
Effect of Interpass Temperature on Wire Arc Additive Manufacturing Using High-Strength Metal-Cored Wire



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and WAAM Procedures
2.2. Microstructure Characterization
2.3. Mechanical Properties
3. Results
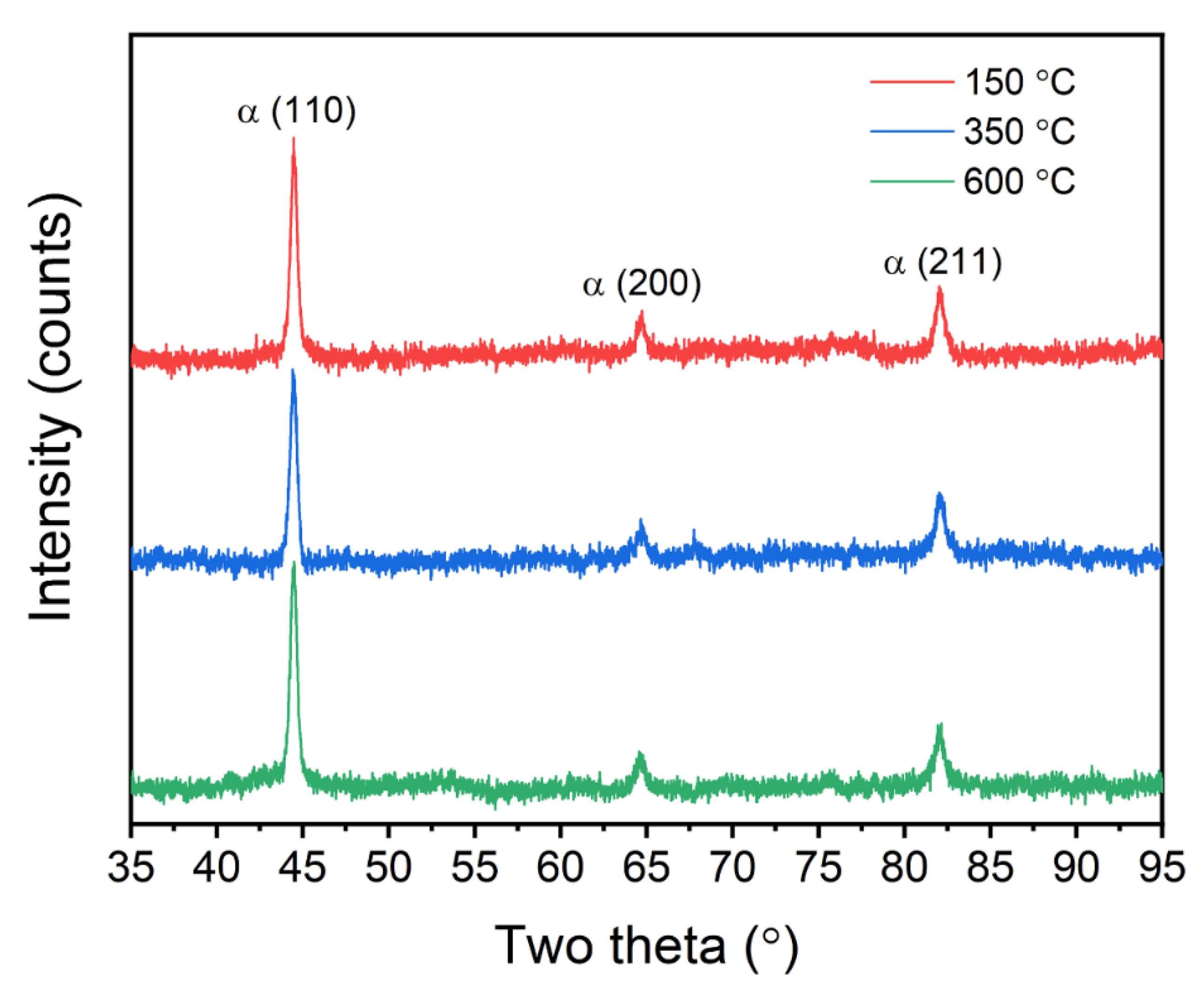
3.1. Microstructures
3.2. Mechanical Properties
4. Discussion
4.1. Effect of Interpass Temperature on Microstructures and Mechanical Properties
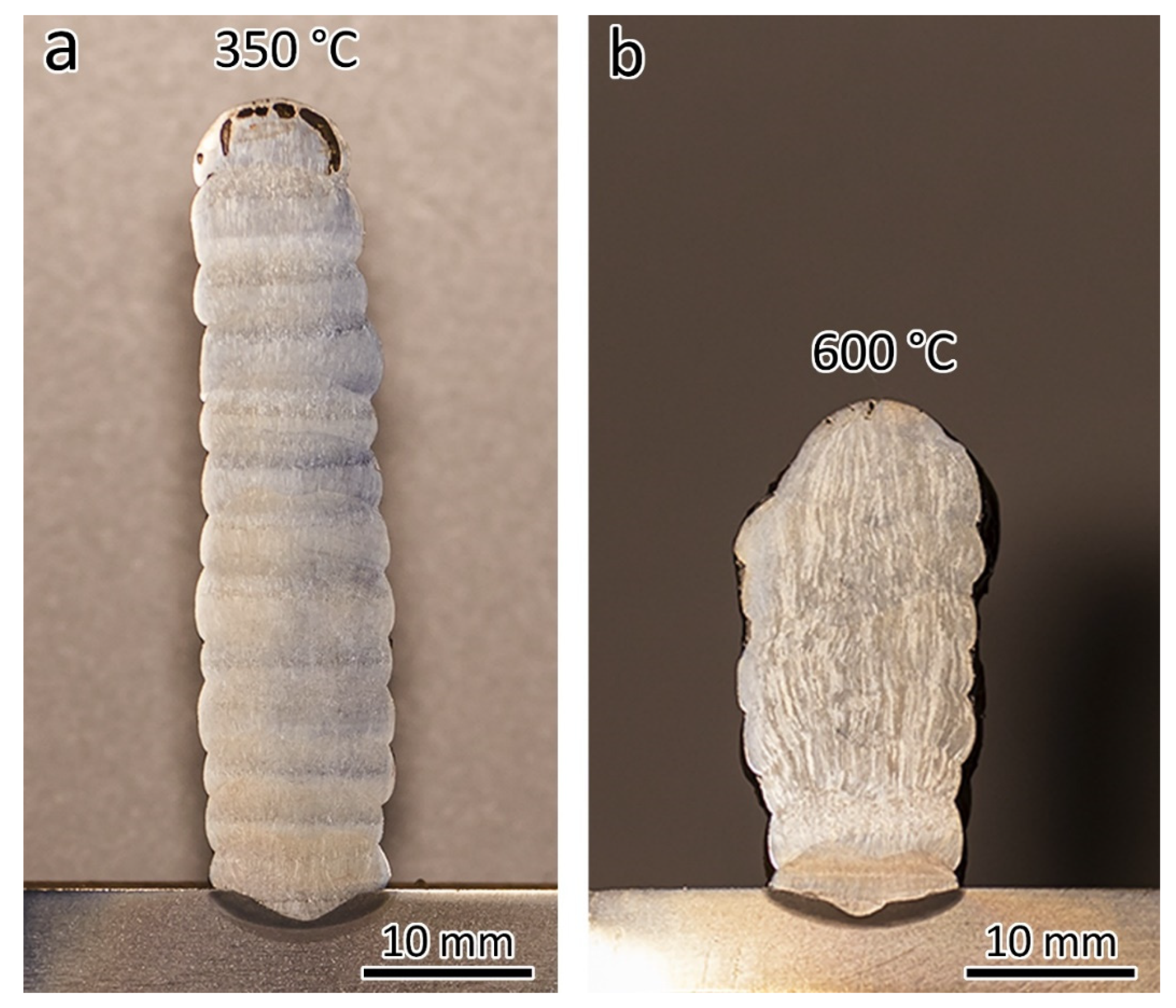
4.2. Effect of Interpass Temperature on Formability
5. Conclusions
- (1)
- Grain size is 3.9 μm, 4.1 μm, and 4.9 μm for the interpass temperatures of 150 °C, 350 °C, and 600 °C, respectively, showing the trend of increase in grain size with the increase in interpass temperature. In contrast, the interpass temperature has an insignificant influence on other microstructural factors, with the fraction of LAGB at 25.5%, 25.9%, and 24.1% and texture index at 2.9, 3.8 and 3.6 for the interpass temperatures of 150 °C, 350 °C, and 600 °C, respectively.
- (2)
- The yield strength tends to decrease with the increase in interpass temperature, but the influence is insignificant.
- (3)
- The upper limit of interpass temperature is found to be 350 °C. The highest interpass temperature of 600 °C leads to a collapse of the deposited material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhai, W.; Zhu, Z.; Zhou, W.; Nai, S.M.L.; Wei, J. Selective laser melting of dispersed TiC particles strengthened 316L stainless steel. Compos. Part B Eng. 2020, 199, 108291. [Google Scholar] [CrossRef]
- Yan, J.; Zhou, Y.; Gu, R.; Zhang, X.; Quach, W.M.; Yan, M. A Comprehensive Study of Steel Powders (316L, H13, P20 and 18Ni300) for Their Selective Laser Melting Additive Manufacturing. Metals 2019, 9, 86. [Google Scholar] [CrossRef] [Green Version]
- Zhai, W.; Wang, P.; Ng, F.L.; Zhou, W.; Nai, S.M.L.; Wei, J. Hybrid manufacturing of γ-TiAl and Ti–6Al–4V bimetal component with enhanced strength using electron beam melting. Compos. Part B Eng. 2021, 207, 108587. [Google Scholar] [CrossRef]
- Weng, F.; Chew, Y.; Zhu, Z.; Yao, X.; Wang, L.; Ng, F.L.; Liu, S.; Bi, G. Excellent combination of strength and ductility of CoCrNi medium entropy alloy fabricated by laser aided additive manufacturing. Addit. Manuf. 2020, 34, 101202. [Google Scholar] [CrossRef]
- Bhowmik, A.; Yang, Y.; Zhou, W.; Chew, Y.; Bi, G. On the heterogeneous cooling rates in laser-clad Al-50Si alloy. Surf. Coat. Technol. 2021, 408, 126780. [Google Scholar] [CrossRef]
- Shen, C.; Pan, Z.; Ma, Y.; Cuiuri, D.; Li, H. Fabrication of iron-rich Fe–Al intermetallics using the wire-arc additive manufacturing process. Addit. Manuf. 2015, 7, 20–26. [Google Scholar] [CrossRef]
- Li, K.; Klecka, M.A.; Chen, S.; Xiong, W. Wire-arc additive manufacturing and post-heat treatment optimization on microstructure and mechanical properties of Grade 91 steel. Addit. Manuf. 2021, 37, 101734. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Schlagradl, T.; Schneider, R.; Posch, G.; Schnitzer, R. Investigation of the hardness–toughness relationship of a welded joint after different heat treatment cycles. Weld. World 2013, 57, 113–121. [Google Scholar] [CrossRef]
- Bourlet, C.; Zimmer-Chevret, S.; Pesci, R.; Bigot, R.; Robineau, A.; Scandella, F. Microstructure and mechanical properties of high strength steel deposits obtained by Wire-Arc Additive Manufacturing. J. Manuf. Process. Technol. 2020, 285, 116759. [Google Scholar] [CrossRef]
- Zhai, W.; Zhou, W.; Nai, S.M.L. In-situ formation of TiC nanoparticles in selective laser melting of 316L with addition of micronsized TiC particles. Mater. Sci. Eng. A 2022, 829, 142179. [Google Scholar] [CrossRef]
- Zhai, W.; Zhou, W.; Nai, S.M.L. Grain refinement and strengthening of 316L stainless steel through addition of TiC nanoparticles and selective laser melting. Mater. Sci. Eng. A 2022, 832, 142460. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Duarte, V.; Miranda, R.M.; Santos, T.G.; Oliveira, J.P. Current Status and Perspectives on Wire and Arc Additive Manufacturing (WAAM). Materials 2019, 12, 1121. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Köhler, M.; Hensel, J.; Dilger, K. Effects of Thermal Cycling on Wire and Arc Additive Manufacturing of Al-5356 Components. Metals 2020, 10, 952. [Google Scholar] [CrossRef]
- Li, F.; Chen, S.; Shi, J.; Zhao, Y.; Tian, H. Thermoelectric Cooling-Aided Bead Geometry Regulation in Wire and Arc-Based Additive Manufacturing of Thin-Walled Structures. Appl. Sci. 2018, 8, 207. [Google Scholar] [CrossRef] [Green Version]
- Chen, W.; Chen, Y.; Zhang, T.; Wen, T.; Yin, Z.; Feng, X. Effect of Ultrasonic Vibration and Interpass Temperature on Microstructure and Mechanical Properties of Cu-8Al-2Ni-2Fe-2Mn Alloy Fabricated by Wire Arc Additive Manufacturing. Metals 2020, 10, 215. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.; Xue, J.; Wang, Q. Correlation between arc mode, microstructure, and mechanical properties during wire arc additive manufacturing of 316L stainless steel. Mater. Sci. Eng. A 2019, 751, 183–190. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Duarte, V.; Avila, J.A.; Santos, T.G.; Miranda, R.M.; Oliveira, J.P. Wire and arc additive manufacturing of HSLA steel: Effect of thermal cycles on microstructure and mechanical properties. Addit. Manuf. 2019, 27, 440–450. [Google Scholar] [CrossRef]
- Shen, C.; Pan, Z.; Cuiuri, D.; Ding, D.; Li, H. Influences of deposition current and interpass temperature to the Fe3Al-based iron aluminide fabricated using wire-arc additive manufacturing process. Int. J. Adv. Manuf. Technol. 2016, 88, 2009–2018. [Google Scholar] [CrossRef]
- Ma, Y.; Cuiuri, D.; Shen, C.; Li, H.; Pan, Z. Effect of interpass temperature on in-situ alloying and additive manufacturing of titanium aluminides using gas tungsten arc welding. Addit. Manuf. 2015, 8, 71–77. [Google Scholar] [CrossRef]
- Farren, J.; DuPont, J. Microstructural Evolution and Mechanical Properties of Welds in a New High Strength Steel. In Proceedings of the MS&T Conference, Pittsburgh, PA, USA, 26–28 October 2009; ASM International: Materials Park, OH, USA, 2009. [Google Scholar]
- Yin, J.; Li, L.; Tao, W.; Zhang, X. Weld Microstructure Characteristics of Dual Laser Beam Multi-Layer Welded High Strength Steel with Filler Wire. Chin. J. Lasers 2010, 37, 1361–1367. [Google Scholar] [CrossRef]
- Rafieazad, M.; Nasiri, A.M. Microstructural Evolution and Mechanical Properties of a High-Strength Low Alloy Steel Produced by Wire Arc Additive Manufacturing. In Proceedings of the CANWELD Conference, Winnipeg, MB, Canada, 12–13 September 2018. [Google Scholar]
- Babu, S.S.; David, S.A.; Vitek, J.M.; Mundra, K.; DebRoy, T. Development of macro- and microstructures of carbon–manganese low alloy steel welds: Inclusion formation. Mater. Sci. Technol. 2013, 11, 186–199. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Fei, Z. The effects of forced interpass cooling on the material properties of wire arc additively manufactured Ti6Al4V alloy. J. Manuf. Process. Technol. 2018, 258, 97–105. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AM Process | SLM | EBM | LMD | WAAM |
|---|---|---|---|---|
| Deposition rate (grams per hour) | 40–100 | 100–300 | 150–2400 | 500–10,000 |
| Average current | 255 A |
| Average arc voltage | 16.5 V |
| Torch travel speed | 0.9 m/min |
| Wire feed speed | 8 m/min |
| Wire diameter | 1.2 mm |
| Shielding gas | 20 L/min |
| Interpass temperature | 150 °C 350 °C 600 °C |
| Interpass Temperature (°C) | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) | Microhardness (HV) |
|---|---|---|---|---|
| 150 | 776.8 ± 79.0 | 1011.5 ± 6.7 | 21.4 ± 2.9 | 294.1 ± 7.4 |
| 350 | 674.9 ± 53.5 | 1075.9 ± 70.2 | 16.6 ± 3.9 | 324.4 ± 19.8 |
| 600 | 671.8 ± 30.4 | 921.2 ± 46.5 | 19.0 ± 1.2 | 291.0 ± 6.9 |
| Interpass Temperature (°C) | Grain Size (µm) | Fraction of LAGB (%) | Texture Index | Yield Strength (MPa) |
|---|---|---|---|---|
| 150 | 3.9 ± 0.1 | 25.5 | 2.9 | 776.8 ± 79.0 |
| 350 | 4.1 ± 0.1 | 25.9 | 3.8 | 674.9 ± 53.5 |
| 600 | 4.9 ± 0.2 | 24.1 | 3.6 | 671.8 ± 30.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhai, W.; Wu, N.; Zhou, W. Effect of Interpass Temperature on Wire Arc Additive Manufacturing Using High-Strength Metal-Cored Wire. Metals 2022, 12, 212. https://doi.org/10.3390/met12020212
Zhai W, Wu N, Zhou W. Effect of Interpass Temperature on Wire Arc Additive Manufacturing Using High-Strength Metal-Cored Wire. Metals. 2022; 12(2):212. https://doi.org/10.3390/met12020212
Chicago/Turabian StyleZhai, Wengang, Naien Wu, and Wei Zhou. 2022. "Effect of Interpass Temperature on Wire Arc Additive Manufacturing Using High-Strength Metal-Cored Wire" Metals 12, no. 2: 212. https://doi.org/10.3390/met12020212
APA StyleZhai, W., Wu, N., & Zhou, W. (2022). Effect of Interpass Temperature on Wire Arc Additive Manufacturing Using High-Strength Metal-Cored Wire. Metals, 12(2), 212. https://doi.org/10.3390/met12020212