
Development of Bottom-Blowing Copper Smelting Technology: A Review



Abstract
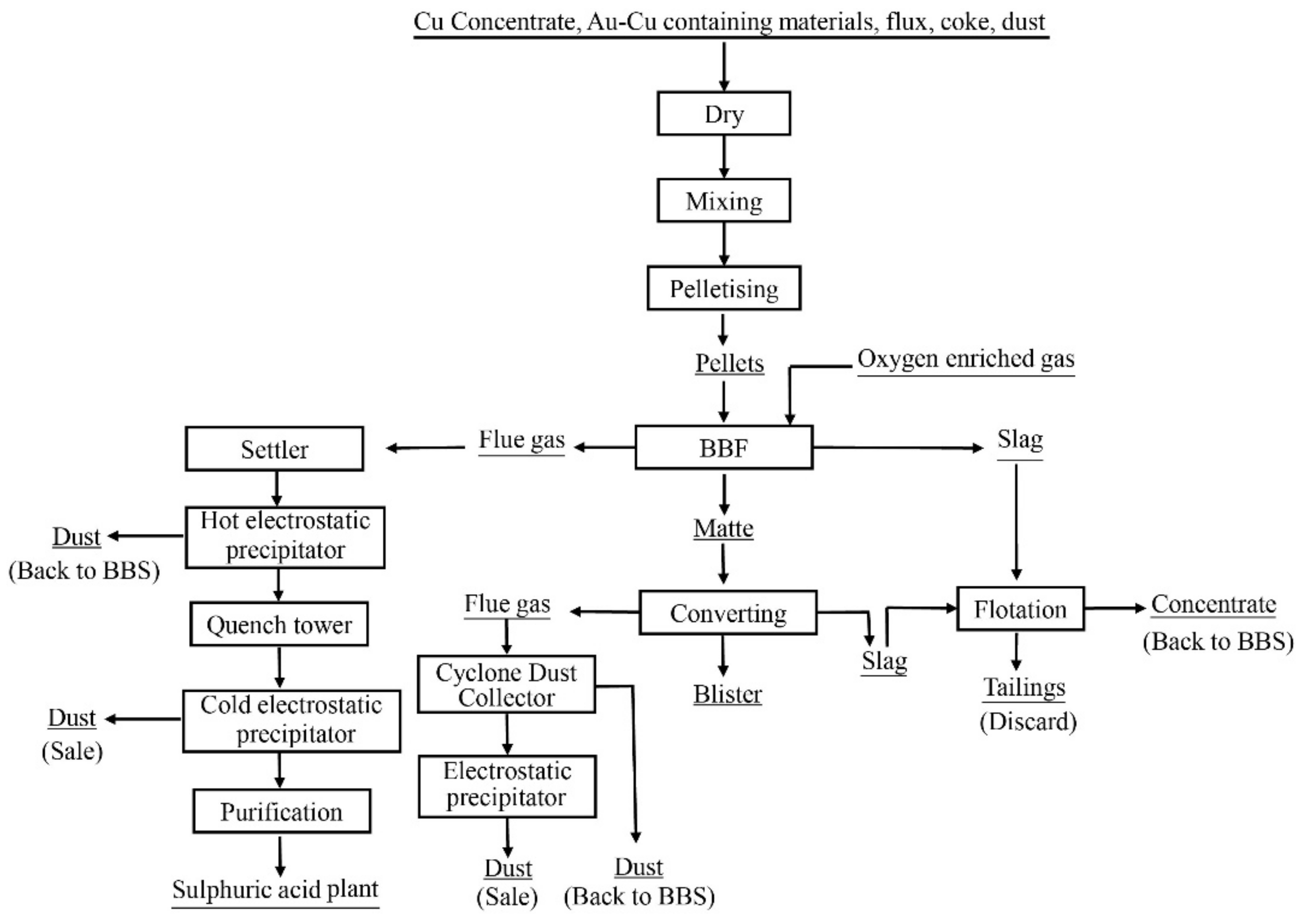
:1. Introduction
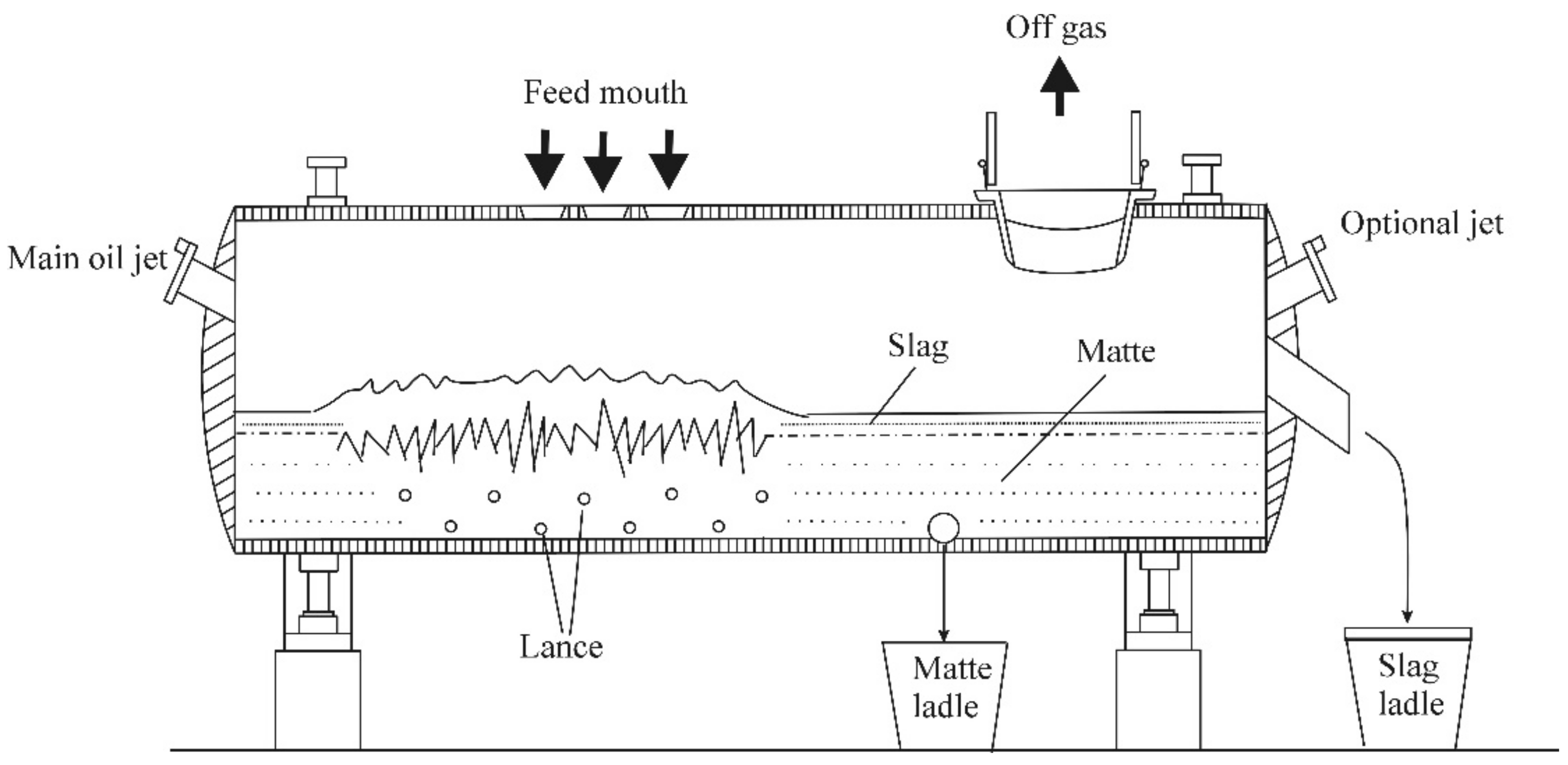
2. History of Technology Development
- (1).
- No carbon fuel was used—no CO2 was generated.
- (2).
- Feed preparation was not required—up to 100 mm size could be fed into the BBF directly.
- (3).
- High-grade matte with 70% Cu was produced—more concentrate could be treated.
- (4).
- Concentrate feed rate increased from 32 to 75 dry t/h—the furnace capacity was more than doubled.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | Design | January 2012 |
|---|---|---|---|
| Maximum concentrate feed rate | dry t/h | 32 | 75 |
| Average concentrate feed rate | dry t/h | 32 | 70 |
| Average Cu content in concentrate | % | 25 | 22 |
| Average moisture of the feed | % | 8 | 7 |
| Average silica flux feed rate | dry t/h | - | 8 |
| Average coal feed rate | dry t/h | 2.46 | 0–0.8 |
| Total average feed to the furnace | wet t/h | - | 90 |
| Average copper matte grade | % | 55 | 70 |
| Average Fe/SiO2 in slag | - | 1.7 | 1.8 |
| Average Cu in smelting slag | % | 4 | 2.6 |
| Average Cu in flotation tailing slag | % | 0.42 | 0.3 |
| Average oxygen + air flow rate | Nm3/s | - | 4.2 |
| Average oxygen enrichment | % | 70 | 72 |
| Bath temperature range | °C | 1180–1200 | 1150–1170 |
- (1).
- Less preparation of feeds
- (2).
- High gas pressure and long lance life
- (3).
- Autogenous Smelting
- (4).
- Low-Temperature Smelting
3. Fundamental Studies to Support Development of BBS Technology
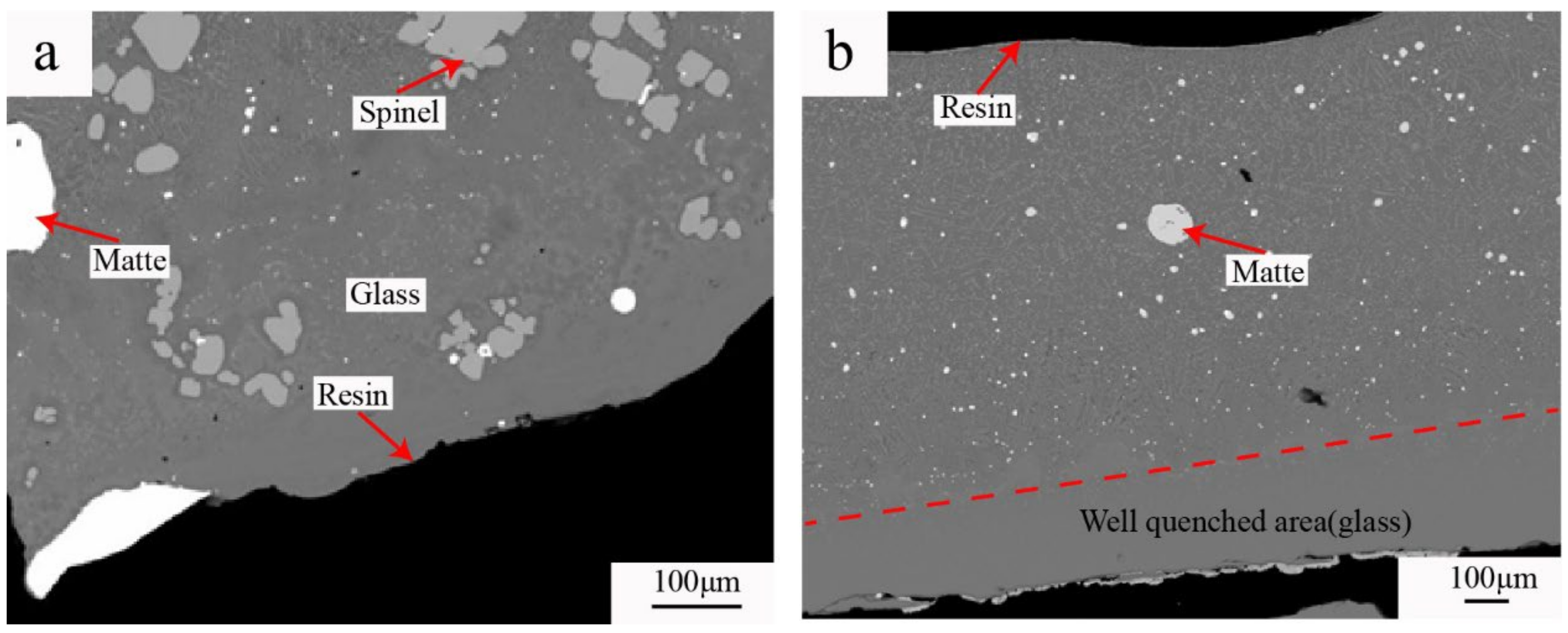
3.1. Slag Chemistry
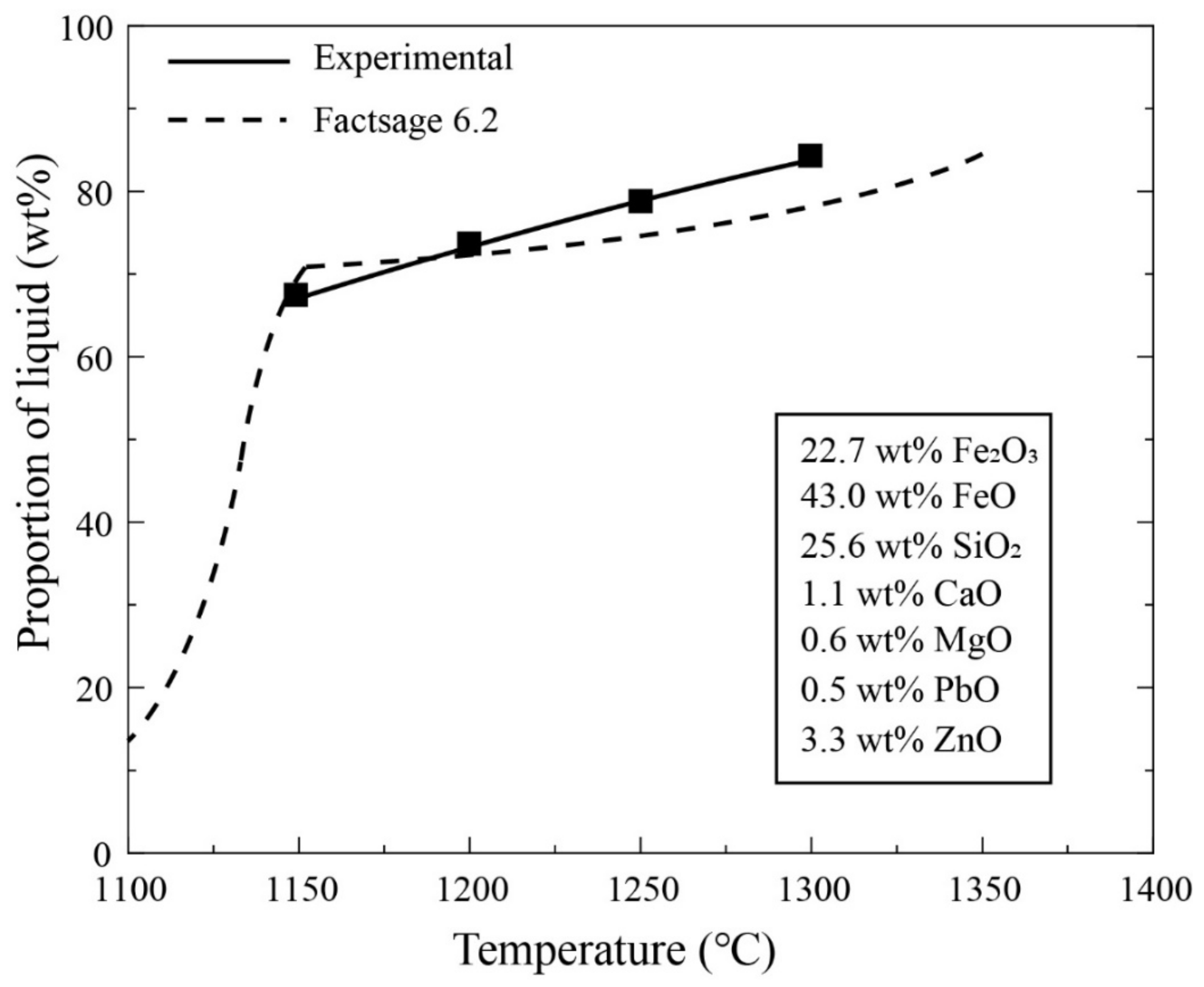
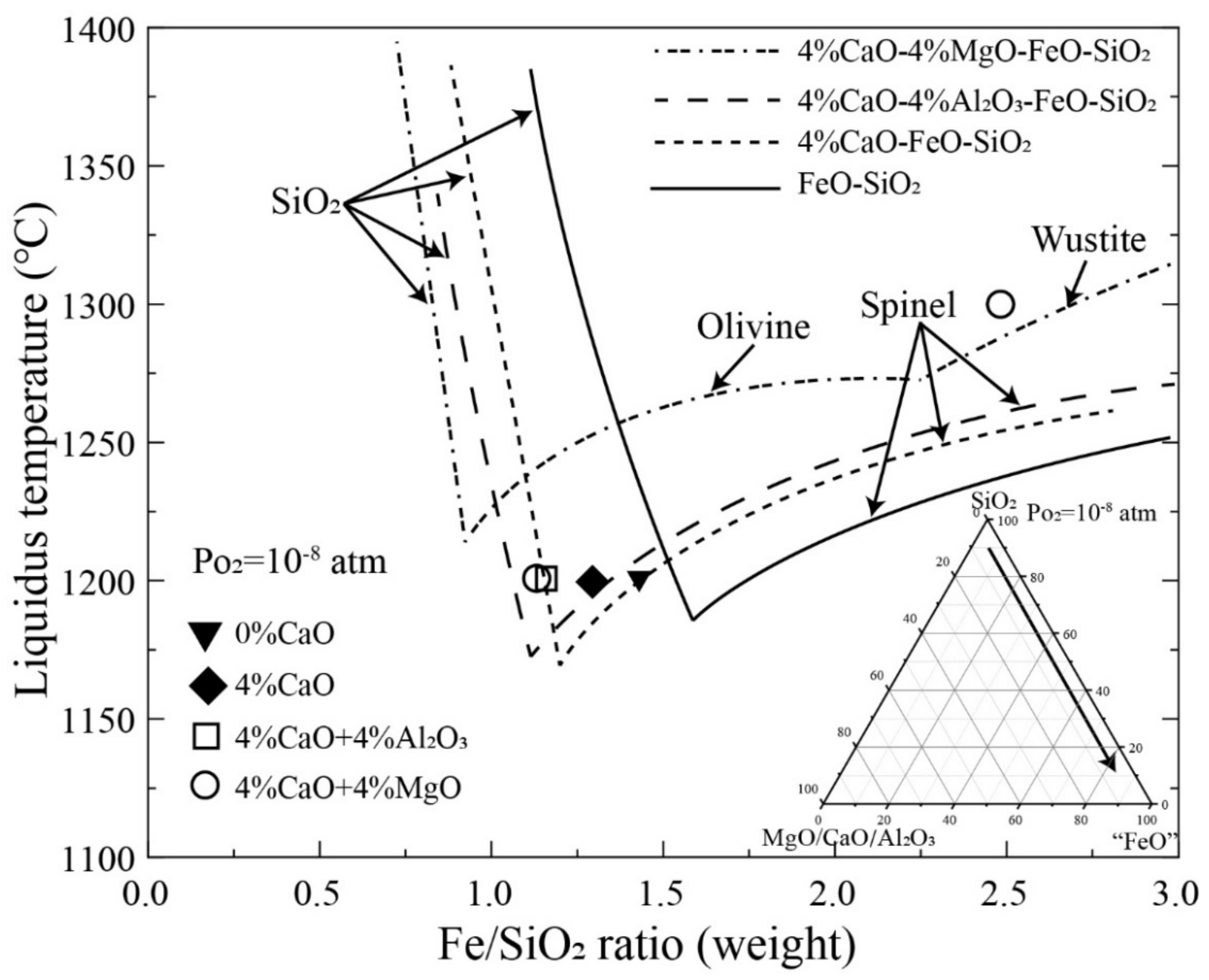
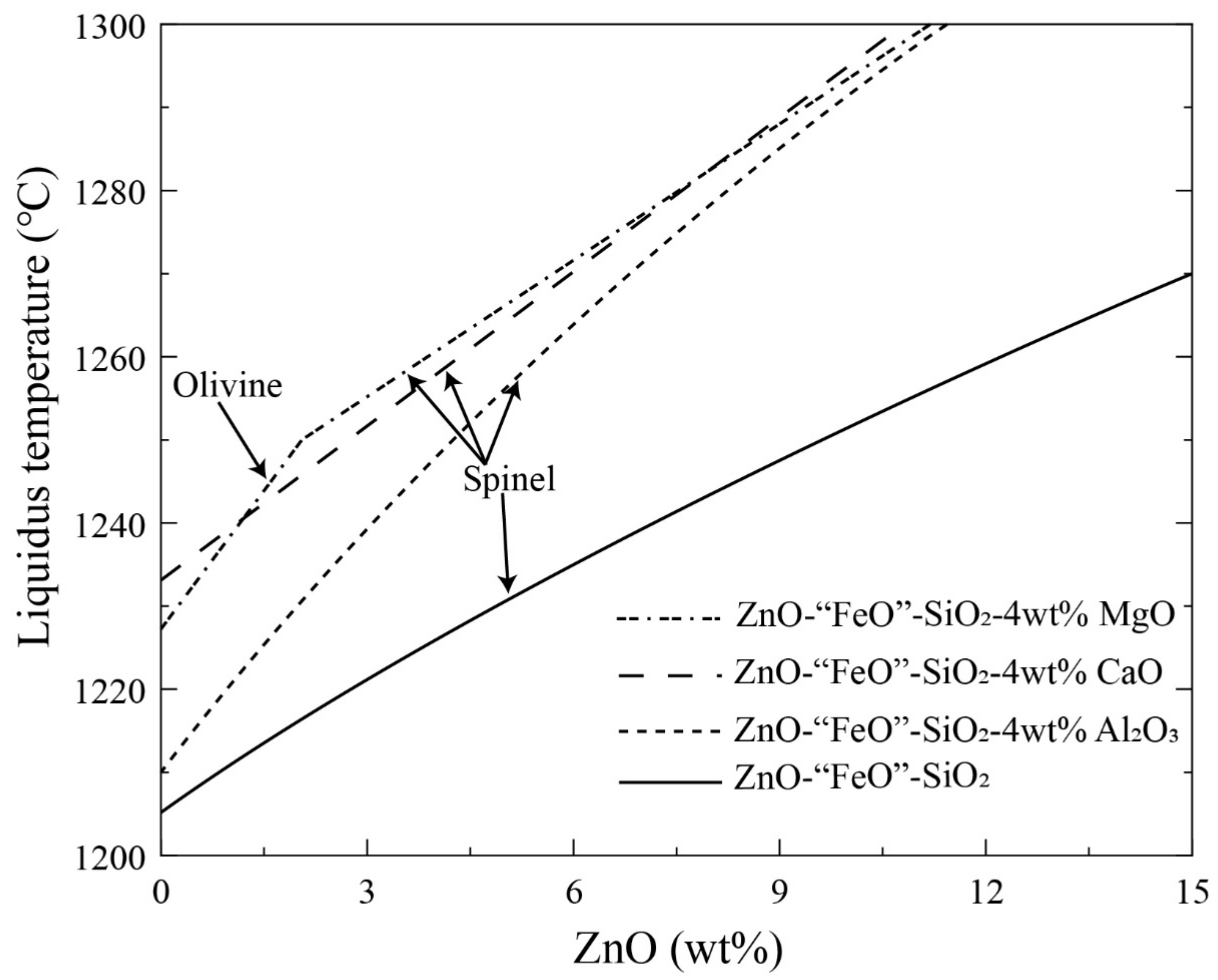
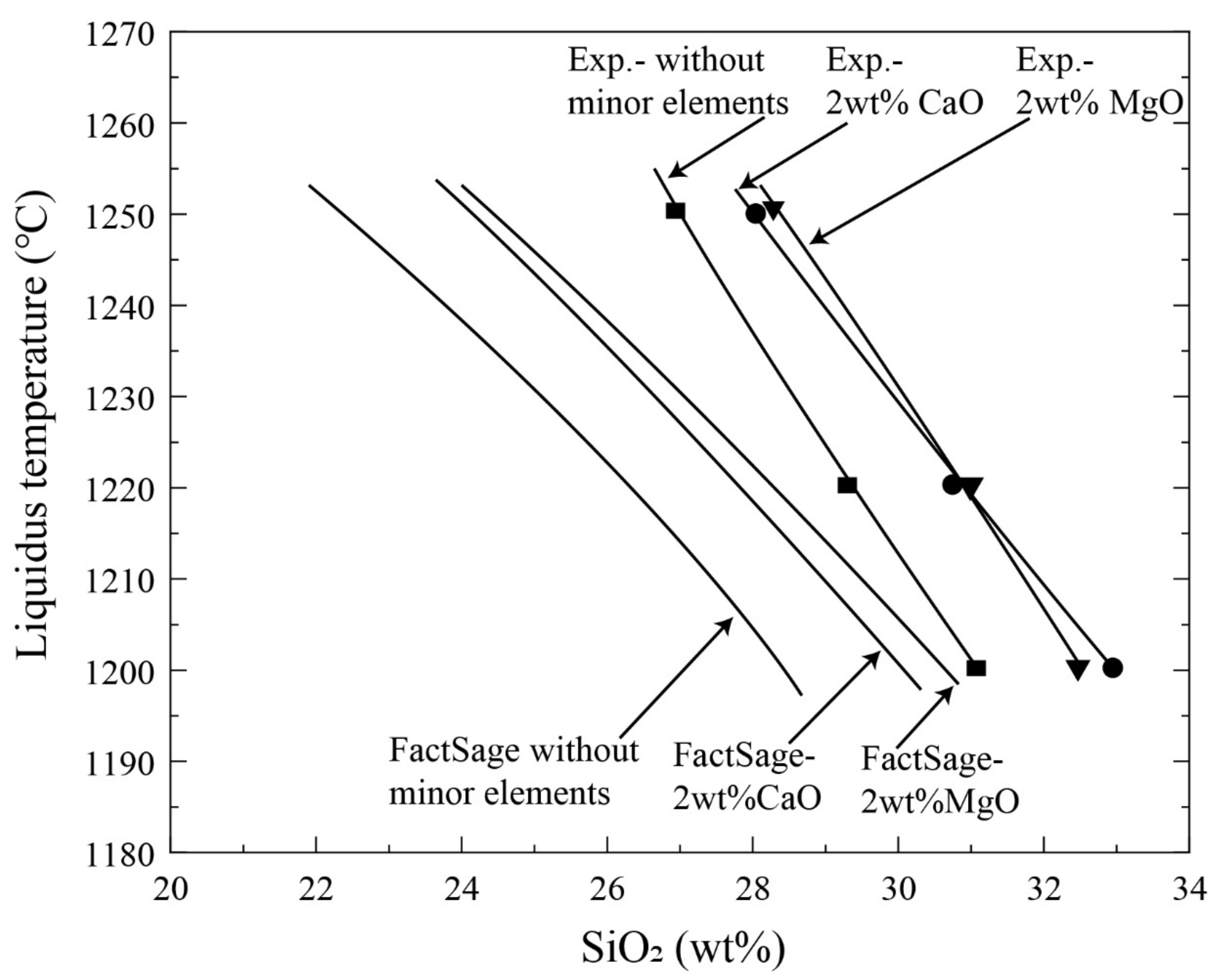
3.2. Phase Equilibria
3.3. Fluid Dynamic Studies
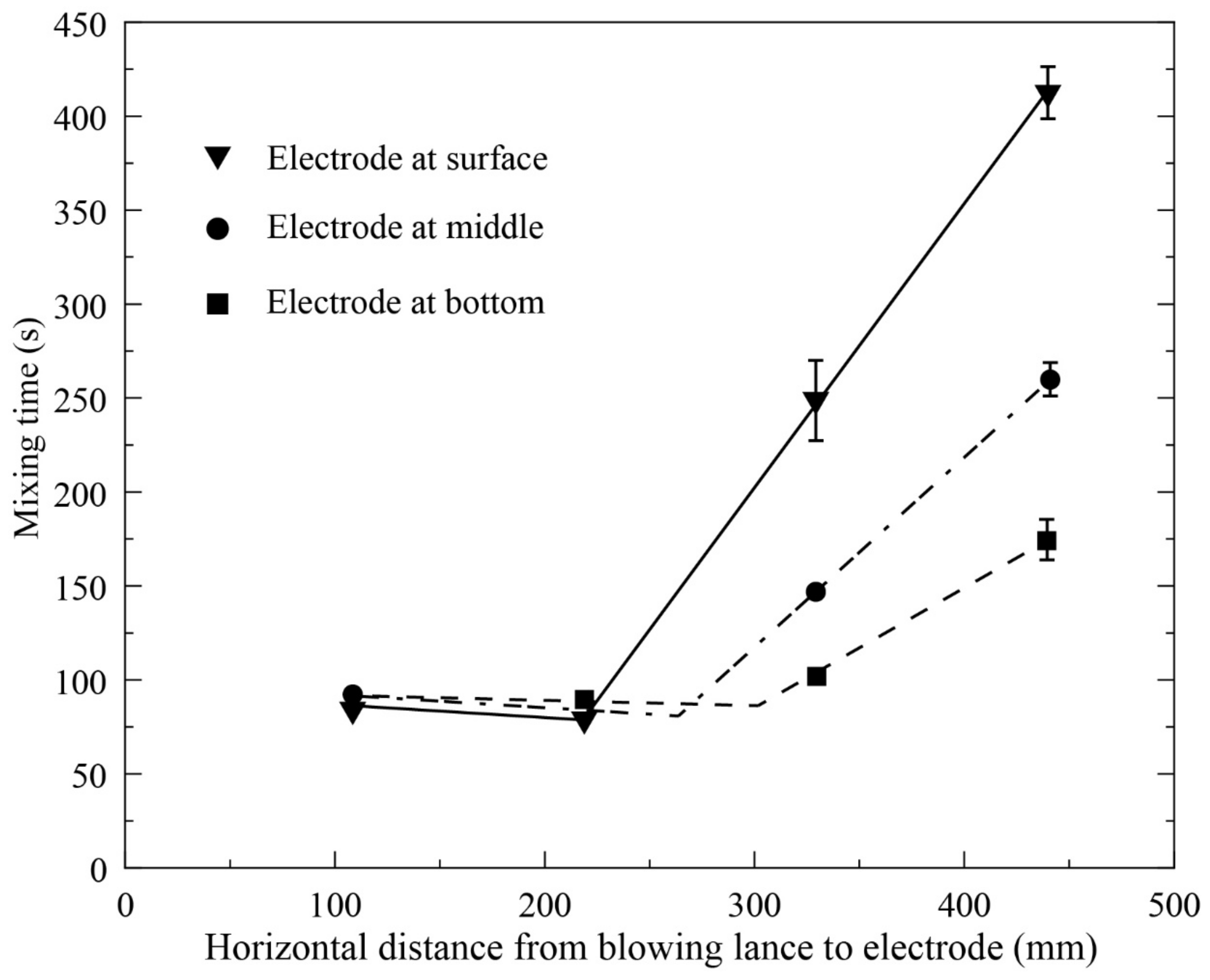
- The effective stirring range can be accurately determined for a single lance which is one of the important parameters to design the number of lances and distance between the lances. The optimum number and distance of the lances enable the bath to be efficiently mixed with minimum energy and gas consumption.
- Within the effective stirring range, the mixing time is not sensitive to the vertical locations. However, the effective stirring range is smaller on the surface and mixing energy decreases much faster at the surface beyond the range. In copper BBF, many reactions occur on the surface of the bath as all solid materials are fed from the top. It is therefore important to ensure the surface area in the reaction zone is fully covered within the effective stirring area by proper arrangement of the lances.
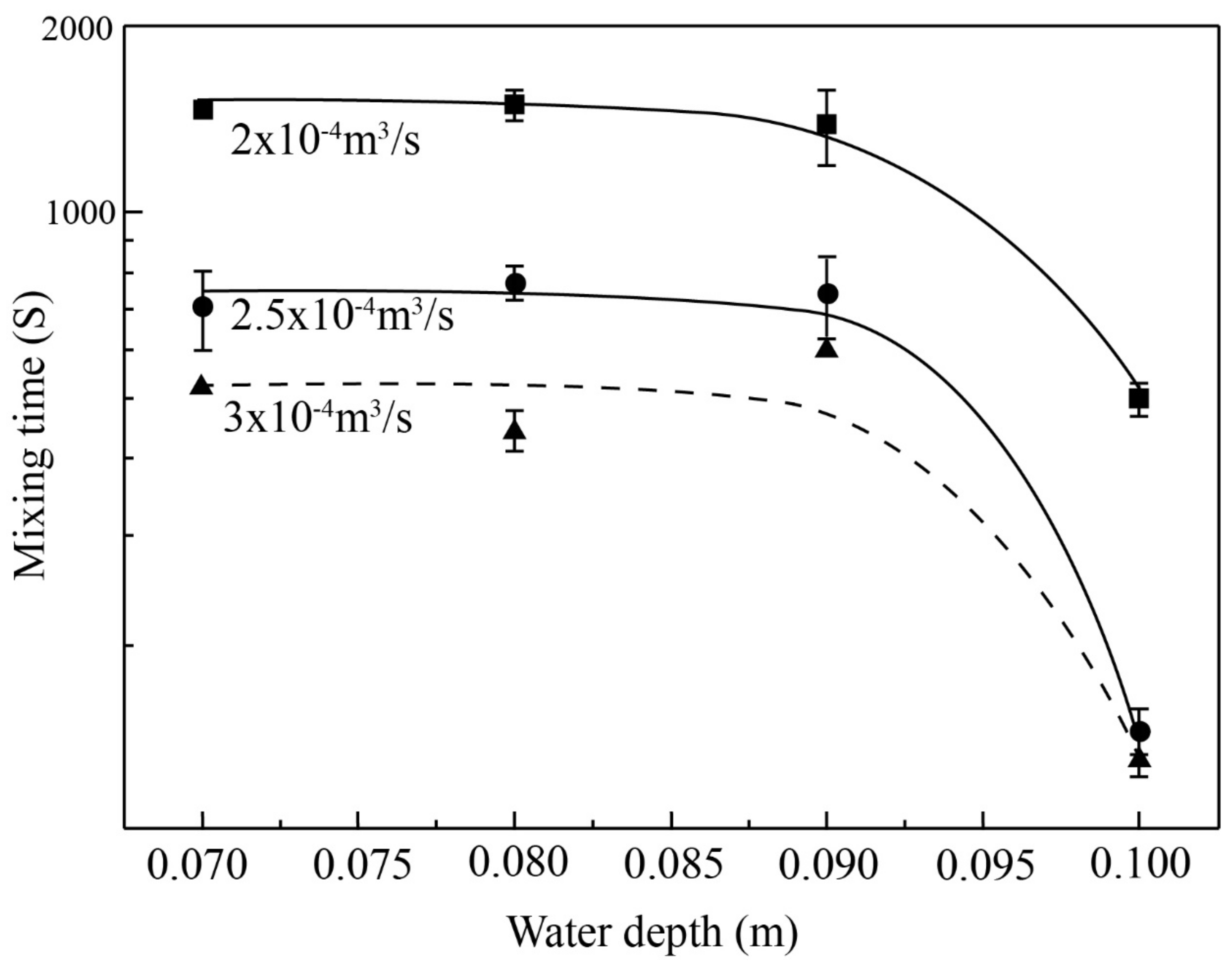
- Equation (2) is the first quantitative expression of the mixing time for copper BBF. Required injection gas flow rate and bath height can be calculated from this equation according to productivity.
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Schlesinger, M.; Sole, K.; Davenport, W.; Alvear, G. Chapter 5—Theory to practice: Pyrometallurgical industrial processes. In Extractive Metallurgy of Copper, 6th ed.; Elsevier: Oxford, UK, 2021; pp. 95–117. ISBN 9780128218754. [Google Scholar]
- Gonzales, T.W.; Walters, G.; White, M. Comparison of Smelting Technologies. In Proceedings of the 58th Annual Conference of Metallurgists (COM) Hosting the 10th International Copper Conference 2019, Vancouver, BC, Canada, 18–21 August 2019; p. 602421. [Google Scholar]
- Wang, J. Copper smelting: 2019 world copper smelting data. In Proceedings of the 58th Annual Conference of Metallurgists (COM) Hosting the 10th International Copper Conference 2019, Vancouver, BC, Canada, 18–21 August 2019; p. 592732. [Google Scholar]
- Watt, J.; Kapusta, J.P.T. The 2019 copper smelting survey. In Proceedings of the 58th Annual Conference of Metallurgists (COM) Hosting the 10th International Copper Conference 2019, Vancouver, BC, Canada, 18–21 August 2019; p. 595947. [Google Scholar]
- Cheng, L.; Wang, Z.; Jiang, J.; Huang, Q. The SKS copper smelting process in China. In Volume VI-Smelting, Technology Development, Process Modelling and Fundamentals, Proceedings of Copper 99-Cobre International Conference, Phoenix, AZ, USA, 10–13 October 1999; Diaz, C., Landolt, C., Utigard, T., Eds.; The Minerals, Metals, and Materials Society: Warrendale, PA, USA; pp. 83–91. ISBN 0873394356.
- Liang, S. A review of oxygen bottom blowing process for copper smelting and converting. In Proceedings of the 9th International Copper Conference (Copper 2016), Kobe, Japan, 13–16 November 2016; pp. 1008–1014. [Google Scholar]
- Zhao, B.; Cui, Z.; Wang, Z. A new copper smelting technology—Bottom blown oxygen furnace developed at Dongying Fangyuan Nonferrous Metals. In Proceedings of the 4th International Symposium on High-Temperature Metallurgical Processing, San Antonio, TX, USA, 3–7 March 2013; pp. 3–10. [Google Scholar]
- Cui, Z.; Shen, B.; Wang, Z.; Li, W.; Bian, R. New process of copper smelting with oxygen enriched bottom blowing technology. Nonferr. Met. Extr. Metall. 2010, 3, 17–20. (In Chinese) [Google Scholar]
- Chen, Z. The application of oxygen bottom-blown bath smelting of copper. China Nonferr. Metall. 2009, 5, 16–22. (In Chinese) [Google Scholar]
- Qu, S.; Li, T.; Dong, Z.; Luan, H. Plant practice of and design discussion on oxygen enriched bottom blowing smelting. Nonferr. Met. Extr. Metall. 2012, 3, 10–13. (In Chinese) [Google Scholar] [CrossRef]
- Du, X.; Zhao, G.; Wang, H. Industrial application of oxygen bottom-blowing copper smelting technology. China Nonferr. Metall. 2018, 4, 4–6. (In Chinese) [Google Scholar] [CrossRef]
- Wang, H.; Yuan, J.; He, R.; Wang, X. Plant practice of copper oxygen enrichment bottom blowing smelting. Nonferr. Met. Extr. Metall. 2013, 10, 15–19. (In Chinese) [Google Scholar]
- Su, G.L. Discussion on practice of “blowing oxygen at the end of the catch matte” smelting. China Nonferr. Metall. 2010, 4, 5–8. (In Chinese) [Google Scholar]
- Yan, J. Recent operation of the oxygen bottom-blowing copper smelting and continuous copper converting technologies. In Proceedings of the 9th International Copper Conference (Copper 2016), Kobe, Japan, 13–16 November 2016; pp. 13–16. [Google Scholar]
- He, S.; Li, D. Discussion on issues related to Shuikoushan Copper Smelting process. China Nonferr. Metall. 2005, 34, 19–22. (In Chinese) [Google Scholar]
- He, S.; Li, D. SKS copper smelting process. China Nonferr. Metall. 2006, 35, 6–9. (In Chinese) [Google Scholar]
- Liang, S.; Chen, Z. Application and development of oxygen enriched bottom-blowing copper smelting technology furnace. Energy Sav. Nonferr. Metall. 2013, 4, 16–19. (In Chinese) [Google Scholar]
- Kapusta, J.P.T. Implementation of air liquid shrouded injector (ALSI) technology at the Thai copper industries smelter. In 2007 International Copper Conference: The Carlos Diaz Symposium On Pyrometallurgy, Toronto, ON, Canada, 25–30 August 2007; Warner, A.E.M., Newman, C.J., Vahed, A., George, D.B., Mackey, P.J., Warczok, A., Eds.; Canadian Institute of Mining, Metallurgy and Petroleum: Montreal, QC, Canada, 2007; Volume 3, pp. 483–500. ISBN 1-894475-73-9. [Google Scholar]
- Kapusta, J.P.T.; Larouche, F.; Palumbo, E. Adoption of high oxygen bottom blowing in copper matte smelting: Why is it taking so long? In Proceedings of the Torstein Utigard Memorial Symposium, Toronto, Canada, 23–26 August 2015; The Materials and Metallurgical Society of CIM: Montreal, QC, Canada, 2015; pp. 1–25. [Google Scholar]
- Kapusta, J.P.T. Submerged gas jet penetration: A study of bubbling versus jetting and side versus bottom blowing in copper bath smelting. JOM 2017, 69, 970–979. [Google Scholar] [CrossRef]
- Coursol, P.; Mackey, P.J.; Kapusta, J.P.T.; Cardona Valencia, N. Energy consumption in copper smelting: A new Asian horse in the race. JOM 2015, 67, 1066–1074. [Google Scholar] [CrossRef]
- Kapusta, J.P.T. Gas jet penetration, smelting intensity, and oxygen efficiency in side blowing versus bottom blowing. In Proceedings of the 9th International Copper Conference (Copper 2016), Kobe, Japan, 13–16 November 2016; pp. 1282–1305. [Google Scholar]
- Kapusta, J.P.T.; Lee, R.G.H. The Savard-Lee shrouded injector: A review of its adoption and adaptation from ferrous to non-ferrous pyrometallurgy. In Proceedings of the 6th International Copper Conference (Copper 2013), Santiago, Chile, 1–4 October 2013; pp. 1115–1151. [Google Scholar]
- Chen, M.; Cui, Z.; Wei, C.; Zhao, B. Degradation mechanisms of refractories in a bottom blown copper smelting furnace. In Proceedings of the 9th International Symposium on High-Temperature Metallurgical Processing, Phoenix, AZ, USA, 11–15 March 2018; pp. 149–157. [Google Scholar]
- Chen, M.; Jiang, Y.; Cui, Z.; Wei, C.; Zhao, B. Chemical degradation mechanisms of magnesia–chromite refractories in the copper smelting furnace. JOM 2018, 70, 2443–2448. [Google Scholar] [CrossRef]
- Chen, M.; Zhao, B. Investigation of the accretions in the bottom blown copper smelting furnace. In Proceedings of the 9th International Copper Conference (Copper 2016), Kobe, Japan, 13–16 November 2016; pp. 1184–1194. [Google Scholar]
- Xu, L.; Chen, M.; Wang, N.; Gao, S. Chemical wear mechanism of magnesia-chromite refractory for an oxygen bottom-blown copper-smelting furnace: A post-mortem analysis. Ceram. Int. 2021, 47, 2908–2915. [Google Scholar] [CrossRef]
- Chen, M.; Cui, Z.; Zhao, B. Slag Chemistry of Bottom Blown Copper Smelting Furnace at Dongying Fangyuan. In Proceedings of the 6th International Symposium on High-Temperature Metallurgical Processing, Orlando, FL, USA, 15–19 March 2015; pp. 257–264. [Google Scholar]
- Cui, Z.; Wang, Z.; Zhao, B. Features of the bottom blown oxygen copper smelting technology. In Proceedings of the 4th International Symposium on High-Temperature Metallurgical Processing, San Antonio, TX, USA, 3–7 March 2013; pp. 351–360. [Google Scholar]
- Chen, M.; Zhao, B. Comparison of slag chemistry between Teniente converter and flash smelting furnace. In Proceedings of the 9th International Copper Conference (Copper 2016), Kobe, Japan, 13–16 November 2016; pp. 967–975. [Google Scholar]
- Bale, C.W.; Bélisle, E.; Chartrand, P.; Decterov, S.A.; Eriksson, G.; Gheribi, A.E.; Hack, K.; Jung, I.H.; Kang, Y.B.; Melançon, J.; et al. Reprint of: FactSage thermochemical software and databases, 2010–2016. Calphad 2016, 55, 1–19. [Google Scholar] [CrossRef]
- Zhao, B.; Hayes, P.C.; Jak, E. Effects of CaO, Al2O3 and MgO on liquidus temperatures of copper smelting and converting slags under controlled oxygen partial pressures. J. Min. Metall. Sect. B Metall. 2013, 49, 153–159. [Google Scholar] [CrossRef]
- Liu, H.; Cui, Z.; Chen, M.; Zhao, B. Phase equilibria in the ZnO-“FeO”-SiO2-CaO system at Po2 10−8 atm. Calphad 2018, 61, 211–218. [Google Scholar] [CrossRef]
- Liu, H.; Cui, Z.; Chen, M.; Zhao, B. Phase equilibria study of the ZnO-“FeO”-SiO2-Al2O3 system at Po2 10−8 atm. Metall. Mater. Trans. B 2016, 47, 1113–1123. [Google Scholar] [CrossRef]
- Liu, H.; Cui, Z.; Chen, M.; Zhao, B. Phase equilibria study of the ZnO-‘FeO’-SiO2-MgO system at Po2 10−8 atm. Miner. Process. Extr. Metall. 2018, 127, 242–249. [Google Scholar] [CrossRef]
- Liu, H.; Cui, Z.; Chen, M.; Zhao, B. Phase equilibrium study of ZnO-“FeO”-SiO2 system at fixed Po2 10−8 atm. Metall. Mater. Trans. B 2015, 47, 164–173. [Google Scholar] [CrossRef]
- Chen, M.; Sun, Y.; Balladares, E.; Pizarro, C.; Zhao, B. Experimental studies of liquid/spinel/matte/gas equilibria in the Si-Fe-O-Cu-S system at controlled P(SO2) 0.3 and 0.6 atm. Calphad 2019, 66, 101642. [Google Scholar] [CrossRef]
- Sun, Y.; Chen, M.; Balladares, E.; Pizarro, C.; Contreras, L.; Zhao, B. Effect of MgO on the liquid/spinel/matte/gas equilibria in the Si–Fe–Mg–O–Cu–S system at controlled P(SO2) 0.3 and 0.6 atm. Calphad 2020, 70, 101803. [Google Scholar] [CrossRef]
- Sun, Y.; Chen, M.; Balladares, E.; Pizarro, C.; Contreras, L.; Zhao, B. Effect of CaO on the liquid/spinel/matte/gas equilibria in the Si–Fe–O–Cu–S system at controlled P(SO2) 0.3 and 0.6 atm. Calphad 2020, 69, 101751. [Google Scholar] [CrossRef]
- Guo, X.; Wang, S.; Wang, Q.; Tian, Q. Development and application of oxygen bottom blowing copper smelting simulation software SKSSIM. Nonferr. Met. Sci. Eng. 2017, 27, 946–953. [Google Scholar] [CrossRef]
- Wang, Q.; Guo, X.; Tian, Q.; Jiang, T.; Chen, M.; Zhao, B. Development and application of SKSSIM simulation software for the oxygen bottom blown copper smelting process. Metals 2017, 7, 431. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Guo, X.; Tian, Q.; Chen, M.; Zhao, B. Reaction mechanism and distribution behavior of arsenic in the bottom blown copper smelting process. Metals 2017, 7, 302. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Guo, X.; Tian, Q.; Jiang, T.; Chen, M.; Zhao, B.J. Effects of matte grade on the distribution of minor elements (Pb, Zn, As, Sb, and Bi) in the bottom blown copper smelting process. Metals 2017, 7, 502. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Wang, Q.; Tian, Q.; Guo, X. Simulation study and industrial application of enhanced arsenic removal by regulating the proportion of concentrates in the SKS copper smelting process. Processes 2020, 8, 385. [Google Scholar] [CrossRef] [Green Version]
- Song, K.; Jokilaakso, A. Transport phenomena in copper bath smelting and converting processes–A review of experimental and modeling studies. Miner. Process. Extr. Metall. Rev. 2020, 42, 107–121. [Google Scholar] [CrossRef]
- Wang, D.; Liu, Y.; Zhang, Z.; Shao, P.; Zhang, T. Experimental study of bottom blown oxygen copper smelting process for water model. AIP Conf. Proc. 2013, 1542, 1304–1307. [Google Scholar] [CrossRef]
- Wang, D.; Liu, Y.; Zhang, Z.; Zhang, T.; Li, X. PIV measurements on physical models of bottom blown oxygen copper smelting furnace. Can. Metall. Q. 2017, 56, 221–231. [Google Scholar] [CrossRef]
- Shui, L.; Cui, Z.; Ma, X.; Rhamdhani, M.; Nguyen, A.; Zhao, B. Mixing phenomena in a bottom blown copper smelter: A water model study. Metall. Mater. Trans. B 2015, 46, 1218–1225. [Google Scholar] [CrossRef]
- Shui, L.; Cui, Z.; Ma, X.; Jiang, X.; Chen, M.; Xiang, Y.; Zhao, B. A Water model study on mixing behavior of the two-layered bath in bottom blown copper smelting furnace. JOM 2018, 70, 2065–2070. [Google Scholar] [CrossRef]
- Jiang, X.; Cui, Z.; Chen, M.; Zhao, B. Mixing behaviors in the horizontal bath smelting furnaces. Metall. Mater. Trans. B 2018, 50, 173–180. [Google Scholar] [CrossRef]
- Ma, X.; Cui, Z.; Contreras, L.; Jiang, X.; Chen, M.; Zhao, B. Fluid dynamics studies of bottom-blown and side-blown copper smelting furnaces. In Proceedings of the 58th Annual Conference of Metallurgists (COM) Hosting the 10th International Copper Conference 2019, Vancouver, BC, Canada, 18–21 August 2019; pp. 1–8. [Google Scholar]
- Shui, L.; Ma, X.; Cui, Z.; Zhao, B. An investigation of the behavior of the surficial longitudinal wave in a bottom-blown copper smelting furnace. JOM 2018, 70, 2119–2127. [Google Scholar] [CrossRef]
- Shui, L.; Cui, Z.; Ma, X.; Rhamdhani, M.A.; Nguyen, A.V.; Zhao, B. Understanding of bath surface wave in bottom blown copper smelting furnace. Metall. Mater. Trans. B 2015, 47, 135–144. [Google Scholar] [CrossRef]
- Jiang, X.; Cui, Z.; Chen, M.; Zhao, B. Study of Plume eye in the copper bottom blown smelting furnace. Metall. Mater. Trans. B 2019, 50, 782–789. [Google Scholar] [CrossRef]
- Wang, D.; Liu, T.; Liu, Y.; Zhu, F. Water model study of bubble behavior in matter smelting process with oxygen bottom blowing. J. Northeast. Univ. Nat. Sci. 2013, 34, 1755–1758. [Google Scholar]
- Wang, D.; Liu, Y.; Zhang, Z.; Shao, P.; Zhang, T. Dimensional analysis of average diameter of bubbles for bottom blown oxygen copper furnace. Math. Probl. Eng. 2016, 2016, 4170371. [Google Scholar] [CrossRef]
- Cheng, X.; Cui, Z.; Contreras, L.; Chen, M.; Nguyen, A.; Zhao, B. Introduction of matte droplets in copper smelting slag. In Proceedings of the 8th International Symposium on High-Temperature Metallurgical Processing, San Diego, CA, USA, 26 February–2 March 2017; pp. 385–394. [Google Scholar]
- Cheng, X.; Cui, Z.; Contreras, L.; Chen, M.; Nguyen, A.; Zhao, B. Matte entrainment by SO2 bubbles in copper smelting Slag. JOM 2019, 71, 1897–1903. [Google Scholar] [CrossRef]
- Luo, Q.; Yan, H.; Jin, J.; Huang, Z.; Gong, H.; Liu, L. Gold model experiment on fluctuation behavior of liquid level in setting zone of bottom-blowing furnace. Nonferr. Met. Eng. 2020, 10, 46–53. [Google Scholar] [CrossRef]
- Yan, H.; Liu, F.; Zhang, Z.; Gao, Q.; Liu, L.; Cui, Z.; Shen, D. Influence of lance arrangement on bottom-blowing bath smelting process. Chin. J. Nonferr. Met. 2012, 22, 2393–2400. [Google Scholar] [CrossRef]
- Zhang, Z.; Yan, H.; Liu, F.; Wang, J. Optimization analysis of lance structure parameters in oxygen enriched bottom-blown furnace. Chin. J. Nonferr. Met. 2013, 23, 1471–1478. [Google Scholar] [CrossRef]
- Guo, X.; Yan, S.; Wang, Q.; Tian, Q. Layout optimization of oxygen lances of oxygen bottom blown furnace. Chin. J. Nonferr. Met. 2018, 28, 2450–2550. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, Z.; Yan, H.; Liu, F.; Liu, L.; Cui, Z.; Shen, D. Numerical simulation of gas-liquid multi-phase flows in oxygen enriched bottom-blown furnace. Chin. J. Nonferr. Met. 2012, 22, 1826–1834. [Google Scholar] [CrossRef]
- Tang, G.; Silaen, A.K.; Yan, H.; Cui, Z.; Wang, Z.; Wang, H.; Tang, K.; Zhou, P.; Zhou, C. CFD study of gas-liquid phase interaction inside a submerged lance smelting furnace for copper smelting. In Proceedings of the 8th International Symposium on High-Temperature Metallurgical Processing, San Diego, CA, USA, 26 February–2 March 2017; pp. 101–111. [Google Scholar]
- Li, D.; Dong, Z.D.; Xin, Y.; Cheng, L.; Guo, T.; Li, B.; Li, P. Research of gas–liquid multiphase flow in oxygen-enriched bottom blowing copper smelting furnace. In Proceedings of the 11th International Symposium on High-Temperature Metallurgical Processing, San Diego, CA, USA, 23–27 February 2020; pp. 975–986. [Google Scholar]
- Shao, P.; Jiang, L. Flow and mixing behavior in a new bottom blown copper smelting furnace. Int. J. Mol. Sci. 2019, 20, 5757. [Google Scholar] [CrossRef] [Green Version]
- Guo, X.; Wang, Q.; Tian, Q.; Zhang, Y. Mechanism and multiphase interface behavior of copper sulfide concentrate smelting in oxygen-enriched bottom blowing furnace. Nonferr. Met. Sci. Eng. 2014, 5, 28–34. [Google Scholar] [CrossRef]
- Guo, X.; Wang, Q.; Tian, Q.; Zhao, B. Performance analysis and optimization of oxygen bottom blowing copper smelting process. Chin. J. Nonferr. Met. 2016, 26, 689–698. [Google Scholar] [CrossRef]
- Cai, C.; Liang, Y.; Qian, Z. A model study on the continuous leadmaking process with bottom oxygen injection. Chin. J. Process. Eng. 1985, 4, 113–121. (In Chinese) [Google Scholar]












| Parameter | Unit | SKS |
|---|---|---|
| Capacity | t/d | 50 |
| Cu in Concentrate | % | ~20 |
| Fe in Concentrate | % | ~26 |
| S in Concentrate | % | 25~30 |
| Matte grade | % | ~50 |
| Cu in slag | % | 1~3 |
| Slag clean | - | flotation |
| Cu in tailing | % | 0.34 |
| Fe/SiO2 in slag | - | 1.5~1.7 |
| O2 in gas | vol% | 60~70 |
| Oxygen pressure | Mpa | 0.5~0.7 |
| O2 utilisation | % | 100 |
| Lance life | hour | 5000 |
| Production rate | % | 81.4 |
| SO2 in gas | vol% | >20 |
| Cu direct recovery | % | 93 |
| Cu total recovery | % | 98 |
| Furnace campaign life | day | >330 |
| Phases | FeO | Cu2O | CaO | SiO2 | Al2O3 | As2O3 | MgO | S | PbO | ZnO | MoO3 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| bulk-XRF | 62.2 | 3.20 | 1.00 | 24.2 | 3.10 | 0.100 | 0.600 | 1.70 | 0.500 | 3.10 | 0.200 |
| glass | 58.4 | 0.800 | 1.20 | 30.5 | 3.20 | 0.100 | 0.700 | 1.10 | 0.500 | 3.30 | 0.200 |
| spinel | 93.7 | 0.100 | 0.000 | 0.600 | 3.40 | 0.000 | 0.300 | 0.00 | 0.100 | 1.70 | 0.100 |
| matte | 10.1 | 68.9 | 0.000 | 0.000 | 0.00 | 0.100 | 0.000 | 20.3 | 0.100 | 0.200 | 0.300 |
| Reference | Research Method | Objects | Main Findings |
|---|---|---|---|
| Wang et al. [46,47] | Water model | Mixing behaviour | Effects of bath height, installation angles of nozzle and gas flow rate on velocity distribution |
| Shui et al. [48] | Water model | Mixing behaviour | Effects of gas flow rate and bath height on mixing time |
| Shui et al. [49] | Water model | Mixing behaviour | Effects of industry-adjustable variables on bath mixing time |
| Jiang et al. [50,51] | Water model | Mixing behaviour | Effect of horizontal distance between tuyeres, gas flow rate and bath height on mixing time |
| Shui et al. [52] | Water model | Surface wave | Effect of blowing angle, gas flow rate and bath height on mixing time on 1st asymmetric standing wave |
| Shui et al. [53] | Water model | Surface wave | Amplitude and frequency of surface longitudinal waves |
| Jiang et al. [54] | Water model | Plume eye | Effects of different operating parameters on the sizes of the plume eyes |
| Wang et al. [55,56] | Water model | Average diameter of bubbles | An empirical formula developed for average bubble diameter |
| Cheng et al. [57,58] | Water model | Copper matte attachment behaviour | Effects of bubble on the copper losses to the smelting slags |
| Luo et al. [59] | Water model | Fluctuation behaviour | Effects of diameter, inclination angle, gas flow rate and liquid surface on the violent level of liquid level. |
| Yan et al. [60] | CFD | Lance arrangement | An optimised lance arrangement (diameter, spacing, inclination) |
| Zhang et al. [61] | CFD | Tuyere structure parameters | An optimised tuyere arrangement (spacing, size, angle) |
| Guo et al. [62] | CFD | oxygen lances | An optimised oxygen lance layout |
| Zhang et al. [63] | CFD, Water model | Gas–liquid multi-phase flows | The effects of bubble parameters, gas holdup distribution, inlet pressure variations and the fluid level fluctuation on oxygen–copper matte flow |
| Tang et al. [64] | CFD | Gas–liquid phase interaction | Gas residence time and liquid copper matte splashing phenomena under varying gas flow rates |
| Li et al. [65] | CFD | Gas–liquid multiphase flow | The characteristics of each flow region in the furnace are obtained |
| Shao and Jiang [66] | CFD Water model | Flow and mixing behaviour | The effect of nozzle arrangement and gas flow rate on mixing time |
| Zhang et al. [21] | CFD | Bubble behaviour | The relation between mixing efficiency and bubble characteristics |
| Guo et al. [67] | CFD | Mechanism and multiphase interface behaviour | The capacity of BBS can be raised by reasonably controlling the potential value in different layers and regions |
| Guo et al. [68] | CFD | Optimisation of smelting process | Matte grade and slag type have deep effect on copper in slag |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, B.; Liao, J. Development of Bottom-Blowing Copper Smelting Technology: A Review. Metals 2022, 12, 190. https://doi.org/10.3390/met12020190
Zhao B, Liao J. Development of Bottom-Blowing Copper Smelting Technology: A Review. Metals. 2022; 12(2):190. https://doi.org/10.3390/met12020190
Chicago/Turabian StyleZhao, Baojun, and Jinfa Liao. 2022. "Development of Bottom-Blowing Copper Smelting Technology: A Review" Metals 12, no. 2: 190. https://doi.org/10.3390/met12020190
APA StyleZhao, B., & Liao, J. (2022). Development of Bottom-Blowing Copper Smelting Technology: A Review. Metals, 12(2), 190. https://doi.org/10.3390/met12020190