2. Materials and Methods
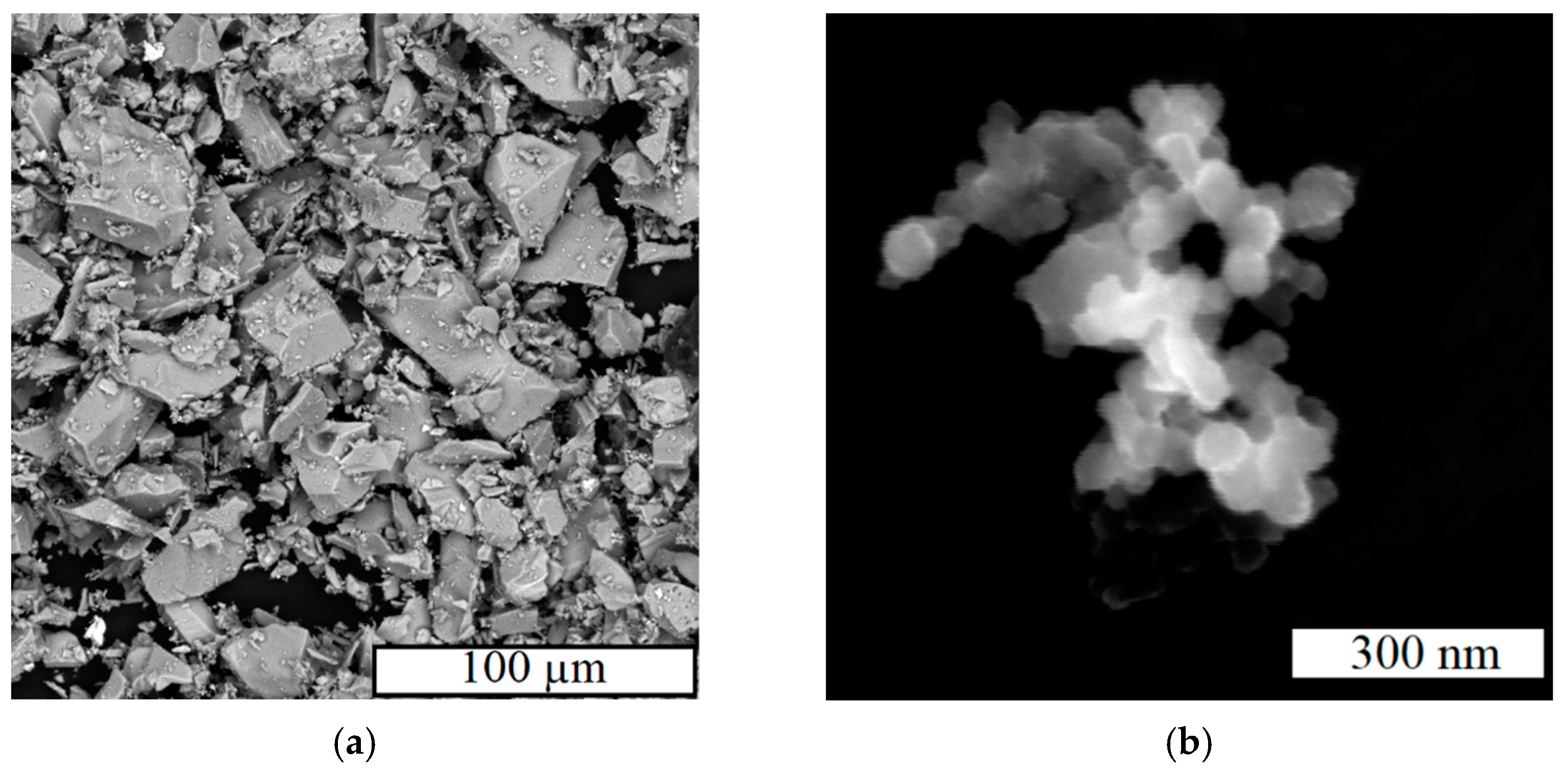
Initial powders of Inconel 718 (MetcoAdd 718C, Oerlicon, Pfäffikon, Switzerland), micron-sized TiC (polyhedral particles with mean size of 17.1 μm) and nano-sized TiC (agglomerations of spherical particles with mean size of 60 nm) (Sigma-Aldrich, St. Louis, MO, USA) were used in the present study (
Figure 1). Chemical compositions of the TiC powders are presented in
Table 1.
Mixtures of Inconel 718 and TiC particles were prepared by blending the powders in a gravitational mixer for 12 h.
The flowability of the powders was determined using ISO 4490, “Determination of flow rate by means of a calibrated funnel (Hall flowmeter)”. Apparent density measurements were made by pouring the powder into a funnel from which it flowed into a 25 cm3 cup.
The particle size distribution of the powders was determined by laser diffraction on the Analysette 22 NanoTec plus (Fritsch GmbH, Idar-Oberstein, Germany) with a total measuring range of 0.01–2000 µm.
The microstructure of the powders and the obtained samples were studied using a Tescan Mira3 LMU (Brno, Czech Republic) scanning electron microscope (SEM) in secondary electron (SE) and backscattered electron (BSE) regimes and a Leica DMI5000 optical microscope. The etching of the samples was carried out in 25 mL of HNO3 + 75 mL of HCL with a drop (approximately 0.03 mL) of hydrofluoric acid.
Samples were manufactured using the SLM280HL (SLM Solutions GmbH, Lübeck, Germany) selective laser melting system equipped with a YLR-Laser (wavelength of 1070 nm and focus size about 80 μm) under nitrogen atmosphere. The density of the obtained samples (blank and after HIP) was measured 6 times by the Archimedes method in water with a drop (approximately 0.03 mL) of surfactant.
The phase composition was analyzed with a Bruker D8 Advance (Billerica, MA, USA) X-ray diffractometer (XRD) using Cu-Kα (1/4 1.5418 Å) irradiation. Three tests for each sample were performed.
Hot isostatic pressing (HIP) of the samples was processed at 1160 ± 5 °C and 130 MPa pressure for 3 h using argon gas. Heat treatment (H.T.) of the samples comprised annealing at 1060 ± 5 °C for 1 h, followed by air cooling and aging. Aging comprised heating to 760 ± 5 °C and holding for 10 h, then cooling to 650 ± 5 °C within 2 h and holding at 650 ± 5 °C for 8 h, followed by air cooling.
The hardness of the samples was determined using a Zwick/Roell Zhu (ZwickRoell GmbH & Co, Ulm, Germany) hardness tester using the Vickers method at 100 N. To determine the mean value, 10 tests were performed for cubical samples. Other mechanical properties of the samples (tensile strength, yield strength, relative elongation) were measured for hexagonal samples using a Zwick/Roell z050 (ZwickRoell GmbH & Co, Ulm, Germany) tensile testing machine at room temperature, 700 ± 10 °C and 1000 ± 10 °C.
Phoenix v|tome|x m300 Industrial High-Resolution Computed Tomography System (Waygate Technologies, Wunstorf, Germany) was used for X-ray microtomography analysis (xCT) for the samples after HIP and H.T.
Author Contributions
Conceptualization, V.S.; methodology, V.S. and E.B.; formal analysis, D.E.; investigation, E.B. and D.E.; resources, V.S. and A.P.; data curation, D.E. and E.B.; writing—original draft preparation, D.E. and V.S.; writing—review and editing, D.E. and V.S.; visualization, D.E.; project administration, V.S. and E.B.; funding acquisition, V.S. and A.P. All authors have read and agreed to the published version of the manuscript.
Funding
The research was funded by the Ministry of Science and Higher Education of the Russian Federation: “Agreement on the grant in the form of subsidies from the federal budget for the implementation of state support for the creation and development of world-class scientific centers, those are performing research and development on the priorities of scientific and technological development”, dated 20 April 2022, no. 075-15-2022-311.
Data Availability Statement
Not applicable.
Acknowledgments
The authors thank the OSTEC-SMT company for the X-ray computed tomography analysis.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Song, K.H.; Nakata, K. Microstructure and mechanical properties of friction stir welded inconel 718 alloy. Ceram. Trans. 2010, 219, 391–396. [Google Scholar] [CrossRef]
- Yilbas, B.S.; Ali, H.; Al-Aqeeli, N.; Karatas, C. Laser treatment of Inconel 718 alloy and surface characteristics. Opt. Laser Technol. 2016, 78, 153–158. [Google Scholar] [CrossRef]
- Chang, S.H. In situ TEM observation of γ′, γ″ and δ precipitations on Inconel 718 superalloy through HIP treatment. J. Alloys Compd. 2009, 486, 716–721. [Google Scholar] [CrossRef]
- Popovich, A.A.; Sufiiarov, V.S.; Borisov, E.V.; Polozov, I.A.; Masaylo, D.V. Design and manufacturing of tailored microstructure with selective laser melting. Mater. Phys. Mech. 2018, 38, 1–10. [Google Scholar] [CrossRef]
- Sufiyarov, V.S.; Borisov, E.V.; Polozov, I.A.; Masailo, D.V. Control of structure formation in selective laser melting process. Tsvetnye Met. 2018, 7, 68–74. [Google Scholar] [CrossRef]
- Sufiiarov, V.S.; Popovich, A.A.; Borisov, E.V.; Polozov, I.A. Evolution of structure and properties of heatresistant nickel alloy after selective laser melting, hot isostatic pressing and heat treatment. Tsvetnye Met. 2017, 1, 77–82. [Google Scholar] [CrossRef]
- Gu, D. Laser Additive Manufacturing of High-Performance Materials; Springer: Berlin/Heidelberg, Germany, 2015; ISBN 9783662460894. [Google Scholar]
- Raghavan, S.; Zhang, B.; Wang, P.; Sun, C.-N.; Nai, M.L.S.; Li, T.; Wei, J. Effect of different heat treatments on the microstructure and mechanical properties in selective laser melted INCONEL 718 alloy. Mater. Manuf. Process. 2017, 32, 1588–1595. [Google Scholar] [CrossRef]
- Casalino, G.; Campanelli, S.L.; Contuzzi, N.; Ludovico, A.D. Experimental investigation and statistical optimisation of the selective laser melting process of a maraging steel. Opt. Laser Technol. 2015, 65, 151–158. [Google Scholar] [CrossRef]
- Sun, J.; Yang, Y.; Wang, D. Parametric optimization of selective laser melting for forming Ti6Al4V samples by Taguchi method. Opt. Laser Technol. 2013, 49, 118–124. [Google Scholar] [CrossRef]
- Calandri, M.; Manfredi, D.; Calignano, F.; Ambrosio, E.P.; Biamino, S.; Lupoi, R.; Ugues, D. Solution Treatment Study of Inconel 718 Produced by SLM Additive Technique in View of the Oxidation Resistance. Adv. Eng. Mater. 2018, 20, 1800351. [Google Scholar] [CrossRef]
- Sufiiarov, V.S.; Popovich, A.A.; Borisov, E.V.; Polozov, I.A. Layer thickness influence on the inconel 718 alloy microstructure and properties under selective laser melting. Tsvetnye Met. 2016, 1, 81–86. [Google Scholar] [CrossRef]
- Thomas, A.; El-Wahabi, M.; Cabrera, J.M.; Prado, J.M. High temperature deformation of Inconel 718. J. Mater. Process. Technol. 2006, 177, 469–472. [Google Scholar] [CrossRef]
- Slama, C.; Abdellaoui, M. Structural characterization of the aged Inconel 718. J. Alloys Compd. 2000, 306, 277–284. [Google Scholar] [CrossRef]
- Cozar, R.; Pineau, A. Morphology of y’ and y” precipitates and thermal stability of inconel 718 type alloys. Metall. Trans. 1973, 4, 47–59. [Google Scholar] [CrossRef]
- Sundararaman, M.; Mukhopadhyay, P.; Banerjee, S. Precipitation and Room Temperature Deformation Behaviour of Inconel 718. Superalloys 2012, 718, 419–440. [Google Scholar] [CrossRef]
- Sundararaman, M.; Mukhopadhyay, P.; Banerjee, S. Precipitation of the δ-Ni3Nb phase in two nickel base superalloys. Metall. Trans. A 1988, 19, 453–465. [Google Scholar] [CrossRef]
- Hong, C.; Gu, D.; Dai, D.; Gasser, A.; Weisheit, A.; Kelbassa, I.; Zhong, M.; Poprawe, R. Laser metal deposition of TiC/Inconel 718 composites with tailored interfacial microstructures. Opt. Laser Technol. 2013, 54, 98–109. [Google Scholar] [CrossRef]
- Kong, D.; Dong, C.; Ni, X.; Zhang, L.; Man, C.; Zhu, G.; Yao, J.; Wang, L.; Cheng, X.; Li, X. Effect of TiC content on the mechanical and corrosion properties of Inconel 718 alloy fabricated by a high-throughput dual-feed laser metal deposition system. J. Alloys Compd. 2019, 803, 637–648. [Google Scholar] [CrossRef]
- Zhang, H.; Gu, D.; Xi, L.; Zhang, H.; Xia, M.; Ma, C. Anisotropic corrosion resistance of TiC reinforced Ni-based composites fabricated by selective laser melting. J. Mater. Sci. Technol. 2019, 35, 1128–1136. [Google Scholar] [CrossRef]
- Xia, M.; Gu, D.; Ma, C.; Chen, H.; Zhang, H. Microstructure evolution, mechanical response and underlying thermodynamic mechanism of multi-phase strengthening WC/Inconel 718 composites using selective laser melting. J. Alloys Compd. 2018, 747, 684–695. [Google Scholar] [CrossRef]
- Kim, S.H.; Shin, G.H.; Kim, B.K.; Kim, K.T.; Yang, D.Y.; Aranas, C.; Choi, J.P.; Yu, J.H. Thermo-mechanical improvement of Inconel 718 using ex situ boron nitride-reinforced composites processed by laser powder bed fusion. Sci. Rep. 2017, 7, 1–13. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tang, B.; Tan, Y.; Zhang, Z.; Xu, T.; Sun, Z.; Li, X. Effects of process parameters on geometrical characteristics, microstructure and tribological properties of TiB2 reinforced inconel 718 alloy composite coatings by laser cladding. Coatings 2020, 10, 76. [Google Scholar] [CrossRef] [Green Version]
- Bonatti, R.S.; Siqueira, R.R.; Padilha, G.S.; Bortolozo, A.D.; Osório, W.R. Distinct Alp/Sip composites affecting its densification and mechanical behavior. J. Alloys Compd. 2018, 757, 434–447. [Google Scholar] [CrossRef]
- Ma, K.; Lavernia, E.J.; Schoenung, J.M. Particulate reinforced aluminum alloy matrix composites—A review on the effect of microconstituents. Rev. Adv. Mater. Sci. 2017, 48, 91–104. [Google Scholar]
- Bouvard, D. Densification behaviour of mixtures of hard and soft powders under pressure. Powder Technol. 2000, 111, 231–239. [Google Scholar] [CrossRef]
- Meyer, Y.A.; Bonatti, R.S.; Bortolozo, A.D.; Osório, W.R. Electrochemical behavior and compressive strength of Al-Cu/xCu composites in NaCl solution. J. Solid State Electrochem. 2021, 25, 1303–1317. [Google Scholar] [CrossRef]
- Sahoo, C.K.; Masanta, M. Microstructure and mechanical properties of TiC-Ni coating on AISI304 steel produced by TIG cladding process. J. Mater. Process. Technol. 2017, 240, 126–137. [Google Scholar] [CrossRef]
- Wang, Y.; Shi, J.; Wang, Y. Reinforcing inconel 718 superalloy by nano-TiC particles in selective laser melting. In Proceedings of the ASME 2015 International Manufacturing Science and Engineering Conference, MSEC 2015, College Station, TX, USA, 18–20 June 2015; American Society of Mechanical Engineers: New York, NY, USA, 2015; Volume 2, p. V002T05A018. [Google Scholar]
- Wang, Y.; Shi, J.; Lu, S.; Wang, Y. Solution and aging treatments of Inconel 718/TIC nanocomposite from selective laser melting. In Proceedings of the ASME 2016 11th International Manufacturing Science and Engineering Conference, MSEC 2016, Blacksburg, VA, USA, 27 June–1 July 2016; American Society of Mechanical Engineers: New York, NY, USA, 2016; Volume 3, p. V003T08A004. [Google Scholar]
- Popovich, A.A.; Sufiiarov, V.S.; Borisov, E.V.; Polozov, I.A.; Masaylo, D.V.; Grigoriev, A.V. Anisotropy of mechanical properties of products manufactured using selective laser melting of powdered materials. Russ. J. Non-Ferrous Met. 2017, 58, 389–395. [Google Scholar] [CrossRef]
- Deng, D.; Peng, R.L.; Brodin, H.; Moverare, J. Microstructure and mechanical properties of Inconel 718 produced by selective laser melting: Sample orientation dependence and effects of post heat treatments. Mater. Sci. Eng. A 2018, 713, 294–306. [Google Scholar] [CrossRef]
- Special Metals Corporation, Inconel® Alloy 718. Available online: http://www.specialmetals.com/assets/smc/documents/inconel_alloy_718.pdf (accessed on 12 September 2022).
Figure 1.
SEM images of the powders: micron-TiC (a), nano-TiC (b).
Figure 2.
SEM images of the powders: Inc 718 (a) (BSE), Inc 718 + 1% micron-TiC (b) (BSE), Inc 718 + 1% nano-TiC (c) (BSE), nano-TiC particles on the Inconel particle surface (d) (SE).
Figure 3.
Optical microscope images of the TiC particles in SLM samples: (a) Inc 718 + micron-TiC, (b) Inc 718 + micron-TiC after HIP + H.T., (c) Inc 718 + nano-TiC, (d) Inc 718 + nano-TiC after HIP + H.T.
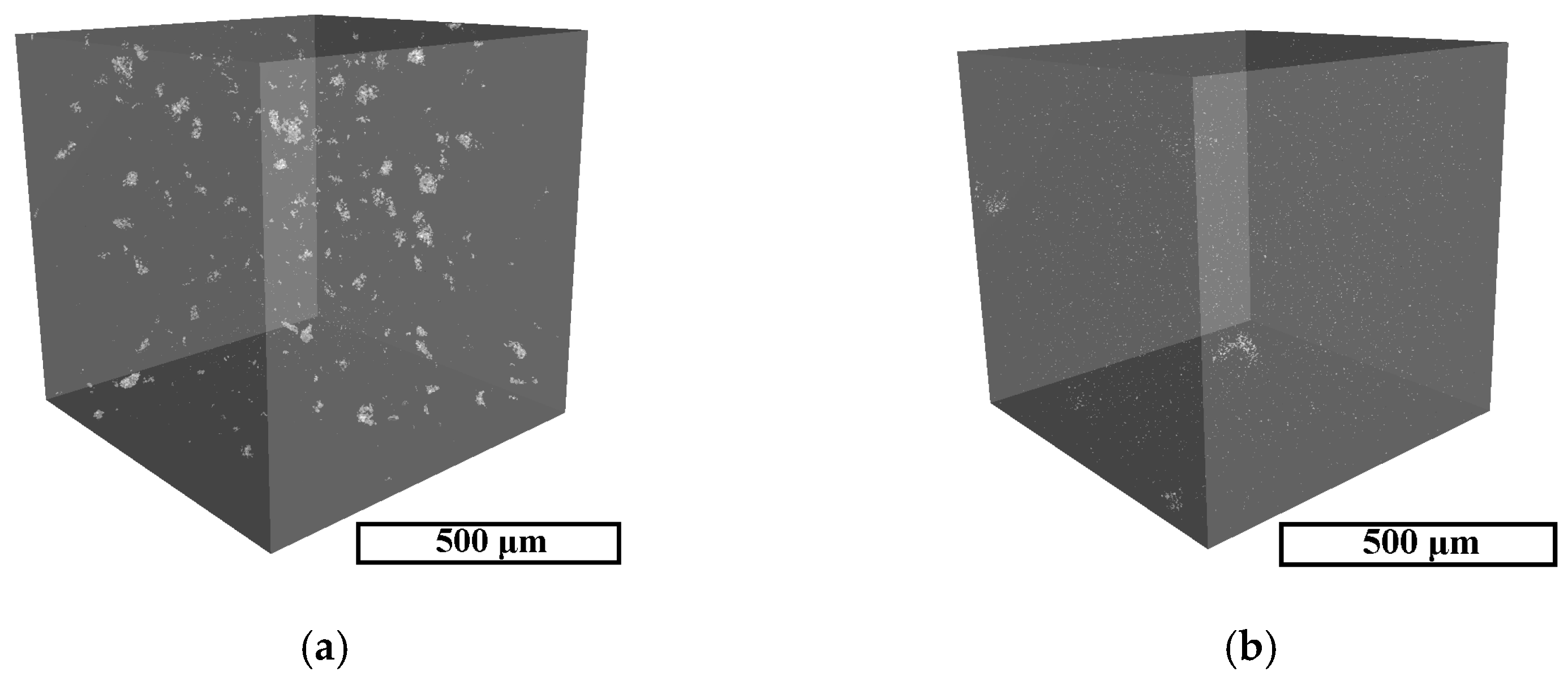
Figure 4.
Images of xCT reconstructions of volumes with distribution of the TiC particles in SLM samples: (a) Inc 718 + micron-TiC, (b) Inc 718 + nano-TiC.
Figure 5.
X-ray diffraction patterns of the processed (HIP + H.T.) samples (a); enlarged part of the graph (b).
Figure 6.
Microstructure of the processed samples (backscattered electron, SEM): (a) Inc 718, (b) Inc 718 + micron-TiC, (c) Inc 718 + nano-TiC, (d) nano-TiC particles (dark regions) in Inc 718 matrix.
Figure 7.
Microstructure of the processed samples with marked phases (secondary electron, SEM): (a) Inc 718, (b) Inc 718 + micron-TiC, (c) Inc 718 + nano-TiC.
Figure 8.
Engineering stress–strain curves for post-processed samples tested at room temperature and 700 °C (a) and 1000 °C (b).
Table 1.
Chemical compositions of TiC powders.
| Powder | Ti, wt % | C, wt % | Fe, wt % | Mo, wt % |
|---|
| Micron-TiC | 80.16 | 18.56 | 0.87 | 0.41 |
| Nano-TiC | 80.33 | 18.44 | 0.75 | 0.48 |
Table 2.
Technological properties of the powders.
| Powder | Flow Rate, s/50 g | Apparent Density, g/cm3 |
|---|
| Inc 718 | 12.0 ± 0.2 | 4.67 ± 0.12 |
| Inc 718 + 1% micron-TiC | 13.6 ± 0.2 | 4.28 ± 0.07 |
| Inc 718 + 1% nano-TiC | 13.4 ± 0.2 | 4.64 ± 0.10 |
Table 3.
Particle size distribution of the powders.
| Powder | d10, µm | d50, µm | d90, µm |
|---|
| Inc 718 | 21.4 ± 1.1 | 38.9 ± 1.1 | 66.4 ± 1.1 |
| Inc 718 + 1% micron-TiC | 21.6 ± 0.9 | 39.8 ± 0.9 | 68.3 ± 0.9 |
| Inc 718 + 1% nano-TiC | 20.5 ± 1.2 | 39.7 ± 1.2 | 67.5 ± 1.2 |
Table 4.
Parameters applied for SLM fabrication.
| Laser Power (W) | Laser Scanning Speed (mm/s) | Hatch Distance (mm) | Layer Thickness (mm) |
|---|
| 250 | 700 | 0.12 | 0.05 |
Table 5.
Density of the fabricated samples.
| Sample | Density, g/cm3 |
|---|
| Inc 718 | 8.19 ± 0.02 |
| Inc 718 + micron-TiC | 8.13 ± 0.01 |
| Inc 718 + nano-TiC | 8.18 ± 0.01 |
| Inc 718 HIP + H.T. | 8.19 ± 0.02 |
| Inc 718 + micron-TiC HIP + H.T. | 8.16 ± 0.02 |
| Inc 718 + nano-TiC HIP + H.T. | 8.19 ± 0.01 |
Table 6.
Hardness of the samples (HV10).
| Sample | Hardness |
|---|
| Inc 718 | 372 ± 14 |
| Inc 718 + micron-TiC | 395 ± 9 |
| Inc 718 + nano-TiC | 391 ± 8 |
| Inc 718 HIP + H.T. | 440 ± 10 |
| Inc 718 + micron-TiC HIP + H.T. | 483 ± 9 |
| Inc 718 + nano-TiC HIP + H.T. | 472 ± 12 |
Table 7.
Mechanical properties of post-processed SLM samples at different temperatures.
| Sample | Test Temperature, °C | YS, MPa | UTS, MPa | δ, % |
|---|
| Inc 718 HIP + H.T. | 25 | 1180 ± 8 | 1400 ± 7 | 12.4 |
| Inc 718 + micron-TiC HIP + H.T. | 25 | 1220 ± 4 | 1450 ± 13 | 11.5 |
| Inc 718 + nano-TiC HIP + H.T. | 25 | 1260 ± 3 | 1490 ± 9 | 9.8 |
| Inc 718 HIP + H.T. | 700 | 912 ± 2 | 938 ± 7 | 7.3 |
| Inc 718 + micron-TiC HIP + H.T. | 700 | 958 ± 7 | 985 ± 8 | 5.9 |
| Inc 718 + nano-TiC HIP + H.T. | 700 | 985 ± 6 | 1008 ± 5 | 5.3 |
| Inc 718 HIP + H.T. | 1000 | 95 ± 5 | 101 ± 1 | 43.2 |
| Inc 718 + micron-TiC HIP + H.T. | 1000 | 103 ± 1 | 105 ± 1 | 42.6 |
| Inc 718 + nano-TiC HIP + H.T. | 1000 | 97 ± 1 | 102 ± 1 | 39.2 |
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}