. Sci. 2018, 8, 2187. [Google Scholar] [CrossRef] [Green Version]
- Hansson, S.; Jansson, T. Sensitivity analysis of a finite element model for the simulation of stainless steel tube extrusion. J. Mater. Process. Technol. 2010, 210, 1386–1396. [Google Scholar] [CrossRef]
- Li, D.; He, Y.; Lianggang, G.; Lei, S.; Jun, Z.; Wenda, Z. Microstructure Responses to Key Extrusion Parameters of Large-Scale Thick-Walled 304 Stainless Steel Pipes Extrusion. Rare Met. Mater. Eng. 2014, 43, 2675–2681. [Google Scholar] [CrossRef]
- Udagawa, T.; Kropp, E.; Altan, T. Investigation of metal flow and temperatures by FEM in the extrusion of Ti-6Al-4V tubes. J. Mater. Process. Technol. 1992, 33, 155–174. [Google Scholar] [CrossRef]
- Srinivasan, K.; Venugopal, P. Influence of Die Angle on Containerless Extrusion of Commercially Pure Titanium Tubes. Mater. Manuf. Process. 2007, 22, 238–242. [Google Scholar] [CrossRef]
- Flitta, I.; Sheppard, T. Nature of friction in extrusion process and its effect on material flow. Mater. Sci. Technol. 2003, 19, 837–846. [Google Scholar] [CrossRef] [Green Version]
- Gattmah, J.; Ozturk, F.; Orhan, S. Effects of Process Parameters on Hot Extrusion of Hollow Tube. Arab. J. Sci. Eng. 2017, 42, 2021–2030. [Google Scholar] [CrossRef]
- Guo, L.-g.; Dong, K.-k.; Zhang, B.-j.; Yang, H.; Zheng, W.-d.; Liu, X.-w. Dynamic recrystallization rules in needle piercing extrusion for AISI304 stainless steel pipe. Trans. Nonferrous Met. Soc. China 2012, 22, s519–s527. [Google Scholar] [CrossRef]
- Li, L.X.; Rao, K.P.; Lou, Y.; Peng, D.S. A study on hot extrusion of Ti–6Al–4V using simulations and experiments. Int. J. Mech. Sci. 2002, 44, 2415–2425. [Google Scholar] [CrossRef]
- Mirahmadi, S.J.; Hamedi, M. Numerical and experimental investigation of process parameters in non-isothermal forward extrusion of Ti–6Al–4V. Int. J. Adv. Manuf. Technol. 2014, 75, 33–44. [Google Scholar] [CrossRef]
- Shin, T.J.; Lee, Y.H.; Yeom, J.T.; Chung, S.H.; Hong, S.S.; Shim, I.O.; Park, N.K.; Lee, C.S.; Hwang, S.M. Process optimal design in non-isothermal backward extrusion of a titanium alloy by the finite element method. Comput. Methods Appl. Mech. Eng. 2005, 194, 3838–3869. [Google Scholar] [CrossRef]
- Viswanath Ammu, V.N.S.U.; Mahendiran, P.; Agnihotri, A.; Ambade, S.; Dungore, P.R. A simplified approach for generation of bearing curve by velocity distribution and press validation for aluminum extruded profile. Int. J. Adv. Manuf. Technol. 2018, 98, 1733–1744. [Google Scholar] [CrossRef]
- Zhou, W.; Yu, J.; Lin, J.; Dean, T.A. Effects of die land length and geometry on curvature and effective strain of profiles produced by a novel sideways extrusion process. J. Mater. Process. Technol. 2020, 282, 116682. [Google Scholar] [CrossRef]
- Laue, K.; Stenger, H. Extrusion: Processes, Machinery, Tooling; American Society for Metals: Geauga County, OH, USA, 1981; p. 457. [Google Scholar]
- Damodaran, D.; Shivpuri, R. Prediction and control of part distortion during the hot extrusion of titanium alloys. J. Mater. Process. Technol. 2004, 150, 70–75. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Condition | Value |
|---|---|---|
| Tools (H13) | Specific heat | |
| Conductivity | ||
| Density | 7740 | |
| Emissivity | 0.88 | |
| Billet | Specific heat | |
| Conductivity | ||
| Density | 4700 | |
| Emissivity | 0.88 |
| Angle | In R | Out R | Land |
|---|---|---|---|
| 30° | 10 | 10 | 6 |
| 40° | 10 | 10 | 6 |
| 50° | 10 | 10 | 6 |
| 60° | 10 | 10 | 6 |
| 70° | 10 | 10 | 6 |
| 80° | 10 | 10 | 6 |
| 90° | 10 | 10 | 6 |
| 70° | 5 | 10 | 6 |
| 70° | 10 | 10 | 6 |
| 70° | 15 | 10 | 6 |
| 70° | 20 | 10 | 6 |
| 70° | 10 | 5 | 6 |
| 70° | 10 | 10 | 6 |
| 70° | 10 | 15 | 6 |
| 70° | 10 | 20 | 6 |
| 70° | 10 | 10 | 2 |
| 70° | 10 | 10 | 4 |
| 70° | 10 | 10 | 6 |
| 70° | 10 | 10 | 8 |
| 70° | 10 | 10 | 10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Choi, B.-J.; Moon, I.Y.; Oh, Y.-S.; Kang, S.-H.; Kim, S.-J.; Jung, J.; Kim, J.-H.; Kim, D.-K.; Lee, H.W. Die Design for Extrusion Process of Titanium Seamless Tube Using Finite Element Analysis. Metals 2021, 11, 1338. https://doi.org/10.3390/met11091338
Choi B-J, Moon IY, Oh Y-S, Kang S-H, Kim S-J, Jung J, Kim J-H, Kim D-K, Lee HW. Die Design for Extrusion Process of Titanium Seamless Tube Using Finite Element Analysis. Metals. 2021; 11(9):1338. https://doi.org/10.3390/met11091338
Chicago/Turabian StyleChoi, Byung-Jin, In Yong Moon, Young-Seok Oh, Seong-Hoon Kang, Se-Jong Kim, Jaimyun Jung, Ji-Hoon Kim, Dong-Kyu Kim, and Ho Won Lee. 2021. "Die Design for Extrusion Process of Titanium Seamless Tube Using Finite Element Analysis" Metals 11, no. 9: 1338. https://doi.org/10.3390/met11091338
APA StyleChoi, B. -J., Moon, I. Y., Oh, Y. -S., Kang, S. -H., Kim, S. -J., Jung, J., Kim, J. -H., Kim, D. -K., & Lee, H. W. (2021). Die Design for Extrusion Process of Titanium Seamless Tube Using Finite Element Analysis. Metals, 11(9), 1338. https://doi.org/10.3390/met11091338