

Using an Artificial Neural Network Approach to Predict Machining Time


 ,
, 
 ,
,  and
and 
Abstract
:1. Introduction
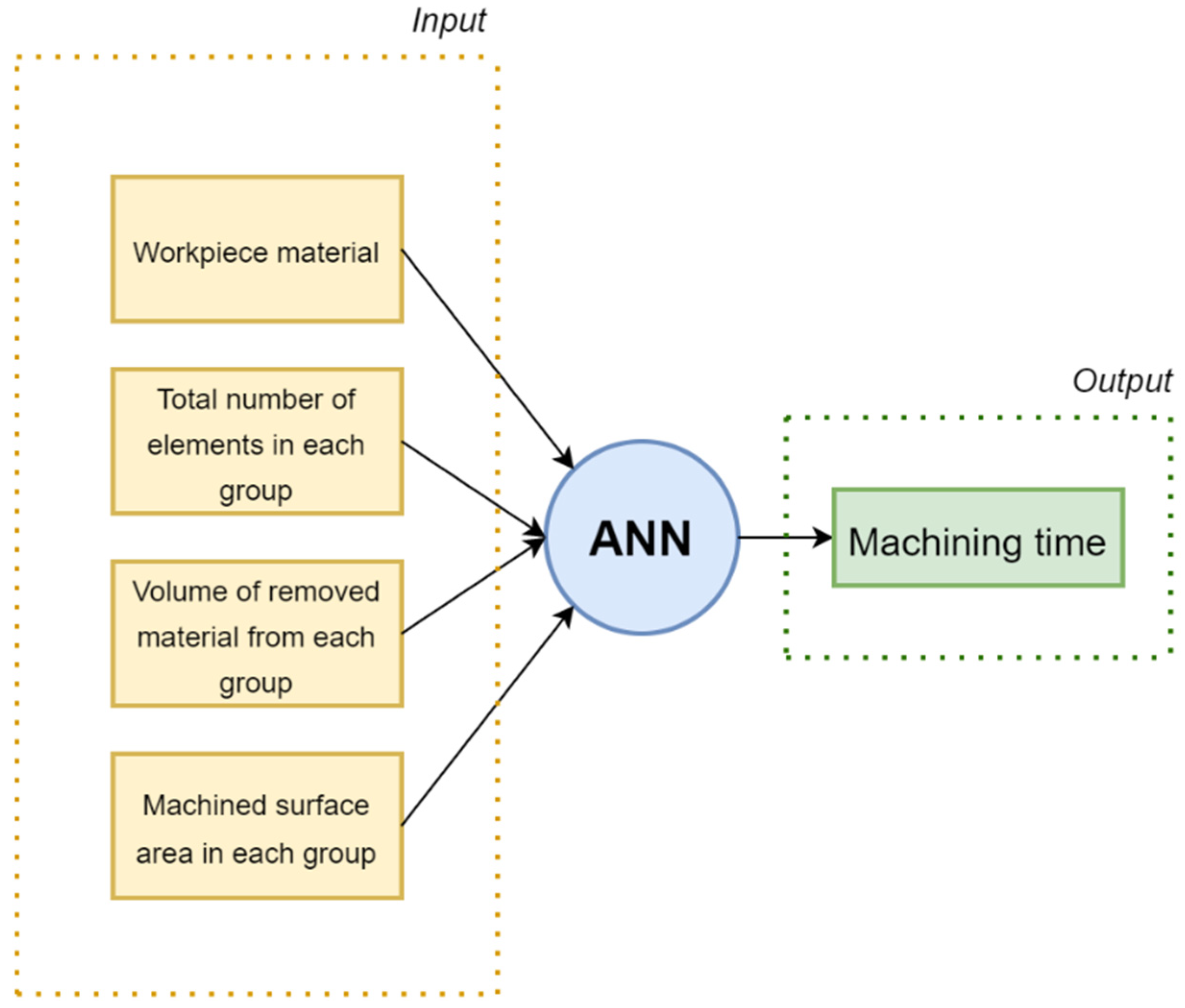
2. Methods
- The workpiece material;
- Each feature group’s total number of elements;
- The volume of removed material from each feature group;
- The surface area machined in each feature group.
2.1. Data Preparation
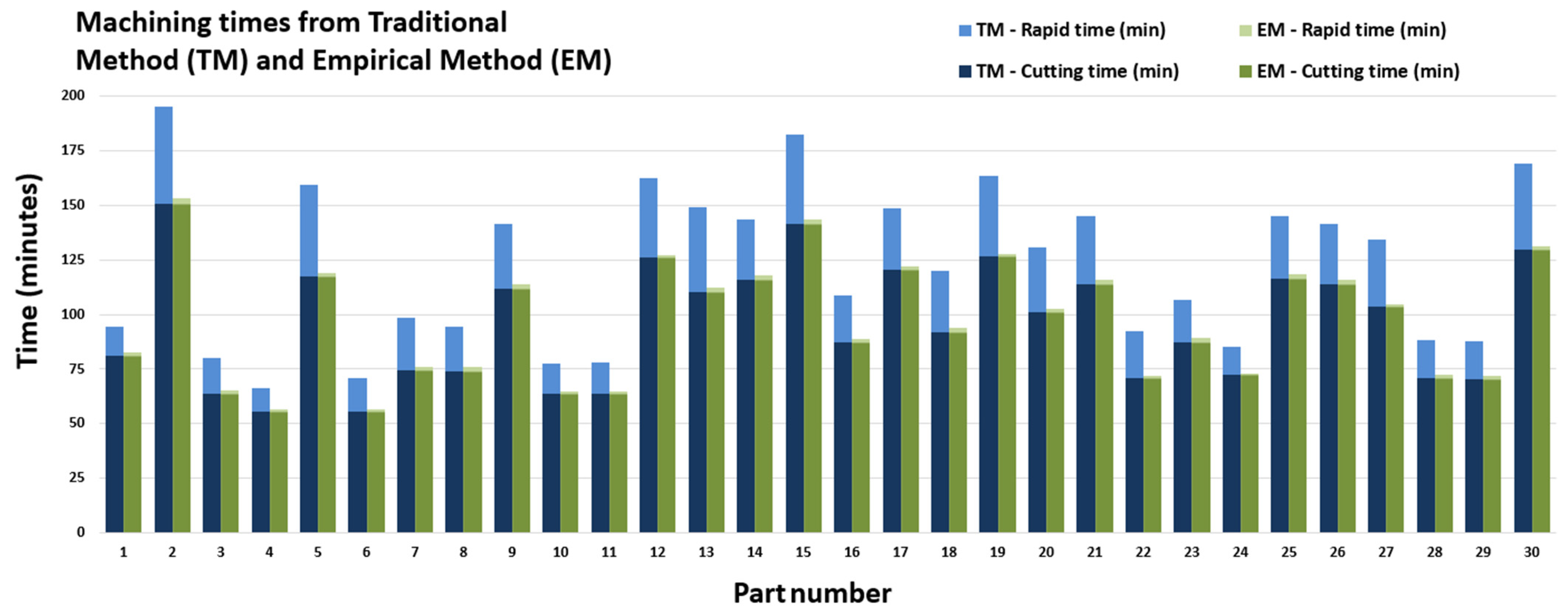
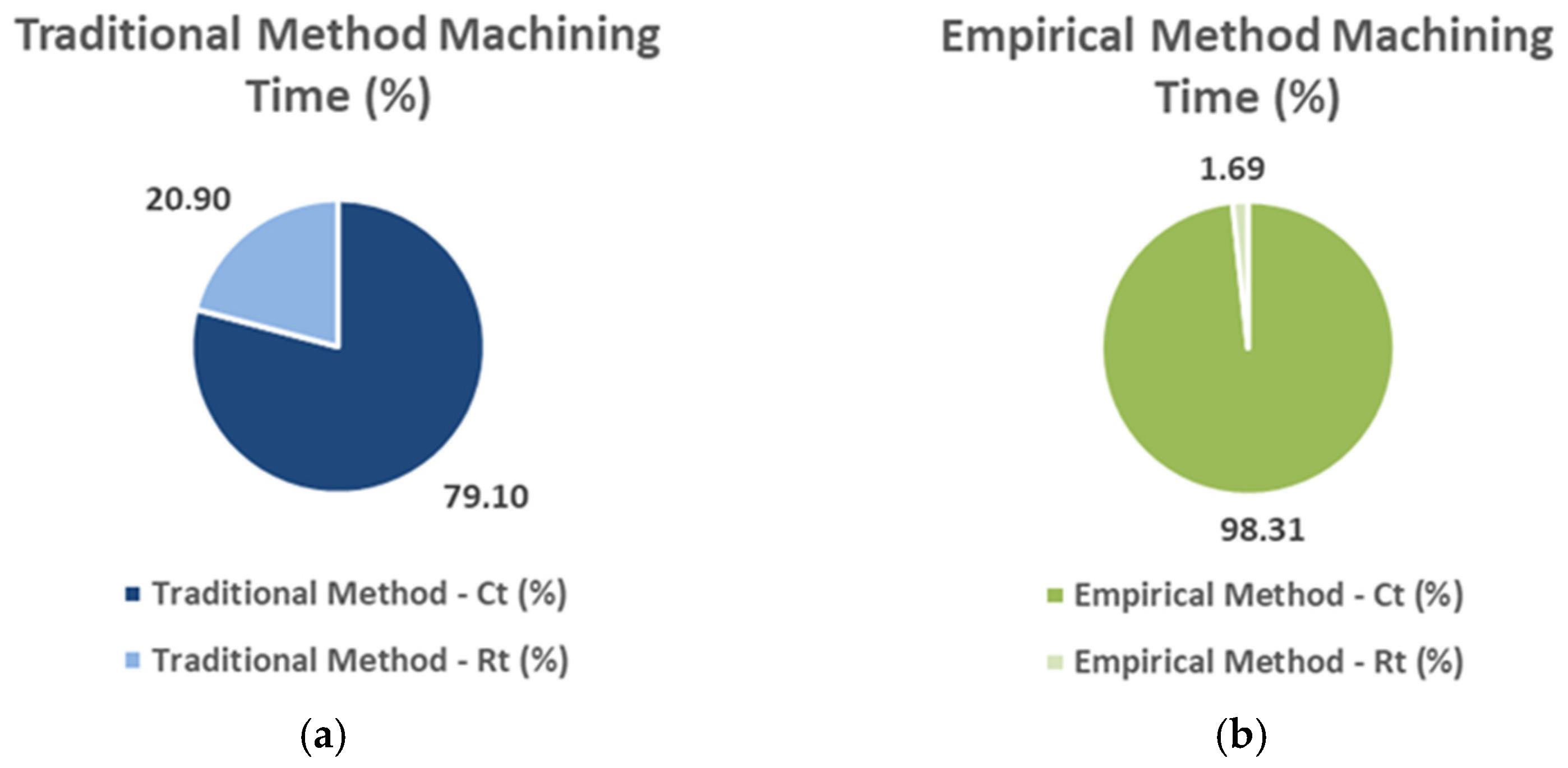
- Traditional method: To try and predict the required machining time to produce a certain part, these must be modelled in 3D. Subsequently, the CAM program is performed, and the machining time is estimated. Afterwards, these times are validated with those obtained from the part production itself. It is accurate; however, it is also time-consuming and cost inefficient;
- Empirical method: Input and output data are generated for the training of the ANNs, based on the machining time of individual operations (standardized machining operations for mold production). These operations are then compiled and considered for each of the produced part (Figure S1).
2.1.1. Features Definition and Sequence of Operations
2.1.2. Machining Time Calculation
2.1.3. Validation of the Empirical Method
- trainingdata: database with 750 parts for training, testing, and validation of ANNs to develop;
- testdata: database with 100 parts to evaluate the performance of the developed ANNs.
2.2. ANN
2.3. Comparative Methods
- Q—Total number of elements of each feature group;
- A—Machined surface area in each feature group;
- V—Volume of removed material from each feature group;
- Qt—Total amount of elements to machine in the part;
- At—Total surface area to machine in the part;
- Vt—Total volume of removed material in the part.
3. Results
3.1. Test 1—Variation of Network Architectures
- The training samples with the best results were T1_03, T1_07, and T1_08, showing an R value of 0.99;
- The T1_07 was the network with the best validation results, having an R value of 0.99;
- T1_01, T1_05, T1_06, and T1_07 showed the second-best results with an R value of 0.98;
- The T1_07 network exhibited the overall best results, while T1_02 showed the worst results;
- Only the R value of T1_02, being 0.93, was lower, showing a 0.85 value for the test samples. The remaining networks exhibited values above 0.93, indicating good training of these networks.
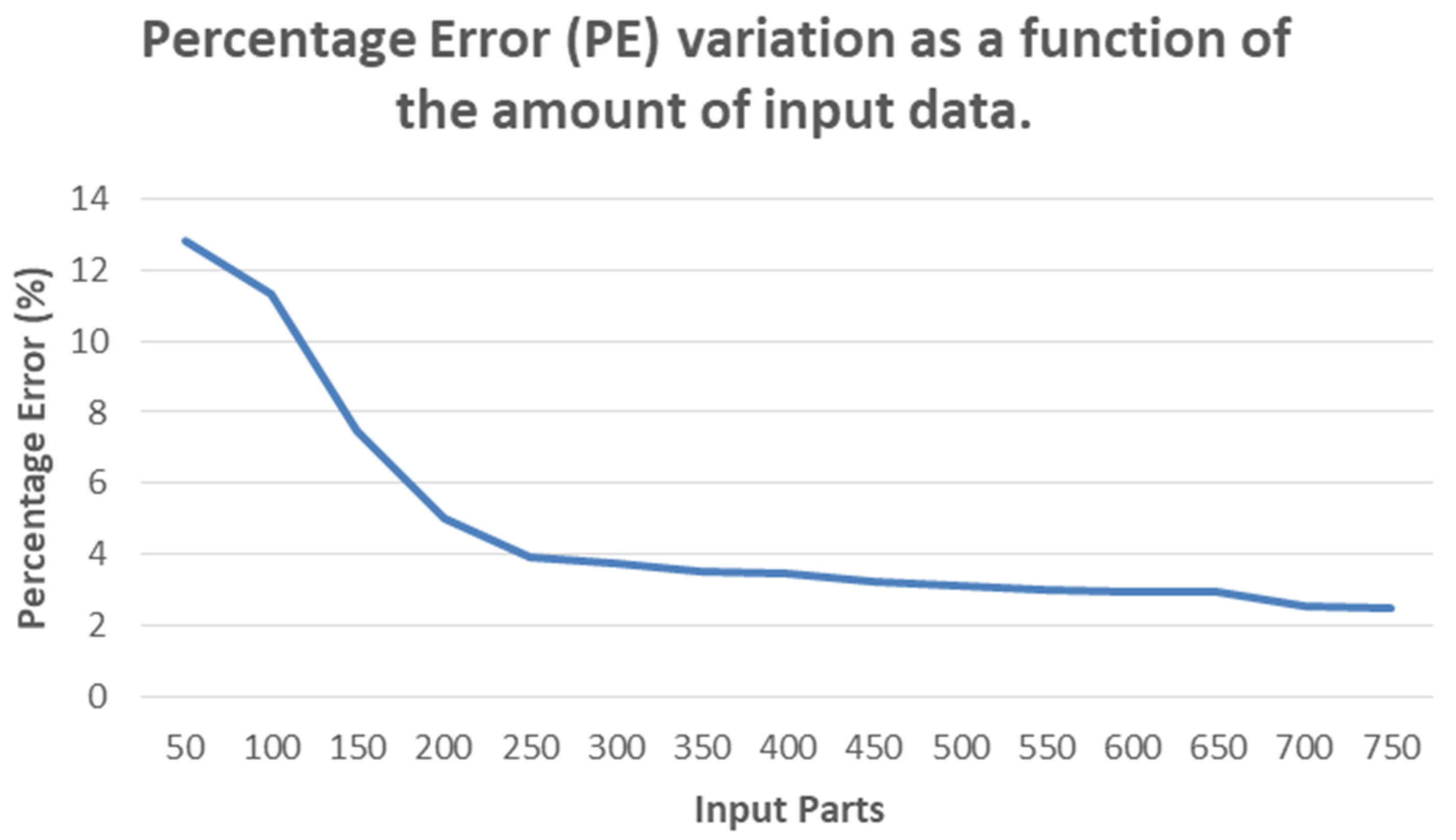
3.2. Test 2—Influence of the Amount of Input Data
- The networks T2_07, T2_09, T2_13, and T2_15 were the ones that exhibited the best performance in the training samples, with a R value of 0.99;
- The T2_15 network was the network with the best performance regarding the validation sample, showing a R value of 0.99;
- With a R value of 0.98, the T2_05, T2_10, T2_11, T2_13, and T2_15 networks were the ones with best performance in the test sample;
- Regarding the training results, the T2_13 network showed the best results (R value equal to 0.99);
- It was observed that the R value would increase with an increase in number of considered parts. It was noted that this value would stabilize at around 250 parts.
3.3. Test 3—Influence of Input Variables
- The networks T3_01 and T3_07 are the ones that showed the best training sample results, exhibiting an R value of 0.99;
- The best R value obtained for validation samples was the one obtained for T3_01;
- The T3_01 network also showed the best R results for the training sample, with a value of 0.98;
- The networks that showed the best overall results (Total) were the T3_01 and the T3_07 networks, with a R value of 0.98.
4. Discussion
5. Conclusions
- Network architectures had a minor influence on the accuracy of ANNs;
- The amount of data used in network training proved to be of great importance. The ANNs trained with a more significant number of data had a lower percentage of error and better training values. However, excessive amounts of data were time-consuming in terms of computing and did not generate significant gains in terms of accuracy;
- The decrease in the percentage of error of the trained network was less accentuated as the number of data used in training increased;
- The volume of removed material and the total number of elements to be machined proved to be the input variables that provided the lowest percentage error, i.e., the best accuracy of predicted machining costs;
- Contrary to what would be expected, the introduction of the area to the quantity and volume of each group of elements did not represent a decrease in the percentage error;
- The variables total amount of elements to machine, total volume to machine, and the total area to machine did not show good results. This fact indicates that it is necessary to at least group the elements to be machined in similar groups;
- In all tests, a good relationship was confirmed between the regression results of the network training and the percentage error results.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Matarrese, P.; Fontana, A.; Sorlini, M.; Diviani, L.; Specht, I.; Maggi, A. Estimating energy consumption of injection moulding for environmental-driven mould design. J. Clean. Prod. 2017, 168, 1505–1512. [Google Scholar] [CrossRef]
- Oropallo, W.; Piegl, L.A. Ten challenges in 3D printing. Eng. Comput. 2016, 32, 135–148. [Google Scholar] [CrossRef]
- Altan, T.; Lilly, B.; Yen, Y.C. Manufacturing of dies and molds. CIRP Ann. Manuf. Technol. 2001, 50, 404–422. [Google Scholar] [CrossRef]
- Costa, C.; Silva, F.; Gouveia, R.M.; Martinho, R. Development of hydraulic clamping tools for the machining of complex shape mechanical components. Procedia Manuf. 2018, 17, 563–570. [Google Scholar] [CrossRef]
- Hällgren, S.; Pejryd, L.; Ekengren, J. Additive Manufacturing and High Speed Machining -cost Comparison of short Lead Time Manufacturing Methods. Procedia CIRP 2016, 50, 384–389. [Google Scholar] [CrossRef] [Green Version]
- Rao, R.V.; Kalyankar, V. Optimization of modern machining processes using advanced optimization techniques: A review. Int. J. Adv. Manuf. Technol. 2014, 73, 1159–1188. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Silva, F.J.G. Recent Advances in Turning Processes Using Coated Tools—A Comprehensive Review. Metals 2020, 10, 170. [Google Scholar] [CrossRef] [Green Version]
- Sousa, V.F.C.; Silva, F.J.G. Recent Advances on Coated Milling Tool Technology—A Comprehensive Review. Coatings 2020, 10, 235. [Google Scholar] [CrossRef] [Green Version]
- Silva, F.J.G.; Martinho, R.P.; Martins, C.; Lopes, H.; Gouveia, R.M. Machining GX2CrNiMoN26-7-4 DSS alloy: Wear analysis of TiAlN and TiCN/Al2O3/TiN coated carbide tools behavior in rough end milling operations. Coatings 2019, 9, 392. [Google Scholar] [CrossRef] [Green Version]
- Martinho, R.P.; Silva, F.J.G.; Martins, C.; Lopes, H. Comparative study of PVD and CVD cutting tools performance in milling of duplex stainless steel. Int. J. Adv. Manuf. Technol. 2019, 102, 2423–2439. [Google Scholar] [CrossRef]
- Thorenz, B.; Oßwald, F.; Schötz, S.; Westermann, H.-H.; Döpper, F. Applying and Producing Indexable End Mills: A Comparative Market Study in Context of Resource Efficiency. Procedia Manuf. 2020, 43, 167–174. [Google Scholar] [CrossRef]
- Sousa, V.F.C.; Silva, F.J.G.; Fecheira, J.S.; Lopes, H.M.; Martinho, R.P.; Casais, R.B.; Ferreira, L.P. Cutting forces assessment in cnc machining processes: A criticalreview review. Sensors 2020, 20, 4536. [Google Scholar] [CrossRef] [PubMed]
- Tlhabadira, I.; Daniyan, I.; Masu, L.; Mpofu, K. Development of a model for the optimization of energy consumption during the milling operation of titanium alloy (Ti6Al4V). Mater. Today Proc. 2021, 38, 614–620. [Google Scholar] [CrossRef]
- Zhang, X.; Yu, T.; Dai, Y.; Qu, S.; Zhao, J. Energy consumption considering tool wear and optimization of cutting parameters in micro milling process. Int. J. Mech. Sci. 2020, 178, 105628. [Google Scholar] [CrossRef]
- Xiao, Y.; Jiang, Z.; Gu, Q.; Yan, W.; Wang, R. A novel approach to CNC machining center processing parameters optimization considering energy-saving and low-cost. J. Manuf. Syst. 2021, 59, 535–548. [Google Scholar] [CrossRef]
- Westermann, H.-H.; Kafara, M.; Steinhilper, R. Development of a Reference Part for the Evaluation of Energy Efficiency in Milling Operations. Procedia CIRP 2015, 26, 521–526. [Google Scholar] [CrossRef]
- Gouveia, R.M.; Silva, F.J.G.; Reis, P.; Baptista, A.P.M. Machining Duplex Stainless Steel: Comparative Study Regarding End Mill Coated Tools. Coatings 2016, 6, 51. [Google Scholar] [CrossRef] [Green Version]
- Huang, N.; Jin, Y.; Lu, Y.; Yi, B.; Li, X.; Wu, S. Spiral toolpath generation method for pocket machining. Comput. Ind. Eng. 2020, 139, 106142. [Google Scholar] [CrossRef]
- Cafieri, S.; Monies, F.; Mongeau, M.; Bes, C. Plunge milling time optimization via mixed-integer nonlinear programming. Comput. Ind. Eng. 2016, 98, 434–445. [Google Scholar] [CrossRef] [Green Version]
- Wu, L.; Li, C.; Tang, Y.; Yi, Q. Multi-objective Tool Sequence Optimization in 2.5D Pocket CNC Milling for Minimizing Energy Consumption and Machining Cost. Procedia CIRP 2017, 61, 529–534. [Google Scholar] [CrossRef]
- Silva, J.; Silva, F.J.G.; Campilho, R.D.S.G.; Sá, J.C.; Ferreira, L.P. A Model for Productivity Improvement on Machining of Components for Stamping Dies. Int. J. Ind. Eng. Manag. 2021, 12, 85–101. [Google Scholar] [CrossRef]
- Michalik, P.; Zajac, J.; Hatala, M.; Mital, D.; Fecova, V. Monitoring surface roughness of thin-walled components from steel C45 machining down and up milling. Measurement 2014, 58, 416–428. [Google Scholar] [CrossRef]
- Li, Y.W.; Sun, Y.S.; Zhou, X.G. Theoretical Analysis and Experimental Verification that Influence Factors of Climb and Conventional Milling on Surface Roughness. Appl. Mech. Mater. 2013, 459, 407–412. [Google Scholar] [CrossRef]
- Hadi, M.; Ghani, J.; Haron, C.C.; Kasim, M.S. Comparison between Up-milling and Down-milling Operations on Tool Wear in Milling Inconel 718. Procedia Eng. 2013, 68, 647–653. [Google Scholar] [CrossRef] [Green Version]
- Bouzakis, K.D.; Makrimallakis, S.; Skordaris, G.; Bouzakis, E.; Kombogiannis, S.; Katirtzoglou, G.; Maliaris, G. Coated tools’ performance in up and down milling stainless steel, explained by film mechanical and fatigue properties. Wear 2013, 303, 546–559. [Google Scholar] [CrossRef]
- Agarwal, V.; Agarwal, S. Performance profiling of solid lubricant for eco-friendly sustainable manufacturing. J. Manuf. Process. 2021, 64, 294–305. [Google Scholar] [CrossRef]
- Makhesana, M.; Patel, K.; Mawandiya, B. Environmentally conscious machining of Inconel 718 with solid lubricant assisted minimum quantity lubrication. Met. Powder Rep. 2020, 76, S24–S29. [Google Scholar] [CrossRef]
- Agrawal, C.; Wadhwa, J.; Pitroda, A.; Pruncu, C.I.; Sarikaya, M.; Khanna, N. Comprehensive analysis of tool wear, tool life, surface roughness, costing and carbon emissions in turning Ti–6Al–4V titanium alloy: Cryogenic versus wet machining. Tribol. Int. 2021, 153, 106597. [Google Scholar] [CrossRef]
- Kumar, S.; Campilho, R.; Silva, F. Rethinking modular jigs’ design regarding the optimization of machining times. Procedia Manuf. 2019, 38, 876–883. [Google Scholar] [CrossRef]
- Kumar, S.R.; Krishnaa, D.; Gowthamaan, K.; Mouli, D.C.; Chakravarthi, K.C.; Balasubramanian, T. Development of a Re-engineered fixture to reduce operation time in a machining process. Mater. Today Proc. 2020, 37, 3179–3183. [Google Scholar] [CrossRef]
- Fiorentino, A. Cost drivers-based method for machining and assembly cost estimations in mould manufacturing. Int. J. Adv. Manuf. Technol. 2014, 70, 1437–1444. [Google Scholar] [CrossRef]
- Bouaziz, Z.; Ben Younes, J.; Zghal, A. Cost estimation system of dies manufacturing based on the complex machining features. Int. J. Adv. Manuf. Technol. 2006, 28, 262–271. [Google Scholar] [CrossRef]
- Narita, H. A Study of Automatic Determination of Cutting Conditions to Minimize Machining Cost. Procedia CIRP 2013, 7, 217–221. [Google Scholar] [CrossRef] [Green Version]
- Deng, S.; Yeh, T.-H. Using least squares support vector machines for the airframe structures manufacturing cost estimation. Int. J. Prod. Econ. 2011, 131, 701–708. [Google Scholar] [CrossRef]
- Loyer, J.-L.; Henriques, E.; Fontul, M.; Wiseall, S. Comparison of Machine Learning methods applied to the estimation of manufacturing cost of jet engine components. Int. J. Prod. Econ. 2016, 178, 109–119. [Google Scholar] [CrossRef]
- Lee, S.; Cho, Y.; Lee, Y.H. Injection Mold Production Sustainable Scheduling Using Deep Reinforcement Learning. Sustainability 2020, 12, 8718. [Google Scholar] [CrossRef]
- Viharos, Z.J.; Mikó, B. Artificial neural network approach for injection mould cost estimation. In Proceedings of the 44th CIRP Conference on Manufacturing Systems, Madison, WI, USA, 1–3 June 2009; pp. 1–6. [Google Scholar]
- Tansel, I.; Ozcelik, B.; Bao, W.; Chen, P.; Rincon, D.; Yang, S.; Yenilmez, A. Selection of optimal cutting conditions by using GONNS. Int. J. Mach. Tools Manuf. 2006, 46, 26–35. [Google Scholar] [CrossRef]
- De Filippis, L.A.C.; Serio, L.M.; Facchini, F.; Mummolo, F.F.A.G. ANN Modelling to Optimize Manufacturing Process. In Advanced Applications for Artificial Neural Networks; El-Shahat, A., Ed.; Intechopen: London, UK, 2018. [Google Scholar] [CrossRef] [Green Version]
- Mundada, V.; Narala, S.K.R. Optimization of Milling Operations Using Artificial Neural Networks (ANN) and Simulated Annealing Algorithm (SAA). Mater. Today Proc. 2018, 5, 4971–4985. [Google Scholar] [CrossRef]
- Chen, Y.; Sun, R.; Gao, Y.; Leopold, J. A nested-ANN prediction model for surface roughness considering the effects of cutting forces and tool vibrations. Measurement 2017, 98, 25–34. [Google Scholar] [CrossRef]
- Hesser, D.F.; Markert, B. Tool wear monitoring of a retrofitted CNC milling machine using artificial neural networks. Manuf. Lett. 2019, 19, 1–4. [Google Scholar] [CrossRef]
- El-Mounayri, H.; Briceno, J.F.; Gadallah, M. A new artificial neural network approach to modeling ball-end milling. Int. J. Adv. Manuf. Technol. 2010, 47, 527–534. [Google Scholar] [CrossRef]
- Al-Abdullah, K.I.A.-L.; Abdi, H.; Lim, C.P.; Yassin, W.A. Force and temperature modelling of bone milling using artificial neural networks. Measurement 2018, 116, 25–37. [Google Scholar] [CrossRef]
- Zain, A.M.; Haron, H.; Sharif, S. Genetic Algorithm and Simulated Annealing to estimate optimal process parameters of the abrasive waterjet machining. Eng. Comput. 2011, 27, 251–259. [Google Scholar] [CrossRef] [Green Version]
- Mohanraj, T.; Shankar, S.; Rajasekar, R.; Sakthivel, N.R.; Pramanik, A. Tool condition monitoring techniques in milling process—A review. J. Mater. Res. Technol. 2020, 9, 1032–1042. [Google Scholar] [CrossRef]
- Serin, G.; Sener, B.; Ozbayoglu, A.M.; Unver, H.O. Review of tool condition monitoring in machining and opportunities for deep learning. Int. J. Adv. Manuf. Technol. 2020, 109, 953–974. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y.; Usca, Ü.A.; Salur, E.; Gupta, M.K.; Mikolajczyk, T.; Giasin, K.; Kapłonek, W.; Sharma, S. A Review of Indirect Tool Condition Monitoring Systems and Decision-Making Methods in Turning: Critical Analysis and Trends. Sensors 2021, 21, 108. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Bustillo, A.; Wojciechowski, S.; Sharma, V.S.; Gupta, M.K.; Kuntoğlu, M. Artificial intelligence systems for tool condition monitoring in machining: Analysis and critical review. J. Intell. Manuf. 2022, 1–43. [Google Scholar] [CrossRef]
- Kataraki, P.S.; Abu Mansor, M.S. Automatic designation of feature faces to recognize interacting and compound volumetric features for prismatic parts. Eng. Comput. 2020, 36, 1499–1515. [Google Scholar] [CrossRef]
- Ning, F.; Shi, Y.; Cai, M.; Xu, W.; Zhang, X. Manufacturing cost estimation based on the machining process and deep-learning method. J. Manuf. Syst. 2020, 56, 11–22. [Google Scholar] [CrossRef]
- Atia, M.R.; Khalil, J.; Mokhtar, M. A Cost estimation model for machining operations.; an ann parametric approach. J. Al-Azhar Univ. Eng. Sect. 2017, 12, 878–885. [Google Scholar] [CrossRef] [Green Version]
- Florjanič, B.; Kuzman, K. Estimation of time for manufacturing of injection moulds using artificial neural networks-based model. Polim. Časopis Plast. Gumu 2012, 33, 12–21. [Google Scholar]
- Yoo, S.; Kang, N. Explainable artificial intelligence for manufacturing cost estimation and machining feature visualization. Expert Syst. Appl. 2021, 183, 115430. [Google Scholar] [CrossRef]
- Saric, T.; Simunovic, G.; Simunovic, K. Estimation of Machining Time for CNC Manufacturing Using Neural Computing. Int. J. Simul. Model. 2016, 15, 663–675. [Google Scholar] [CrossRef]
- Tay, F.E.; Cao, L. Application of support vector machines in financial time series forecasting. Omega 2001, 29, 309–317. [Google Scholar] [CrossRef]
- Mahmodi, K.; Mostafaei, M.; Mirzaee-Ghaleh, E. Detecting the different blends of diesel and biodiesel fuels using electronic nose machine coupled ANN and RSM methods. Sustain. Energy Technol. Assess. 2022, 51, 101914. [Google Scholar] [CrossRef]
- Sada, S.; Ikpeseni, S. Evaluation of ANN and ANFIS modeling ability in the prediction of AISI 1050 steel machining performance. Heliyon 2021, 7, e06136. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feature Group | Illustration | A (mm) | B (mm) | C (mm) | D (mm) | Sequence of Operations |
|---|---|---|---|---|---|---|
| Metric threads |  | M3; M4; M5; M6; M8; M10; M12; M16; M20; M24; M30. | -- | -- | -- | 1st—Drill; 2nd—Chamfer; 3rd—Tap. |
| Clearance holes |  | 6.00; 7.00; 9.00; 10.00; 11.00; 11.50; 13.50; 14.00; 15.50; 16.00; 17.50; 20.00; 22.00; 22.50; 27.00. | 46.00; | -- | -- | 1st—Drill; 2nd—Chamfer. |
| 66.00; | ||||||
| 86.00; | ||||||
| 96.00; | ||||||
| 136.00. | ||||||
| Screw clearance holes |  | 10.00; 11.00; 14.00; 17.00; 21.00; 23.00; 26.00; 32.00; 37.00. | 6.00; 7.00; 9.00; 11.00; 13.50; 15.50; 17.50; 21.00; 27.00. | 6.00; 7.00; 9.00; 11.00; 13.00; 15.00; 17.00; 21.00; 27.00. | 46.00; | 1st—Drill; 2nd—Counter-boring; 3rd—Chamfer. |
| 66.00; | ||||||
| 86.00; | ||||||
| 96.00; | ||||||
| 136.00. | ||||||
| Fitting holes |  | 10.00; 12.00; 16.00; 20.00. | 10.00; 16.00; 25.00; 30.00. | -- | -- | 1st—Drill; 2nd—Bore; 3rd—Chamfer. |
| Material No. | AISI | DIN |
|---|---|---|
| 1.1730 | 1045 | C45E |
| 1.2311 | P20 | 40CrMnMo7 |
| Test | Arch. | R | Error | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Train | Validation | Test | Total | ME (min) | MAE (min) | MSE (min) | EMax (min) | PE (%) | ||
| T1_01 | 4-8-1 | 0.98 | 0.97 | 0.98 | 0.98 | 0.16 | 5.00 | 42.22 | 17.14 | 2.63 |
| T1_02 | 4-4-1 | 0.94 | 0.93 | 0.85 | 0.93 | −1.82 | 8.40 | 221.91 | 71.23 | 6.15 |
| T1_03 | 4-9-1 | 0.99 | 0.98 | 0.97 | 0.98 | 0.57 | 4.74 | 38.72 | 23.13 | 2.78 |
| T1_04 | 4-10-1 | 0.98 | 0.98 | 0.96 | 0.98 | 1.95 | 5.31 | 43.74 | 15.30 | 2.86 |
| T1_05 | 4-15-1 | 0.98 | 0.97 | 0.98 | 0.98 | 0.16 | 5.37 | 47.20 | 21.72 | 2.89 |
| T1_06 | 4-20-1 | 0.98 | 0.97 | 0.98 | 0.98 | 1.38 | 5.20 | 45.47 | 19.54 | 2.66 |
| T1_07 | 4-8-8-1 | 0.99 | 0.99 | 0.98 | 0.98 | 0.26 | 4.85 | 41.42 | 25.71 | 2.52 |
| T1_08 | 4-10-10-1 | 0.99 | 0.98 | 0.97 | 0.98 | −0.66 | 5.57 | 62.06 | 37.06 | 2.88 |
| T1_09 | 4-4-4-1 | 0.97 | 0.96 | 0.96 | 0.97 | 2.09 | 6.62 | 75.98 | 34.69 | 3.13 |
| Test | Input Parts | R | Error | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Train | Validation | Test | Total | ME (min) | MAE (min) | MSE (min) | EMax (min) | PE (%) | ||
| T2_01 | 50 | 0.63 | 0.86 | 0.90 | 0.67 | 2.45 | 21.64 | 799.52 | 78.15 | 12.82 |
| T2_02 | 100 | 0.85 | 0.74 | 0.66 | 0.82 | 6.74 | 23.99 | 906.34 | 96.35 | 11.29 |
| T2_03 | 150 | 0.97 | 0.88 | 0.93 | 0.96 | 2.69 | 12.50 | 265.21 | 46.08 | 7.48 |
| T2_04 | 200 | 0.97 | 0.97 | 0.93 | 0.97 | −0.32 | 9.47 | 175.14 | 44.10 | 5.01 |
| T2_05 | 250 | 0.98 | 0.96 | 0.98 | 0.98 | 0.43 | 6.94 | 85.75 | 37.75 | 3.95 |
| T2_06 | 300 | 0.98 | 0.97 | 0.97 | 0.97 | −0.29 | 6.95 | 81.23 | 33.91 | 3.78 |
| T2_07 | 350 | 0.99 | 0.95 | 0.97 | 0.98 | −1.16 | 6.27 | 62.82 | 23.14 | 3.55 |
| T2_08 | 400 | 0.98 | 0.97 | 0.96 | 0.98 | −1.35 | 6.43 | 67.74 | 24.18 | 3.49 |
| T2_09 | 450 | 0.99 | 0.98 | 0.97 | 0.98 | −0.96 | 5.85 | 52.05 | 16.73 | 3.26 |
| T2_10 | 500 | 0.98 | 0.97 | 0.98 | 0.98 | 1.42 | 5.59 | 54.26 | 25.16 | 3.15 |
| T2_11 | 550 | 0.98 | 0.98 | 0.98 | 0.98 | 1.80 | 5.72 | 57.80 | 27.27 | 2.99 |
| T2_12 | 600 | 0.99 | 0.97 | 0.97 | 0.98 | 0.62 | 5.27 | 45.28 | 22.02 | 2.98 |
| T2_13 | 650 | 0.99 | 0.98 | 0.98 | 0.99 | −0.08 | 5.49 | 55.31 | 27.80 | 2.98 |
| T2_14 | 700 | 0.98 | 0.98 | 0.97 | 0.98 | 0.27 | 4.88 | 40.18 | 17.09 | 2.57 |
| T2_15 | 750 | 0.99 | 0.99 | 0.98 | 0.98 | 0.26 | 4.85 | 41.42 | 25.71 | 2.52 |
| Test | Input Variables | R | Error | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Train | Validation | Test | Total | ME (min) | MAE (min) | MSE (min) | EMax (min) | PE (%) | ||
| T3_01 | Q + V | 0.99 | 0.99 | 0.98 | 0.98 | 0.26 | 4.85 | 41.42 | 25.71 | 2.52 |
| T3_02 | Q + A | 0.96 | 0.95 | 0.95 | 0.95 | 2.13 | 8.90 | 143.17 | 42.02 | 4.58 |
| T3_03 | V + A | 0.97 | 0.95 | 0.97 | 0.97 | −2.76 | 6.65 | 68.63 | 23.18 | 3.21 |
| T3_04 | QT + VT | 0.72 | 0.76 | 0.74 | 0.73 | 1.89 | 18.85 | 600.44 | 67.70 | 10.26 |
| T3_05 | QT + AT | 0.79 | 0.81 | 0.85 | 0.80 | 30.06 | 31.46 | 1373.17 | 91.06 | 14.66 |
| T3_06 | VT + AT | 0.83 | 0.83 | 0.84 | 0.83 | 25.90 | 27.23 | 1154.57 | 105.98 | 12.54 |
| T3_07 | Q + V + A | 0.99 | 0.98 | 0.97 | 0.98 | 0.21 | 5.74 | 52.53 | 20.20 | 2.77 |
| T3_08 | Q + VT | 0.89 | 0.85 | 0.86 | 0.88 | 18.37 | 19.17 | 561.75 | 67.30 | 8.44 |
| T3_09 | Q + AT | 0.93 | 0.93 | 0.94 | 0.93 | 1.80 | 8.98 | 133.10 | 32.55 | 4.43 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodrigues, A.; Silva, F.J.G.; Sousa, V.F.C.; Pinto, A.G.; Ferreira, L.P.; Pereira, T. Using an Artificial Neural Network Approach to Predict Machining Time. Metals 2022, 12, 1709. https://doi.org/10.3390/met12101709
Rodrigues A, Silva FJG, Sousa VFC, Pinto AG, Ferreira LP, Pereira T. Using an Artificial Neural Network Approach to Predict Machining Time. Metals. 2022; 12(10):1709. https://doi.org/10.3390/met12101709
Chicago/Turabian StyleRodrigues, André, Francisco J. G. Silva, Vitor F. C. Sousa, Arnaldo G. Pinto, Luís P. Ferreira, and Teresa Pereira. 2022. "Using an Artificial Neural Network Approach to Predict Machining Time" Metals 12, no. 10: 1709. https://doi.org/10.3390/met12101709
APA StyleRodrigues, A., Silva, F. J. G., Sousa, V. F. C., Pinto, A. G., Ferreira, L. P., & Pereira, T. (2022). Using an Artificial Neural Network Approach to Predict Machining Time. Metals, 12(10), 1709. https://doi.org/10.3390/met12101709