


Microstructural Investigation of a FeMnAlNi Shape Memory Alloy Processed by Tungsten Inert Gas Wire and Arc Additive Manufacturing

Abstract
:1. Introduction
2. Experimental Section
3. Results and Discussion
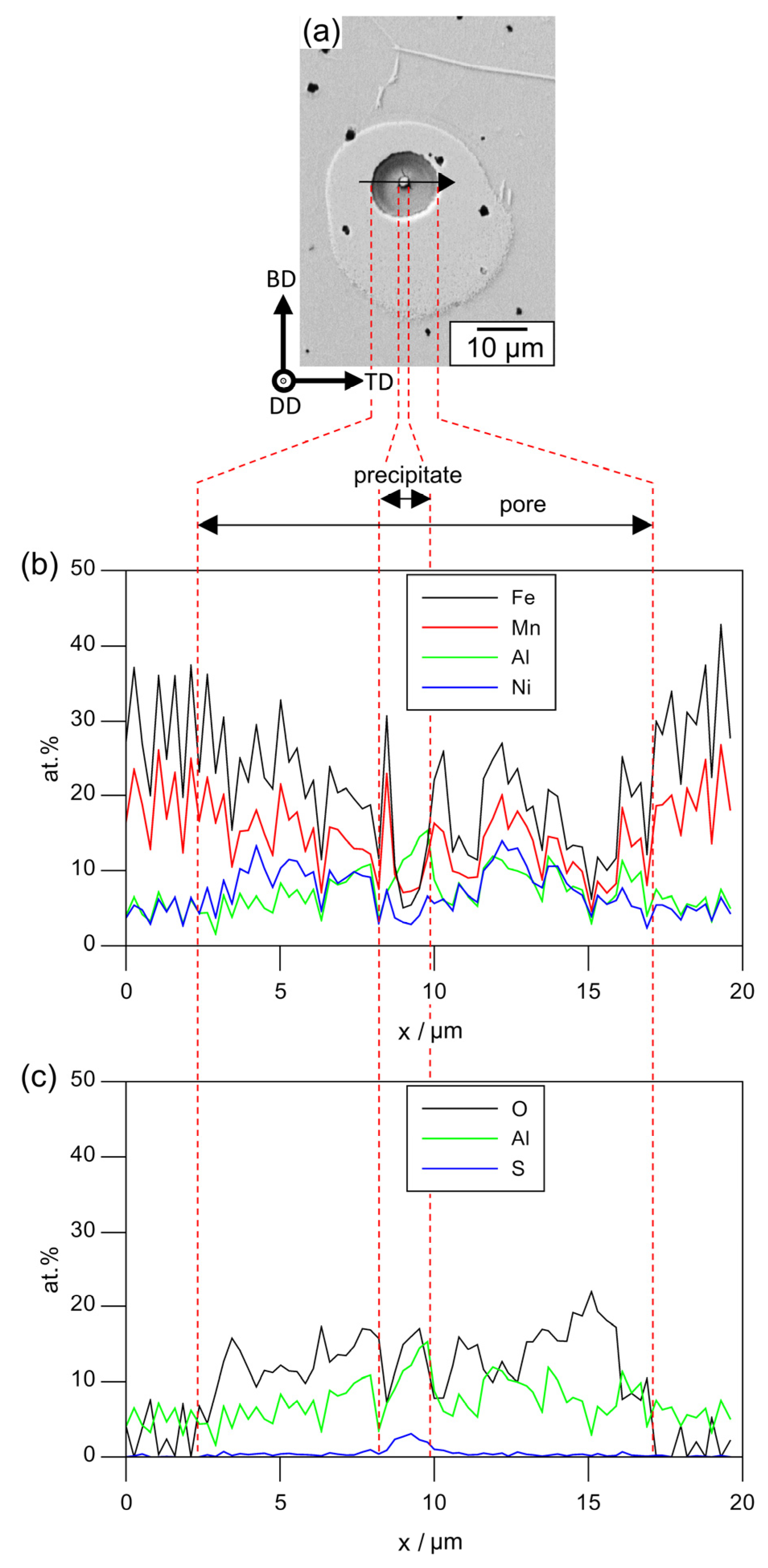
3.1. Chemical Composition
3.2. Microscopy
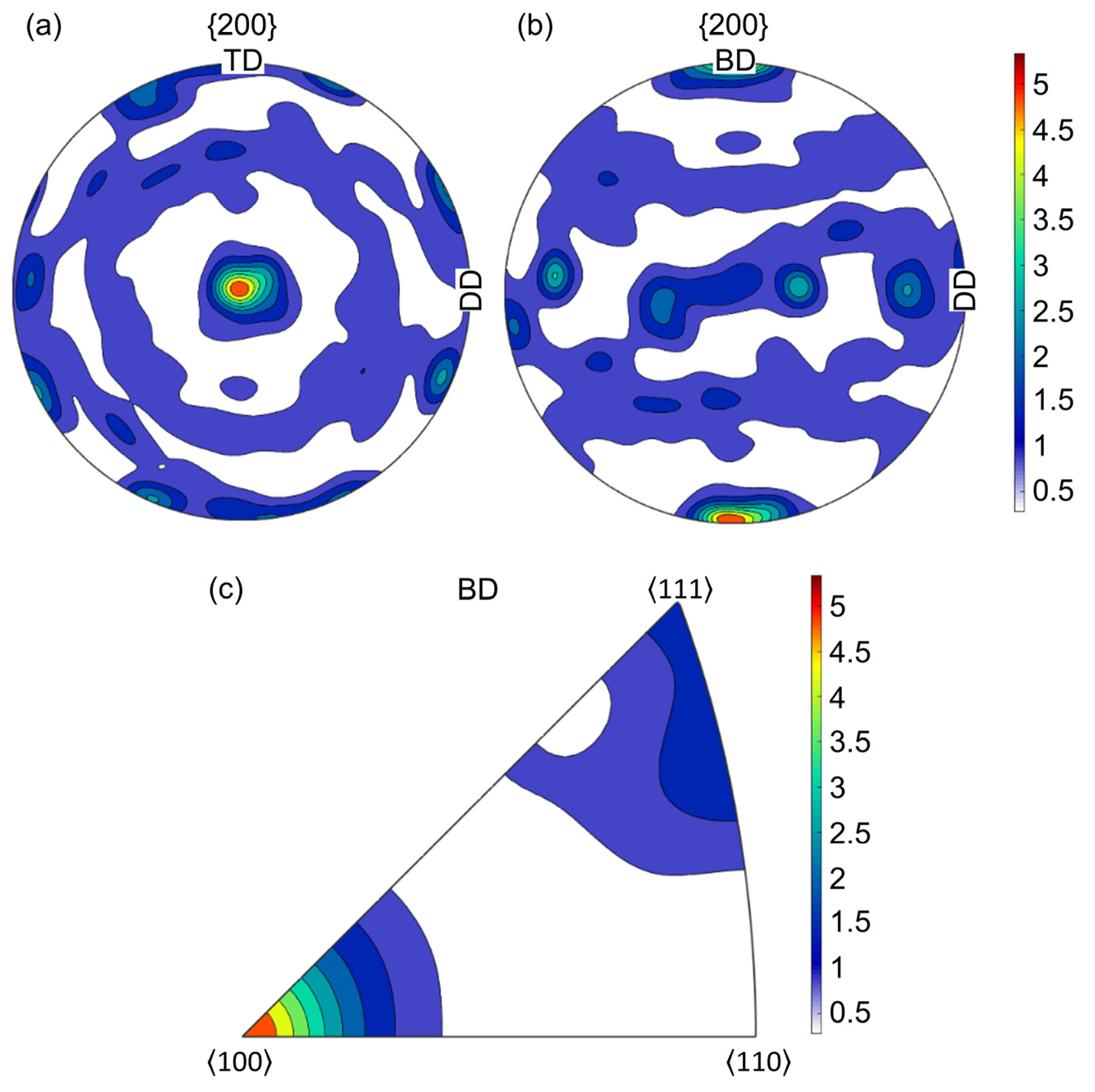
3.3. X-ray Diffraction
3.4. Thermomagnetization
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Buehler, W.J.; Gilfrich, J.V.; Wiley, R.C. Effect of Low-Temperature Phase Changes on the Mechanical Properties of Alloys near Composition TiNi. J. Appl. Phys. 1963, 34, 1475–1477. [Google Scholar] [CrossRef]
- Miyazaki, S.; Ohmi, Y.; Otsuka, K.; Suzuki, Y. Characteristics of Deformation and Transformation Pseudoelasticity in Ti-Ni Alloys. Le J. Phys. Colloq. 1982, 43, 255–260. [Google Scholar] [CrossRef]
- Miyazaki, S.; Kimura, S.; Takei, F.; Miura, T.; Otsuka, K.; Suzuki, Y. Shape Memory Effect and Pseudoelasticity in a Ti-Ni Single Crystal. Scr. Metall. 1983, 17, 1057–1062. [Google Scholar] [CrossRef]
- Sehitoglu, H.; Jun, J.; Zhang, X.; Karaman, I.; Chumlyakov, Y.; Maier, H.J.; Gall, K. Shape memory and pseudoelastic behavior of 51.5% Ni–Ti single crystals in solutionized and overaged state. Acta Mater. 2001, 49, 3609–3620. [Google Scholar] [CrossRef]
- Hodgson, D.E.; Wu, M.H.; Biermann, R.J. Shape Memory Alloys. ASM Handb. 1990, 2, 897–902. [Google Scholar]
- Liu, Y.; Mahmud, A.; Kursawe, F.; Nam, T.H. Effect of pseudoelastic cycling on the Clausius—Clapeyron relation for stress-induced martensitic transformation in NiTi. J. Alloys Compd. 2008, 449, 82–87. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, H. Strain dependence of the Clausius–Clapeyron relation for thermoelastic martensitic transformations in NiTi. Smart Mater. Struct. 2007, 16, 22–27. [Google Scholar] [CrossRef]
- Mohd Jani, J.; Leary, M.; Subic, A.; Gibson, M.A. A review of shape memory alloy research, applications and opportunities. Mater. Des. 2014, 56, 1078–1113. [Google Scholar] [CrossRef]
- Sato, A.; Chishima, E.; Soma, K.; Mori, T. Shape memory effect in γ⇄ϵ transformation in Fe-30Mn-1Si alloy single crystals. Acta Metall. 1982, 30, 1177–1183. [Google Scholar] [CrossRef]
- Wan, J.; Chen, S. Martensitic transformation and shape memory effect in Fe–Mn–Si based alloys. Curr. Opin. Solid State Mater. Sci. 2005, 9, 303–312. [Google Scholar] [CrossRef]
- Tanaka, Y.; Himuro, Y.; Kainuma, R.; Sutou, Y.; Omori, T.; Ishida, K. Ferrous Polycrystalline Shape-Memory Alloy Showing Huge Superelasticity. Science 2010, 327, 1488–1490. [Google Scholar] [CrossRef] [PubMed]
- Omori, T.; Ando, K.; Okano, M.; Xu, X.; Tanaka, Y.; Ohnuma, I.; Kainuma, R.; Ishida, K. Superelastic Effect in Polycrystalline Ferrous Alloys. Science 2011, 333, 68–71. [Google Scholar] [CrossRef] [PubMed]
- Ishida, K.; Shibuya, K.; Nishizawa, T. γ-Loops in Fe-Mn-V, Fe-Mn-Mo and Fe-Mn-Si Systems. J. Jpn. Inst. Met. 1973, 37, 1305–1313. [Google Scholar] [CrossRef] [Green Version]
- Ueland, S.M.; Chen, Y.; Schuh, C.A. Oligocrystalline Shape Memory Alloys. Adv. Funct. Mater. 2012, 22, 2094–2099. [Google Scholar] [CrossRef]
- Ueland, S.M.; Schuh, C.A. Superelasticity and fatigue in oligocrystalline shape memory alloy microwires. Acta Mater. 2012, 60, 282–292. [Google Scholar] [CrossRef]
- Ueland, S.M.; Schuh, C.A. Grain boundary and triple junction constraints during martensitic transformation in shape memory alloys. J. Appl. Phys. 2013, 114, 53503. [Google Scholar] [CrossRef]
- Xie, J.X.; Liu, J.L.; Huang, H.Y. Structure design of high-performance Cu based shape memory alloys. Rare Met. 2015, 34, 607–624. [Google Scholar] [CrossRef]
- Tseng, L.W. Microstructure and Superelastic Response of Iron based Shape Memory Alloy. Ph.D. Thesis, Texas A&M University: College Station, TX, USA, May 2015. [Google Scholar]
- Vollmer, M.; Segel, C.; Krooß, P.; Günther, J.; Tseng, L.W.; Karaman, I.; Weidner, A.; Biermann, H.; Niendorf, T. On the effect of gamma phase formation on the pseudoelastic performance of polycrystalline Fe-Mn-Al-Ni shape memory alloys. Scr. Mater. 2015, 108, 23–26. [Google Scholar] [CrossRef]
- Omori, T.; Okano, M.; Kainuma, R. Effect of grain size on superelasticity in Fe-Mn-Al-Ni shape memory alloy wire. APL Mater. 2013, 1, 032103. [Google Scholar] [CrossRef]
- Omori, T.; Iwaizako, H.; Kainuma, R. Abnormal grain growth induced by cyclic heat treatment in Fe-Mn-Al-Ni superelastic alloy. Mater. Des. 2016, 101, 263–269. [Google Scholar] [CrossRef]
- Tseng, L.W.; Ma, J.; Wang, S.J.; Karaman, I.; Kaya, M.; Luo, Z.P.; Chumlyakov, Y.I. Superelastic response of a single crystalline FeMnAlNi shape memory alloy under tension and compression. Acta Mater. 2015, 89, 374–383. [Google Scholar] [CrossRef]
- Tseng, L.W.; Ma, J.; Wang, S.J.; Karaman, I.; Chumlyakov, Y.I. Effects of crystallographic orientation on the superelastic response of FeMnAlNi single crystals. Scr. Mater. 2016, 116, 147–151. [Google Scholar] [CrossRef] [Green Version]
- Tseng, L.W.; Ma, J.; Chumlyakov, Y.I.; Karaman, I. Orientation dependence of superelasticity in FeMnAlNi single crystals under compression. Scr. Mater. 2019, 166, 48–52. [Google Scholar] [CrossRef]
- Ball, J.M.; James, R.D. Fine phase mixtures as minimizers of energy. Arch. Ration. Mech. Anal. 1987, 100, 13–52. [Google Scholar] [CrossRef]
- Saburi, T.; Nenno, S. The shape memory effect and related phenomena. Solid Solid Phase Transf. 1981, 1455–1479. [Google Scholar]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Zhang, H.; Huang, J.; Liu, C.; Ma, Y.; Han, Y.; Xu, T.; Lu, J.; Fang, H. Fabricating Pyramidal Lattice Structures of 304 L Stainless Steel by Wire Arc Additive Manufacturing. Materials 2020, 13, 3482. [Google Scholar] [CrossRef] [PubMed]
- Costabile, G.; Fera, M.; Fruggiero, F.; Lambiase, A.; Pham, D. Cost models of additive manufacturing: A literature review. Int. J. Ind. Eng. Comput. 2017, 8, 263–283. [Google Scholar] [CrossRef]
- Thomas, D.S.; Gilbert, S.W. Costs and cost effectiveness of additive manufacturing. NIST Spec. Publ. 2014, 1176, 12. [Google Scholar]
- Hassel, T.; Carstensen, T. Properties and anisotropy behaviour of a nickel base alloy material produced by robot-based wire and arc additive manufacturing. Weld. World 2020, 64, 1921–1931. [Google Scholar] [CrossRef]
- Gokhale, N.P.; Kala, P.; Sharma, V. Thin-walled metal deposition with GTAW welding-based additive manufacturing process. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 569. [Google Scholar] [CrossRef]
- Gokhale, N.P.; Kala, P. Thermal analysis of TIG-WAAM based metal deposition process using finite element method. Mater. Today: Proc. 2021, 44, 453–459. [Google Scholar] [CrossRef]
- Helmer, H.; Bauereiß, A.; Singer, R.F.; Körner, C. Grain structure evolution in Inconel 718 during selective electron beam melting. Mater. Sci. Eng. A 2016, 668, 180–187. [Google Scholar] [CrossRef]
- Niendorf, T.; Brenne, F.; Schaper, M.; Riemer, A.; Leuders, S.; Reimche, W.; Schwarze, D.; Maier, H.J. Labelling additively manufactured parts by microstructural gradation-advanced copy-proof design. Rapid Prototyp. J. 2016, 22, 630–635. [Google Scholar] [CrossRef]
- Ewald, F.C.; Brenne, F.; Gustmann, T.; Vollmer, M.; Krooß, P.; Niendorf, T. Laser Powder Bed Fusion Processing of Fe-Mn-Al-Ni Shape Memory Alloy—On the Effect of Elevated Platform Temperatures. Metals 2021, 11, 185. [Google Scholar] [CrossRef]
- Niendorf, T.; Brenne, F.; Krooß, P.; Vollmer, M.; Günther, J.; Schwarze, D.; Biermann, H. Microstructural Evolution and Functional Properties of Fe-Mn-Al-Ni Shape Memory Alloy Processed by Selective Laser Melting. Met. Mater. Trans. A 2016, 47, 2569–2573. [Google Scholar] [CrossRef]
- Sun, S.H.; Koizumi, Y.; Saito, T.; Yamanaka, K.; Li, Y.P.; Cui, Y.; Chiba, A. Electron beam additive manufacturing of Inconel 718 alloy rods: Impact of build direction on microstructure and high-temperature tensile properties. Addit. Manuf. 2018, 23, 457–470. [Google Scholar] [CrossRef]
- Flemings, M.C. Solidification processing. Metall. Mater. Trans. B 1974, 5, 2121–2134. [Google Scholar] [CrossRef]
- Kurz, W.; Fisher, D.J. Fundamentals of Solidification, 4th ed.; Trans Tech Publications, Ltd.: Zurich, Switzerland, 1998. [Google Scholar]
- David, S.A.; Babu, S.S.; Vitek, J.M. Welding: Solidification and Microstructure. JOM 2003, 55, 14–20. [Google Scholar] [CrossRef]
- Schulze, G. Die Metallurgie des Schweißens: Eisenwerkstoffe-nichteisenmetallische Werkstoffe; Springer: Heidelberg, Germany; New York, NY, USA, 2010. [Google Scholar]
- Dinda, G.P.; Dasgupta, A.K.; Mazumder, J. Texture control during laser deposition of nickel based superalloy. Scr. Mater. 2012, 67, 503–506. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Composition (at.%) | |||
|---|---|---|---|---|
| Mn | Al | Ni | Fe | |
| Filler material | 32.3 | 13.9 | 7.5 | balance |
| As-built | 28.7 | 13.5 | 7.3 | balance |
| Nominal | 34 | 15 | 7.5 | balance |
| Literature [12] | 34 | 15 | 7.5 | 43.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Viebranz, V.F.; Hassel, T.; Maier, H.J. Microstructural Investigation of a FeMnAlNi Shape Memory Alloy Processed by Tungsten Inert Gas Wire and Arc Additive Manufacturing. Metals 2022, 12, 1731. https://doi.org/10.3390/met12101731
Viebranz VF, Hassel T, Maier HJ. Microstructural Investigation of a FeMnAlNi Shape Memory Alloy Processed by Tungsten Inert Gas Wire and Arc Additive Manufacturing. Metals. 2022; 12(10):1731. https://doi.org/10.3390/met12101731
Chicago/Turabian StyleViebranz, Vincent Fabian, Thomas Hassel, and Hans Jürgen Maier. 2022. "Microstructural Investigation of a FeMnAlNi Shape Memory Alloy Processed by Tungsten Inert Gas Wire and Arc Additive Manufacturing" Metals 12, no. 10: 1731. https://doi.org/10.3390/met12101731
APA StyleViebranz, V. F., Hassel, T., & Maier, H. J. (2022). Microstructural Investigation of a FeMnAlNi Shape Memory Alloy Processed by Tungsten Inert Gas Wire and Arc Additive Manufacturing. Metals, 12(10), 1731. https://doi.org/10.3390/met12101731