
Effect of the Thermo-Mechanical Processing on the Impact Toughness of a 12% Cr Martensitic Steel with Co, Cu, W, Mo and Ta Doping



Abstract
:1. Introduction
2. Materials and Methods
3. Results
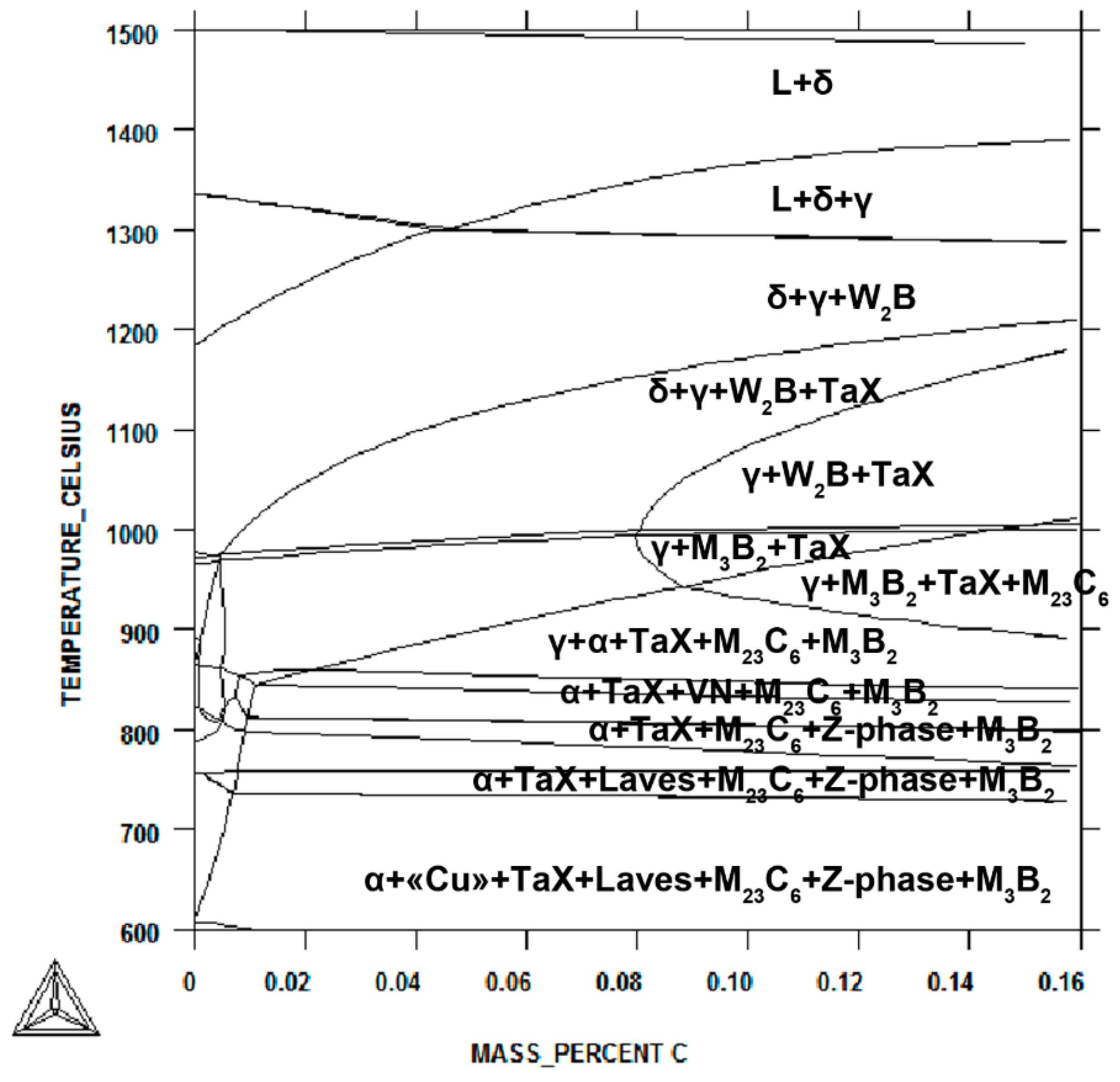
3.1. Thermodynamic Analysis
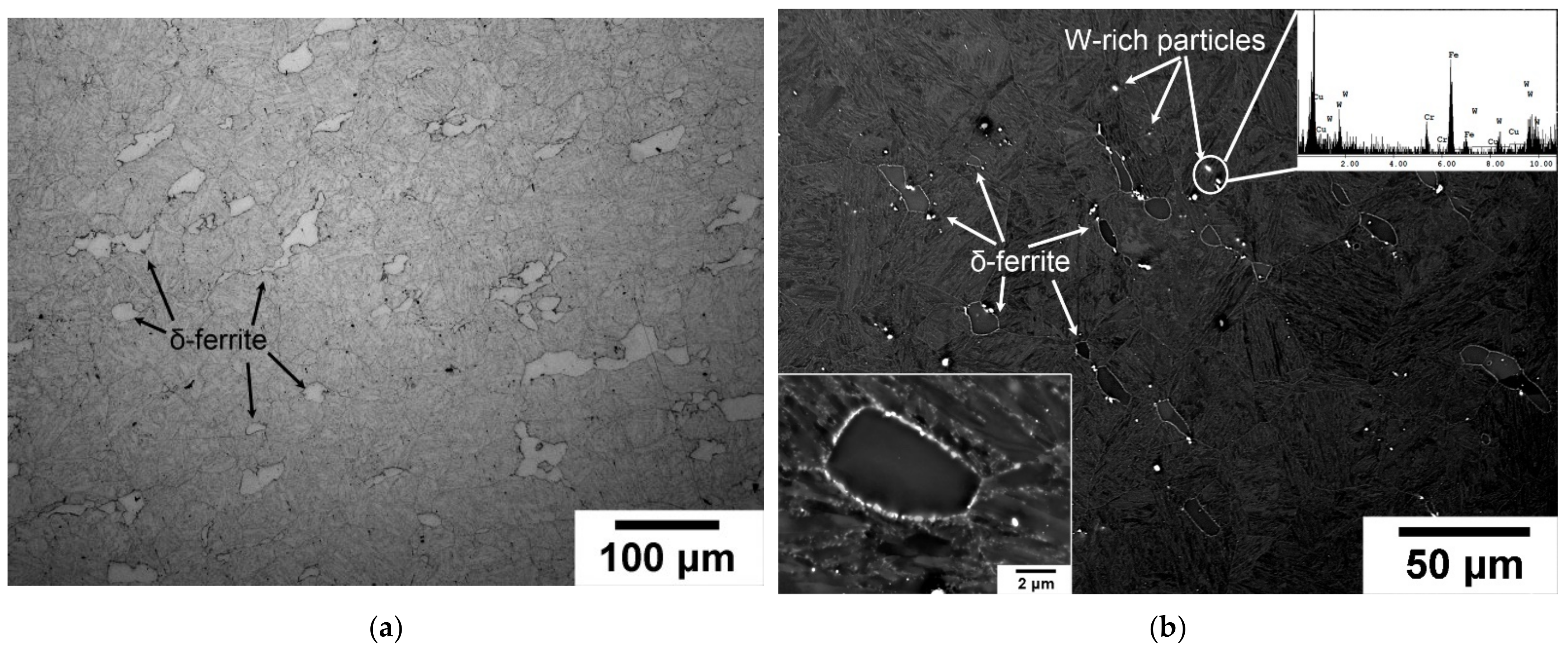
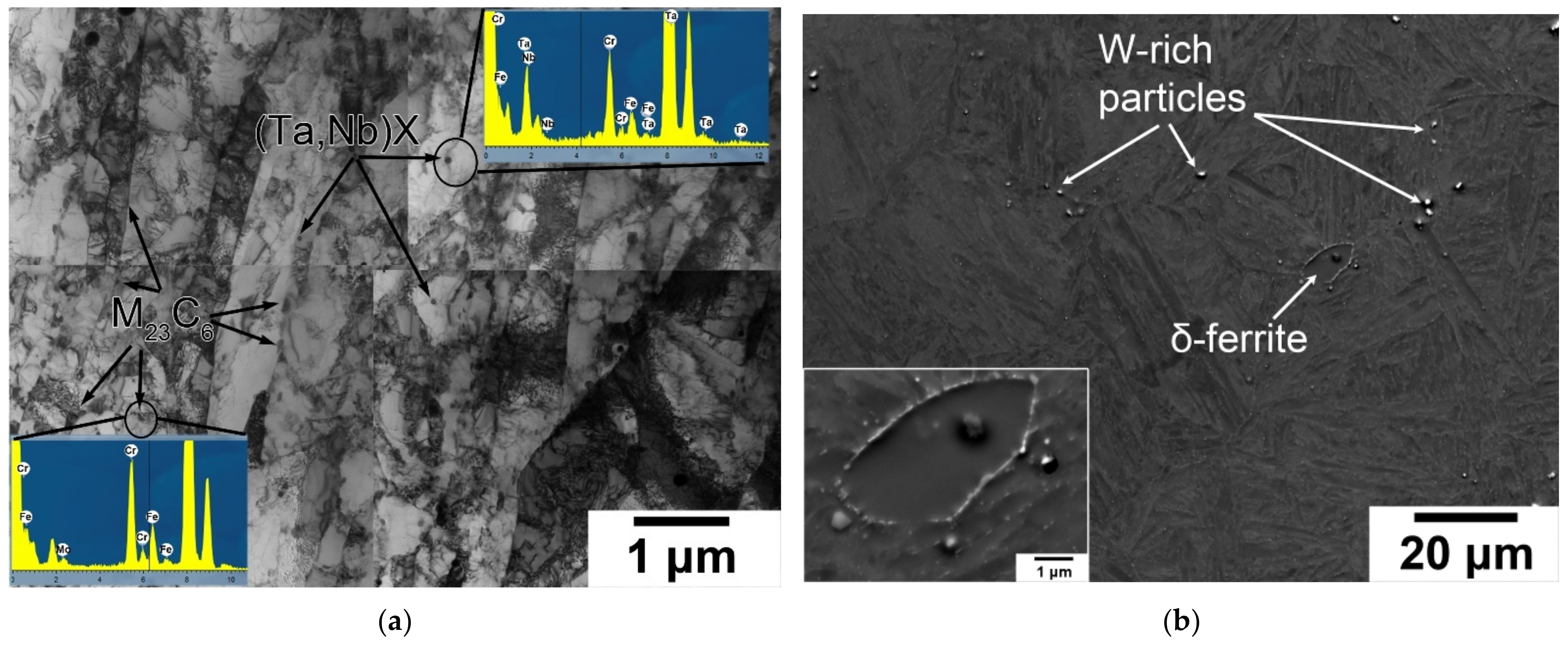
3.2. Structure after the CHT
3.3. Structure after the TMP
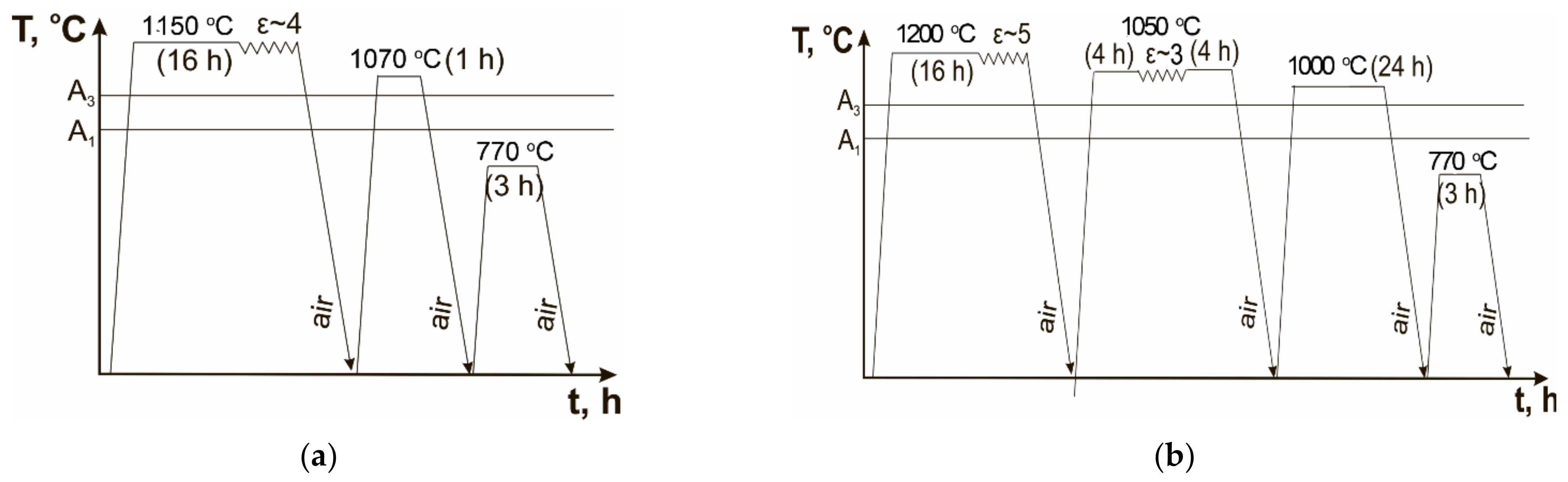
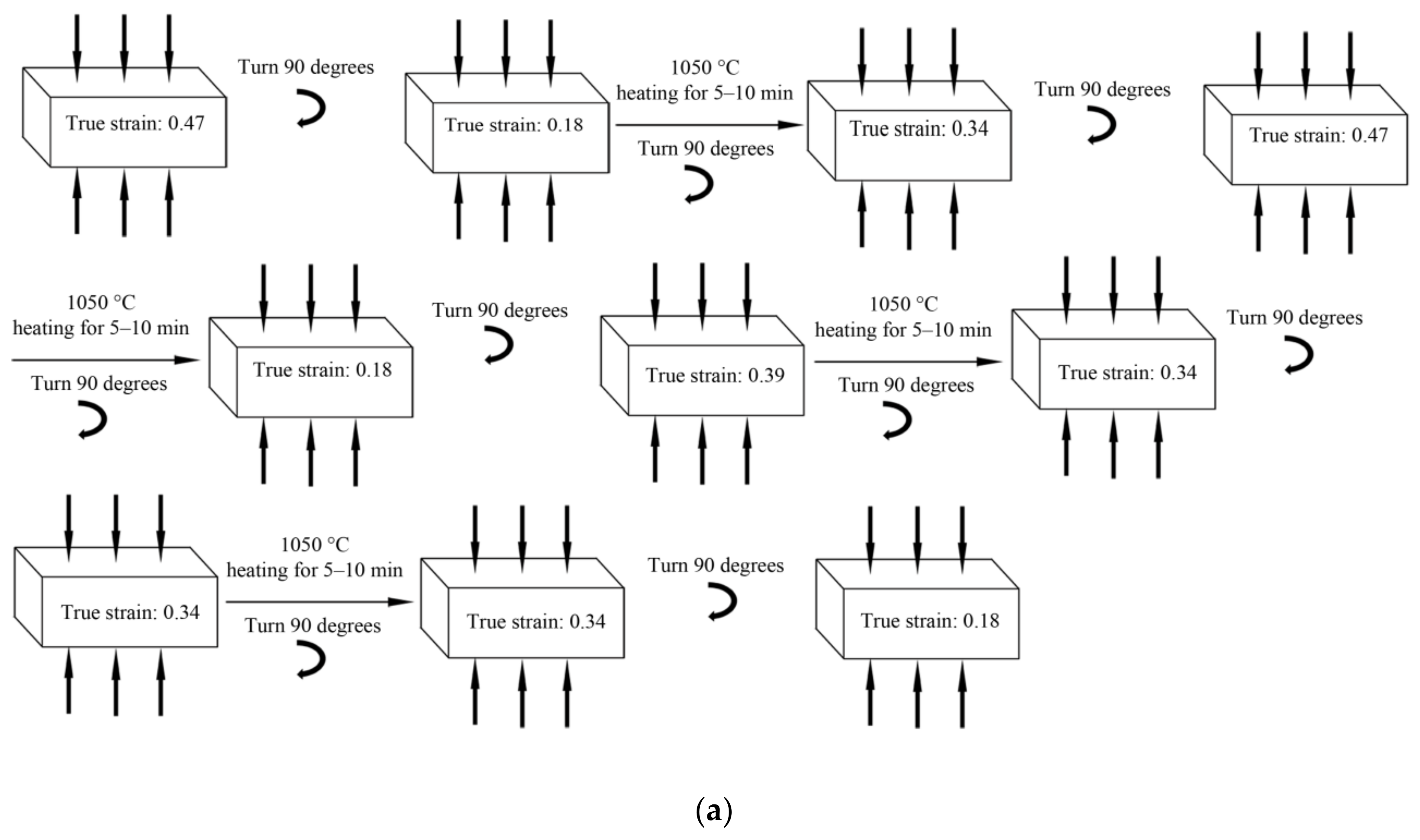
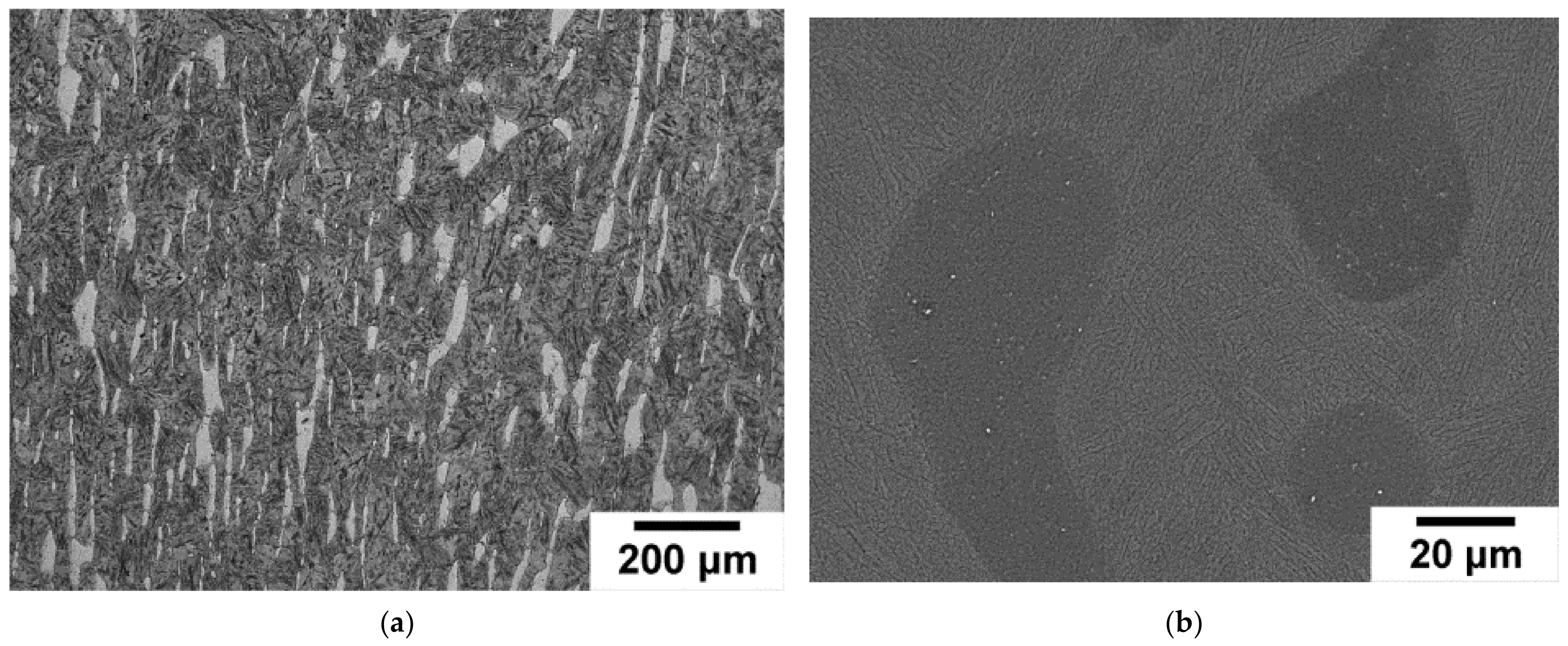
3.3.1. Structure after Homogenization Annealing at 1200 °C with Following Forging
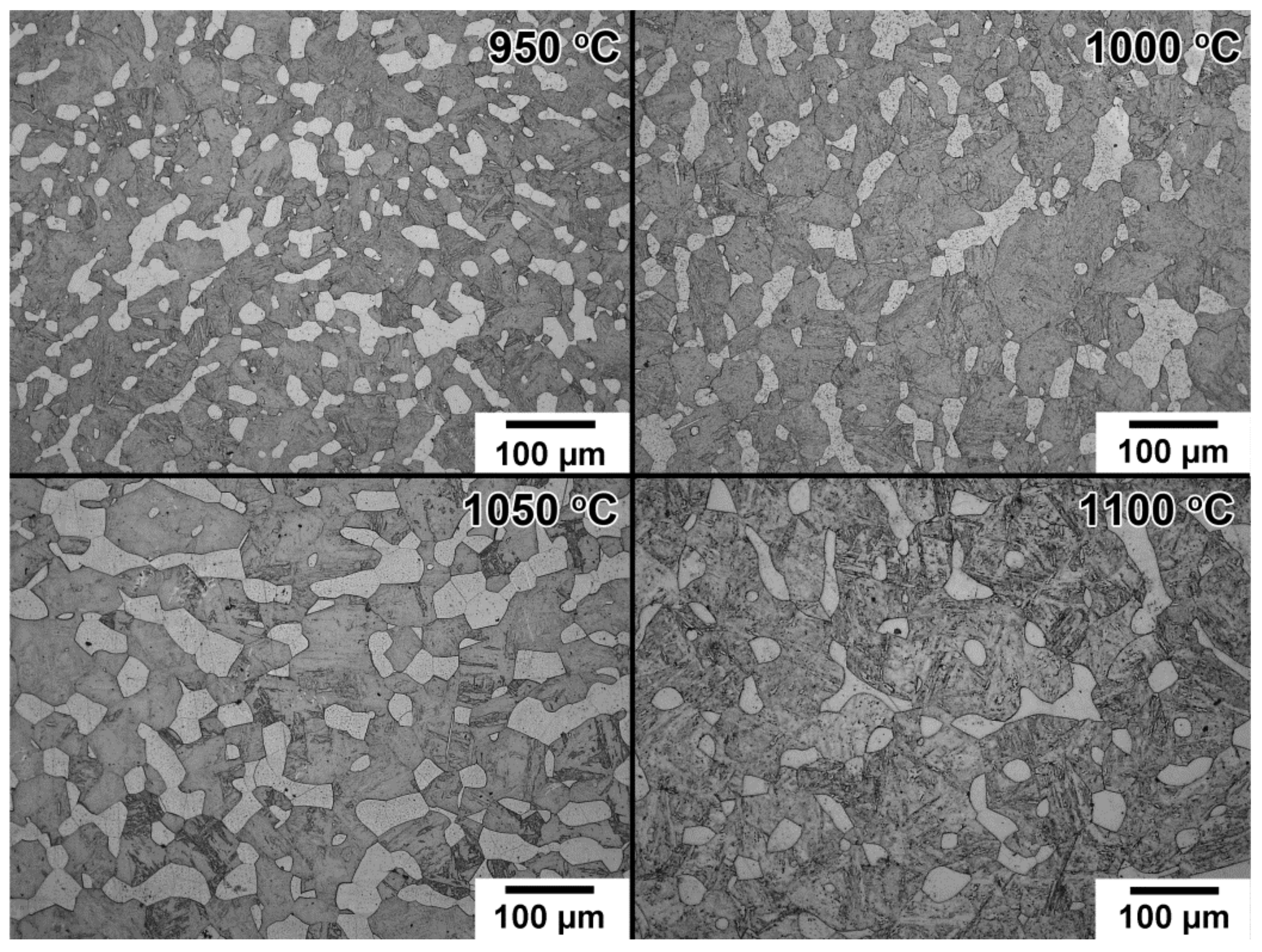
3.3.2. Structure after Annealing + Forging + Annealing at 1050 °C with Following Normalizing at 1000 °C
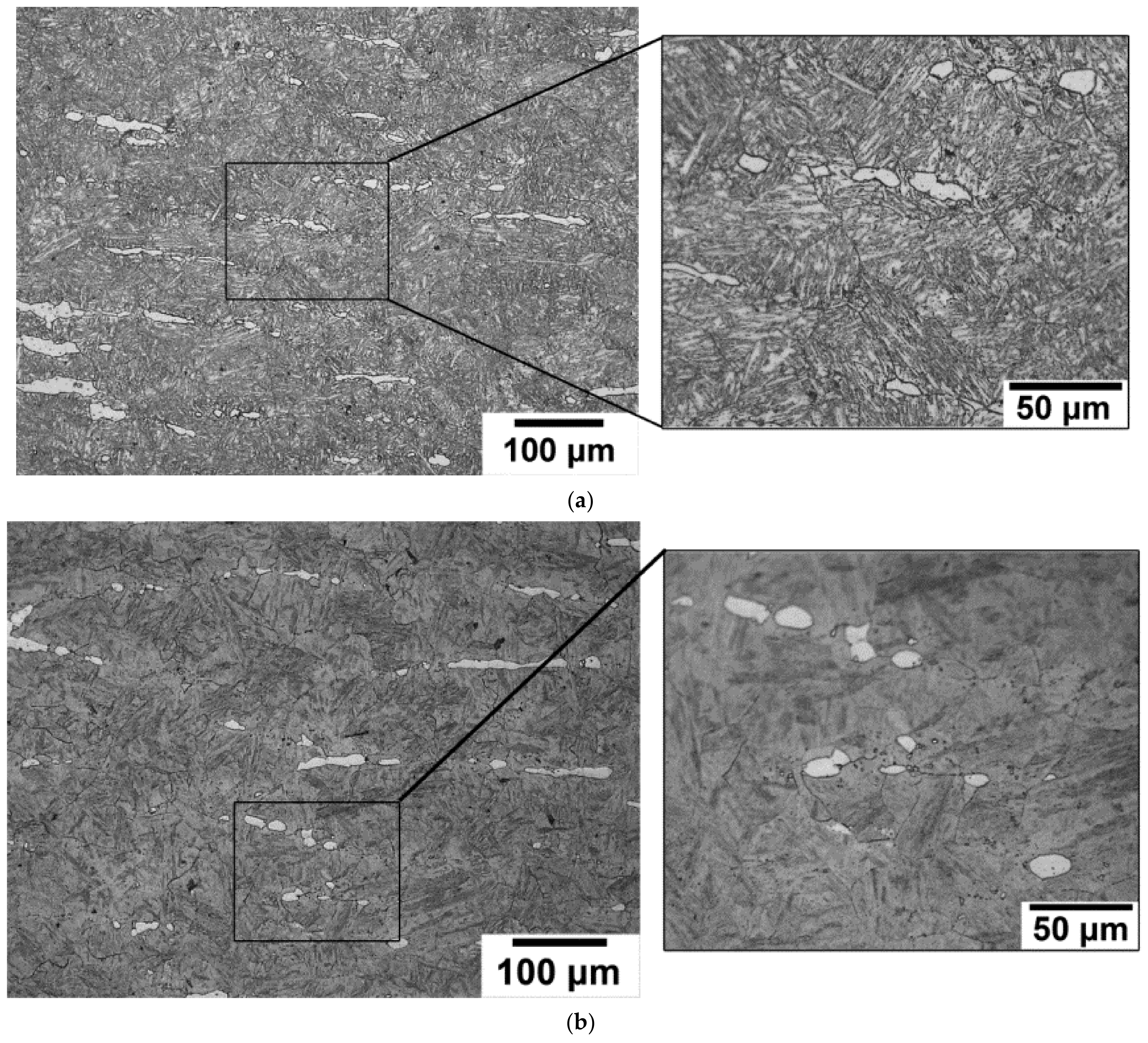
3.3.3. Structure after Tempering at 770 °C
- (i)
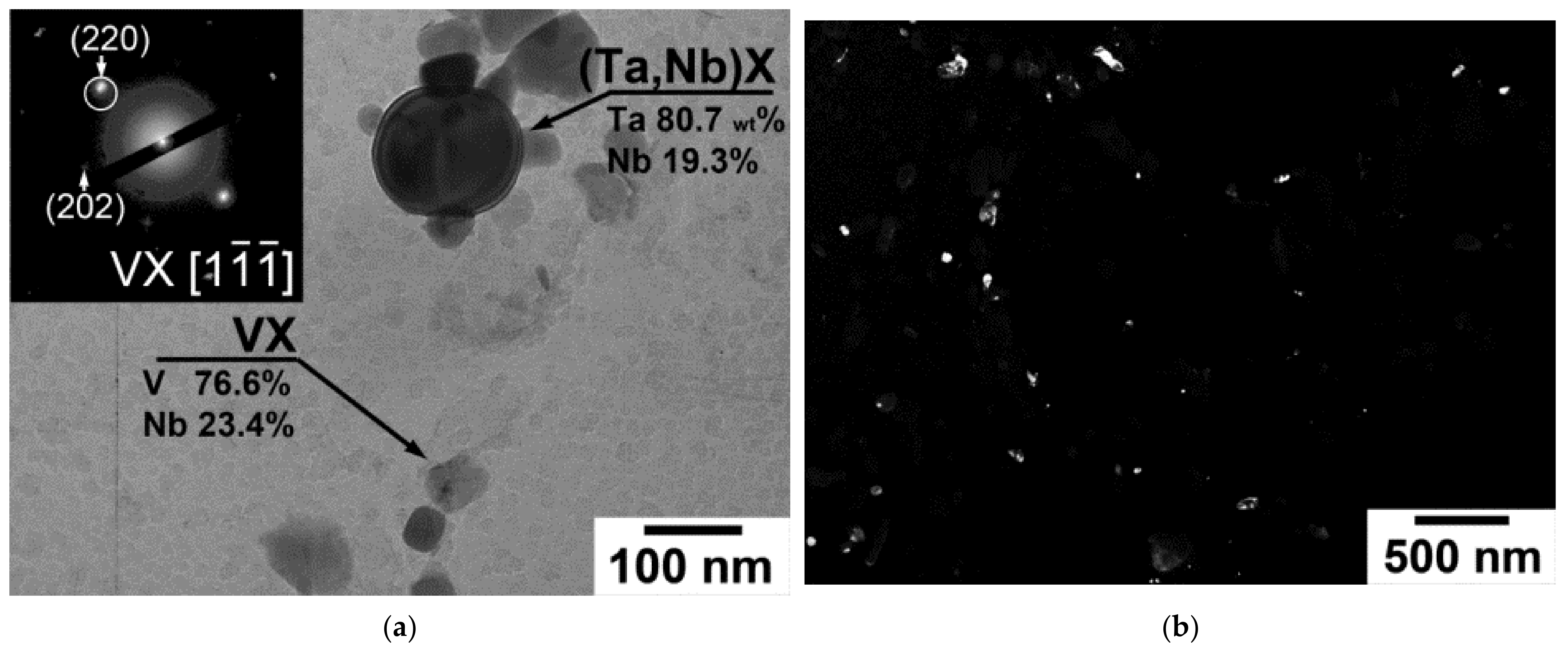
- Coarse (Ta,Nb)X carbonitrides with a rounded shape and an average size of 80 ± 5 nm (Figure 9a, Table 3) precipitate within the laths (Figure 8a). Their mean chemical composition was 70–80 wt.% Ta and 20–30% Nb estimated by TEM-EDS (Figure 9a). None of these particles were found within the δ-ferrite.
- (ii)
- Relatively fine V-rich MX carbonitrides with a mean chemical composition of 70–80 wt.% V, 20–25% Nb and 0–5% Cr estimated by TEM-EDS (Figure 9a) precipitated also within the laths. Their mean size was 38 ± 5 nm (Table 3). Note that the Thermo-Calc software did not predict the precipitation of the latter phase (Figure 3). Therefore, TMP promotes the precipitation of V-rich MX particles by inducing the δ-ferrite → austenite + (Ta,Nb)(C,N) transformation during hot intense plastic straining. Figure 9b demonstrates the large amount of V-rich MX particles in the present 12% Cr steel after TMP.

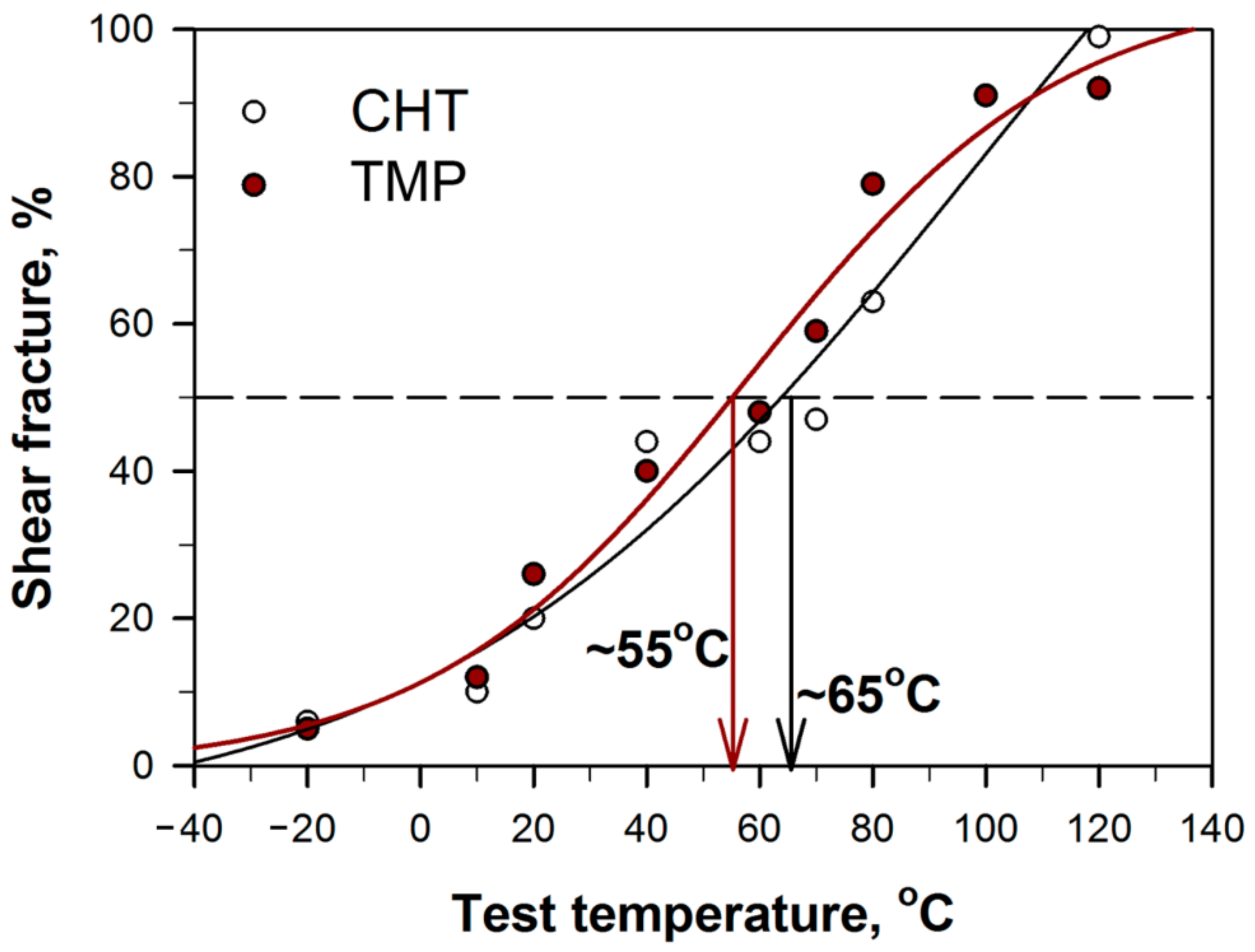
3.4. Ductile-Brittle Transition
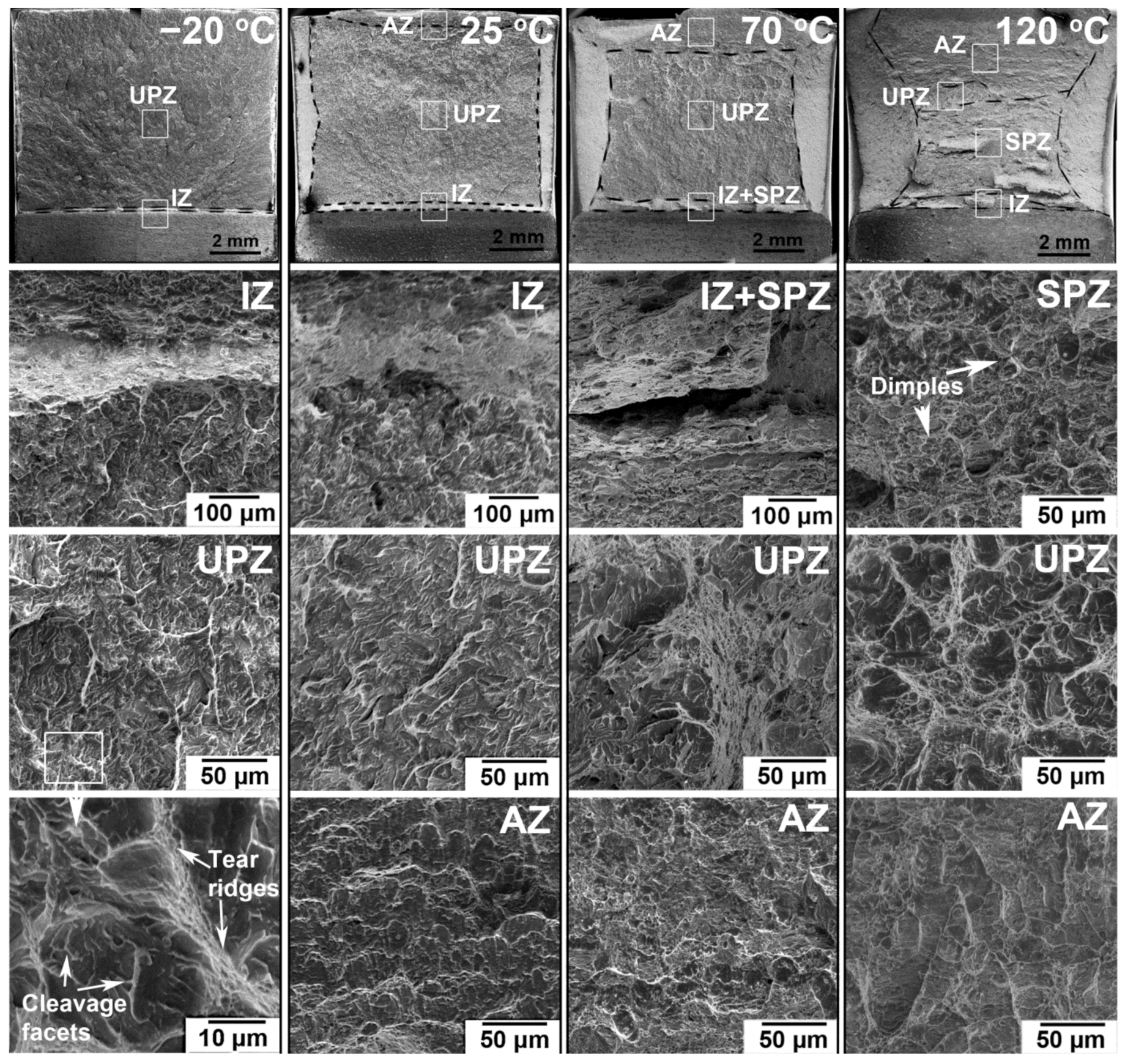
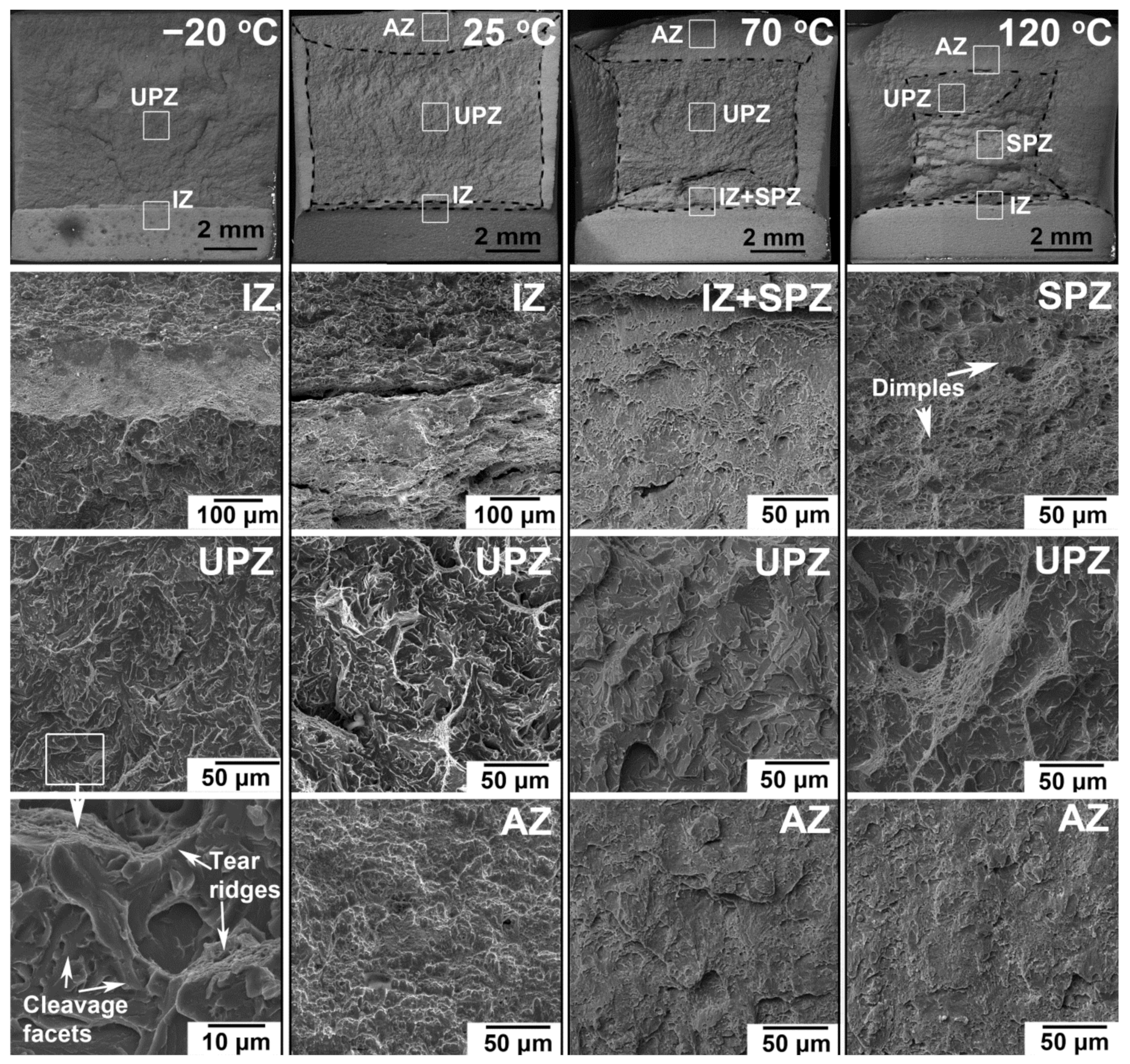
3.5. Fractography
4. Discussion
5. Conclusions
- The thermo-mechanical processing, including several steps of annealing with following forging at 1200 °C and 1050 °C, normalizing at 1000 °C for 24 h and final tempering at 770 °C for 3 h, provides a lower amount of δ-ferrite (3.8% instead of 10%), a decreased number particle density of M23C6 carbides along the boundaries of the martensitic structure, and the precipitation of large numbers of nanoscale V-rich MX carbonitrides as compared with the conventional heat treatment.
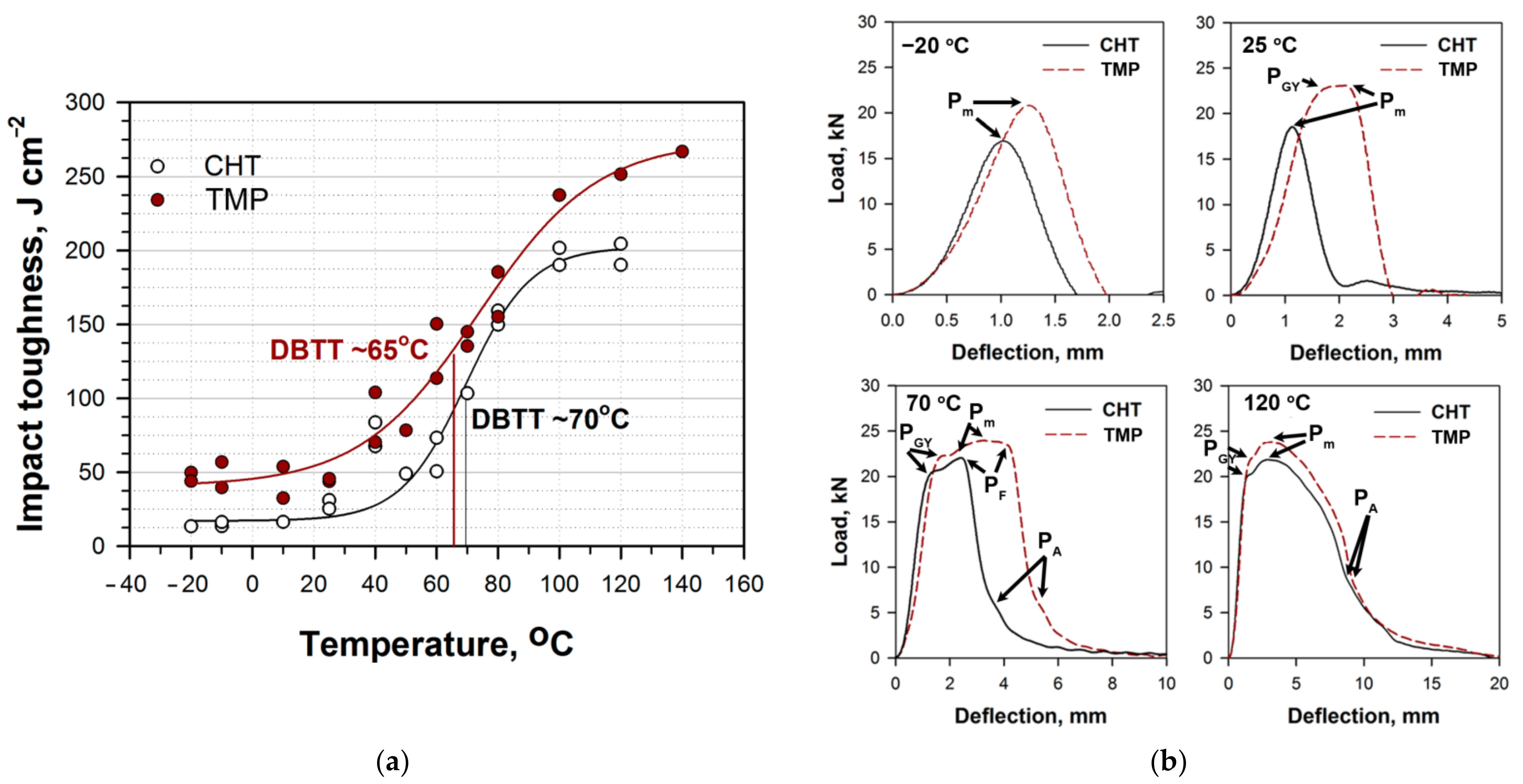
- The thermo-mechanical processing positively affects impact toughness: it shifts the entire Charpy energy curve to higher values by 30–50 J cm−2, including the lower and upper shelf energies, while the DBTT decreases slightly from 70 to 65 °C and the FATT decreases from 65 to 55 °C, as compared with the conventional heat treatment.
- At lower temperatures (−20 °C to 25 °C) of impact test, the Charpy energy of the 12% Cr steel subjected to the thermo-mechanical processing comprises 40 J cm−2.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Di Gianfrancesco, A. (Ed.) Materials for Ultra-Supercritical and Advanced Ultra-Supercritical Power Plants; Woodhead Publishing: Sawston, UK, 2017; p. 845. [Google Scholar]
- Abe, F.; Kern, T.-U.; Viswanathan, R. Creep-Resistant Steels; Woodhead Publishing: Cambridge, MA, USA, 2008; p. 678. [Google Scholar]
- Abe, F. Precipitate design for creep strengthening of 9%Cr tempered martensitic steel for ultra-supercritical power plants. Sci. Techn. Adv. Mater. 2008, 9, 013002. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Maruyama, K.; Sawada, K.; Koike, J. Strengthening mechanisms of creep resistant tempered martensitic steel. ISIJ Int. 2001, 41, 641–653. [Google Scholar] [CrossRef]
- Knezevic, V.; Balun, J.; Sauthoff, G.; Inden, G.; Schneider, A. Design of martensitic/ferritic heat-resistant steels for application at 923 K with supporting thermodynamic modeling. Mater. Sci. Eng. A 2008, 477, 334–343. [Google Scholar] [CrossRef]
- Abe, F. Progress in creep-resistant steels for high efficiency coal-fired power plants. J Press. Vess. Techn. 2016, 138, 040804. [Google Scholar] [CrossRef]
- Kaibyshev, R.; Mishnev, R.; Fedoseeva, A.; Dudova, N. The role of microstructure in creep strength of 9–12%Cr steels. Mater. Sci. Forum 2016, 879, 36–41. [Google Scholar] [CrossRef]
- Fedoseeva, A.; Nikitin, I.; Dudova, N.; Kaibyshev, R. On effect of rhenium on mechanical properties of a high-Cr creep resistant steel. Mater. Lett. 2019, 269, 81–84. [Google Scholar] [CrossRef]
- Barrett, R.; O’Donoghue, P.; Leen, S. A physically-based high temperature yield strength model for 9Cr steels. Mater. Sci. Eng. A 2018, 730, 410–424. [Google Scholar] [CrossRef]
- Wang, P.; Lu, S.P.; Xiao, N.M.; Li, D.Z.; Li, Y.Y. Effect of delta ferrite on impact properties of low carbon 13Cr–4Ni martensitic stainless steel. Mater. Sci. Eng. A 2010, 527, 3210–3216. [Google Scholar] [CrossRef]
- Niessen, F.; Tiedje, N.; Hald, J. Kinetics modeling of delta-ferrite formation and retainment during casting of supermartensitic stainless steel. Mater. Des. 2017, 118, 138–145. [Google Scholar] [CrossRef] [Green Version]
- Hald, J. Microstructure and long-term creep properties of 9–12% Cr steels. Int. J. Press. Vessels Pip. 2008, 85, 30–37. [Google Scholar] [CrossRef]
- Danielsen, H.K.; Di Nunzio, P.E.; Hald, J. Kinetics of Z-phase precipitation in 9 to 12 pct Cr steels. Metall. Mater. Trans. A 2013, 44, 2445–2452. [Google Scholar] [CrossRef] [Green Version]
- Fedoseeva, A.; Nikitin, I.; Dudova, N.; Kaibyshev, R. Strain-induced Z-phase formation in a 9% Cr-3% Co martensitic steel during creep at elevated temperature. Mater. Sci. Eng. A 2018, 724, 29–36. [Google Scholar] [CrossRef]
- Anderko, K.; Schäfer, L.; Materna-Morris, E. Effect of the delta-ferrite phase on the impact properties of martensitic chromium steels. J. Nucl. Mater. 1991, 179–181, 492–495. [Google Scholar] [CrossRef]
- Fedoseeva, A.; Nikitin, I.; Dudova, N.; Kaibyshev, R. Analysis of mechanical properties of heat resistant Co-modified 12%Cr and 9%Cr steels. Phys. Met. Metallogr. 2020, 121, 1233–1239. [Google Scholar] [CrossRef]
- Nikitin, I.; Fedoseeva, A.; Kaibyshev, R. Strengthening Mechanisms of creep-Resistant 12%Cr-3%Co steel with low N and high B contents. J. Mater. Sci. 2020, 55, 7530–7545. [Google Scholar] [CrossRef]
- Dudko, V.; Fedoseeva, A.; Kaibyshev, R. Ductile-Brittle transition in a 9% Cr heat-resistant steel. Mater. Sci. Eng. A 2017, 682, 73–84. [Google Scholar] [CrossRef]
- Borisova, J.; Dudko, V.; Mishnev, R.; Kaibyshev, R. Effect of Laves Phase on Ductile-Brittle Transition of 12 Pct Cr Steel. Metall. Mater. Trans. A 2019, 50, 3528–3543. [Google Scholar] [CrossRef]
- Fedoseeva, A.; Dudova, N.; Kaibyshev, R. Role of Tungsten in the Tempered Martensite Embrittlement of a Modified 9%Cr Steel. Metall. Mater. Trans. A 2017, 48, 982–998. [Google Scholar] [CrossRef]
- Odnobokova, M.V.; Kipelova, A.Y.; Belyakov, A.N.; Kaibyshev, R.O. Mechanical behavior and brittle–ductile transition of high-chromium martensitic steel. Phys. Met. Metallogr. 2016, 117, 390–398. [Google Scholar] [CrossRef]
- Chatterjee, A.; Chakrabarti, D.; Moitra, A.; Mitra, R.; Bhaduri, A. Effect of normalization temperatures on ductile–brittle transition temperature of a modified 9Cr–1Mo steel. Mater. Sci. Eng. A. 2014, 618, 219–231. [Google Scholar] [CrossRef]
- Cui, C.; Gao, X.; Su, G.; Gao, C.; Liu, Z.; Misra, R.D.K. Effect of thermal treatment on the evolution of delta ferrite in 11Cr–3Co–2.3W steel. Mater. Sci. Technol. 2018, 34, 2087–2096. [Google Scholar] [CrossRef]
- Liu, Y.; Sun, J.; Li, J.; Jiang, B.; Zhang, C. Investigation of forging process for eliminating delta ferrites in USC unites last stage blades steel 10Cr12Ni3Mo2VN. Procedia Eng. 2017, 207, 1797–1802. [Google Scholar] [CrossRef]
- Li, J.; Cheng, L.; Zhang, P.; Wang, L.; Li, H. Effect of delta ferrites on the anisotropy of impact toughness in martensitic heat-resistant steel. J. Mater. Res. Technol. 2019, 8, 1781–1788. [Google Scholar] [CrossRef]
- Pandey, C.; Mahapatra, M.; Kumar, P.; Saini, N.; Thakare, J.; Vidyathy, R.S.; Narang, H.K. A brief study on δ-ferrite evolution in dissimilar P91 and P92 steel weld joint and their effect on mechanical properties. Arch. Civ. Mech. Eng. 2018, 18, 713–722. [Google Scholar] [CrossRef]
- Bashu, S.A.; Singh, K.; Rawat, M.S. Effect of heat treatment on mechanical properties and fracture behaviour of a 12CrMoV steel. Mater. Sci. Eng. A 1990, 127, 7–15. [Google Scholar] [CrossRef]
- Carrouge, D.; Bhadeshia, H.K.D.H.; Woollin, P. Effect of δ-ferrite on impact properties of supermartensitic stainless steel heat affected. Sci. Technol. Weld. Join. 2004, 9, 377–389. [Google Scholar] [CrossRef]
- Alkan, G.; Chae, D.; Kim, S.-J. Effect of δ ferrite on impact property of hot-rolled 12Cr–Ni steel. Mater. Sci. Eng. A 2013, 585, 39–46. [Google Scholar] [CrossRef]
- Schäfer, L. Influence of delta ferrite and dendritic carbides on the impact and tensile properties of a martensitic chromium steel. J. Nucl. Mater. 1998, 262, 1336–1339. [Google Scholar] [CrossRef]
- Fedoseeva, A.E.; Nikitin, I.S.; Fedoseev, A.E.; Tkachev, E.S.; Kaibyshev, R.O. Effect of tantalum on short-term creep of a 12%Cr-3%Co-0.07%Ta martensitic steel for steam blades. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020; Volume 848, p. 012020. [Google Scholar] [CrossRef]
- Tkachev, E.; Belyakov, A. Effect of heat treatment on microstructure and mechanical properties of an advanced Ta-alloyed 9%Cr steel. In Joint EPRI-123HiMAT International Conference on Advances in High-Temperature Materials; ASM International: New York, NY, USA, 2019; pp. 116–122. [Google Scholar]
- Zherebtsov, S.; Murzinova, M.; Salishchev, G.; Semiatin, S.L. Spheroidization of the lamellar microstructure in Ti–6Al–4V alloy during warm deformation and annealing. Acta Mater. 2011, 59, 4138–4150. [Google Scholar] [CrossRef]
- Humphreys, F.J.M. Hatherly, Recrystallization, Related Annealing Phenomena, 2nd ed.; Elsevier: Oxford, UK, 2004; p. 658. [Google Scholar]
- Fedoseeva, A.; Nikitin, I.; Tkachev, E.; Mishnev, R.; Dudova, N.; Kaibyshev, R. Effect of alloying on the nucleation and growth of Laves phase in the 9–10%Cr-3%Co martensitic steels during creep. Metals 2021, 11, 60. [Google Scholar] [CrossRef]
- Bergquist, E.-L. Consumable and Welding Modified 9Cr-1Mo Steel. Svetsaren 1999, 54, 22–25. [Google Scholar]
- ASM. Handbook: Mechanical Testing and Evaluation 8; ASM International: New York, NY, USA, 2000; p. 2235. [Google Scholar]
- ASTM. E 23-12c: Standards; ASTM: West Conshohocken, PA, USA, 2013; Volume I, pp. 1–25. [Google Scholar]
- Chaouadi, R.; Fabry, A. On the utilization of the instrumented Charpy impact test for characterizing the flow and fracture behavior of reactor pressure vessel steels. Eur. Struct. Integr. Soc. 2002, 30, 103–117. [Google Scholar] [CrossRef]
- Harrelson, K.J.; Rou, S.H.; Wilcox, R.C. Impurity element effects on the toughness of 9Cr-1Mo steel. J. Nucl. Mater. 1986, 141–143, 508–512. [Google Scholar] [CrossRef]
- Hu, J.; Liu, K.; Ma, L.; Misra, R.D.K.; Zhang, W.; Du, H.; Xu, W. Significant Improvement in Strength and Toughness of Nanoscale Precipitate–Strengthened Steel by Direct Quenching and Tempering Process. Steel Res. Int. 2021, 92, 2000331. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | Fe | C | Cr | Co | Mo | W | Cu | V | Nb | Ta | B | N | Si | Mn | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 12% Cr steel | bal. | 0.11 | 11.4 | 3.0 | 0.6 | 2.5 | 0.76 | 0.2 | 0.04 | 0.07 | 0.01 | 0.003 | 0.02 | 0.04 | 0.03 |
| Phase | δ-Ferrite | Austenite | ||
|---|---|---|---|---|
| Temperature, °C | 1200 | 1150 | 1200 | 1150 |
| C, wt.% | 0.03 | 0.024 | 0.13 | 0.12 |
| Co, wt.% | 2.6 | 2.5 | 3.1 | 3.06 |
| W, wt.% | 3.4 | 3.6 | 2.2 | 2.3 |
| Ta, wt.% | 0.086 | 0.07 | 0.065 | 0.05 |
| Nb, wt.% | 0.06 | 0.058 | 0.033 | 0.03 |
| V, wt.% | 0.025 | 0.027 | 0.18 | 0.2 |
| Treatment | Structure | Particles | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| PAG Size, μm | δ-Ferrite Fraction, % | Lath Size, μm | ρdisl, × 1014 m−2 | Size, nm | Volume Fraction (by Thermo-Calc), % | |||||
| M23C6 | TaX | VX | M6C | M23C6 | TaX | |||||
| CHT | 48 ± 4 | 10 ± 2 | 0.29 ± 0.05 | 2.0 ± 0.01 | 50 ± 5 | 50 ± 5 | - | 152 ± 30 | 2.25 | 0.08 |
| TMP | 42 ± 4 | 3.6 ± 1 | 0.26 ± 0.05 | 2.7 ± 0.01 | 56 ± 5 | 81 ± 5 | 38 ± 5 | 154 ± 30 | 2.25 | 0.08 |
| Test Temperature, °C | CHT | TMP | ||||||
|---|---|---|---|---|---|---|---|---|
| σM (MPa) | Ei (J) | Ep (J) | Total Energy (J) | σM (MPa) | Ei (J) | Ep (J) | Total Energy (J) | |
| −20 | 775.4 | 6.3 | 5.3 | 10.6 | 950.1 | 17.3 | 17.3 | 34.5 |
| 10 | 806.1 | 7.7 | 5.6 | 13.3 | 1055.1 | 24.4 | 18.0 | 42.4 |
| 25 | 852.9 | 8.9 | 11.5 | 20.4 | 1056.5 | 25.8 | 11.0 | 36.8 |
| 40 | 1059.2 | 40.1 | 14.1 | 54.2 | 1150.9 | 43.5 | 13.1 | 56.6 |
| 60 | 1008.8 | 36.4 | 22.4 | 58.8 | 1124.4 | 45.7 | 45.4 | 91.1 |
| 70 | 1008.8 | 35.1 | 46.8 | 81.9 | 1096.8 | 54.9 | 60.1 | 115.0 |
| 80 | 1033.6 | 42.6 | 76.3 | 118.9 | 1112.9 | 46.1 | 101.1 | 147.2 |
| 100 | 1022.6 | 44.6 | 107.9 | 152.5 | 1072.1 | 52.8 | 134.7 | 187.5 |
| 120 | 1004.2 | 45.0 | 122.1 | 167.1 | 1085.8 | 53.4 | 147.1 | 200.5 |
| Test Temperature, °C | CHT | TMP | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| IZ, mm | SPZ, mm | UPZ, mm | AZ, mm | Shear Fracture, % | IZ, mm | SPZ, mm | UPZ, mm | AZ, mm | Shear Fracture, % | |
| −20 | 0.1 | - | 7.7 | - | 6 | 0.2 | - | 7.7 | 0.2 | 6 |
| 25 | 0.3 | - | 6.8 | 0.6 | 20 | 0.3 | - | 7.2 | 0.5 | 26 |
| 70 | 0.3 | - | 6.1 | 1.4 | 47 | 0.3 | 1.0 | 5.3 | 2.0 | 59 |
| 120 | 0.8 | 3.4 | 0.5 | 3.7 | 99 | 0.4 | 3.5 | 1.4 | 2.7 | 91 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fedoseeva, A.; Nikitin, I.; Dudova, N.; Hald, J.; Kaibyshev, R. Effect of the Thermo-Mechanical Processing on the Impact Toughness of a 12% Cr Martensitic Steel with Co, Cu, W, Mo and Ta Doping. Metals 2022, 12, 3. https://doi.org/10.3390/met12010003
Fedoseeva A, Nikitin I, Dudova N, Hald J, Kaibyshev R. Effect of the Thermo-Mechanical Processing on the Impact Toughness of a 12% Cr Martensitic Steel with Co, Cu, W, Mo and Ta Doping. Metals. 2022; 12(1):3. https://doi.org/10.3390/met12010003
Chicago/Turabian StyleFedoseeva, Alexandra, Ivan Nikitin, Nadezhda Dudova, John Hald, and Rustam Kaibyshev. 2022. "Effect of the Thermo-Mechanical Processing on the Impact Toughness of a 12% Cr Martensitic Steel with Co, Cu, W, Mo and Ta Doping" Metals 12, no. 1: 3. https://doi.org/10.3390/met12010003
APA StyleFedoseeva, A., Nikitin, I., Dudova, N., Hald, J., & Kaibyshev, R. (2022). Effect of the Thermo-Mechanical Processing on the Impact Toughness of a 12% Cr Martensitic Steel with Co, Cu, W, Mo and Ta Doping. Metals, 12(1), 3. https://doi.org/10.3390/met12010003