
High-Pressure Die Casting: A Review of Progress from the EPSRC Future LiME Hub


 , , ,
, , ,  ,
, 
Abstract
:1. Introduction
2. Numerical Modelling of the HPDC Process
2.1. Overview of Modelling Procedure
2.2. Governing Equations
2.3. Encapsulation of Air and Oxides
2.4. Near-Wall Flow and Heat Transfer
3. Processing Parameters and Die Design
3.1. Effect of Plunger Speed Profile on Microstructure, Defects, and Mechanical Properties
3.2. Turbulent Breakup of Non-Metallic Inclusions and Equiaxed Crystals
4. Application of Intensive Melt Shearing to HPDC
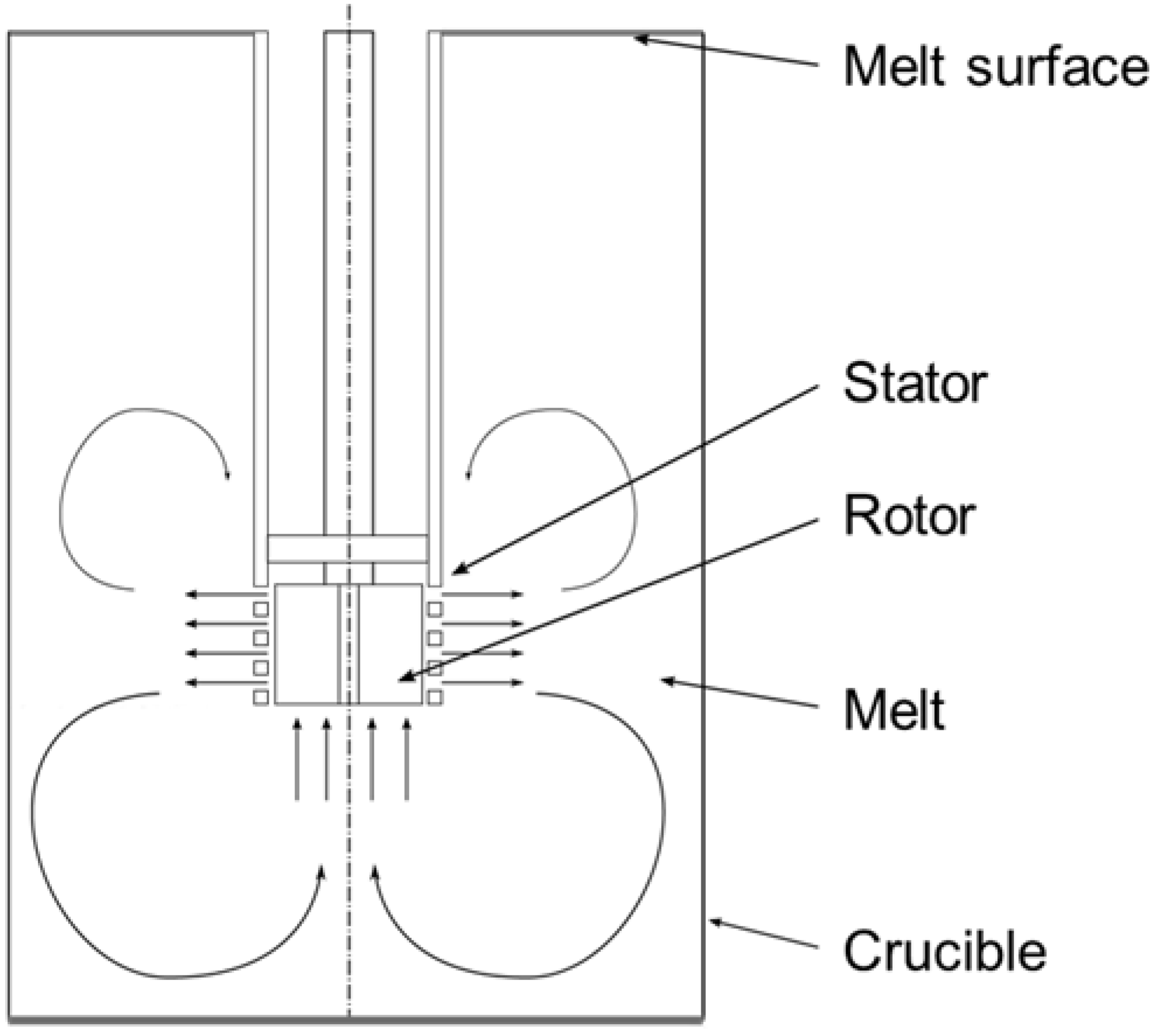
4.1. High Shear Melt Conditioning (HSMC)
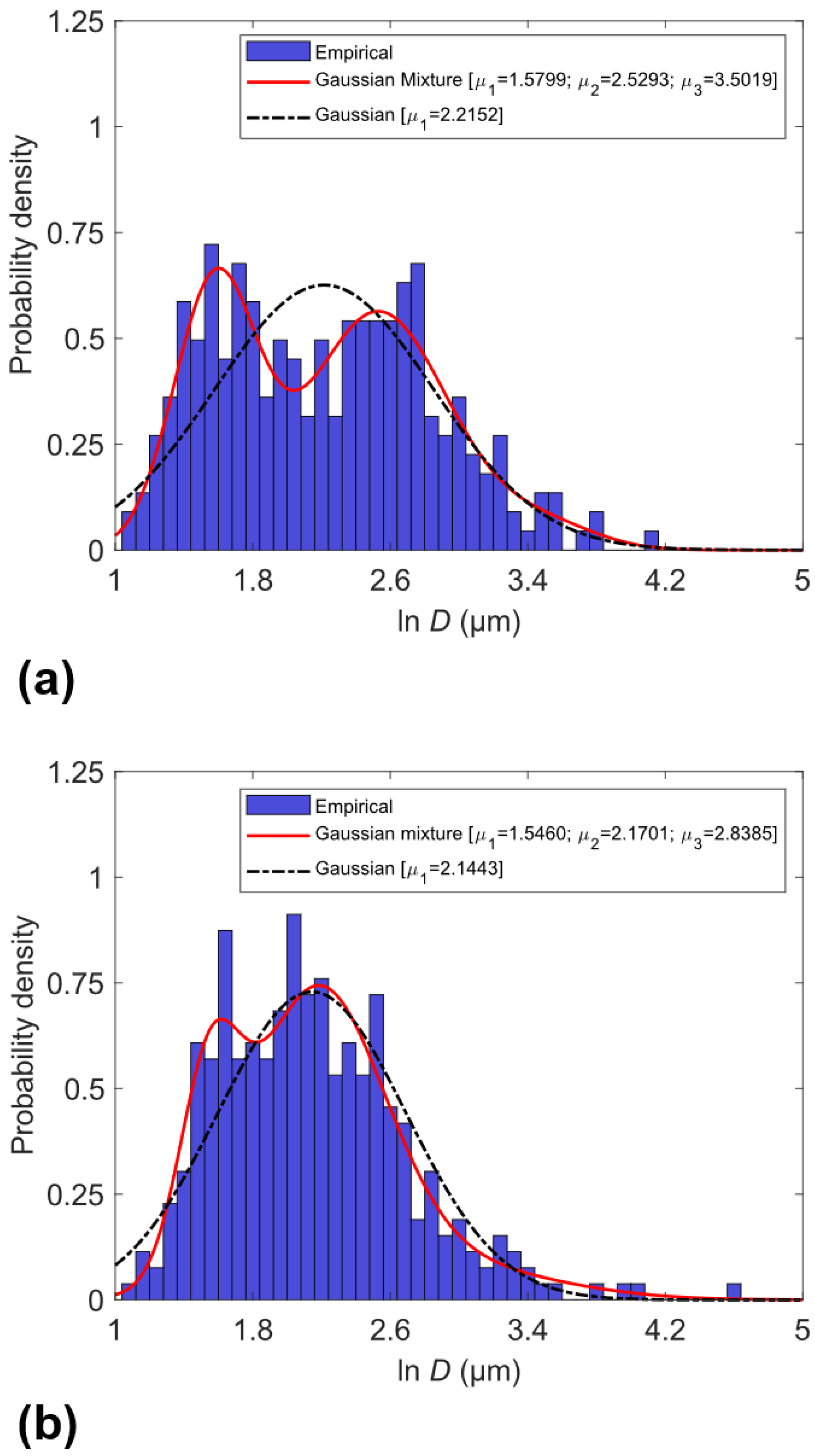
4.2. Grain Refinement of Mg Alloys Using Native MgO Particles
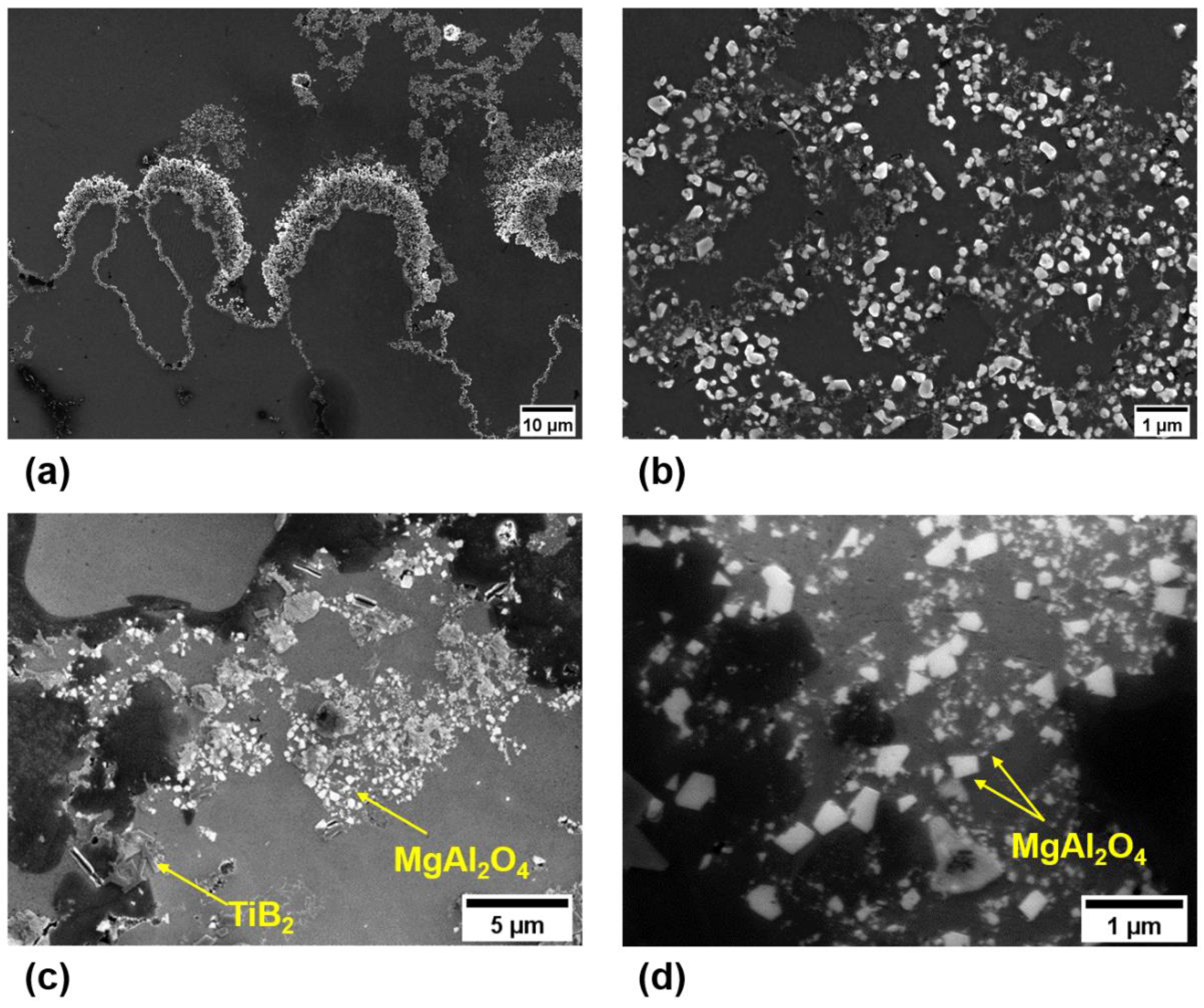
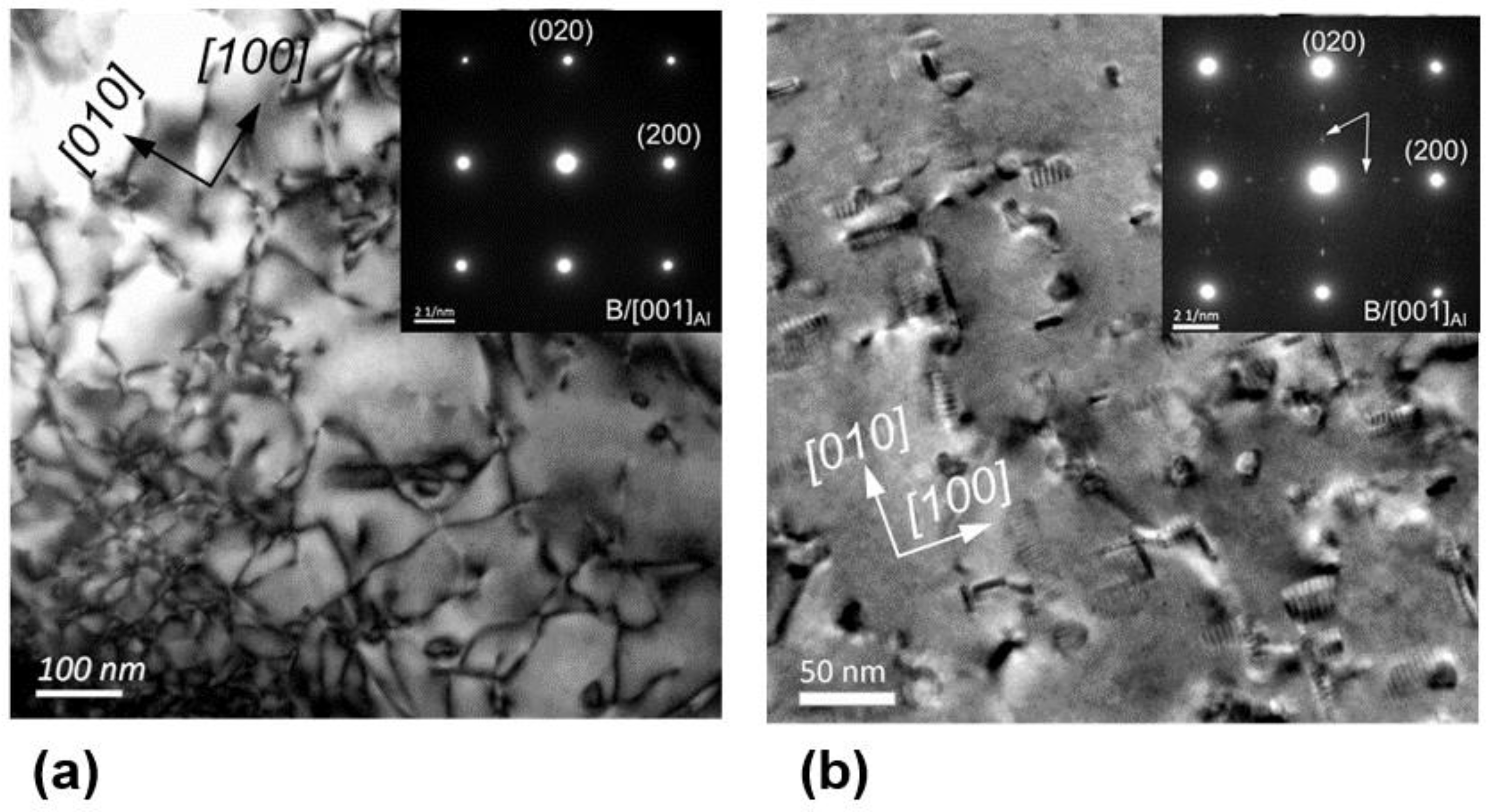
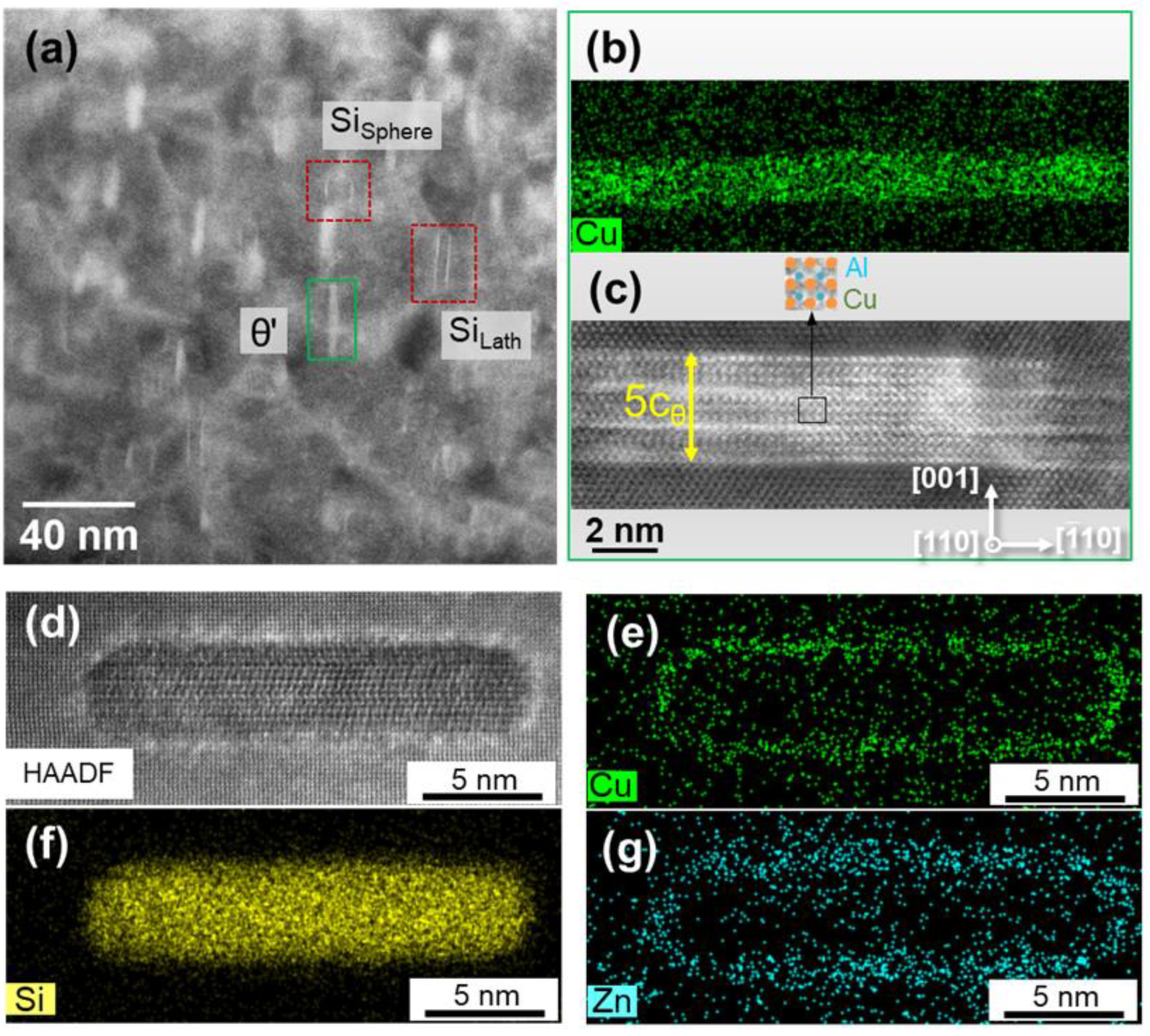
4.3. Precipitation Strengthening of Al-Si-Cu-Mg Alloys Using MgAl2O4 Spinel Particles
5. Conclusions
- (1)
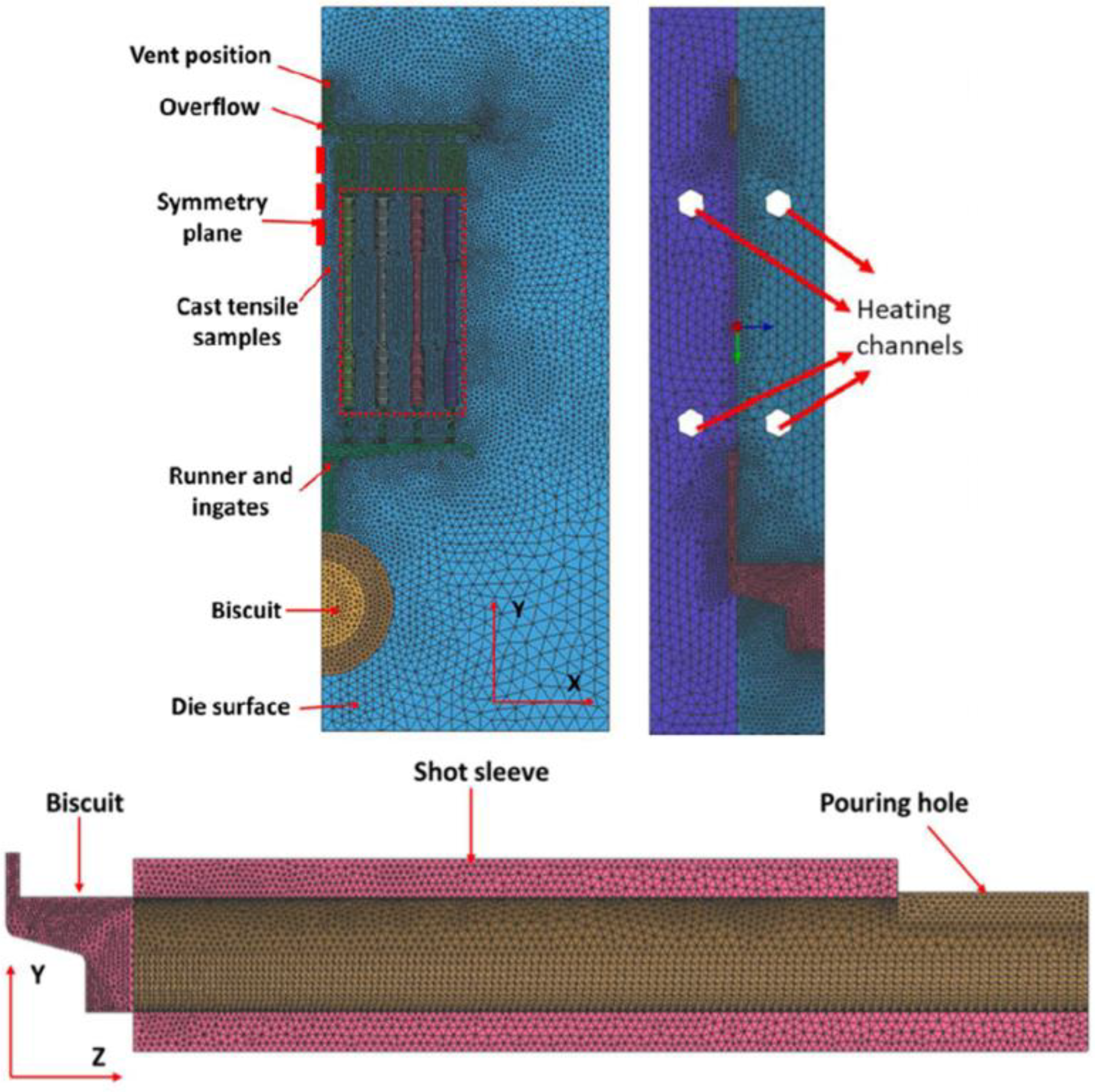
- Numerical modelling of the HPDC process was achieved using the finite element method (FEM) under the ProCAST (ESI Group) software platform. The model allowed complex phenomena—such as fluid flow, heat transfer and solidification—to be modelled in a detailed and timely manner. An overview of the modelling procedure is presented within, with references provided for further detail.
- (2)
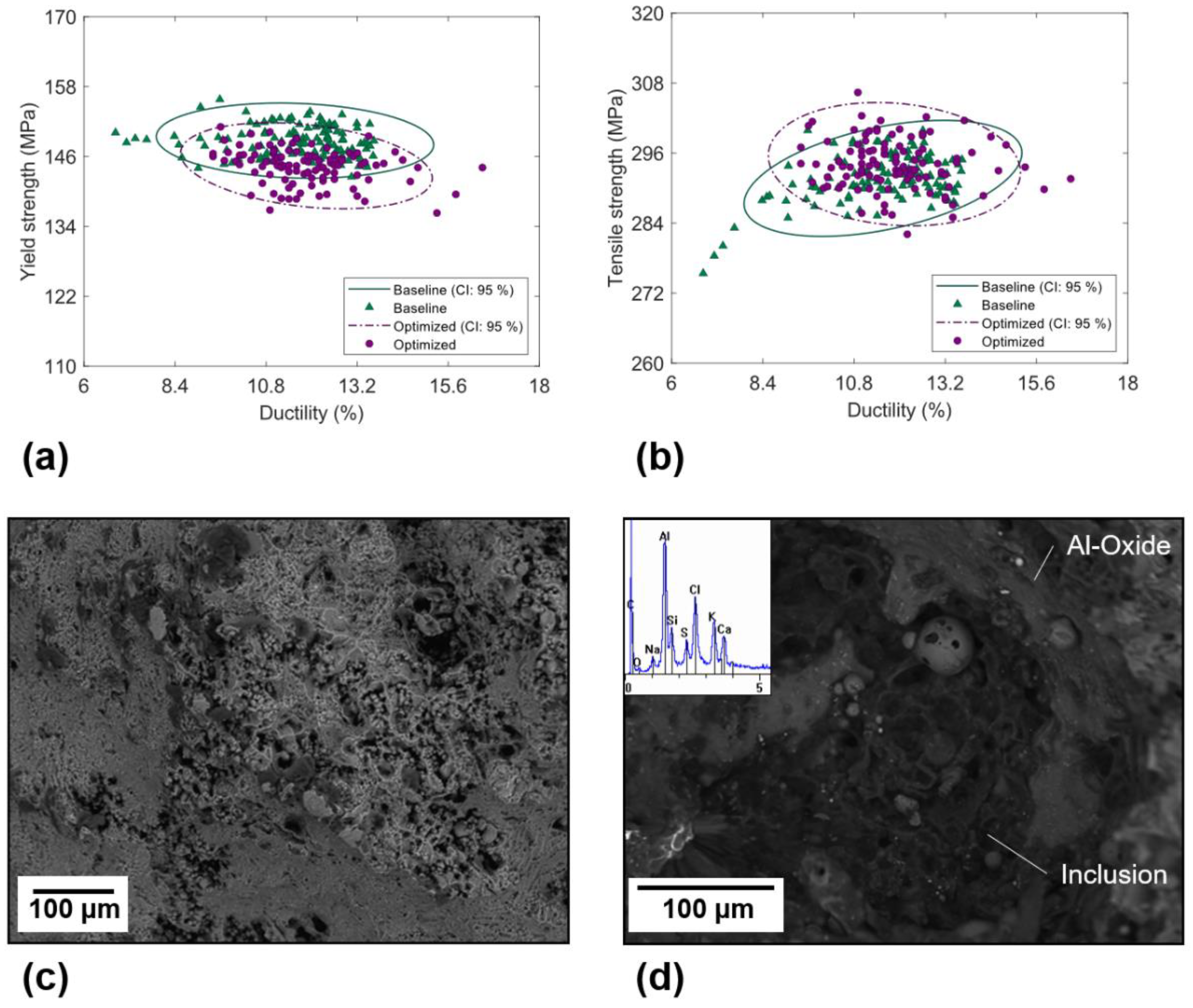
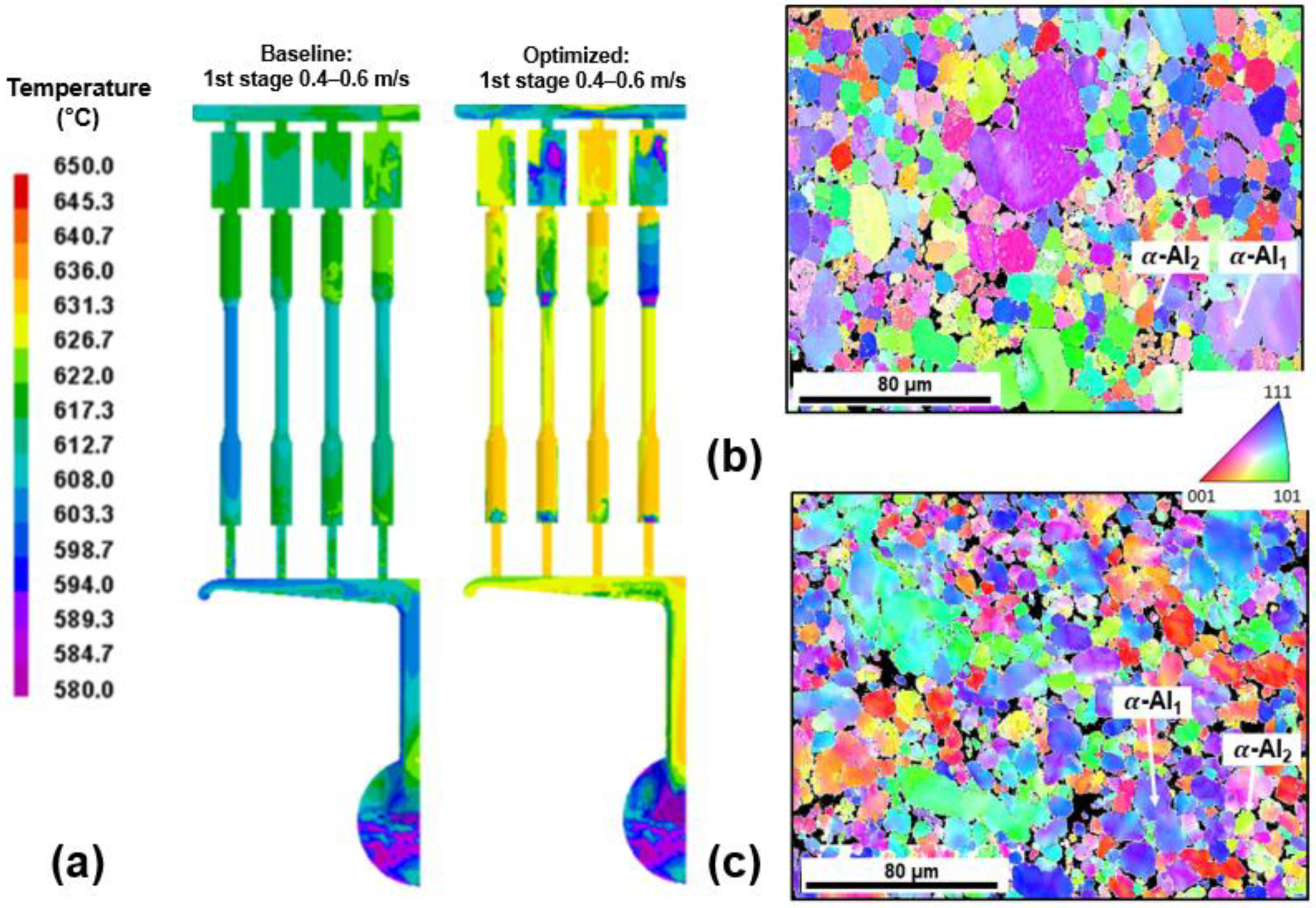
- Variability in the tensile ductility of die castings was related to the size of large pores and non-metallic inclusions. It was proposed that these non-metallic inclusions formed during the pyrolysis of commercial plunger lubricants, and that these large pores derived from dilatational strains introduced during semi-solid deformation. By reducing heat loss in the shot sleeve, an optimised plunger speed profile was found to produce a more uniform grain structure, a decrease in the maximum pore size, and reduced variability in tensile ductility.
- (3)
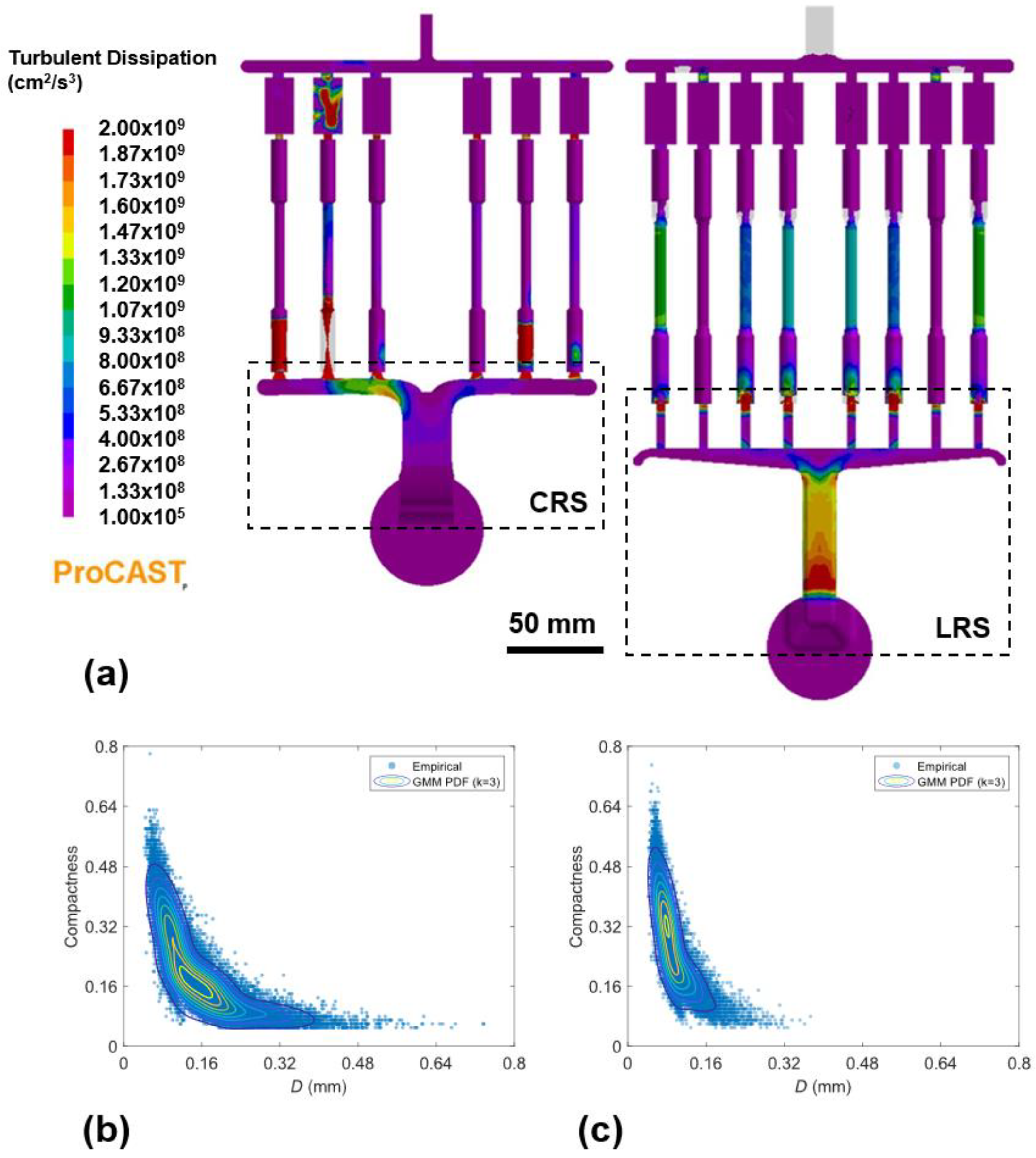
- Fluid flow was found to have a significant influence on microstructural evolution and defect formation in HPDC. In a turbulent flow, large non-metallic inclusions were found to break down into more, smaller particles with a compact morphology. Increasing the turbulent energy dissipation rate was shown to promote breakage, leading to an increase in tensile strength and tensile ductility. An increase in the dissipation rate of turbulent kinetic energy was also accompanied by a refinement of large primary -Al1 grains nucleated in the shot sleeve. Grain refinement was attributed to the fragmentation of incipient grains due to turbulent oscillations of the surrounding thermal and compositional fields.
- (4)
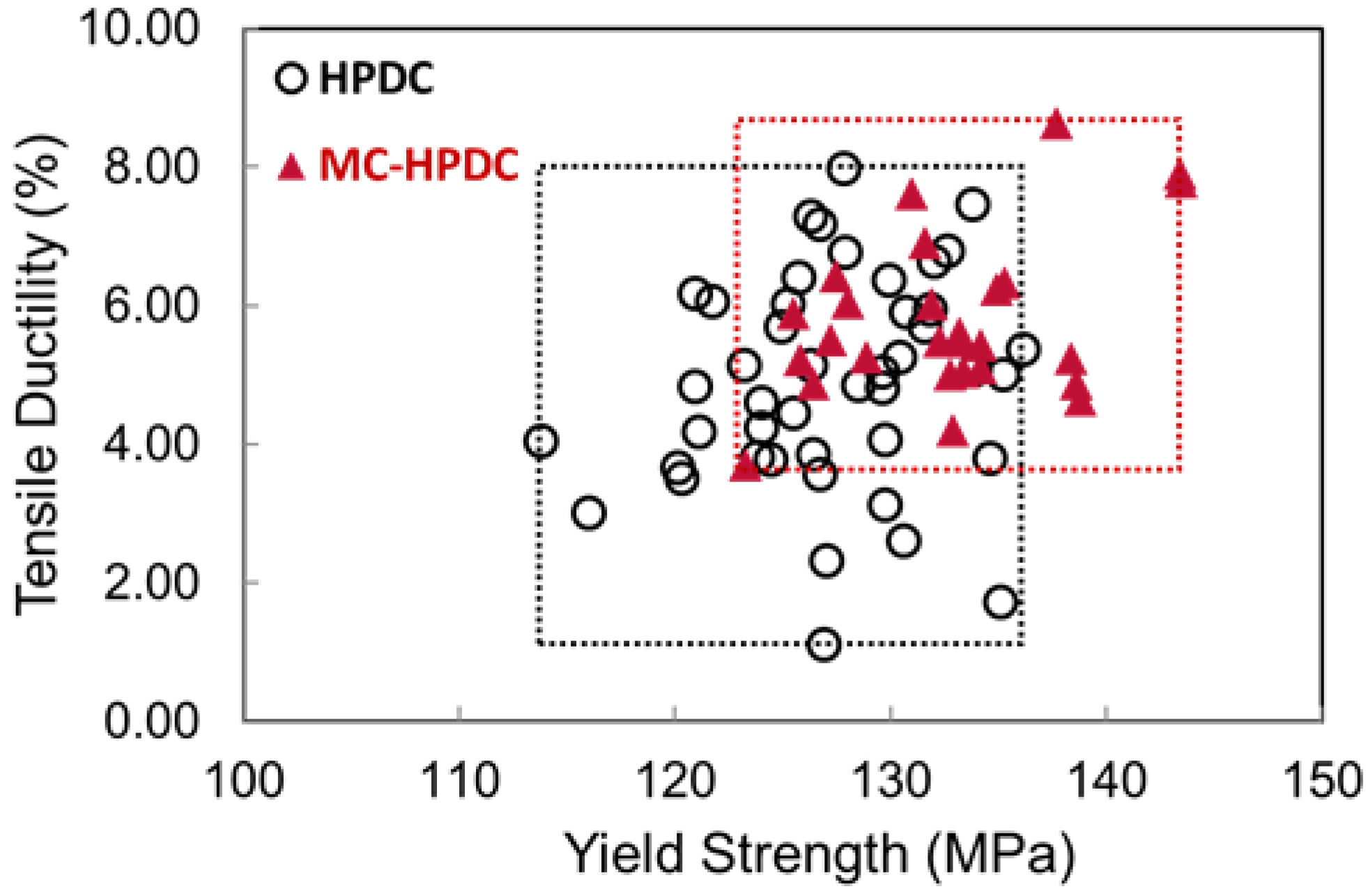
- Intensive melt shearing was found to induce significant grain refinement in die-cast Al and Mg alloys, which led to fewer casting defects and reduced scatter in tensile ductility. Grain refinement was ascribed to the effective dispersion of native oxide particles, and the use of these particles as heterogeneous nucleation substrates. The presence of native oxide particles led to an increased dislocation density in the as-cast material, which enhanced precipitation kinetics during subsequent aging treatment. The improvement in yield strength observed for the alloy containing oxide particles after direct aging was comparable to that observed for similar alloys after full solution heat treatment.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Niu, X.P.; Tong, K.K.; Hu, B.H.; Pinwill, I. Cavity pressure sensor study of the gate freezing behaviour in aluminium high pressure die casting. Int. J. Cast Met. Res. 1998, 11, 105–112. [Google Scholar] [CrossRef]
- Dong, X.; Zhu, X.; Ji, S. Effect of super vacuum assisted high pressure die casting on the repeatability of mechanical properties of Al-Si-Mg-Mn die-cast alloys. J. Mater. Process. Technol. 2019, 266, 105–113. [Google Scholar] [CrossRef]
- Ji, S.; Yang, H.; Watson, D.; Fan, Z. Weibull Analysis for the Repeatibility of Die Castings Made by an Al-Mg-Si-Mn Alloy. TMS Light Met. 2016, 681–685. [Google Scholar] [CrossRef]
- Zhang, Y.; Patel, J.B.; Lazaro-Nebreda, J.; Fan, Z. Improved Defect Control and Mechanical Property Variation in High-Pressure Die Casting of A380 Alloy by High Shear Melt Conditioning. JOM 2018, 70, 2726–2730. [Google Scholar] [CrossRef]
- Lordan, E.; Lazaro-Nebreda, J.; Zhang, Y.; Dou, K.; Blake, P.; Fan, Z. On the relationship between internal porosity and the tensile ductility of aluminium alloy die-castings. Mater. Sci. Eng. A 2020, 778, 139107. [Google Scholar] [CrossRef]
- Weiler, J.; Wood, J. Modeling fracture properties in a die-cast AM60B magnesium alloy I—Analytical failure model. Mater. Sci. Eng. A 2009, 527, 25–31. [Google Scholar] [CrossRef]
- Weiler, J.; Wood, J.; Klassen, R.; Maire, E.; Berkmortel, R.; Wang, G. Relationship between internal porosity and fracture strength of die-cast magnesium AM60B alloy. Mater. Sci. Eng. A 2005, 395, 315–322. [Google Scholar] [CrossRef]
- Lordan, E.; Lazaro-Nebreda, J.; Zhang, Y.; Fan, Z. Effective Degassing for Reduced Variability in High-Pressure Die Casting Performance. JOM 2019, 71, 824–830. [Google Scholar] [CrossRef]
- Tian, C.; Law, J.; van der Touw, J.; Murray, M.; Yao, J.-Y.; Graham, D.; John, D.S. Effect of melt cleanliness on the formation of porosity defects in automotive aluminium high pressure die castings. J. Mater. Process. Technol. 2002, 122, 82–93. [Google Scholar] [CrossRef]
- Ferraro, S.; Timelli, G. Influence of Sludge Particles on the Tensile Properties of Die-Cast Secondary Aluminum Alloys. Met. Mater. Trans. A 2015, 46, 1022–1034. [Google Scholar] [CrossRef]
- Timelli, G.; Fabrizi, A. The Effects of Microstructure Heterogeneities and Casting Defects on the Mechanical Properties of High-Pressure Die-Cast AlSi9Cu3(Fe) Alloys. Met. Mater. Trans. A 2014, 45, 5486–5498. [Google Scholar] [CrossRef]
- Ji, S.; Yang, W.; Gao, F.; Watson, D.; Fan, Z. Effect of iron on the microstructure and mechanical property of Al–Mg–Si–Mn and Al–Mg–Si diecast alloys. Mater. Sci. Eng. A 2013, 564, 130–139. [Google Scholar] [CrossRef]
- Li, X.; Xiong, S.; Guo, Z. On the porosity induced by externally solidified crystals in high-pressure die-cast of AM60B alloy and its effect on crack initiation and propagation. Mater. Sci. Eng. A 2015, 633, 35–41. [Google Scholar] [CrossRef]
- Gjestland, H.; Sannes, S.; Svalestuen, J.; Westengen, H. Optimizing the Magnesium Die Casting Process to Achieve Reliability in Automotive Applications. SAE Int. J. Transp. Saf. 2005, 114, 67–73. [Google Scholar]
- Li, X.; Xiong, S.; Guo, Z. Improved mechanical properties in vacuum-assist high-pressure die casting of AZ91D alloy. J. Mater. Process. Technol. 2016, 231, 1–7. [Google Scholar] [CrossRef]
- Li, X.; Yu, W.; Wang, J.; Xiong, S. Influence of melt flow in the gating system on microstructure and mechanical properties of high pressure die casting AZ91D magnesium alloy. Mater. Sci. Eng. A 2018, 736, 219–227. [Google Scholar] [CrossRef]
- Gunasegaram, D.R.; Givord, M.; O’Donnell, R.G.; Finnin, B.R. Improvements engineered in UTS and elongation of aluminum alloy high pressure die castings through the alteration of runner geometry and plunger velocity. Mater. Sci. Eng. A 2013, 559, 276–286. [Google Scholar] [CrossRef]
- Saeedipour, M.; Schneiderbauer, S.; Pirker, S.; Bozorgi, S. A Numerical and Experimental Study of Flow Behavior in High Pressure Die Casting. Magnes. Tech. 2014, 185–190. [Google Scholar] [CrossRef]
- Dou, K.; Lordan, E.; Zhang, Y.J.; Jacot, A.; Fan, Z.Y. Numerical simulation of fluid flow, solidification and defects in high pressure die casting (HPDC) process. IOP Conf. Ser. Mater. Sci. Eng. 2019, 529, 012058. [Google Scholar] [CrossRef]
- Vinarcik, E.J. Vinarcik. High-Integrity Die Casting Processes; John Wiley & Sons: Hoboken, NJ, USA, 2003. [Google Scholar]
- Dou, K.; Lordan, E.; Zhang, Y.; Jacot, A.; Fan, Z. A novel approach to optimize mechanical properties for aluminium alloy in High pressure die casting (HPDC) process combining experiment and modelling. J. Mater. Process. Technol. 2021, 296, 117193. [Google Scholar] [CrossRef]
- Dou, K.; Lordan, E.; Zhang, Y.; Jacot, A.; Fan, Z. A complete computer aided engineering (CAE) modelling and optimization of high pressure die casting (HPDC) process. J. Manuf. Process. 2020, 60, 435–446. [Google Scholar] [CrossRef]
- Vakhrushev, A.; Ludwig, A.; Wu, M.; Tnag, Y.; Nitzl, G.; Hackl, G. Modeling of Turbulent Melt Flow and Solidification Processes in Steel Continuous Caster with the Open Source Software Package OpenFOAM. In 2010 OSC Annual Report—Ontario Securities Commission; The Ontario Securities Commission (OSC): Munich, Germany, 2010; pp. 4–5. [Google Scholar]
- Elghobashi, S.E.; Abou-Arab, T.W. A two-equation turbulence model for two-phase flows. Phys. Fluids 1983, 26, 931. [Google Scholar] [CrossRef]
- Pequet, C.; Rappaz, M.; Gremaud, M. Modeling of microporosity, macroporosity, and pipe-shrinkage formation during the solidification of alloys using a mushy-zone refinement method: Applications to aluminum alloys. Met. Mater. Trans. A 2002, 33, 2095–2106. [Google Scholar] [CrossRef]
- Lordan, E.; Zhang, Y.; Dou, K.; Jacot, A.; Tzileroglou, C.; Blake, P.; Fan, Z. On the probabilistic nature of high-pressure die casting. Mater. Sci. Eng. A 2021, 817, 141391. [Google Scholar] [CrossRef]
- Su, T.; O’Sullivan, C.; Nagira, T.; Yasuda, H.; Gourlay, C. Semi-solid deformation of Al-Cu alloys: A quantitative comparison between real-time imaging and coupled LBM-DEM simulations. Acta Mater. 2019, 163, 208–225. [Google Scholar] [CrossRef]
- Gourlay, C.M.; Laukli, H.I.; Dahle, A.K. Defect Band Characteristics in Mg-Al and Al-Si High-Pressure Die Castings. Met. Mater. Trans. A 2007, 38, 1833–1844. [Google Scholar] [CrossRef]
- Gourlay, C.M.; Dahle, A.K. Dilatant shear bands in solidifying metals. Nature 2007, 445, 70–73. [Google Scholar] [CrossRef]
- Kareh, K.M.; Lee, P.D.; Atwood, R.C.; Connolley, T.; Gourlay, C.M. Pore behaviour during semi-solid alloy compression: Insights into defect creation under pressure. Scr. Mater. 2014, 89, 73–76. [Google Scholar] [CrossRef]
- Kareh, K.M.; Lee, P.D.; Atwood, R.C.; Connolley, T.; Gourlay, C.M. Revealing the micromechanisms behind semi-solid metal deformation with time-resolved X-ray tomography. Nat. Commun. 2014, 5, 4464. [Google Scholar] [CrossRef]
- Lordan, E.; Dou, K.; Zhang, Y.; Tzileroglou, C.; Jacot, A.; Blake, P.; Fan, Z. Turbulent breakup of non-metallic inclusions and equiaxed crystals during solidification of a hypoeutectic Al-Si alloy. Materialia 2021, 17, 101114. [Google Scholar] [CrossRef]
- Otarawanna, S.; Gourlay, C.M.; Laukli, H.I.; Dahle, A.K. Microstructure Formation in AlSi4MgMn and AlMg5Si2Mn High-Pressure Die Castings. Met. Mater. Trans. A 2009, 40, 1645–1659. [Google Scholar] [CrossRef]
- Shu, D.; Sun, B.; Mi, J.; Grant, P. A High-Speed Imaging and Modeling Study of Dendrite Fragmentation Caused by Ultrasonic Cavitation. Met. Mater. Trans. A 2012, 43, 3755–3766. [Google Scholar] [CrossRef]
- Ruvalcaba, D.; Mathiesen, R.; Eskin, D.; Arnberg, L.; Katgerman, L. In situ observations of dendritic fragmentation due to local solute-enrichment during directional solidification of an aluminum alloy. Acta Mater. 2007, 55, 4287–4292. [Google Scholar] [CrossRef]
- Mathiesen, R.H.; Arnberg, L.; Bleuet, P.; Somogyi, A. Crystal fragmentation and columnar-to-equiaxed transitions in Al-Cu studied by synchrotron X-ray video microscopy. Met. Mater. Trans. A 2006, 37, 2515–2524. [Google Scholar] [CrossRef]
- Vogel, A. Turbulent flow and solidification: Stir-cast microstructure. Met. Sci. 1978, 12, 576–578. [Google Scholar] [CrossRef]
- Doherty, R.D.; Lee, H.-I.; Feest, E.A. Microstructure of stir-cast metals. Mater. Sci. Eng. 1984, 65, 181–189. [Google Scholar] [CrossRef]
- Liotti, E.; Lui, A.; Vincent, R.; Kumar, S.; Guo, Z.; Connolley, T.; Dolbnya, I.P.; Hart, M.; Arnberg, L.; Mathiesen, R.H.; et al. A synchrotron X-ray radiography study of dendrite fragmentation induced by a pulsed electromagnetic field in an Al–15Cu alloy. Acta Mater. 2014, 70, 228–239. [Google Scholar] [CrossRef]
- Li, H.-T.; Wang, Y.; Fan, Z. Mechanisms of enhanced heterogeneous nucleation during solidification in binary Al–Mg alloys. Acta Mater. 2012, 60, 1528–1537. [Google Scholar] [CrossRef]
- Li, H.T.; Xia, M.; Jarry, P.; Scamans, G.; Fan, Z. Grain refinement in a AlZnMgCuTi alloy by intensive melt shearing: A multi-step nucleation mechanism. J. Cryst. Growth 2011, 314, 285–292. [Google Scholar] [CrossRef]
- Fan, Z.; Wang, Y.; Xia, M.; Arumuganathar, S. Enhanced heterogeneous nucleation in AZ91D alloy by intensive melt shearing. Acta Mater. 2009, 57, 4891–4901. [Google Scholar] [CrossRef]
- Özcan-Taşkın, N.G.; Padron, G.; Kubicki, D. Comparative performance of in-line rotor-stators for deagglomeration processes. Chem. Eng. Sci. 2016, 156, 186–196. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.; Patel, J.; Wang, Y.; Fan, Z. Variation improvement of mechanical properties of Mg-9Al-1Zn alloy with melt conditioned high pressure die casting. Mater. Charact. 2018, 144, 498–504. [Google Scholar] [CrossRef]
- Wang, S.; Wang, Y.; Ramasse, Q.; Fan, Z. The Nature of Native MgO in Mg and Its Alloys. Met. Mater. Trans. A 2020, 51, 2957–2974. [Google Scholar] [CrossRef]
- Wang, Y.; Li, H.-T.; Fan, Z. Grain Refinement of Al- and Mg- alloys by Native Oxide Particles. In Proceedings of the 6th Decennial International Conference on Solidification Processing (SP17), Old Windsor, UK, 25–27 July 2017; pp. 81–86. [Google Scholar]
- Wang, Y.; Fan, Z.; Zhou, X.; Thompson, G.E. Characterisation of magnesium oxide and its interface with α-Mg in Mg–Al-based alloys. Philos. Mag. Lett. 2011, 91, 516–529. [Google Scholar] [CrossRef]
- Fang, C.M.; Fan, Z. Prenucleation at the Interface Between MgO and Liquid Magnesium: An Ab Initio Molecular Dynamics Study. Met. Mater. Trans. A 2020, 51, 788–797. [Google Scholar] [CrossRef]
- Fan, Z.; Gao, F.; Jiang, B.; Que, Z. Impeding Nucleation for More Significant Grain Refinement. Sci. Rep. 2020, 10, 9448. [Google Scholar] [CrossRef]
- Greer, A.L.; Bunn, A.M.; Tronche, A.; Evans, P.V.; Bristow, D.J. Modelling of inoculation of metallic melts: Application to grain refinement of aluminium by Al–Ti–B. Acta Mater. 2000, 48, 2823–2835. [Google Scholar] [CrossRef]
- Fang, C.M.; Fan, Z. Atomic Ordering at the Liquid-Al/MgAl2O4 Interfaces from Ab Initio Molecular Dynamics Simulations. Met. Mater. Trans. A 2020, 51, 6318–6326. [Google Scholar] [CrossRef]
- dos Santos, S.L.; Antunes, R.A.; Santos, S.F. Influence of injection temperature and pressure on the microstructure, mechanical and corrosion properties of a AlSiCu alloy processed by HPDC. Mater. Des. 2015, 88, 1071–1081. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, S.; Lordan, E.; Wang, Y.; Fan, Z. Improve mechanical properties of high pressure die cast Al9Si3Cu alloy via dislocation enhanced precipitation. J. Alloy. Compd. 2019, 785, 1015–1022. [Google Scholar] [CrossRef]
- Yang, H.; Ji, S.; Yang, W.; Wang, Y.; Fan, Z. Effect of Mg level on the microstructure and mechanical properties of die-cast Al–Si–Cu alloys. Mater. Sci. Eng. A 2015, 642, 340–350. [Google Scholar] [CrossRef]
- Legros, M.; Dehm, G.; Arzt, E.; Balk, T.J. Observation of Giant Diffusivity Along Dislocation Cores. Science 2008, 319, 1646–1649. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Wang, S.; Lordan, E.; Dou, K.; Zhou, X.; Hashimoto, T. Understanding of surface segregation of Cu and Zn on nano Si precipitates to the mechanical property improvement of high pressure die casting Al9Si3CuFe alloy. J. Alloy. Compd. 2021, 895, 162219. [Google Scholar] [CrossRef]
- Li, X.; Ji, G.; Chen, Z.; Addad, A.; Wu, Y.; Wang, H.; Vleugels, J.; Van Humbeeck, J.; Kruth, J. Selective laser melting of nano-TiB2 decorated AlSi10Mg alloy with high fracture strength and ductility. Acta Mater. 2017, 129, 183–193. [Google Scholar] [CrossRef]
- Lasagni, F.; Mingler, B.; Dumont, M.; Degischer, H.P. Precipitation kinetics of Si in aluminium alloys. Mater. Sci. Eng. A 2008, 480, 383–391. [Google Scholar] [CrossRef]
- Mørtsell, E.A.; Qian, F.; Marioara, C.D.; Li, Y. Precipitation in an A356 foundry alloy with Cu additions—A transmission electron microscopy study. J. Alloy. Compd. 2019, 785, 1106–1114. [Google Scholar] [CrossRef]
- Liu, M.; Zheng, R.; Xiao, W.; Yu, X.; Peng, Q.; Ma, C. Concurrent enhancement of strength and ductility for Al-Si binary alloy by refining Si phase to nanoscale. Mater. Sci. Eng. A 2019, 751, 303–310. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
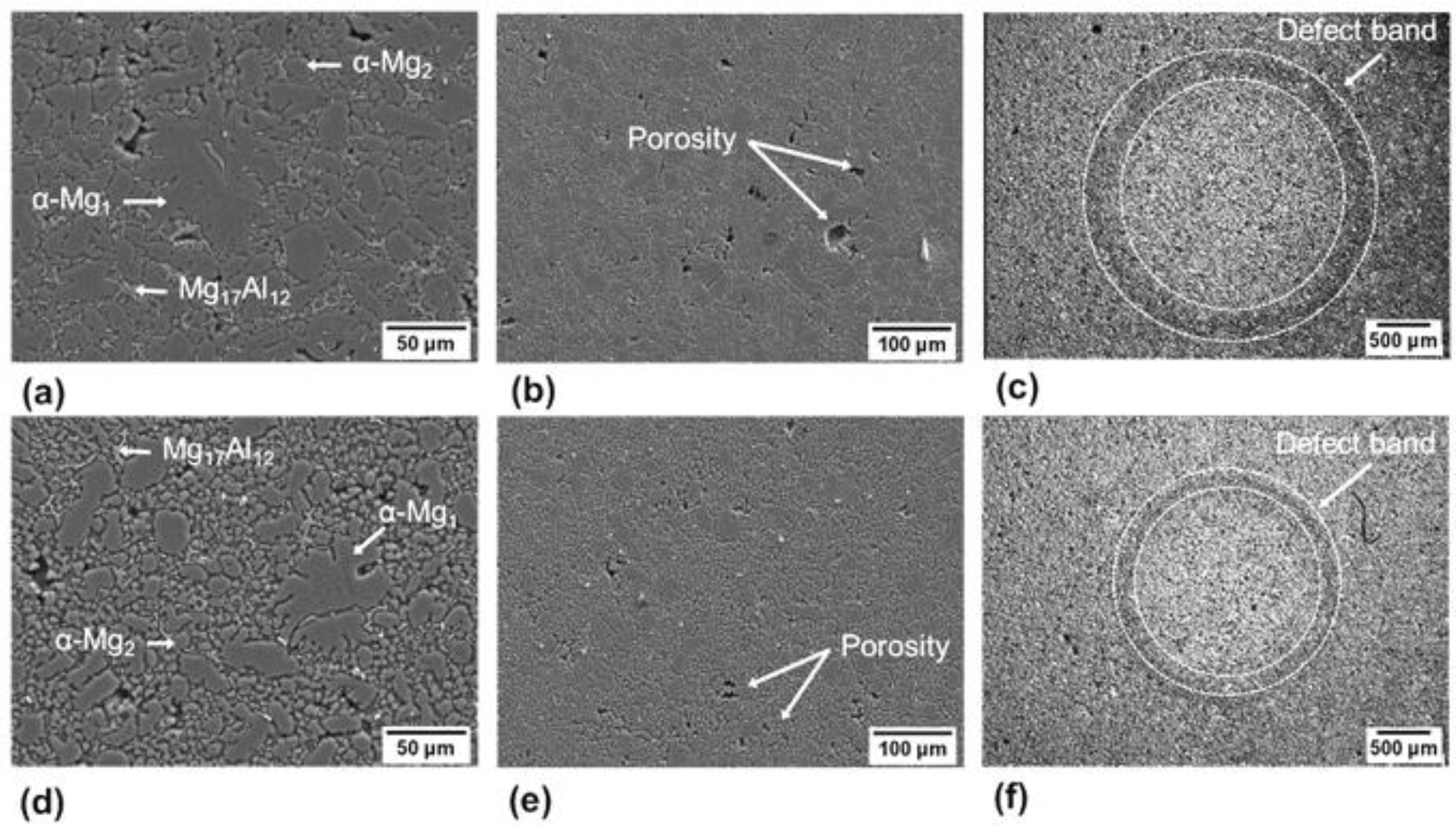
| Phase | HPDC (µm) | MC-HPDC (µm) |
|---|---|---|
| α-Mg1 | 45–350 | 30–150 |
| α-Mg2 | 15–25 | 5–10 |
| Mg17Al12 | 20 | 10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lordan, E.; Zhang, Y.; Dou, K.; Jacot, A.; Tzileroglou, C.; Wang, S.; Wang, Y.; Patel, J.; Lazaro-Nebreda, J.; Zhou, X.; et al. High-Pressure Die Casting: A Review of Progress from the EPSRC Future LiME Hub. Metals 2022, 12, 1575. https://doi.org/10.3390/met12101575
Lordan E, Zhang Y, Dou K, Jacot A, Tzileroglou C, Wang S, Wang Y, Patel J, Lazaro-Nebreda J, Zhou X, et al. High-Pressure Die Casting: A Review of Progress from the EPSRC Future LiME Hub. Metals. 2022; 12(10):1575. https://doi.org/10.3390/met12101575
Chicago/Turabian StyleLordan, Ewan, Yijie Zhang, Kun Dou, Alain Jacot, Chrysoula Tzileroglou, Shihao Wang, Yun Wang, Jayesh Patel, Jaime Lazaro-Nebreda, Xiaorong Zhou, and et al. 2022. "High-Pressure Die Casting: A Review of Progress from the EPSRC Future LiME Hub" Metals 12, no. 10: 1575. https://doi.org/10.3390/met12101575
APA StyleLordan, E., Zhang, Y., Dou, K., Jacot, A., Tzileroglou, C., Wang, S., Wang, Y., Patel, J., Lazaro-Nebreda, J., Zhou, X., Hashimoto, T., & Fan, Z. (2022). High-Pressure Die Casting: A Review of Progress from the EPSRC Future LiME Hub. Metals, 12(10), 1575. https://doi.org/10.3390/met12101575