
Researches on the Macro- and Micro-Structures and Properties of the Vertical Bending Continuous Casted AA6063 Thin Slabs and Their As-Rolled Sheets

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
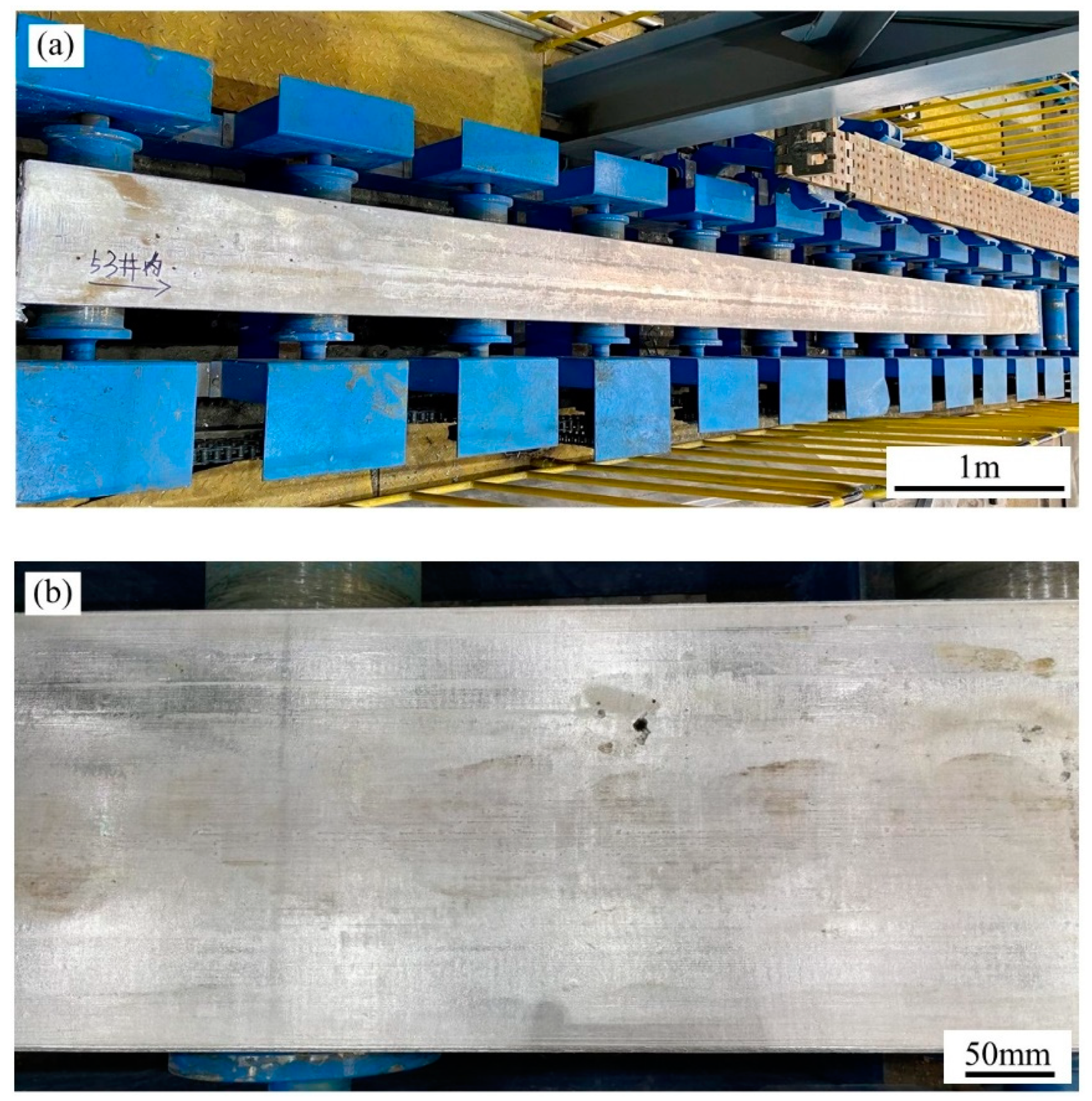
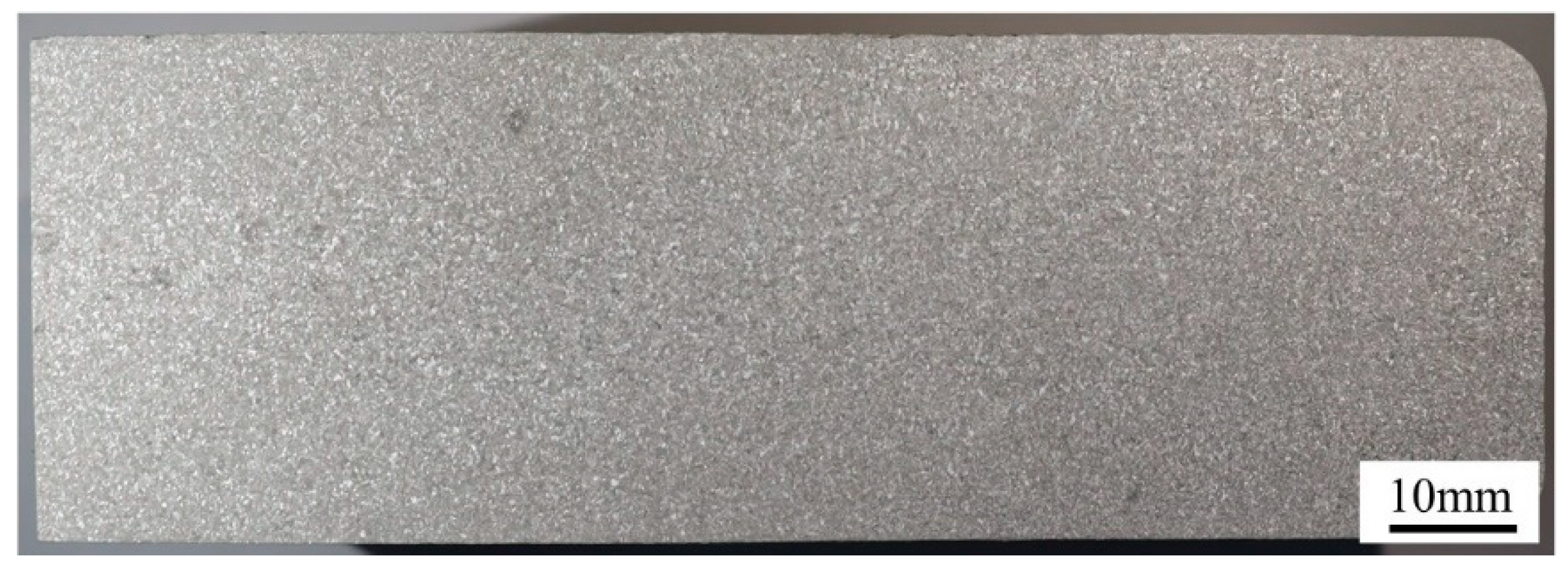
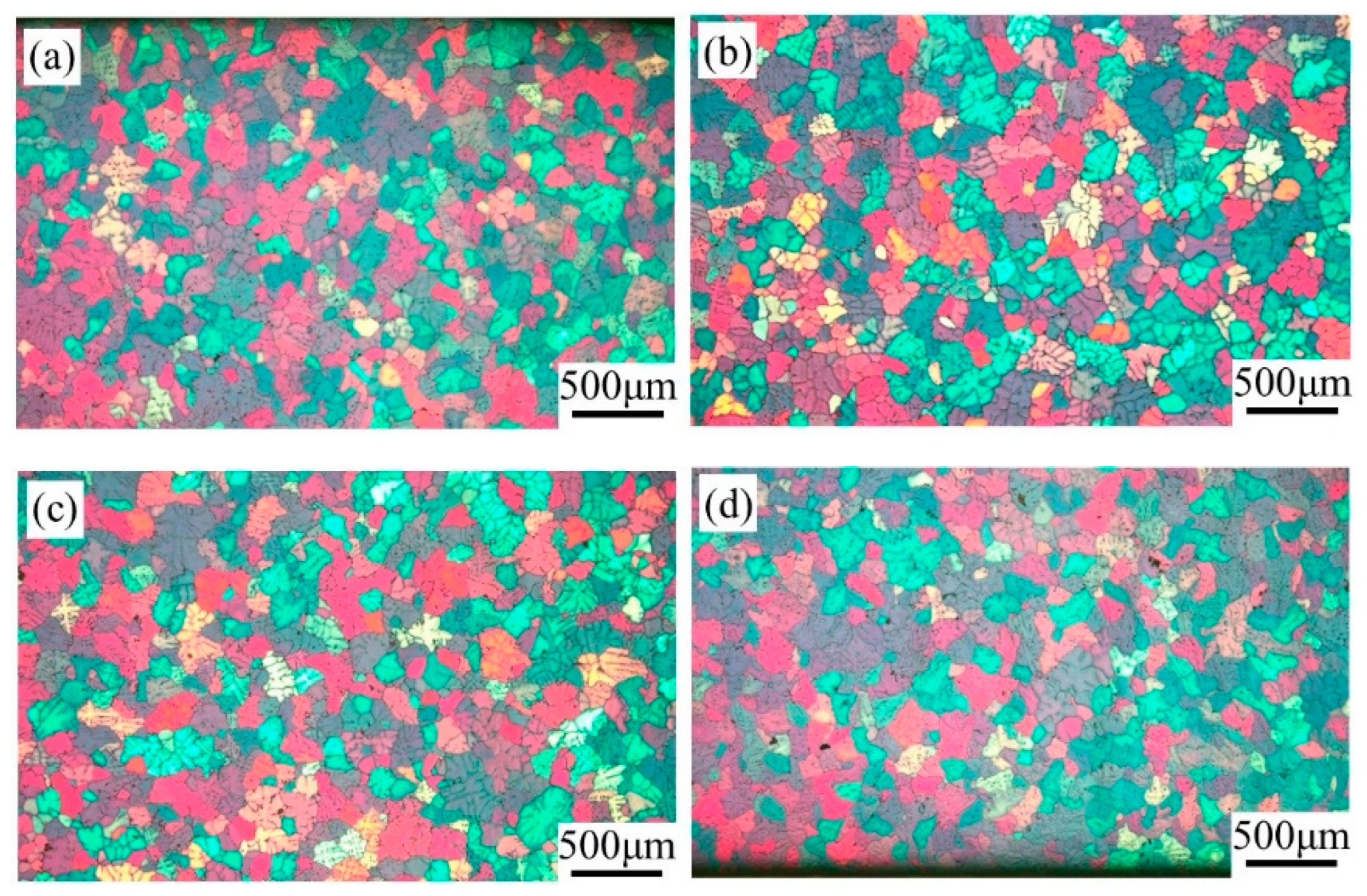
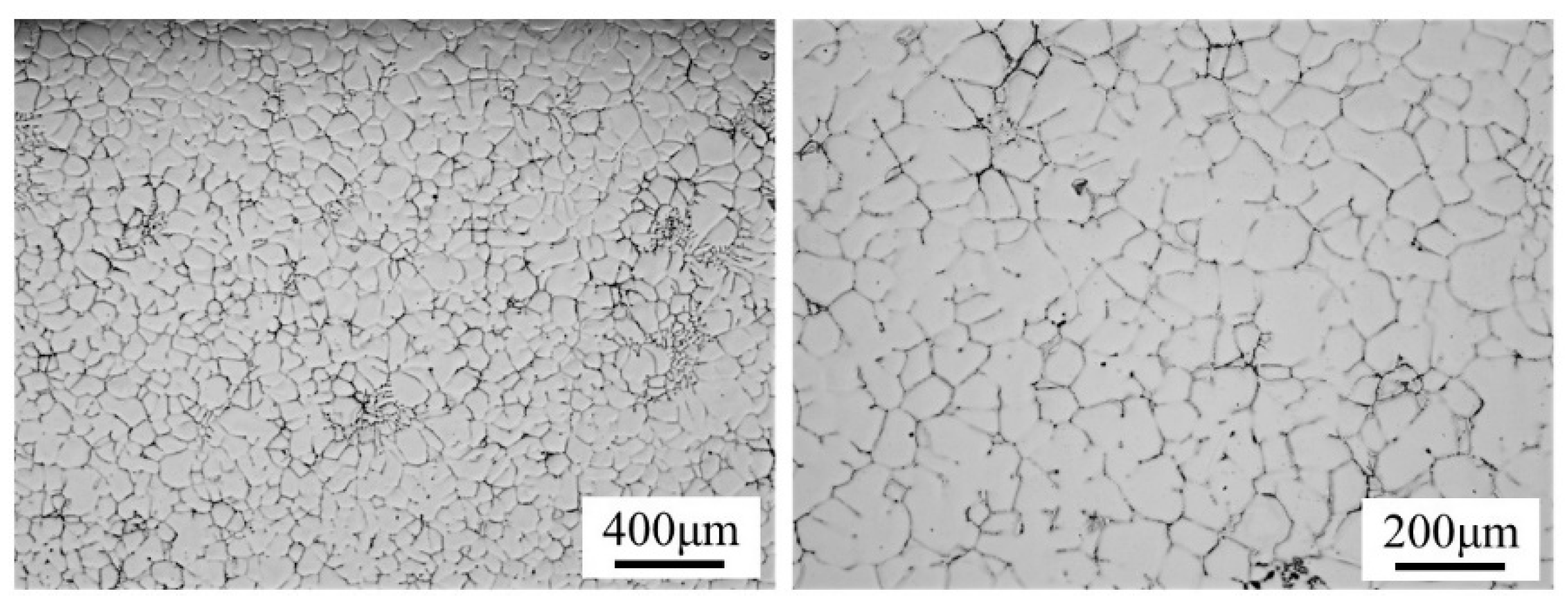
3.1. As-Cast Structure of AA6063
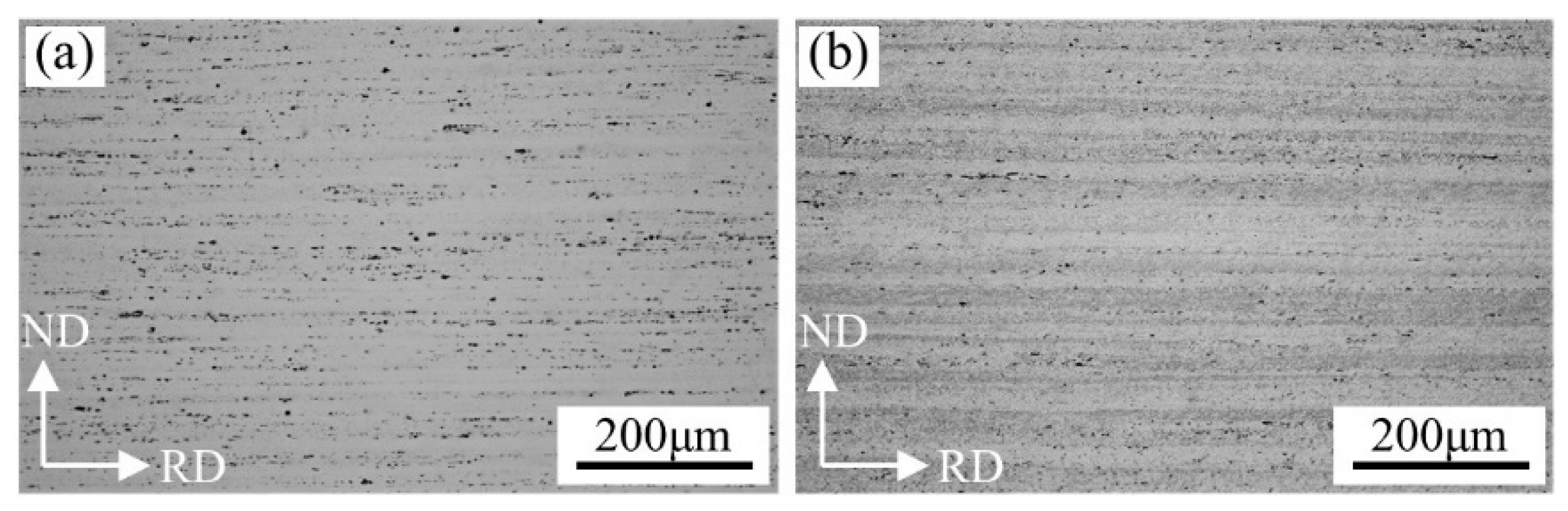
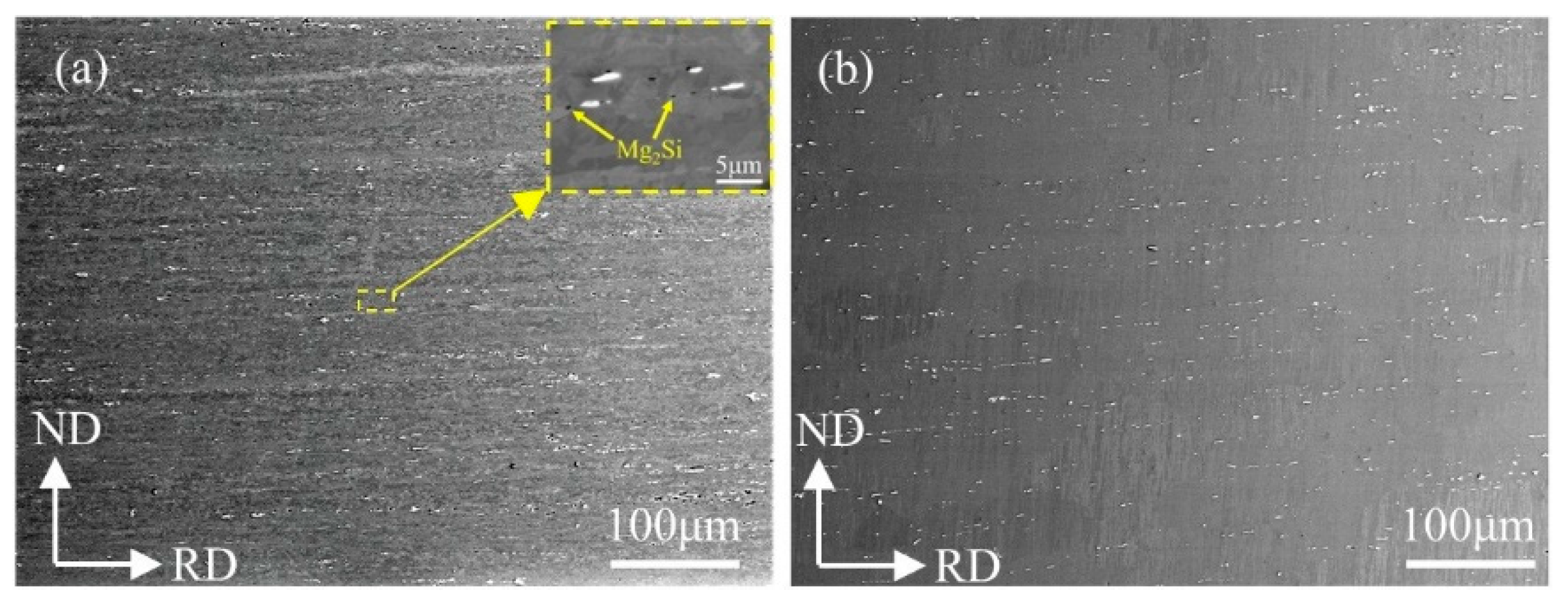
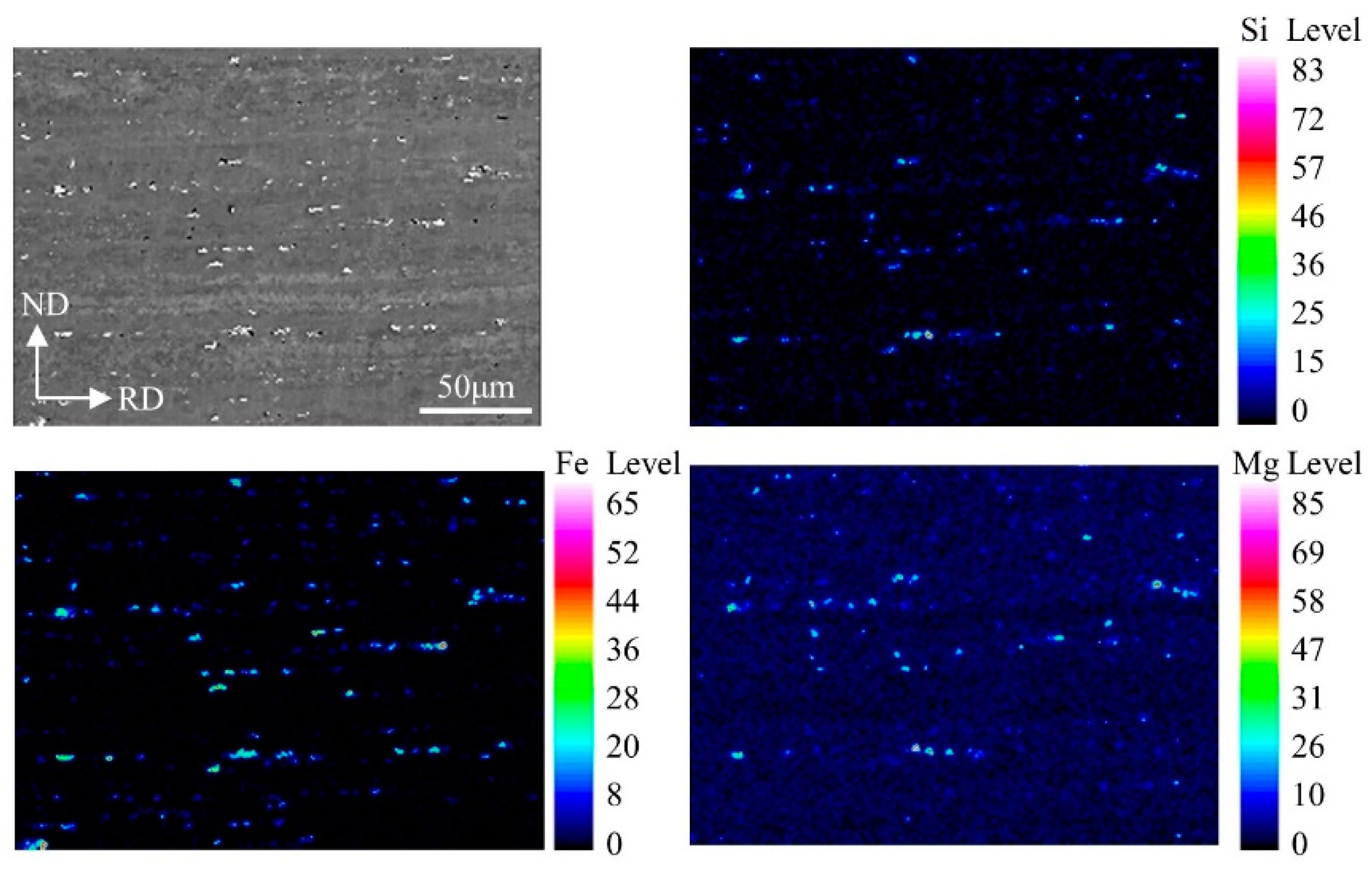
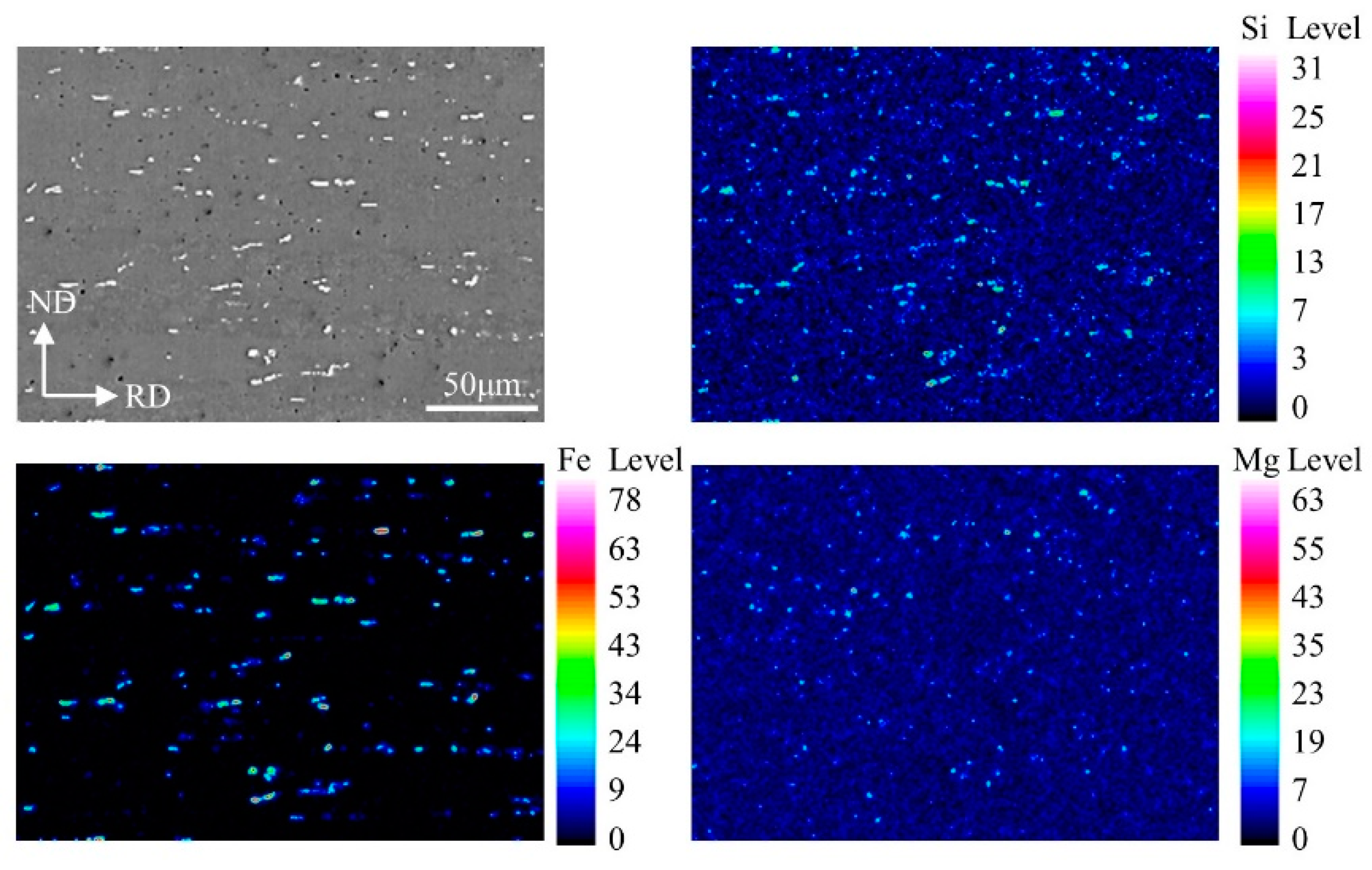
3.2. Evolution of Precipitates and Alloy Element Distribution
4. Discussion
5. Conclusions
- (1)
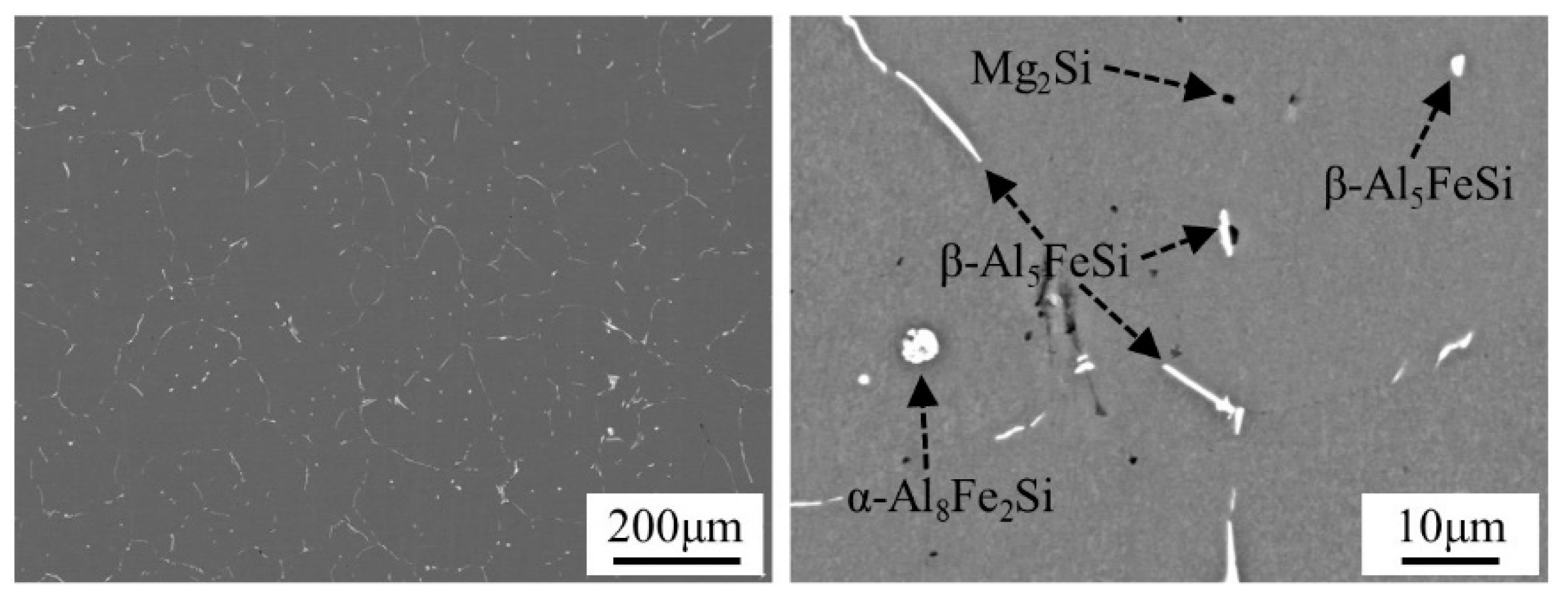
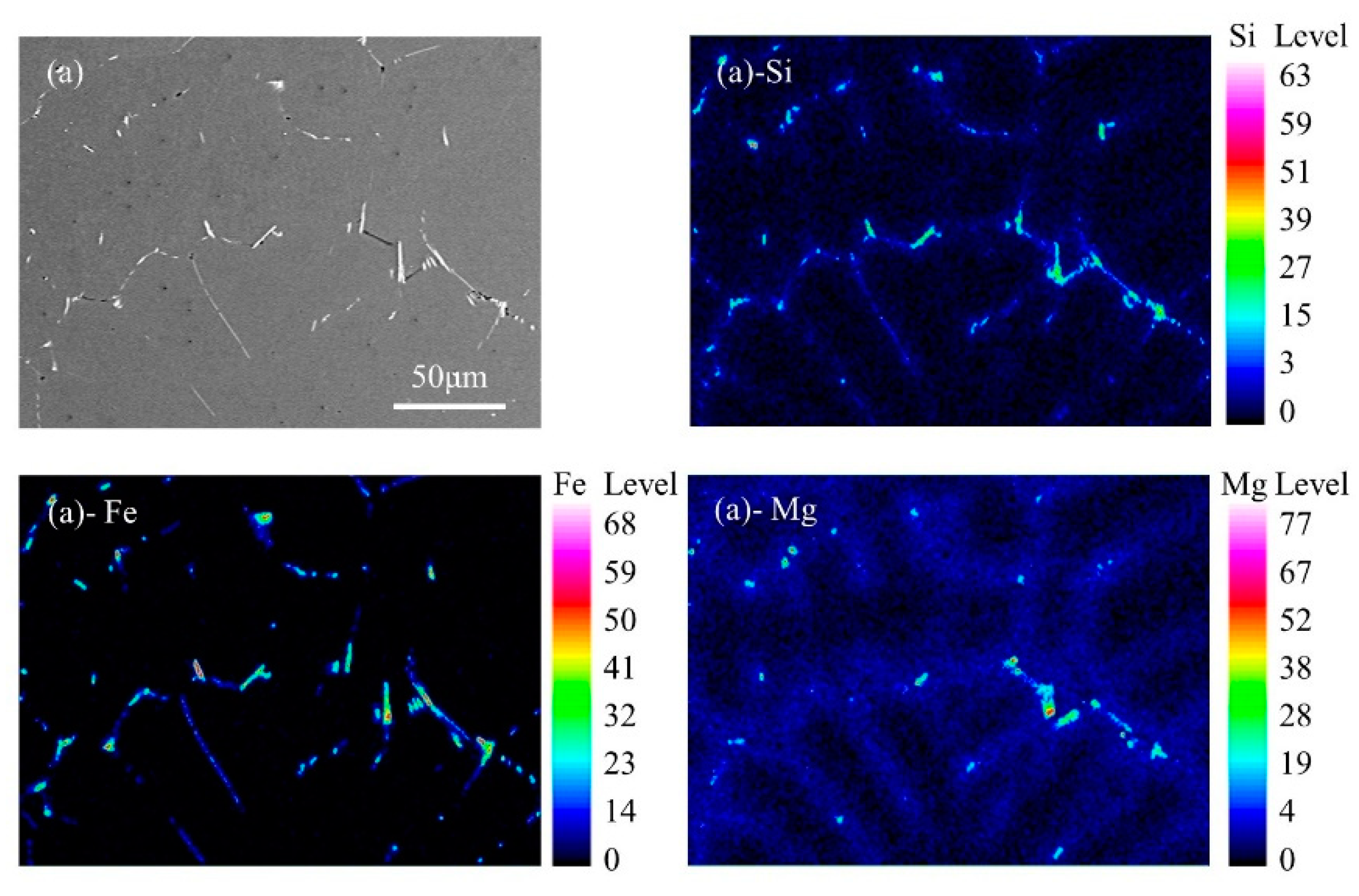
- The as-cast structure of AA6063 prepared by the VC process is completely composed of fine and uniform equiaxed grains. There is obvious dendrite segregation, and the precipitated phases, including Mg2Si, β-Al5FeSi and α-Al8Fe2Si, mainly distribute along the grain boundaries. The iron-rich phase is dominated by the β-Al5FeSi phase.
- (2)
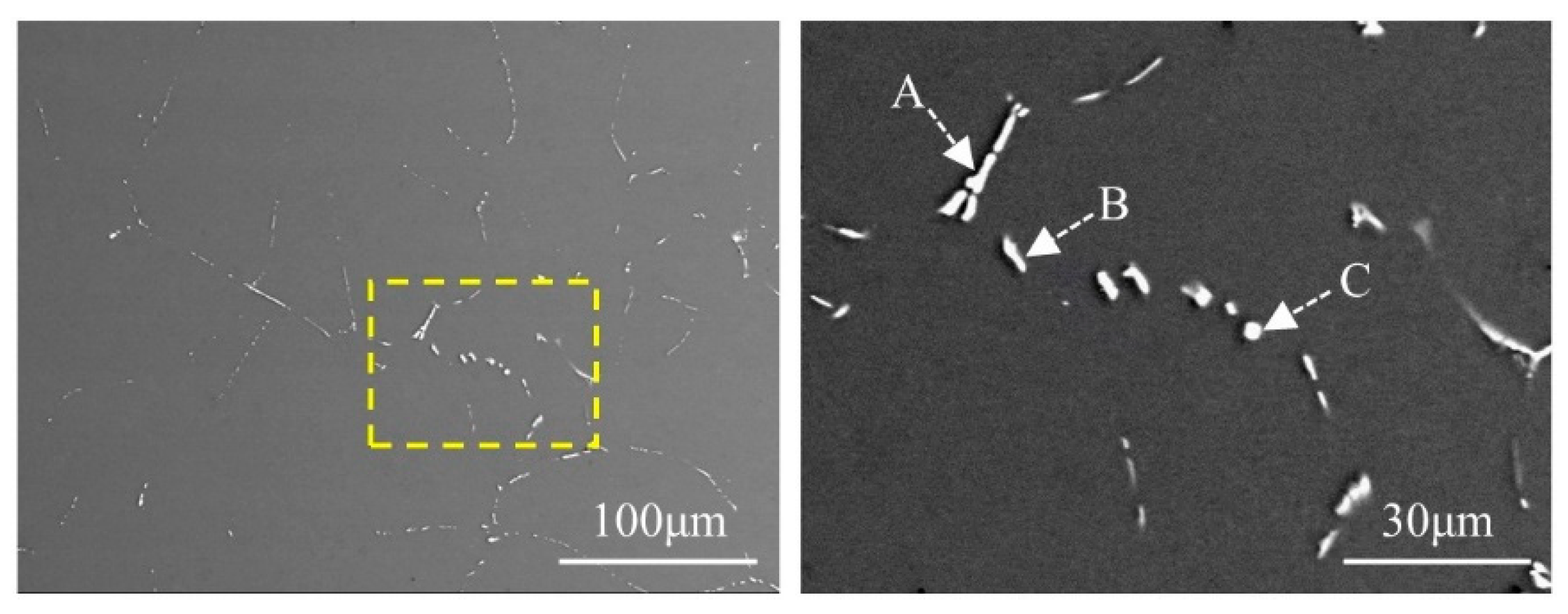
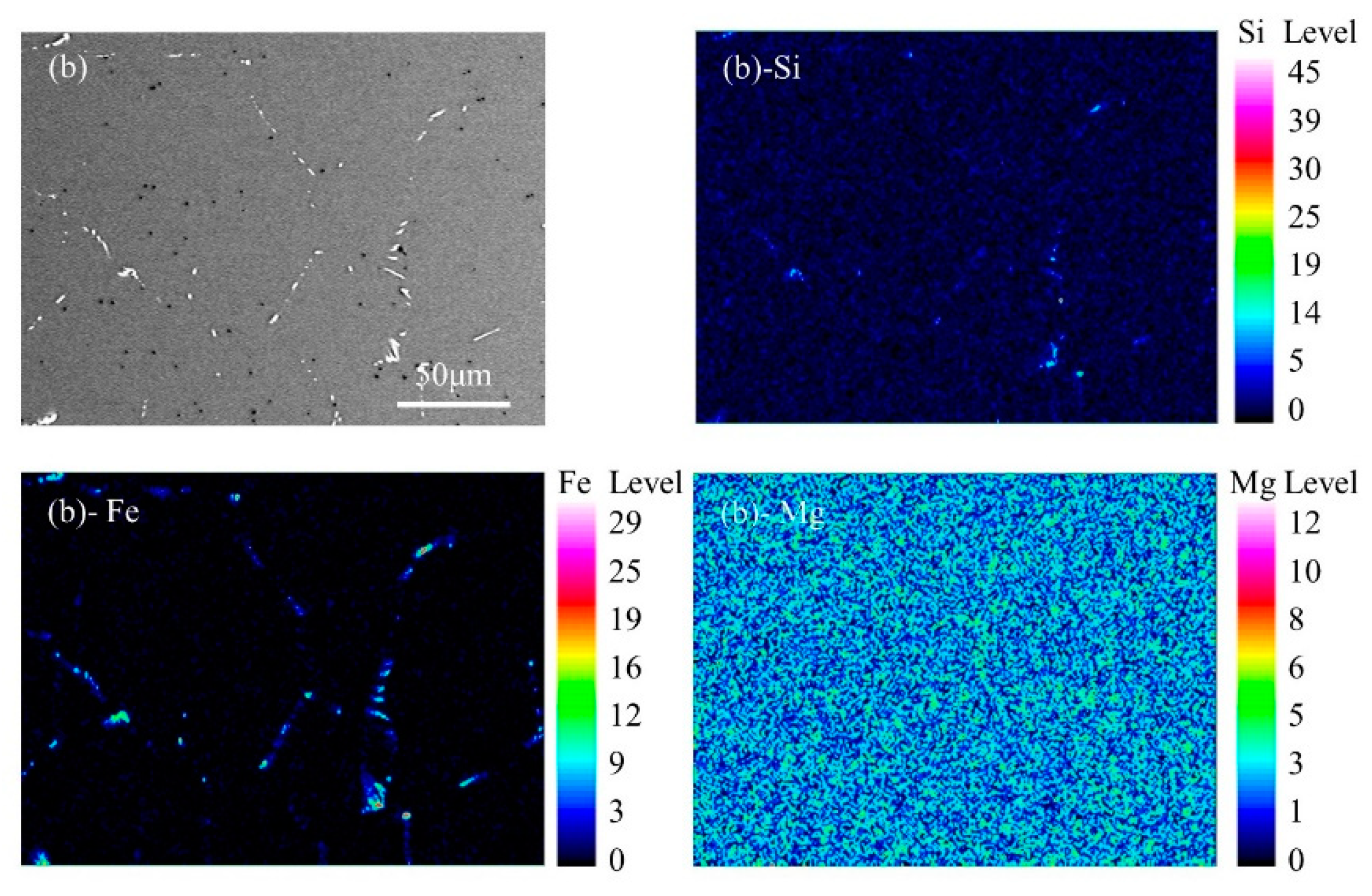
- Dendrite segregation can be relieved by homogenization heat treatment. After homogenization, all of the Mg2Si phase is dissolved back, and the acicular β-Al5FeSi phase is transformed into the short-rod or granular α-Al8Fe2Si phase. Mg element homogeneously distributes in the matrix, and small amounts of Si and Fe elements are segregated in the α-Al8Fe2Si phase.
- (3)
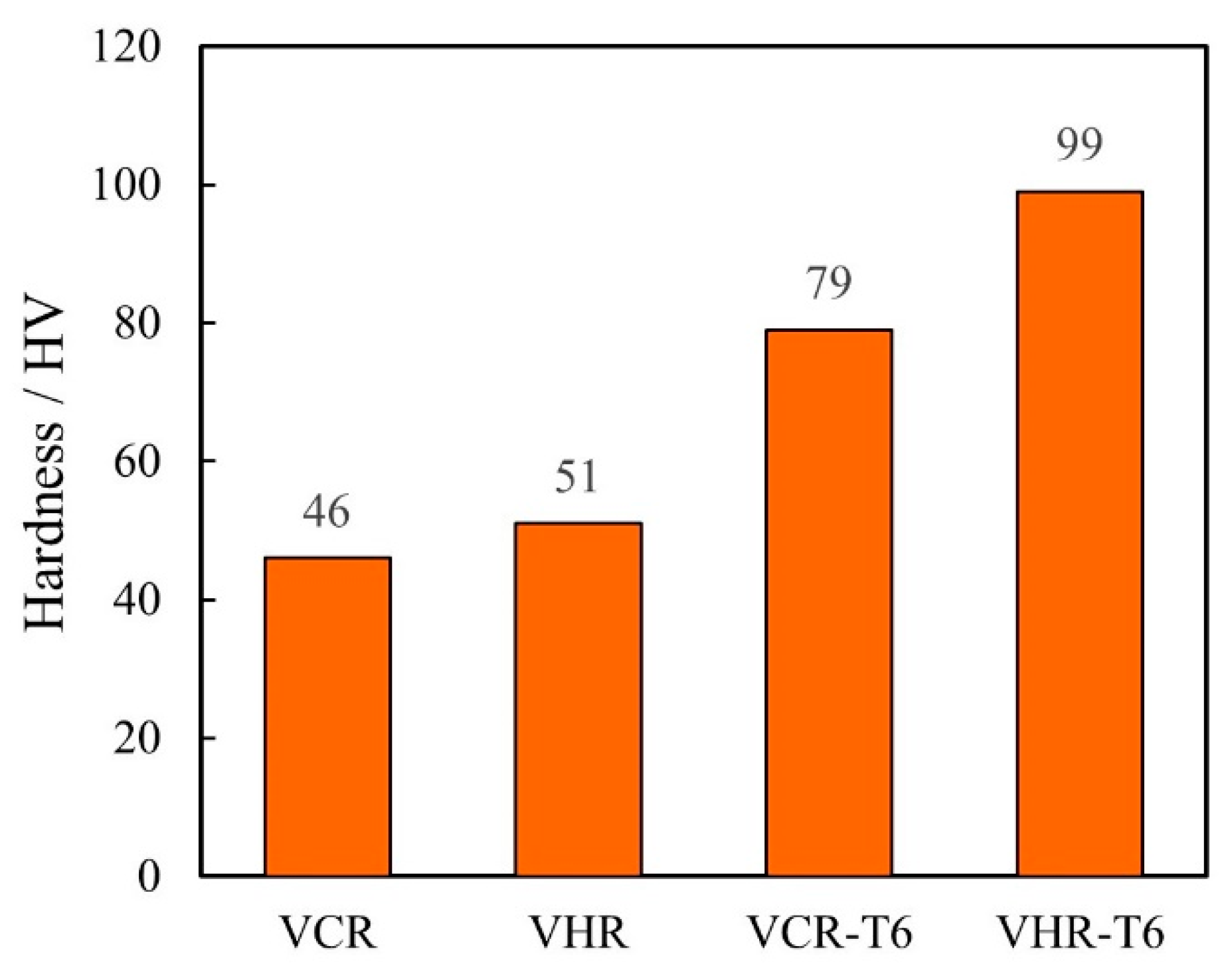
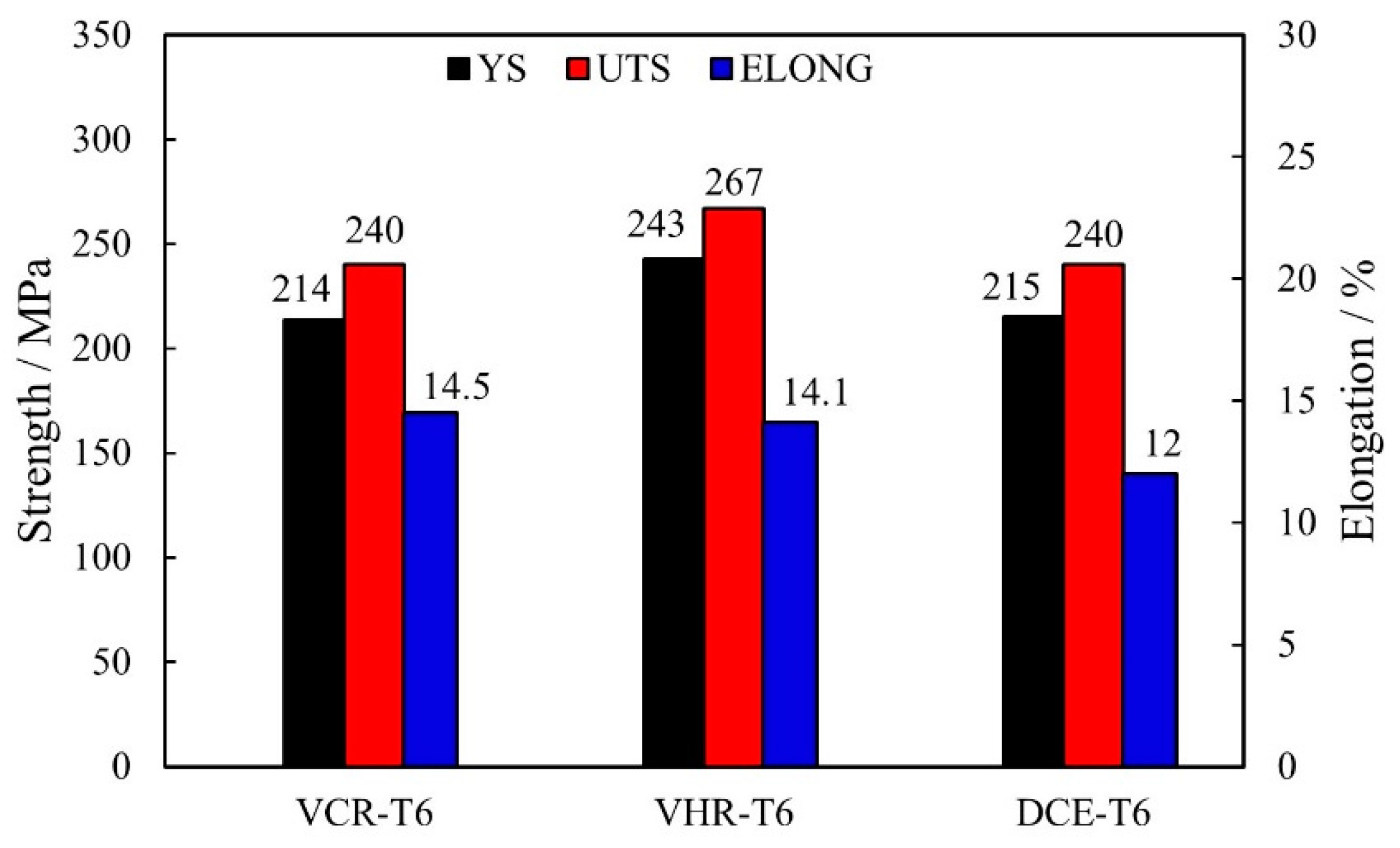
- Homogenization heat treatment before hot rolling is beneficial to improving the mechanical properties of AA6063 aluminum alloy. However, direct rolling the VC slabs without homogenization also achieves mechanical properties comparable to those obtained through the DC casting and extrusion processes. This means that continuous casting and rolling based on the VC process is feasible.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Stanley, J.T.; Sanders, R.E.J. Handbook of Aluminum: Alloy Production and Materials Manufacturing; Marcel Dekker, Inc.: New York, NY, USA, 2003; Volume 2, pp. 319–342. [Google Scholar]
- Granger, D.A. Ingot Casting in the Aluminum Industry. Treatise Mater. Sci. Technol. 1989, 31, 109–135. [Google Scholar]
- Barekar, N.S.; Dhindaw, B.K. Twin-Roll Casting of Aluminum Alloys-An Overview. Mater. Manuf. Process. 2014, 29, 651–661. [Google Scholar] [CrossRef]
- Szczypiorski, W.; Szczypiorski, R. The Mechanical and Metallurgical Characteristics of Twin-Belt Cast Aluminum Strip Using Current Hazelett Technology. In Essential Readings in Light Metals; Springer: Cham, Switzerland, 1991; pp. 949–958. [Google Scholar]
- Li, B.Q. Producing thin strips by twin-roll casting—Part I: Process aspects and quality issues. JOM 1995, 47, 29–33. [Google Scholar] [CrossRef]
- Kim, M.-S.; Kim, S.-H.; Kim, H. Deformation-induced center segregation in twin-roll cast high-Mg Al-Mg strips. Scr. Mater. 2018, 152, 69–73. [Google Scholar] [CrossRef]
- Sanders, R.E., Jr. Continuous Casting for Aluminum Sheet: A Product Perspective. JOM 2012, 64, 291–301. [Google Scholar] [CrossRef]
- Maistry, S. Selection of Appropriate Production Process is Fundamental Factor to Improve Enterprise Competition in Aluminum Sheet & Strip Market. Nonferr. Met. Process. 2009, 2, 765–768. [Google Scholar]
- Haga, T.; Tkahashi, K.; Ikawaand, M.; Watari, H. Twin roll casting of aluminum alloy strips. J. Mater. Process. Technol. 2004, 153–154, 42–47. [Google Scholar] [CrossRef]
- Ferreira, I.L.; Moreira, A.; Aviz, J. On an expression for the growth of secondary dendrite arm spacing during non-equilibrium solidification of multicomponent alloys: Validation against ternary aluminum-based alloys. J. Manuf. Process. 2018, 35, 634. [Google Scholar] [CrossRef]
- Tewari, A.; Vijayalakshmi, S.; Tiwari, S.; Biswas, P.; Kim, S.; Mishra, R.K.; Kubic, R.; Sachdev, A.K. Influence of Microstructure on Uniaxial Strain Localization in AA5754 Aluminum Sheets Produced by Various Processing Routes. Metall. Mater. Trans. A 2013, 44, 2382–2398. [Google Scholar] [CrossRef]
- Tanaka, H.; Imamura, A.; Nisihara, R. Effect of Vertical Length for Inclusion Removal in Vertical-bending Type Continuous Casting Machine. Tetsu-to-Hagane 2009, 78, 1464–1471. [Google Scholar] [CrossRef] [Green Version]
- Hirsch, J. Recent development in aluminium for automotive applications. Trans. Nonferr. Met. Soc. China 2014, 24, 8. [Google Scholar] [CrossRef]
- Panigrahi, S.K.; Jayaganthan, R. Effect of annealing on precipitation, microstructural stability, and mechanical properties of cry rolled Al 6063 alloy. J. Mater. Sci. 2010, 45, 5624–5636. [Google Scholar] [CrossRef]
- Zhou, J.; Wan, X.; Li, Y. Advanced Aluminum Products and Manufacturing Technologies Applied on Vehicles Presented at the EuroCarBody Conference. Mater. Today Proc. 2015, 2, 5015–5022. [Google Scholar] [CrossRef]
- Dinaharan, I.; Murugan, N. Dry sliding wear behavior of AA6061/ZrB2 in-situ composite. Trans. Nonferrous Met. Soc. China 2012, 22, 810–818. [Google Scholar] [CrossRef]
- Liu, Z.-T.; Wang, B.-Y.; Wang, C.; Zha, M.; Liu, G.-J.; Yang, Z.-Z.; Wang, J.-G.; Li, J.-H.; Wang, H.-Y. Microstructure and mechanical properties of Al-Mg-Si alloy fabricated by a short process based on sub-rapid solidification. J. Mater. Sci. Technol. 2020, 41, 178–186. [Google Scholar] [CrossRef]
- Gavgali, Y. The effect of homogenization treatment on cold deformations of AA 2014 and AA 6063 alloys. J. Mater. Process. Technol. 2004, 147, 60–64. [Google Scholar]
- Cai, M.; Field, D.P.; Lorimer, G.W. A systematic comparison of static and dynamic ageing of two Al-Mg-Si alloys. Mater. Sci. Eng. A Struct. Mater. 2004, 373, 65–71. [Google Scholar] [CrossRef]
- Kumar, S.; O’Reilly, K.A.Q. Influence of Al grain structure on Fe bearing intermetallic during DC casting of an Al-Mg-Si alloy. Mater. Charact. 2016, 120, 311–322. [Google Scholar] [CrossRef]
- Karamis, M.B.; Halici, I. The effects of homogenization and recrystallization heat treatments on low-grade cold deformation properties of AA 6063 aluminum alloy. Mater. Lett. 2007, 61, 944–948. [Google Scholar] [CrossRef]
- Zhao, D. Twin-Roll Casting Process of 6063 Aluminum Alloy Sheet and Its Microstructure and Properties. Master’s Thesis, University of Science and Technology Liaoning, Shenyang, China, 2019. [Google Scholar]
- Birol, Y. The effect of homogenization practice on the microstructure of AA6063 billets. J. Mater. Process. Technol. 2004, 148, 250–258. [Google Scholar] [CrossRef]
- Moshtaghi, M.; Safyari, M.; Kuramoto, S.; Hojo, T. Unraveling the effect of dislocations and deformation-induced boundaries on environmental hydrogen embrittlement behavior of a cold-rolled Al–Zn–Mg–Cu alloy. Int. J. Hydrogen Energy 2021, 46, 8285–8299. [Google Scholar] [CrossRef]
- Polmear, I.; StJohn, D.; Nie, J.F.; Qian, M. Light Alloys: Metallurgy of the Light Metals, 5th ed.; Elsevier (Butterworth-Heinemann): Oxford, UK, 2017; pp. 157–263. [Google Scholar]
- Hsu, C.; O’Reilly, K.; Cantor, B.; Hamerton, R. Non-equilibrium reactions in 6xxx series Al alloys. Mater. Sci. Eng. A 2001, 304, 119–124. [Google Scholar] [CrossRef]
- Erdegren, M.; Ullah, M.W.; Carlberg, T. Simulation of surface solidification in direct-chill 6xxx aluminum billets. IOP Conf. Ser. Mater. Sci. Eng. 2012, 27, 012013. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mg | Si | Fe | Cu | Ti | Zn | Mn | Cr | Al |
|---|---|---|---|---|---|---|---|---|---|
| Content | 0.599 | 0.417 | 0.127 | 0.015 | <0.01 | 0.012 | <0.01 | <0.01 | Bal. |
| Rolling Temperature | Reduction per Pass | L/h | Rolling Speed | Final Rolled Piece Thickness |
|---|---|---|---|---|
| 480 °C | 50%, 45%, 45%, 45% | 3.35, 4.09, 5.59, 7.45 | 0.7 m/s | 5 mm |
| Measuring Position | Surface | Quarter | Center | TRC [22] | DC [23] |
|---|---|---|---|---|---|
| Grain size/μm | 94 ± 5 | 95 ± 7 | 104 ± 1 | 35 | 150 |
| EDS Point | Elements | ||
|---|---|---|---|
| Al | Si | Fe | |
| Point A | 80.98 | 6.41 | 12.61 |
| Point B | 86.06 | 4.22 | 9.72 |
| Point C | 83.51 | 6.09 | 10.39 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Z.-H.; Mao, Q.-J.; Hua, F.-A.; Jia, G.-L.; Li, J.-P.; Li, C.-G.; Yuan, G.; Wang, G.-D. Researches on the Macro- and Micro-Structures and Properties of the Vertical Bending Continuous Casted AA6063 Thin Slabs and Their As-Rolled Sheets. Metals 2022, 12, 1937. https://doi.org/10.3390/met12111937
Wu Z-H, Mao Q-J, Hua F-A, Jia G-L, Li J-P, Li C-G, Yuan G, Wang G-D. Researches on the Macro- and Micro-Structures and Properties of the Vertical Bending Continuous Casted AA6063 Thin Slabs and Their As-Rolled Sheets. Metals. 2022; 12(11):1937. https://doi.org/10.3390/met12111937
Chicago/Turabian StyleWu, Zhuo-Huang, Qi-Jia Mao, Fu-An Hua, Guang-Lin Jia, Jian-Ping Li, Cheng-Gang Li, Guo Yuan, and Guo-Dong Wang. 2022. "Researches on the Macro- and Micro-Structures and Properties of the Vertical Bending Continuous Casted AA6063 Thin Slabs and Their As-Rolled Sheets" Metals 12, no. 11: 1937. https://doi.org/10.3390/met12111937
APA StyleWu, Z. -H., Mao, Q. -J., Hua, F. -A., Jia, G. -L., Li, J. -P., Li, C. -G., Yuan, G., & Wang, G. -D. (2022). Researches on the Macro- and Micro-Structures and Properties of the Vertical Bending Continuous Casted AA6063 Thin Slabs and Their As-Rolled Sheets. Metals, 12(11), 1937. https://doi.org/10.3390/met12111937