
Microstructure, Mechanical and Superelastic Properties of Ti-Zr-Nb Alloy for Biomedical Application Subjected to Equal Channel Angular Pressing and Annealing

 ,
,  ,
,  ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material and Processing
2.2. Experimental Procedure
3. Results and Discussion
3.1. Effect of ECAP and PDA on the Microstructure and Phase States
3.2. Effect of ECAP and PDA on the Mechanical and Functional Properties
4. General Discussion
5. Conclusions
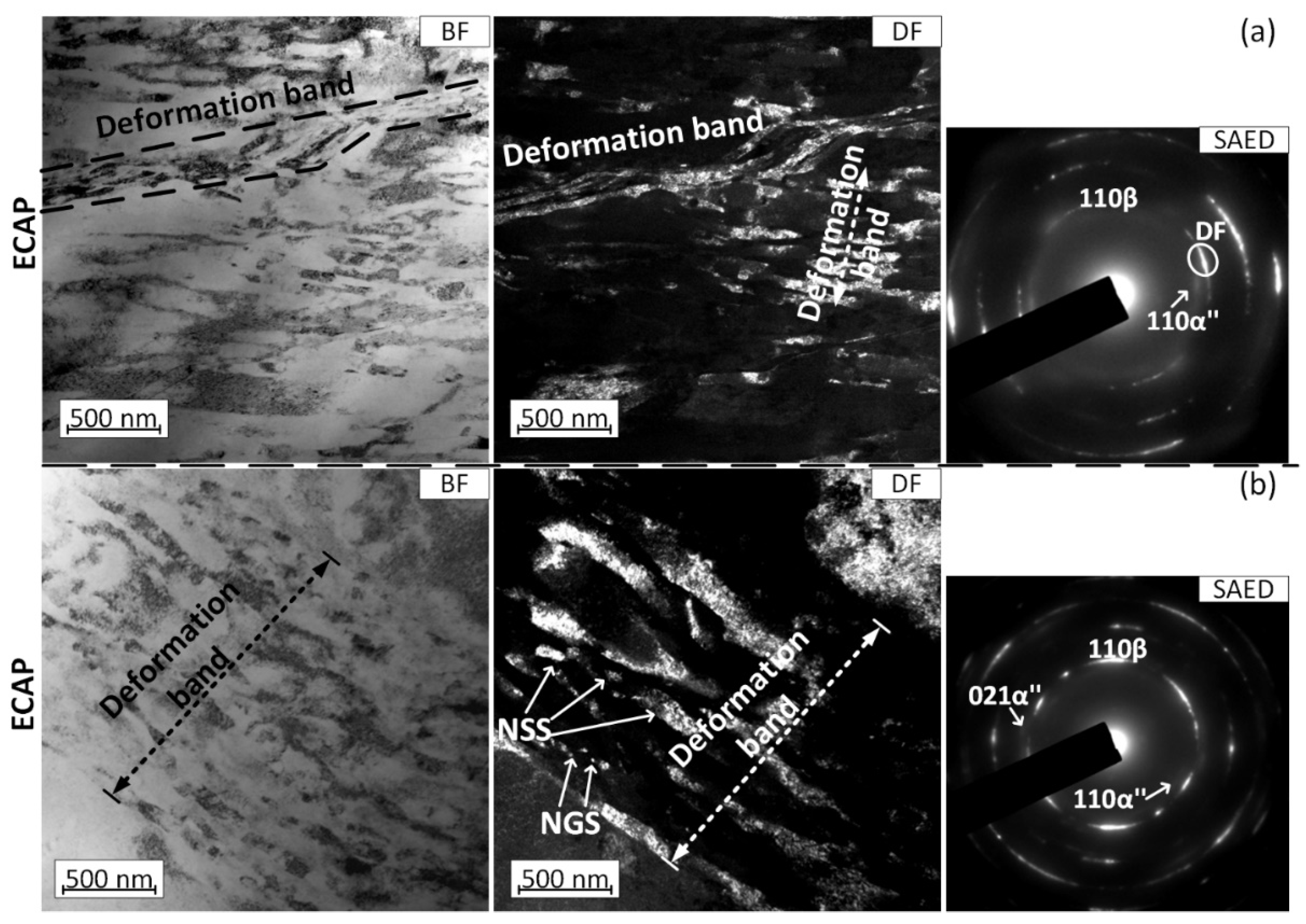
- ECAP leads to the formation of an inhomogeneous β-phase microstructure with a large number of differently oriented deformation bands inside deformed grains. Some amounts of stress-induced α″-martensite are present as well. Inside the deformation bands, nanograined structure and nano-subgrained substructure areas are observed. The interiors of grains outside the deformation bands are characterized by a high dislocation density.
- As a result of a short-term (5 min) PDA at 550–600 °C, the polygonization of a main volume of the material and the recrystallization inside the deformation bands are observed. Increasing the PDA duration at 550 °C to 10 min and higher promotes the formation of α-phase which indicates that ECAP leads to an increase in the temperature and/or to changes in the kinetic of β→α transformation, as compared to the alloy subjected to moderate or severe plastic deformation by cold rolling. After PDA at 600 °C (30 min), the recrystallization spreads almost across an entire volume of the material, thus forming a uniform grain structure with an average grain size of 5–10 μm.
- After ECAP, the alloy strength increases significantly, as compared to the undeformed recrystallized state, from UTS = 580 to 760 MPa. After PDA at 400 °C (30 min), the alloy is in its most hardened state (UTS ≈ 980 MPa), but becomes brittle (δ < 3%) due to the formation of low amounts of secondary α-, α″-, and ω-phases. A further increase in the PDA temperature leads to a decrease in strength and an increase in ductility. After PDA at 600 °C (30 min), a sharp increase in ductility and a full recovery to the pre-ECAP mechanical properties (UTS ≈ 550 MPa, δ > 20%) were observed. A short-term (5 min) PDA at 550–600 °C contributes to maintaining a relatively high strength (UTS ≥ 600 MPa), with a satisfactory ductility (δ ≥ 10%).
- The alloy in its most hardened states (ECAP and ECAP + PDA 400 °C) almost does not exhibit superelasticity. During cycling after ECAP + PDA at 600–650 °C (30 min) and 550 °C (1–5 min), the alloy exhibits a rapid increase in superelastic recovery strains and a slow accumulation of residual strains. After these PDA routes, the superelastic recovery strains reach their maximums at the 7th–9th cycles (εrsemax ≥ 2.8%). The alloy exhibits the highest maximum superelastic recovery strain of εrsemax ≈ 3.4% after a short-term (5 min) annealing at 600 °C.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TMT | σtr, MPa | σdis, MPa | Δσ, MPa | UTS, MPa | δ, % | εrsemax, % | HV |
|---|---|---|---|---|---|---|---|
| quenching | 345 ± 13 | 510 ± 15 | 195 ± 14 | 547 ± 11 | 15.0 ± 2.0 | 2.3 ± 0.3 | 177 ± 4 |
| ECAP n = 3 | * 525 ± 13 | - | 757 ± 9 | 5.1 ± 0.2 | 0.2 ± 0.1 | 283 ± 4 | |
| 400 °C, 30 min | * 705 ± 4 | - | 967 ± 8 | 3.2 ± 0.5 | 0.1 ± 0.1 | 325 ± 12 | |
| 500 °C, 5 min | * 464 ± 14 | - | 733 ± 13 | 8.1 ± 0.4 | 1.4 ± 0.2 | 234 ± 12 | |
| 500 °C, 30 min | * 446 ± 9 | - | 636 ± 2 | 8.1 ± 0.1 | 0.3 ± 0.1 | 250 ± 10 | |
| 525 °C, 5 min | * 412 ± 8 | - | 688 ± 3 | 9.4 ± 0.3 | 1.3 ± 0.2 | 244 ± 14 | |
| 550 °C,1 min_ | * 394 ± 8 | - | 695 ± 31 | 9.0 ± 0.9 | 2.4 ± 0.2 | 230 ± 8 | |
| 550 °C, 2.5 min | 365 ± 13 | 569 ± 12 | 205 ± 5 | 585 ± 11 | 8.7 ± 1.0 | 2.8 ± 0.3 | 222 ± 13 |
| 550 °C, 5 min | 330 ± 33 | 568 ± 25 | 238 ± 30 | 599 ± 20 | 9.8 ± 0.5 | 2.8 ± 0.4 | 228 ± 16 |
| 550 °C, 10 min | 331 ± 31 | 554 ± 25 | 223 ± 30 | 573 ± 37 | 9.4 ± 0.9 | 2.4 ± 0.1 | 255 ± 8 |
| 550 °C, 30 min | 362 ± 8 | 532 ± 7 | 157 ± 4 | 563 ± 12 | 10.0 ± 0.1 | 1.3 ± 0.4 | 275 ± 11 |
| 550 °C, 60 min | * 359 ± 13 | - | 618 ± 24 | 9.8 ± 0.6 | 1.5 ± 0.4 | 263 ± 8 | |
| 600 °C, 5 min | 370 ± 34 | 593 ± 19 | 223 ± 18 | 614 ± 19 | 14.0 ± 1.0 | 3.4 ± 0.2 | 183 ± 3 |
| 600 °C, 30 min | 388 ± 40 | 521 ± 34 | 133 ± 20 | 555 ± 24 | 23.6 ± 5.2 | 3.1 ± 0.3 | 182 ± 8 |
| 650 °C, 30 min | 350 ± 9 | 473 ± 7 | 133 ± 3 | 507 ± 8 | 15.1 ± 2.1 | 2.9 ± 0.4 | 184 ± 7 |
References
- Niinomi, M. Metals for Biomedical Devices; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Geetha, M.; Singh, A.K.; Asokamani, R.; Gogia, A.K. Ti Based Biomaterials, the Ultimate Choice for Orthopaedic Implants—A Review. Prog. Mater. Sci. 2009, 54, 397–425. [Google Scholar] [CrossRef]
- Chen, Q.; Thouas, G.A. Metallic Implant Biomaterials. Mater. Sci. Eng. R Rep. 2015, 87, 1–57. [Google Scholar] [CrossRef]
- Weng, W.; Biesiekierski, A.; Li, Y.; Wen, C. Effects of Selected Metallic and Interstitial Elements on the Microstructure and Mechanical Properties of Beta Titanium Alloys for Orthopedic Applications. Materialia 2019, 6, 100323. [Google Scholar] [CrossRef]
- Biesiekierski, A.; Wang, J.; Abdel-Hady Gepreel, M.; Wen, C. A New Look at Biomedical Ti-Based Shape Memory Alloys. Acta Biomater. 2012, 8, 1661–1669. [Google Scholar] [CrossRef] [PubMed]
- Miyazaki, S.; Kim, H.Y.; Hosoda, H. Development and Characterization of Ni-Free Ti-Base Shape Memory and Superelastic Alloys. Mater. Sci. Eng. A 2006, 438–440, 18–24. [Google Scholar] [CrossRef]
- Kim, H.Y.; Miyazaki, S. Ni-Free Ti-Based Shape Memory Alloys; Elsevier: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Sheremetyev, V.; Petrzhik, M.; Zhukova, Y.; Kazakbiev, A.; Arkhipova, A.; Moisenovich, M.; Prokoshkin, S.; Brailovski, V. Structural, Physical, Chemical, and Biological Surface Characterization of Thermomechanically Treated Ti-Nb-Based Alloys for Bone Implants. J. Biomed. Mater. Res.—Part B Appl. Biomater. 2020, 108, 647–662. [Google Scholar] [CrossRef] [PubMed]
- Ijaz, M.F.; Kim, H.Y.; Hosoda, H.; Miyazaki, S. Superelastic Properties of Biomedical (Ti-Zr)-Mo-Sn Alloys. Mater. Sci. Eng. C 2015, 48, 11–20. [Google Scholar] [CrossRef]
- Gao, J.J.; Thibon, I.; Castany, P.; Gloriant, T. Effect of Grain Size on the Recovery Strain in a New Ti–20Zr–12Nb–2Sn Superelastic Alloy. Mater. Sci. Eng. A 2020, 793, 139878. [Google Scholar] [CrossRef]
- Konopatsky, A.; Sheremetyev, V.; Dubinskiy, S.; Zhukova, Y.; Firestein, K.; Golberg, D.; Filonov, M.; Prokoshkin, S.; Brailovski, V. Structure and Superelasticity of Novel Zr-Rich Ti-Zr–Nb Shape Memory Alloys. Shape Mem. Superelasticity 2021, 7, 304–313. [Google Scholar] [CrossRef]
- Li, Q.; Onuki, Y.; Sun, Q. Tailoring Thermal Expansion of Shape Memory Alloys through Designed Reorientation Deformation. Acta Mater. 2021, 218, 117201. [Google Scholar] [CrossRef]
- Xiong, C.; Li, Y.; Zhang, J.; Wang, Y.; Qu, W.; Ji, Y.; Cui, L.; Ren, X. Superelasticity over a Wide Temperature Range in Metastable β-Ti Shape Memory Alloys. J. Alloys Compd. 2021, 853, 157090. [Google Scholar] [CrossRef]
- Elmay, W.; Prima, F.; Gloriant, T.; Bolle, B.; Zhong, Y.; Patoor, E.; Laheurte, P. Effects of Thermomechanical Process on the Microstructure and Mechanical Properties of a Fully Martensitic Titanium-Based Biomedical Alloy. J. Mech. Behav. Biomed. Mater. 2013, 18, 47–56. [Google Scholar] [CrossRef] [PubMed]
- Prokoshkin, S.; Brailovski, V.; Dubinskiy, S.; Zhukova, Y.; Sheremetyev, V.; Konopatsky, A.; Inaekyan, K. Manufacturing, Structure Control, and Functional Testing of Ti–Nb-Based SMA for Medical Application. Shape Mem. Superelasticity 2016, 2, 130–144. [Google Scholar] [CrossRef] [Green Version]
- Zhang, D.C.; Tan, C.G.; Tang, D.M.; Zhang, Y.; Lin, J.G.; Wen, C.E. Effect of Thermomechanical Treatment on the Superelasticity of Ti-7.5Nb-4Mo-2Sn Biomedical Alloy. Mater. Sci. Eng. C 2014, 44, 76–86. [Google Scholar] [CrossRef] [PubMed]
- Sheremetyev, V.; Dubinskiy, S.; Kudryashova, A.; Prokoshkin, S.; Brailovski, V. In Situ XRD Study of Stress- and Cooling-Induced Martensitic Transformations in Ultrafine- and Nano-Grained Superelastic Ti-18Zr-14Nb Alloy. J. Alloys Compd. 2022, 902, 163704. [Google Scholar] [CrossRef]
- Prokoshkin, S.; Brailovski, V.; Korotitskiy, A.; Inaekyan, K.; Dubinskiy, S.; Filonov, M.; Petrzhik, M. Formation of Nanostructures in Thermomechanically-Treated Ti-Ni and Ti-Nb-(Zr, Ta) SMAs and Their Roles in Martensite Crystal Lattice Changes and Mechanical Behavior. J. Alloys Compd. 2013, 577, S418–S422. [Google Scholar] [CrossRef]
- Dubinskiy, S.; Prokoshkin, S.; Sheremetyev, V.; Konopatsky, A.; Korotitskiy, A.; Tabachkova, N.; Blinova, E.; Glezer, A.; Brailovski, V. The Mechanisms of Stress-Induced Transformation in Ultimately Fine-Grained Titanium Nickelide, and Critical Grain Size for This Transformation. J. Alloys Compd. 2021, 858, 157733. [Google Scholar] [CrossRef]
- Stolyarov, V.V.; Theodore Zhu, Y.; Alexandrov, I.V.; Lowe, T.C.; Valiev, R.Z. Influence of ECAP Routes on the Microstructure and Properties of Pure Ti. Mater. Sci. Eng. A 2001, 299, 59–67. [Google Scholar] [CrossRef]
- Xu, W.; Wu, X.; Calin, M.; Stoica, M.; Eckert, J.; Xia, K. Formation of an Ultrafine-Grained Structure during Equal-Channel Angular Pressing of a β-Titanium Alloy with Low Phase Stability. Scr. Mater. 2009, 60, 1012–1015. [Google Scholar] [CrossRef]
- Lin, Z.; Wang, L.; Xue, X.; Lu, W.; Qin, J.; Zhang, D. Microstructure Evolution and Mechanical Properties of a Ti-35Nb-3Zr-2Ta Biomedical Alloy Processed by Equal Channel Angular Pressing (ECAP). Mater. Sci. Eng. C 2013, 33, 4551–4561. [Google Scholar] [CrossRef] [PubMed]
- Zafari, A.; Xia, K. Grain Refinement in a Metastable Beta Ti Alloy Deformed to Large Strains at High Strain Rates. Acta Mater. 2018, 157, 174–185. [Google Scholar] [CrossRef]
- Panigrahi, A.; Bönisch, M.; Waitz, T.; Schafler, E.; Calin, M.; Eckert, J.; Skrotzki, W.; Zehetbauer, M. Phase Transformations and Mechanical Properties of Biocompatible Ti-16.1Nb Processed by Severe Plastic Deformation. J. Alloys Compd. 2015, 628, 434–441. [Google Scholar] [CrossRef]
- Panigrahi, A.; Sulkowski, B.; Waitz, T.; Ozaltin, K.; Chrominski, W.; Pukenas, A.; Horky, J.; Lewandowska, M.; Skrotzki, W.; Zehetbauer, M. Mechanical Properties, Structural and Texture Evolution of Biocompatible Ti–45Nb Alloy Processed by Severe Plastic Deformation. J. Mech. Behav. Biomed. Mater. 2016, 62, 93–105. [Google Scholar] [CrossRef] [PubMed]
- Valiev, R. Nanostructuring of Metals by Severe Plastic Deformation for Advanced Properties. Nat. Mater. 2004, 3, 511–516. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Wang, P.; Wen, C. Recent Progress on Nanocrystalline Metallic Materials for Biomedical Applications. Nanomaterials 2022, 12, 2111. [Google Scholar] [CrossRef] [PubMed]
- Bartha, K.; Veverková, A.; Stráský, J.; Veselý, J.; Minárik, P.; Corrêa, C.A.; Polyakova, V.; Semenova, I.; Janeček, M. Effect of the Severe Plastic Deformation by ECAP on Microstructure and Phase Transformations in Ti-15Mo Alloy. Mater. Today Commun. 2020, 22, 100811. [Google Scholar] [CrossRef]
- Gunderov, D.; Prokoshkin, S.; Churakova, A.; Sheremetyev, V.; Ramazanov, I. Effect of HPT and Accumulative HPT on Structure Formation and Microhardness of the Novel Ti18Zr15Nb Alloy. Mater. Lett. 2021, 283, 128819. [Google Scholar] [CrossRef]
- Xiong, C.; Xue, P.; Sun, B.; Li, Y. Effect of Annealing Temperature on the Microstructure and Superelasticity of Ti-19Zr-10Nb-1Fe Alloy. Mater. Sci. Eng. A 2017, 688, 464–469. [Google Scholar] [CrossRef]
- Sheremetyev, V.; Kudryashova, A.; Dubinskiy, S.; Galkin, S.; Prokoshkin, S.; Brailovski, V. Structure and Functional Properties of Metastable Beta Ti-18Zr-14Nb (at.%) Alloy for Biomedical Applications Subjected to Radial Shear Rolling and Thermomechanical Treatment. J. Alloys Compd. 2018, 737, 678–683. [Google Scholar] [CrossRef]
- Sheremetyev, V.; Churakova, A.; Derkach, M.; Gunderov, D.; Raab, G.; Prokoshkin, S. Effect of ECAP and Annealing on Structure and Mechanical Properties of Metastable Beta Ti-18Zr-15Nb (at.%) Alloy. Mater. Lett. 2021, 305, 130760. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Langdon, T.G. Principles of Equal-Channel Angular Pressing as a Processing Tool for Grain Refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Kim, H.Y.; Ikehara, Y.; Kim, J.I.; Hosoda, H.; Miyazaki, S. Martensitic Transformation, Shape Memory Effect and Superelasticity of Ti-Nb Binary Alloys. Acta Mater. 2006, 54, 2419–2429. [Google Scholar] [CrossRef]
- Sheremetyev, V.; Brailovski, V.; Prokoshkin, S.; Inaekyan, K.; Dubinskiy, S. Functional Fatigue Behavior of Superelastic Beta Ti-22Nb-6Zr(At%) Alloy for Load-Bearing Biomedical Applications. Mater. Sci. Eng. C 2016, 58, 935–944. [Google Scholar] [CrossRef]
- Lukashevich, K.E.; Sheremetyev, V.A.; Kudryashova, A.A.; Derkach, M.A.; Andreev, V.A.; Galkin, S.P.; Prokoshkin, S.D.; Brailovski, V. Effect of Forging Temperature on the Structure, Mechanical and Functional Properties of Superelastic Ti-Zr-Nb Bar Stock for Biomedical Applications. Lett. Mater. 2022, 12, 54–58. [Google Scholar] [CrossRef]










| Temp./Time | 1 min | 2.5 min | 5 min | 10 min | 30 min | 60 min |
|---|---|---|---|---|---|---|
| 400 °C | - | - | - | - | XRD | - |
| HV, TS, TC | ||||||
| 500 °C | - | - | XRD | - | XRD | - |
| HV, TS, TC | HV, TS, TC | |||||
| 525 °C | - | - | XRD | - | - | - |
| HV, TS, TC | ||||||
| 550 °C | XRD | XRD, TEM | XRD, OM | XRD, TEM | XRD, OM, SEM, EBSD | XRD, TEM |
| HV, TS, TC | HV, TS, TC | HV, TS, TC | HV, TS, TC | HV, TS, TC | HV, TS, TC | |
| 600 °C | - | - | XRD, OM, SEM, EBSD | - | XRD, OM | - |
| HV, TS, TC | HV, TS, TC | |||||
| 650 °C | - | - | - | - | OM, HV, TS, TC | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sheremetyev, V.; Derkach, M.; Churakova, A.; Komissarov, A.; Gunderov, D.; Raab, G.; Cheverikin, V.; Prokoshkin, S.; Brailovski, V. Microstructure, Mechanical and Superelastic Properties of Ti-Zr-Nb Alloy for Biomedical Application Subjected to Equal Channel Angular Pressing and Annealing. Metals 2022, 12, 1672. https://doi.org/10.3390/met12101672
Sheremetyev V, Derkach M, Churakova A, Komissarov A, Gunderov D, Raab G, Cheverikin V, Prokoshkin S, Brailovski V. Microstructure, Mechanical and Superelastic Properties of Ti-Zr-Nb Alloy for Biomedical Application Subjected to Equal Channel Angular Pressing and Annealing. Metals. 2022; 12(10):1672. https://doi.org/10.3390/met12101672
Chicago/Turabian StyleSheremetyev, Vadim, Mikhail Derkach, Anna Churakova, Aleksander Komissarov, Dmitry Gunderov, Georgy Raab, Vladimir Cheverikin, Sergey Prokoshkin, and Vladimir Brailovski. 2022. "Microstructure, Mechanical and Superelastic Properties of Ti-Zr-Nb Alloy for Biomedical Application Subjected to Equal Channel Angular Pressing and Annealing" Metals 12, no. 10: 1672. https://doi.org/10.3390/met12101672
APA StyleSheremetyev, V., Derkach, M., Churakova, A., Komissarov, A., Gunderov, D., Raab, G., Cheverikin, V., Prokoshkin, S., & Brailovski, V. (2022). Microstructure, Mechanical and Superelastic Properties of Ti-Zr-Nb Alloy for Biomedical Application Subjected to Equal Channel Angular Pressing and Annealing. Metals, 12(10), 1672. https://doi.org/10.3390/met12101672