
A New and Direct R-Value Measurement Method of Sheet Metal Based on Multi-Camera DIC System


Abstract
:1. Introduction
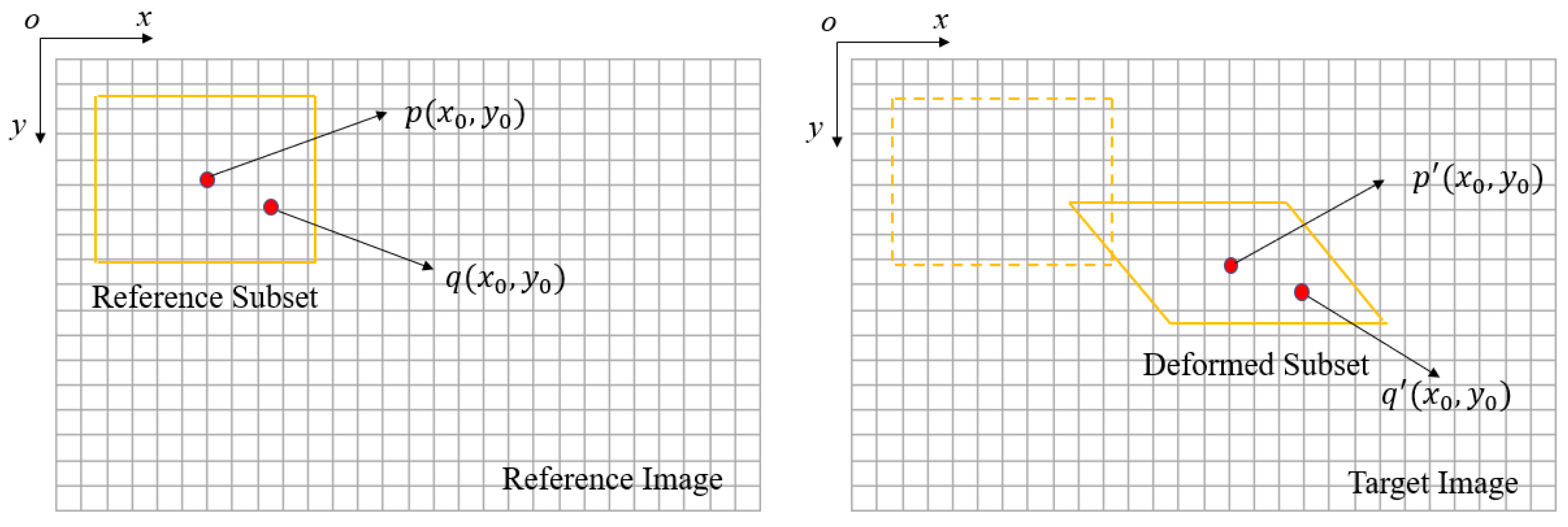
2. Fundamental of DIC
2.1. Basic Theory
2.2. Double-Sided Calibration
2.3. Optimized Thickness Strain Measurement
2.3.1. Least Squares Algorithm
2.3.2. Random Sample Consensus (RANSAC) Algorithm
- Randomly select several points in the thickness-strain data to calculate the polynomial thickness-strain history model.
- Set a preset tolerance value ε and calculate the number of data points that match the mathematical model in Step 1.
- If the proportion of data points that meet the mathematical model in Step 2 exceeds the preset threshold τ, recalculate the thickness-strain history model to use these inliers and terminate the algorithm.
- Otherwise, repeat Steps 1 to 3 K times.
3. DP980 R-Value Determination
3.1. R-Value Calculation
3.2. Experiment System
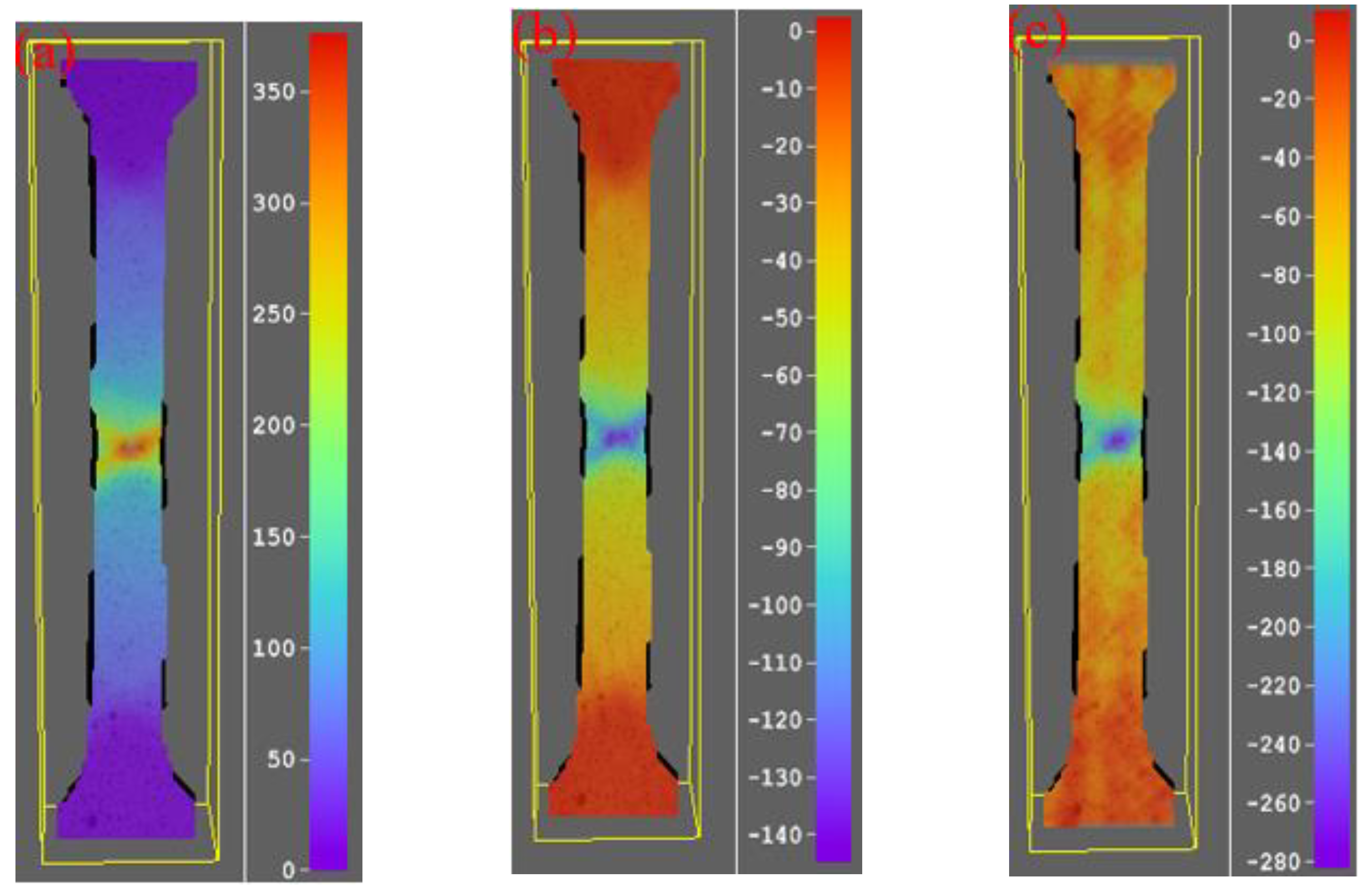
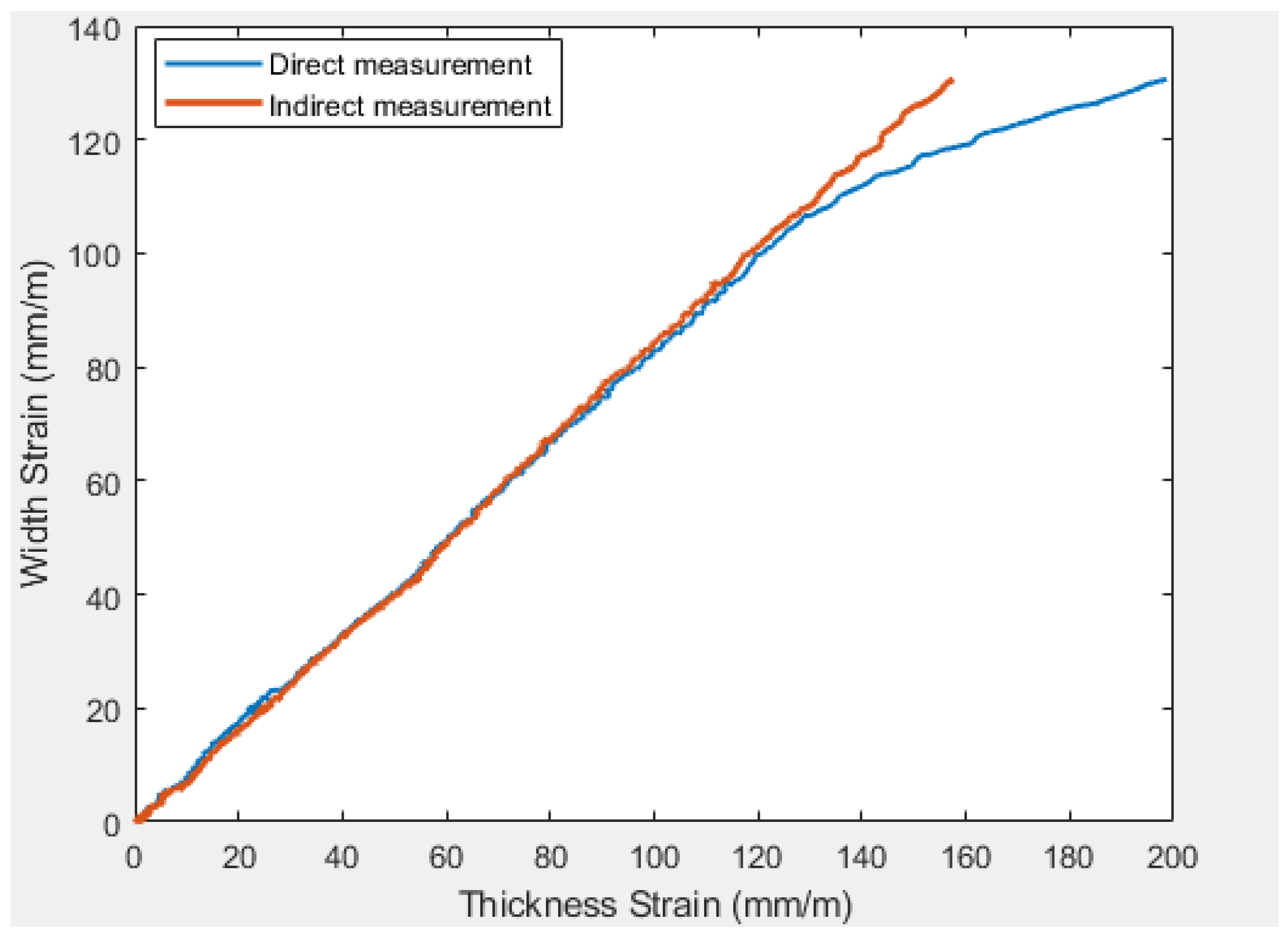
3.3. Experimental Results Analysis and Discussion
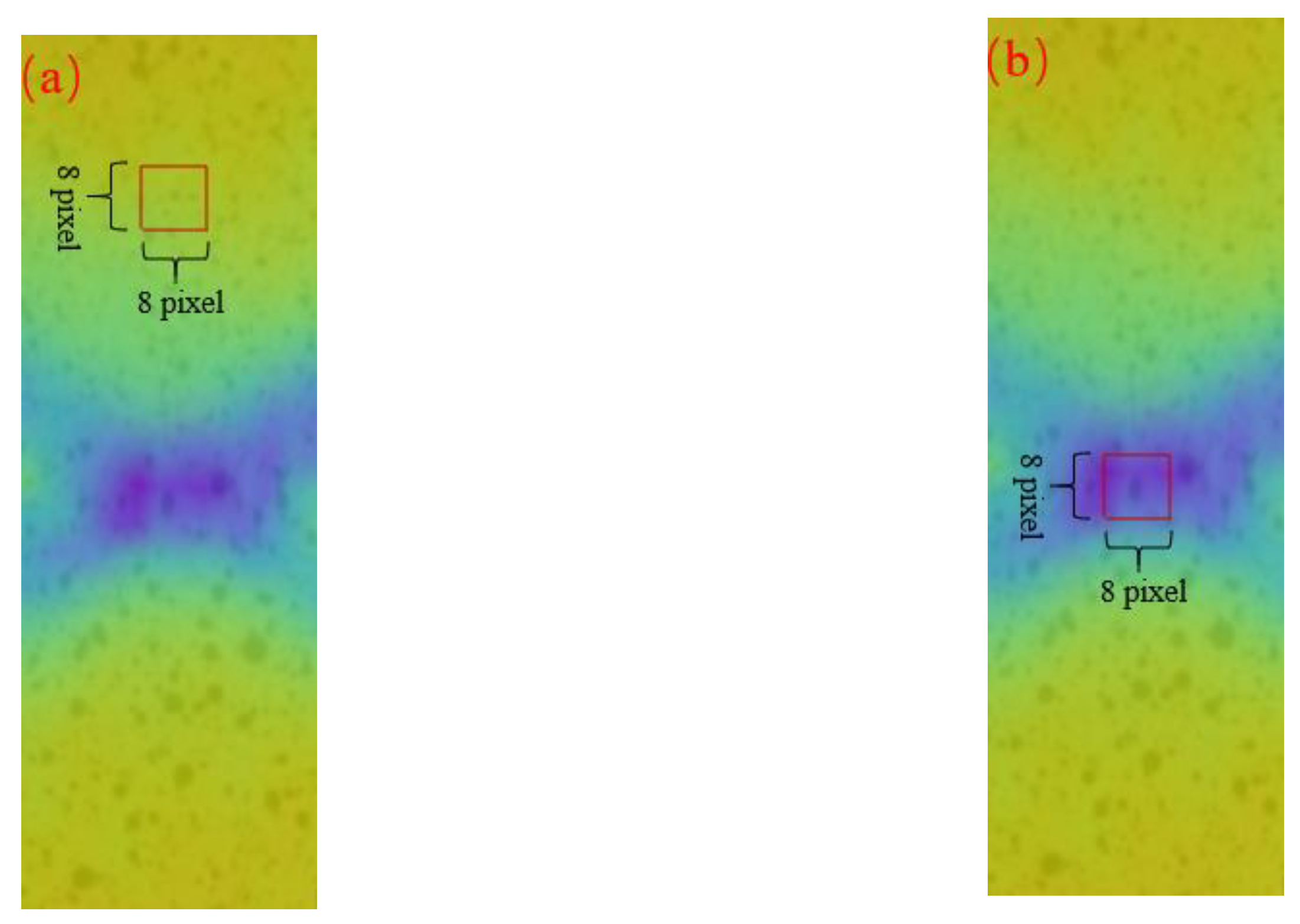
3.3.1. Non-Necking Area
3.3.2. Necking Area
3.4. Additional Verification Tests
3.4.1. Aluminum Alloy 6061
3.4.2. Polymer
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- ASTM. E517–00. Standard Test Method for Plastic Strain Ratio R for Sheet Metal; American Society for Testing and Materials: West Conshohocken, PA, USA, 2006. [Google Scholar]
- Lankford, W.T.; Snyder, S.C.; Bausher, J.A. New criteria for predicting the press performance of deep drawing sheets. Trans. Am. Soc. Met. 1950, 42, 1197–1232. [Google Scholar]
- Stickels, C.; Mould, P. The use of Young’s modulus for predicting the plastic-strain ratio of low-carbon steel sheets. Metall. Mater. Trans. B 1970, 1, 1303–1312. [Google Scholar] [CrossRef]
- Ghosh, M.; Miroux, A.; Kestens, L. Correlating r-value and through thickness texture in Al–Mg–Si alloy sheets. J. Alloys Compd. 2015, 619, 585–591. [Google Scholar] [CrossRef]
- Moreau, A.; Lévesque, D.; Lord, M.; Dubois, M.; Monchalin, J.-P.; Padioleau, C.; Bussière, J. On-line measurement of texture, thickness and plastic strain ratio using laser-ultrasound resonance spectroscopy. Ultrasonics 2002, 40, 1047–1056. [Google Scholar] [CrossRef]
- Huang, M.; Cheng, H. Determination of all elastic and plastic parameters for sheets of cubic metals only by uniaxial tension tests. Eur. J. Mech. A/Solids 2015, 49, 539–547. [Google Scholar] [CrossRef]
- Bo, W.; Chen, X.-H.; Pan, F.-S.; Mao, J.-J.; Yong, F. Effects of cold rolling and heat treatment on microstructure and mechanical properties of AA 5052 aluminum alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 2481–2489. [Google Scholar]
- Seiner, H.; Bodnárová, L.; Sedlák, P.; Janeček, M.; Srba, O.; Král, R.; Landa, M. Application of ultrasonic methods to determine elastic anisotropy of polycrystalline copper processed by equal-channel angular pressing. Acta Mater. 2010, 58, 235–247. [Google Scholar] [CrossRef]
- Mao, W.; Ma, Q.; Feng, H.; Chen, C.; Li, J. On-line determination technology on Lankford parameter of deep drawing aluminum sheets. Chin. J. Nonferrous Met. 2006, 16, 1149. [Google Scholar]
- Huh, J.; Kim, Y.; Huh, H. Measurement of R-values at intermediate strain rates using a digital speckle extensometry. In Dynamic Behavior of Materials; Springer: Cham, Switzerland, 2011; Volume 1, pp. 317–322. [Google Scholar]
- Esmaeilizadeh, R.; Khalili, K.; Mohammadsadeghi, B.; Arabi, H. Simulated and experimental investigation of stretch sheet forming of commercial AA1200 aluminum alloy. Trans. Nonferrous Met. Soc. China 2014, 24, 484–490. [Google Scholar] [CrossRef]
- Xie, X.; Li, J.; Sia, B.; Bai, T.; Siebert, T.; Yang, L. An experimental validation of volume conservation assumption for aluminum alloy sheet metal using digital image correlation method. J. Strain Anal. Eng. Des. 2017, 52, 24–29. [Google Scholar] [CrossRef]
- Chu, T.; Ranson, W.; Sutton, M.A. Applications of digital-image-correlation techniques to experimental mechanics. Exp. Mech. 1985, 25, 232–244. [Google Scholar] [CrossRef]
- Chen, X.; Xu, N.; Yang, L.; Xiang, D. High temperature displacement and strain measurement using a monochromatic light illuminated stereo digital image correlation system. Meas. Sci. Technol. 2012, 23, 125603. [Google Scholar] [CrossRef]
- Helm, J.D.; McNeill, S.R.; Sutton, M.A. Improved three-dimensional image correlation for surface displacement measurement. Opt. Eng. 1996, 35, 1911–1920. [Google Scholar] [CrossRef]
- Chen, F.; Chen, X.; Xie, X.; Feng, X.; Yang, L. Full-field 3D measurement using multi-camera digital image correlation system. Opt. Lasers Eng. 2013, 51, 1044–1052. [Google Scholar] [CrossRef]
- Li, J.; Dan, X.; Xu, W.; Wang, Y.; Yang, G.; Yang, L. 3D digital image correlation using single color camera pseudo-stereo system. Opt. Laser Technol. 2017, 95, 1–7. [Google Scholar] [CrossRef]
- Xie, X.; Li, J.; Zhang, B.; Sia, B.; Yang, L. Direct measurement of R value for aluminum alloy sheet metal using digital image correlation. In International Digital Imaging Correlation Society; Springer: Cham, Switzerland, 2017; pp. 89–94. [Google Scholar]
- Li, J.; Xie, X.; Yang, G.; Zhang, B.; Siebert, T.; Yang, L. Whole-field thickness strain measurement using multiple camera digital image correlation system. Opt. Lasers Eng. 2017, 90, 19–25. [Google Scholar] [CrossRef]
- Vendroux, G.; Knauss, W. Submicron deformation field measurements: Part 2. Improved digital image correlation. Exp. Mech. 1998, 38, 86–92. [Google Scholar] [CrossRef]
- Zhang, Z. A flexible new technique for camera calibration. IEEE Trans. Pattern Anal. Mach. Intell. 2000, 22, 1330–1334. [Google Scholar] [CrossRef] [Green Version]
- Fischler, M.A.; Bolles, R.C. Random sample consensus: A paradigm for model fitting with applications to image analysis and automated cartography. Commun. ACM 1981, 24, 381–395. [Google Scholar] [CrossRef]
- Song, J.; Yang, J.; Liu, F.; Lu, K. High temperature strain measurement method by combining digital image correlation of laser speckle and improved RANSAC smoothing algorithm. Opt. Lasers Eng. 2018, 111, 8–18. [Google Scholar] [CrossRef]
- Li, Q.; Zhang, H.; Chen, F.; Xu, D.; Sui, D.; Cui, Z. Study on the plastic anisotropy of advanced high strength steel sheet: Experiments and microstructure-based crystal plasticity modeling. Int. J. Mech. Sci. 2020, 176, 105569. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rolling Direction | R-Value |
|---|---|
| 0° | 0.8656 |
| 45° | 0.8734 |
| 90° | 0.8853 |
| Sheet Metal | 0.8749 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, S.; Zheng, X.; Zheng, G.; Zhang, B.; Guo, B.; Yang, L. A New and Direct R-Value Measurement Method of Sheet Metal Based on Multi-Camera DIC System. Metals 2021, 11, 1401. https://doi.org/10.3390/met11091401
Fang S, Zheng X, Zheng G, Zhang B, Guo B, Yang L. A New and Direct R-Value Measurement Method of Sheet Metal Based on Multi-Camera DIC System. Metals. 2021; 11(9):1401. https://doi.org/10.3390/met11091401
Chicago/Turabian StyleFang, Siyuan, Xiaowan Zheng, Gang Zheng, Boyang Zhang, Bicheng Guo, and Lianxiang Yang. 2021. "A New and Direct R-Value Measurement Method of Sheet Metal Based on Multi-Camera DIC System" Metals 11, no. 9: 1401. https://doi.org/10.3390/met11091401
APA StyleFang, S., Zheng, X., Zheng, G., Zhang, B., Guo, B., & Yang, L. (2021). A New and Direct R-Value Measurement Method of Sheet Metal Based on Multi-Camera DIC System. Metals, 11(9), 1401. https://doi.org/10.3390/met11091401