
Role of Hot Rolling in Microstructure and Texture Development of Strip Cast Non-Oriented Electrical Steel

 ,
, 

 and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
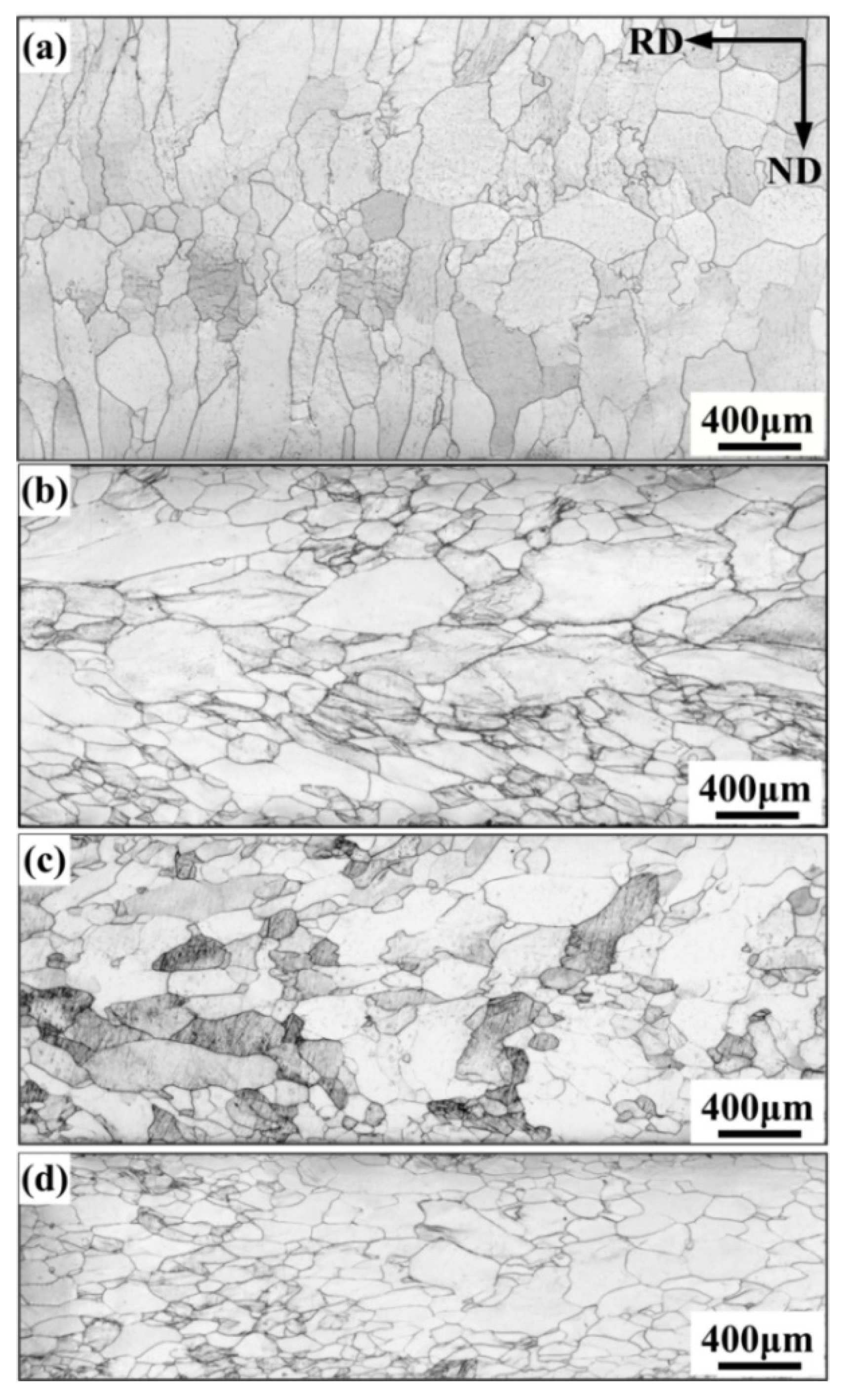
3.1. Microstructure and Texture of As-Cast and Hot-Rolled Strip
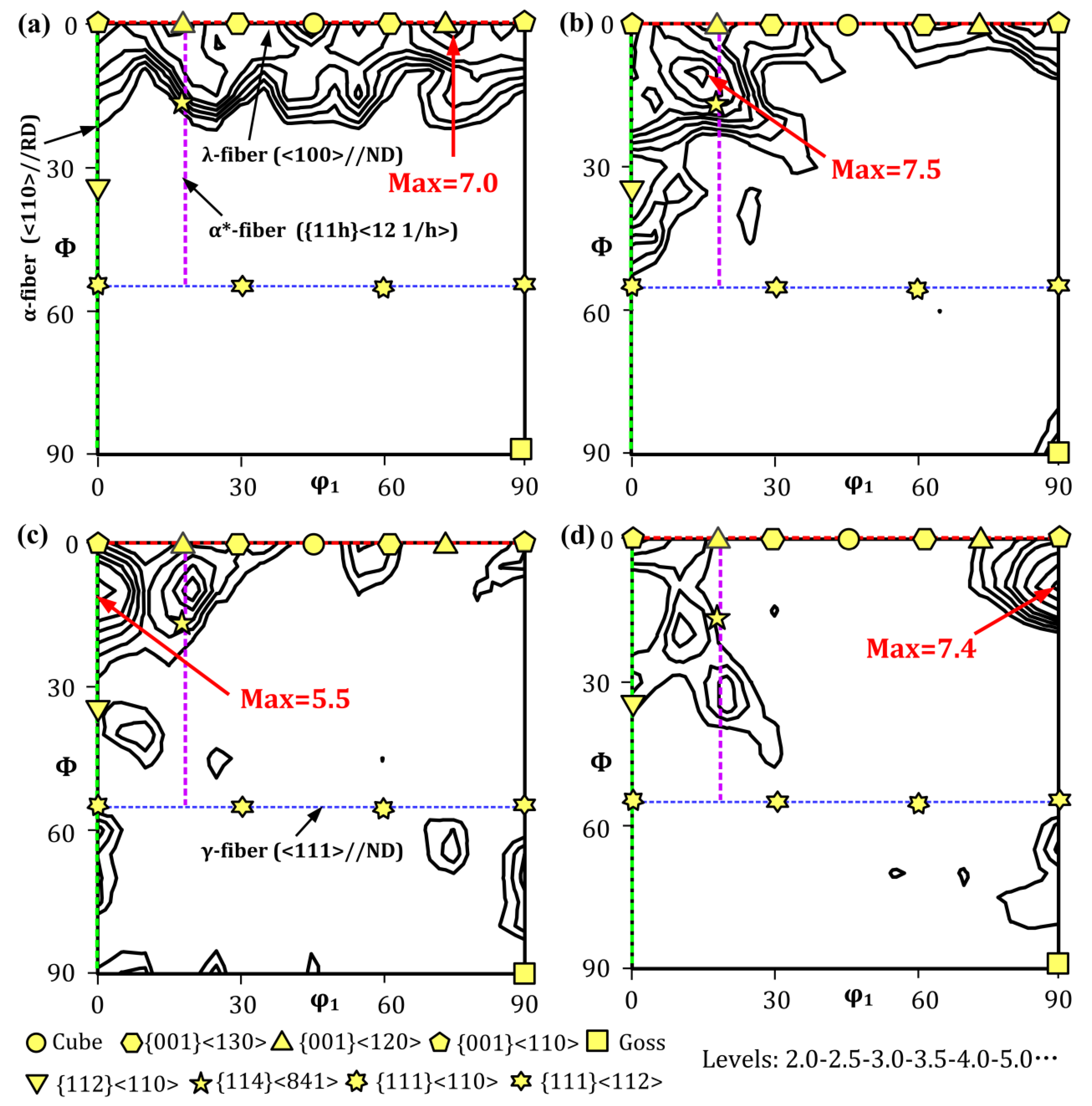
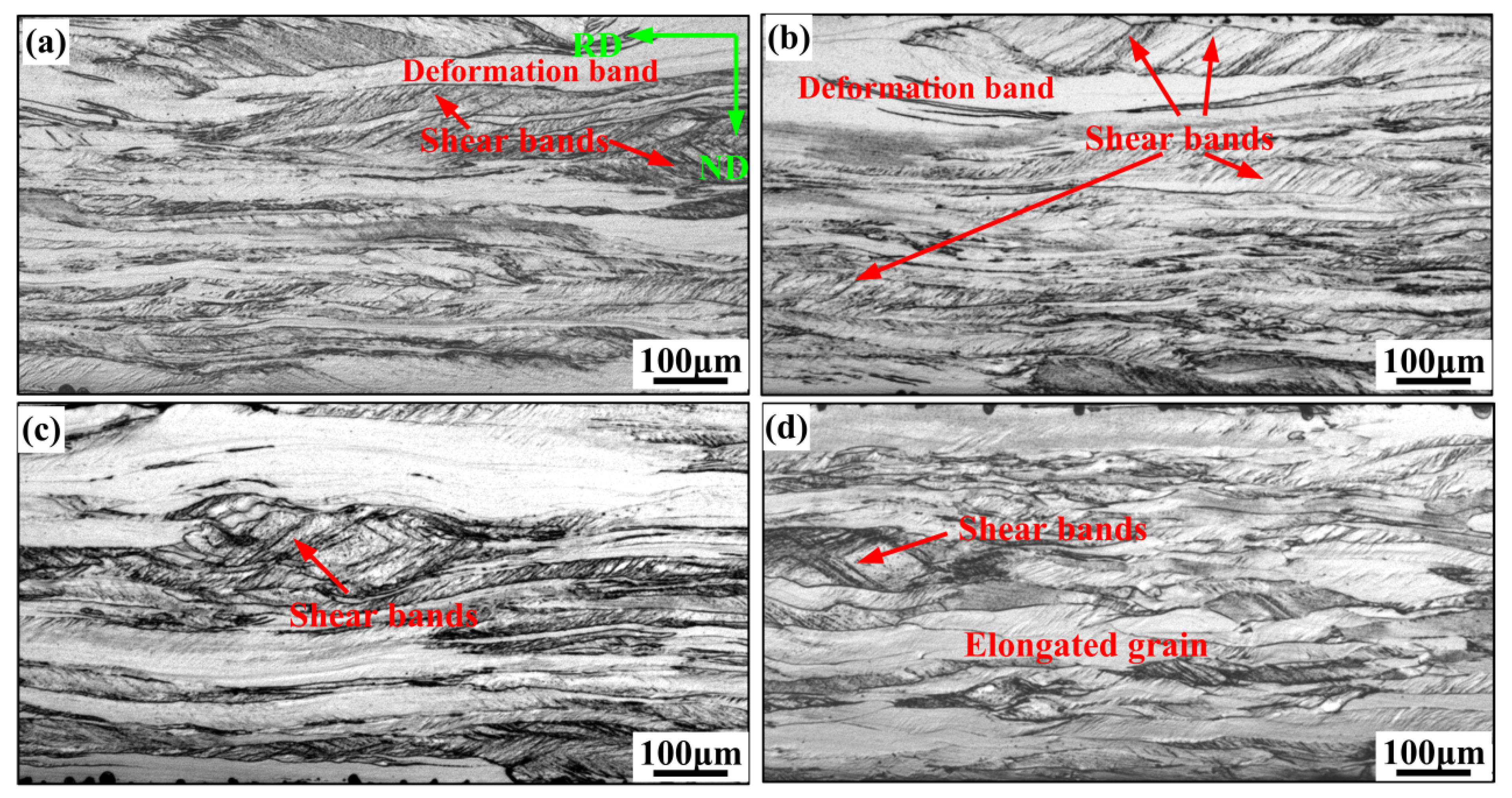
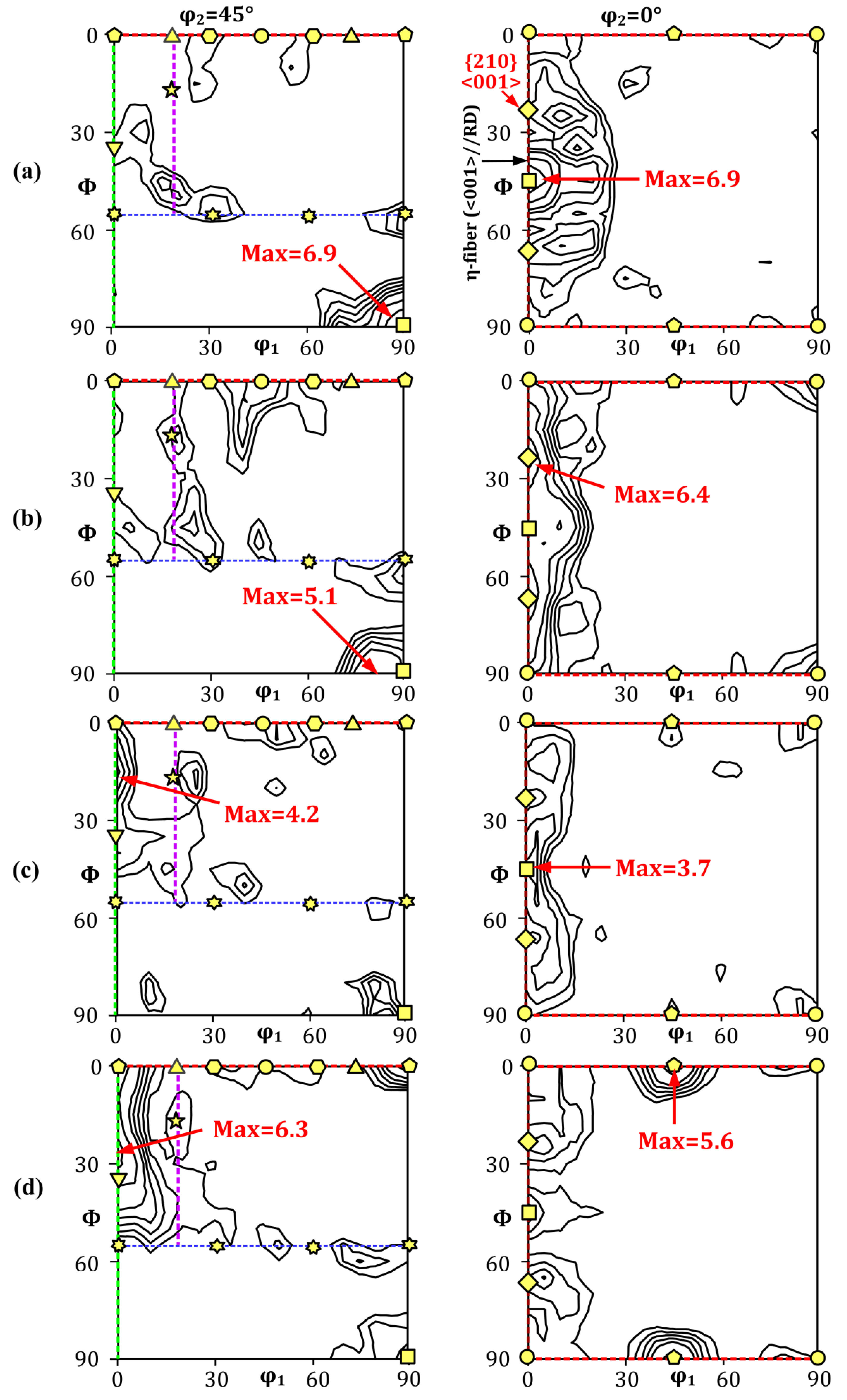
3.2. Cold-Rolled Microstructure and Texture
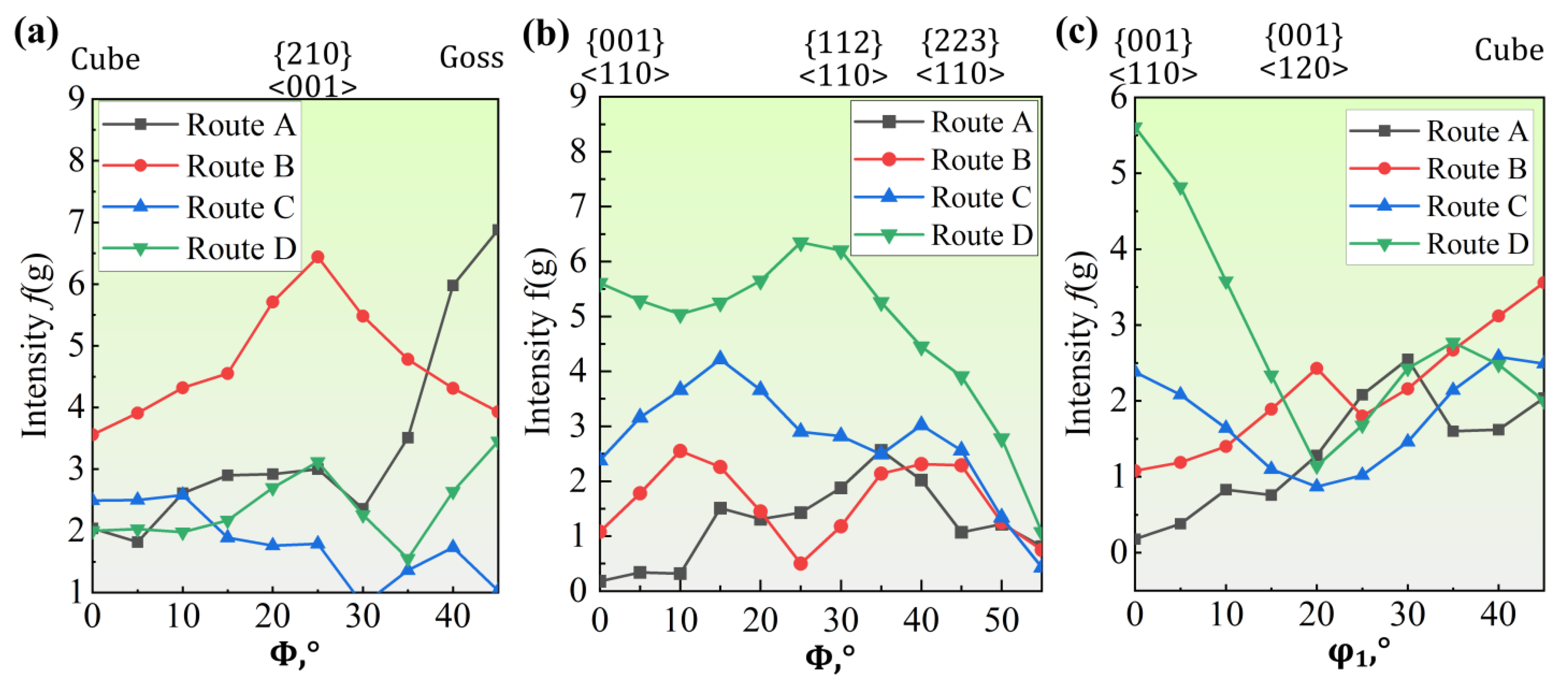
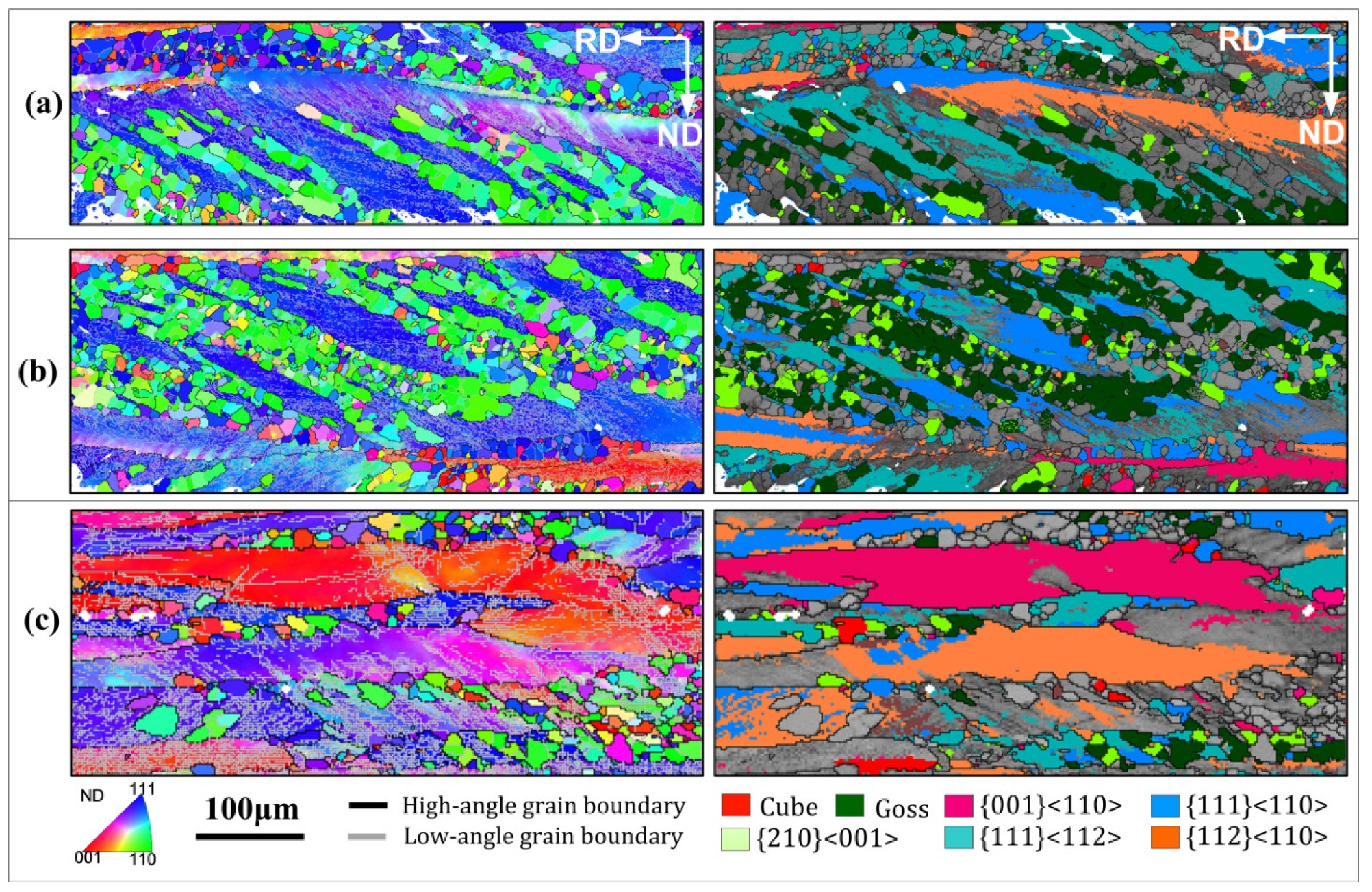
3.3. Recrystallization Microstructure and Texture
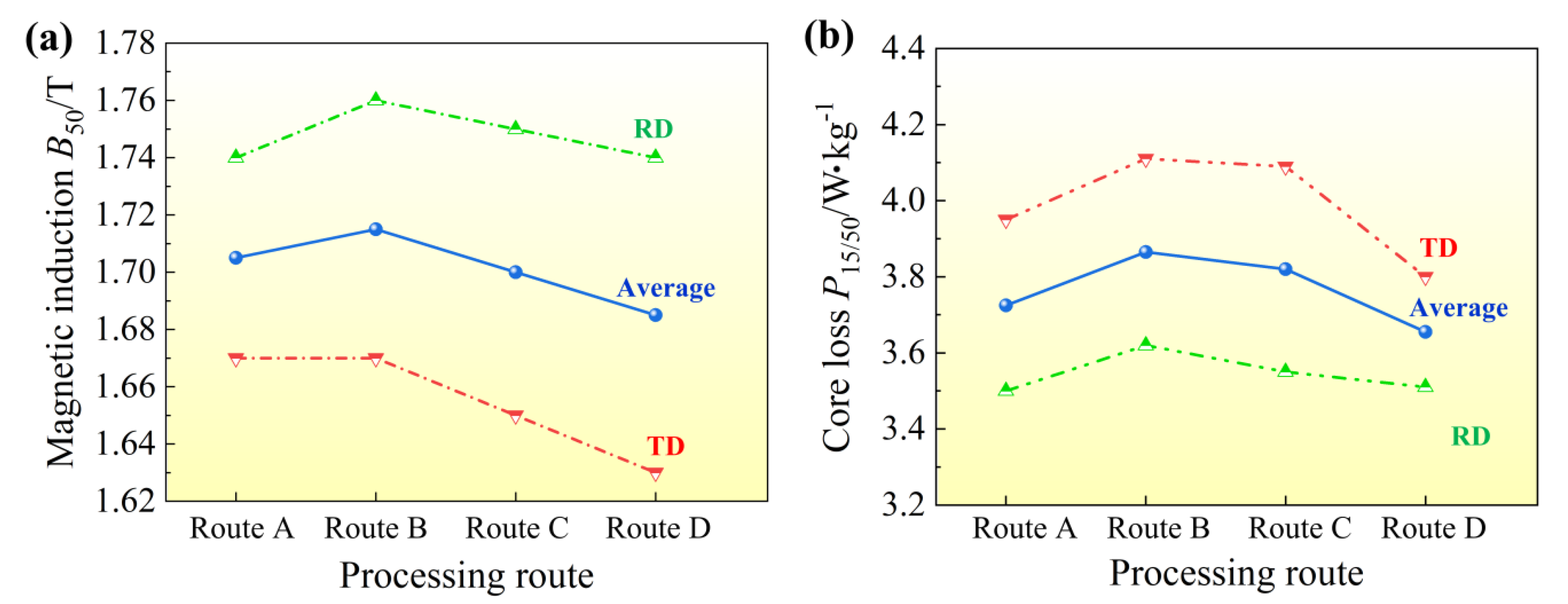
3.4. Magnetic Properties
4. Conclusions
- (1)
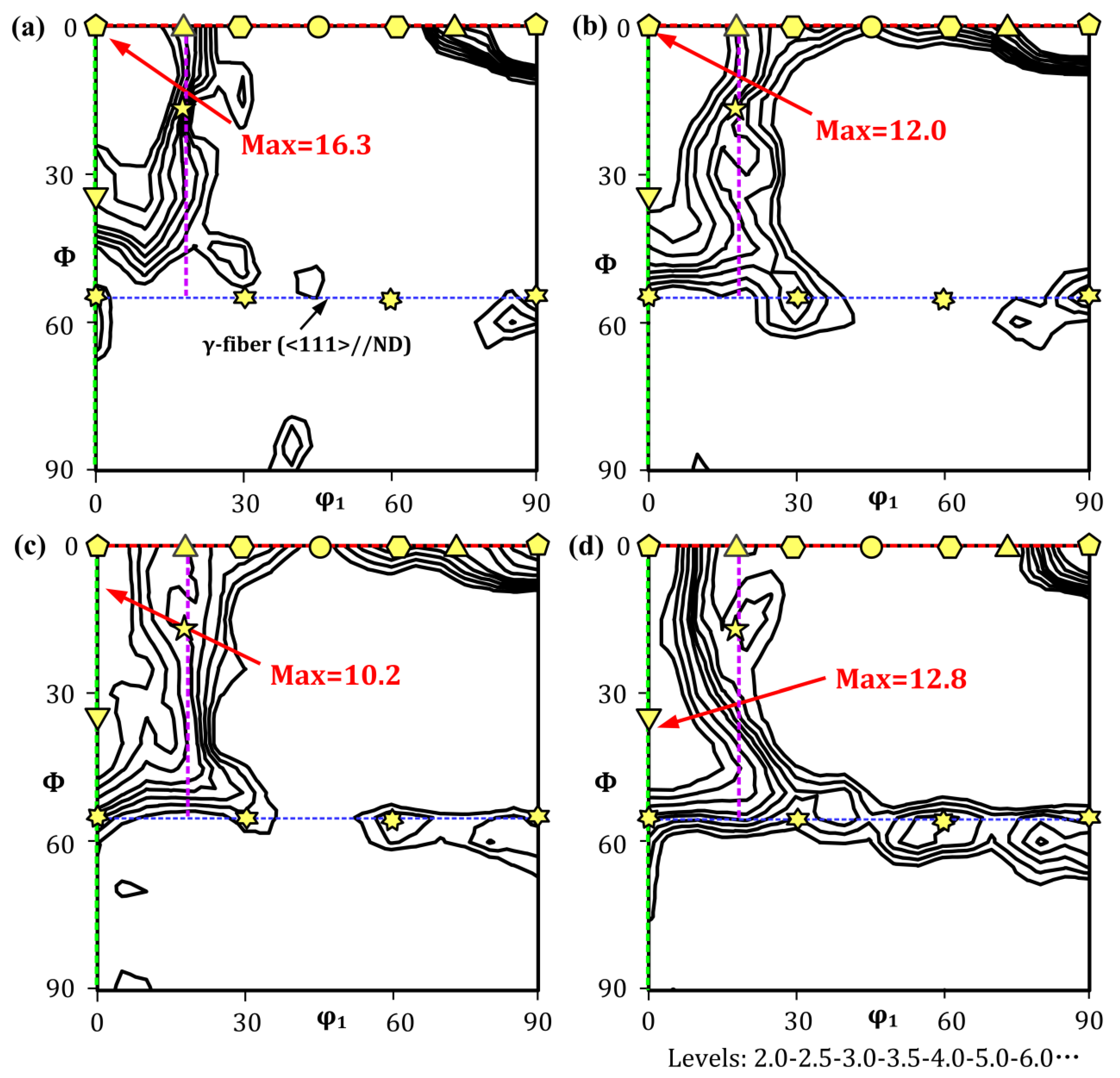
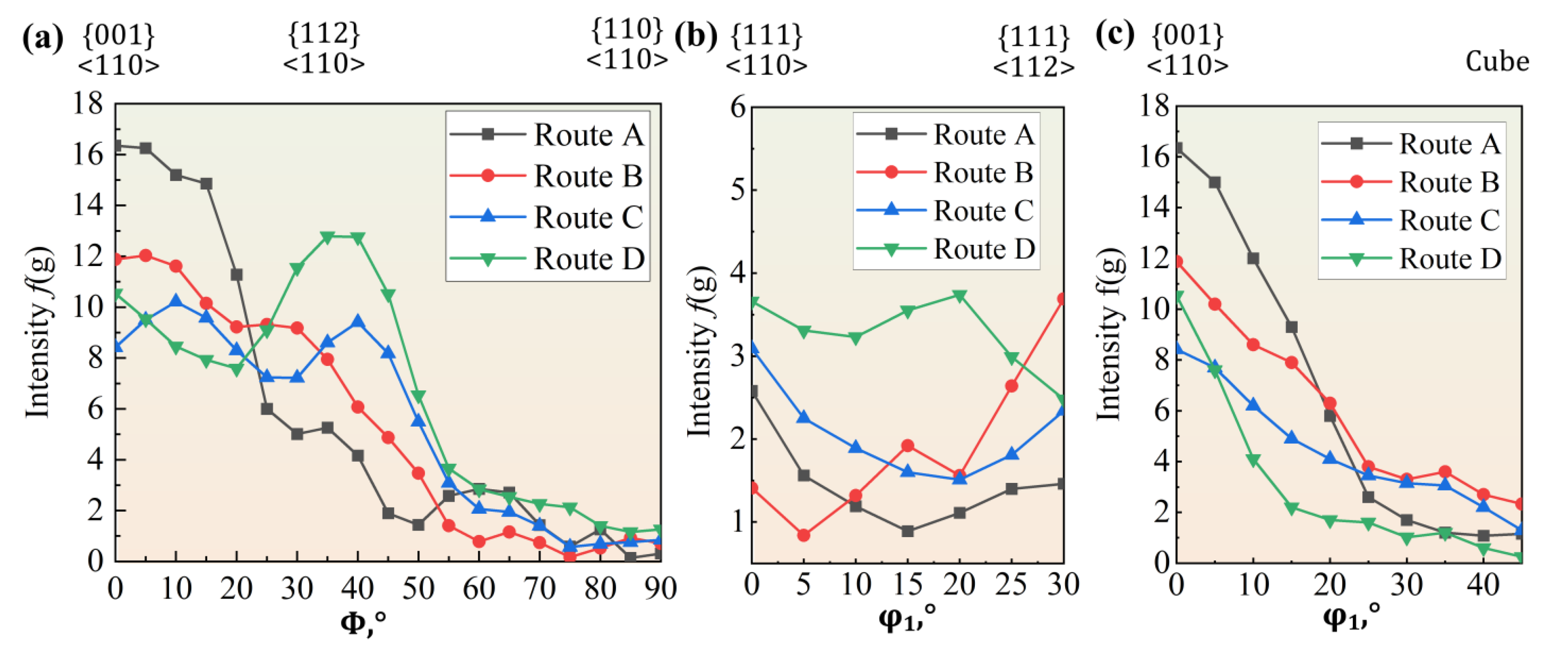
- The microstructure deformed by direct cold rolling exhibited many shear bands, strong α–fibers, and {001}<110>-{001}<120> texture. The introduction of hot rolling with 20% reduction increased the number and width of shear bands in the cold-rolled sheet, but larger reductions (36% and 52%) reduced the shear bands and the stored energy. This was because the recovery during the hot rolling and the static recrystallization during the reheating relieved the local strain concentration. With the increase in hot-rolling reduction, the γ and α textures in the cold-rolled sheet were enhanced, which was related to the static recrystallization process during reheating and orientation rotation behavior.
- (2)
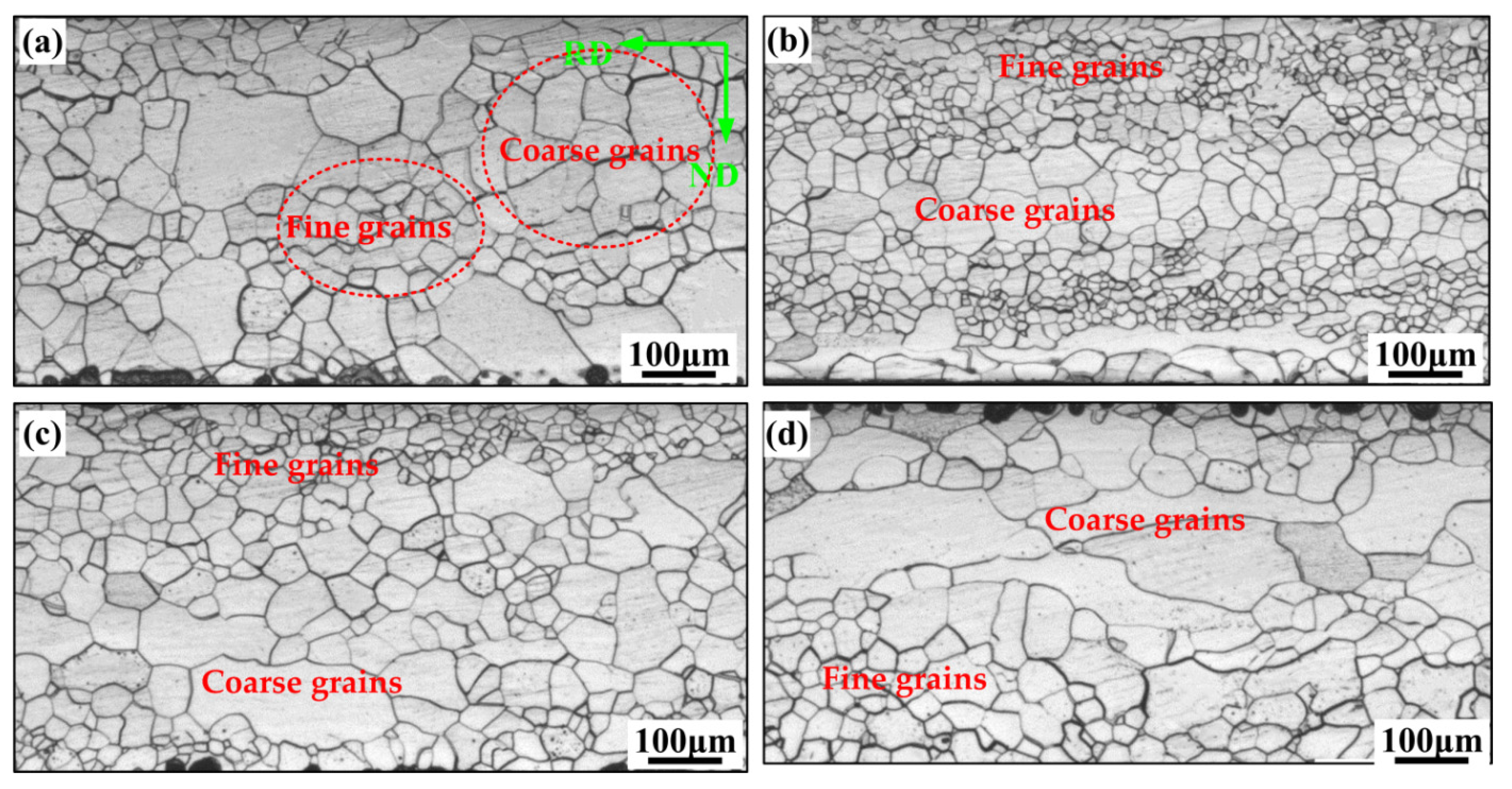
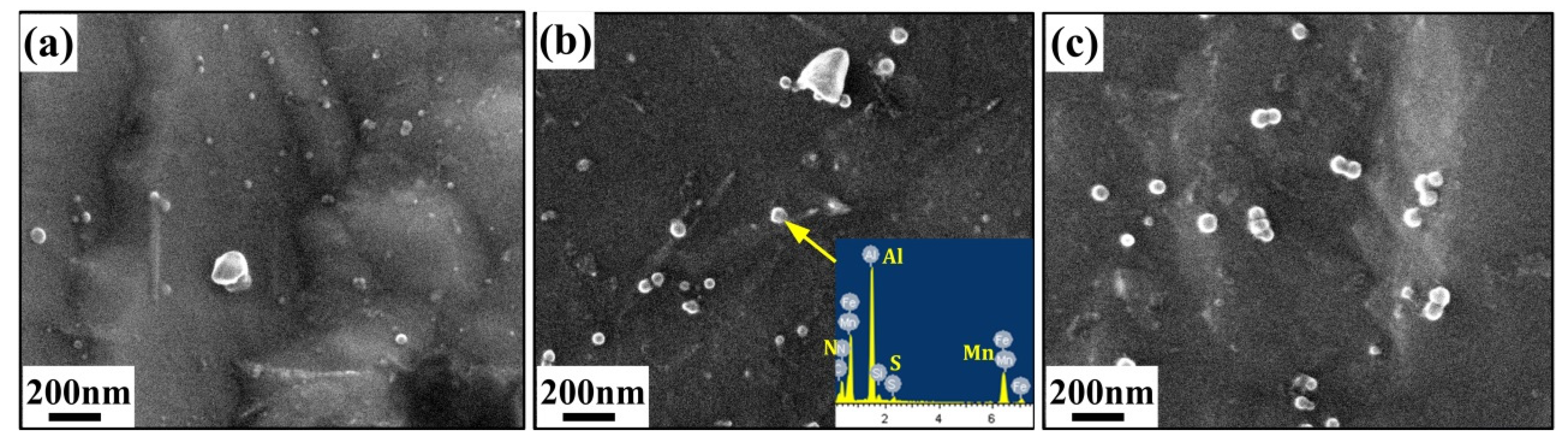
- Compared to direct cold rolling, the grain size of the final annealed sheet decreased after adopting 20% reduction hot rolling. This was attributed to the formation of AlN-MnS precipitates 30–60 nm in size with a strong grain boundary pinning effect. With the increase in hot-rolling reduction, the grain size of the annealed sheet increased. This was the combined effect of decreasing the dislocation density in the deformed microstructure and increasing the precipitate size.
- (3)
- The annealed sheet processed by direct cold rolling exhibited strong η-fiber texture and weak {111}<112> and {001}<130> texture. Hot rolling with 20% reduction obviously enhanced the η and Cube recrystallization texture. The magnetic induction at RD increased from ~1.74 T to ~1.76 T. When the hot rolling reduction reached 36–52%, enhanced α-fiber recrystallization texture accompanied by a weakening of the η texture developed, resulting in a decrease in the magnetic induction.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nakayama, T.; Honjou, N. Effect of aluminum and nitrogen on the magnetic properties of non-oriented semi-processed electrical steel sheet. J. Magn. Magn. Mater. 2000, 213, 87–94. [Google Scholar] [CrossRef]
- Leuning, N.; Steentjes, S.; Heller, M.; Korte-Kerzel, S.; Hameyer, K. On the correlation of crystallographic macro-texture and magnetic magnetization anisotropy in non-oriented electrical steel. J. Magn. Magn. Mater. 2019, 490, 165485. [Google Scholar] [CrossRef]
- Lee, K.M.; Park, S.Y.; Huh, M.Y.; Kim, J.S.; Engler, O. Effect of texture and grain size on magnetic flux density and core loss in non-oriented electrical steel containing 3.15% Si. J. Magn. Magn. Mater. 2014, 354, 1324–1332. [Google Scholar] [CrossRef]
- Zhang, Y.X.; Lan, M.F.; Wang, Y.; Fang, F.; Lu, X.; Yuan, G.; Misra, R.D.K.; Wang, G.D. Microstructure and texture evolution of thin-gauge non-oriented silicon steel with high permeability produced by twin-roll strip casting. Mater. Charact. 2019, 150, 118–127. [Google Scholar] [CrossRef]
- Qin, J.; Yang, P.; Mao, W.; Ye, F. Effect of texture and grain size on the magnetic flux density and core loss of cold-rolled high silicon steel sheets. J. Magn. Magn. Mater. 2015, 393, 537–543. [Google Scholar] [CrossRef]
- Lee, K.M.; Huh, M.Y.; Lee, H.J.; Park, J.T.; Kim, J.S.; Shin, E.J.; Engler, O. Effect of hot band grain size on development of textures and magnetic properties in 2.0% Si non-oriented electrical steel sheet. J. Magn. Magn. Mater. 2015, 396, 53–64. [Google Scholar] [CrossRef]
- Chang, S.K. Magnetic anisotropies and textures in high-alloyed nonoriented electrical steels. ISIJ Int. 2007, 47, 466–471. [Google Scholar] [CrossRef] [Green Version]
- Sahoo, G.; Singh, C.D.; Deepa, M.; Dhua, S.K.; Saxena, A. Recrystallization behaviour and texture of non-oriented electrical steels. Mater. Sci. Eng. A 2018, 734, 229–243. [Google Scholar] [CrossRef]
- Park, J.T.; Szpunar, J.A. Evolution of recrystallization texture in nonoriented electrical steels. Acta Mater. 2003, 51, 3037–3051. [Google Scholar] [CrossRef]
- Sanjari, M.; Mehdi, M.; He, Y.L.; Hilinski, E.J.; Yue, S.; Kestens, L.A.; Edrisy, A. Tracking the evolution of annealing textures from individual deformed grains in a cross-rolled non-oriented electrical steel. Metall. Mater. Trans. A 2017, 48, 6013–6026. [Google Scholar] [CrossRef]
- Mehdi, M.; He, Y.; Hilinski, E.J.; Kestens, L.A.; Edrisy, A. The evolution of cube ({001}<100>) texture in non-oriented electrical steel. Acta Mater. 2020, 185, 540–554. [Google Scholar] [CrossRef]
- Kim, K.M.; Kim, H.K.; Park, J.Y.; Lee, J.S.; Kim, S.G.; Kim, N.J.; Lee, B.J. {100} texture evolution in bcc Fe sheets–Computational design and experiments. Acta Mater. 2016, 106, 106–116. [Google Scholar] [CrossRef]
- Zhang, L.W.; Yang, P.; Mao, W.M. Opposite relationship between orientation selection and texture memory in the deformed electrical steel sheets during α → γ → α transformation. J. Mater. Sci. Technol. 2017, 33, 1522–1530. [Google Scholar] [CrossRef]
- Takajo, S.; Merriman, C.C.; Vogel, S.C.; Field, D.P. In-situ EBSD study on the cube texture evolution in 3 wt% si steel complemented by ex-situ EBSD experiment—From nucleation to grain growth. Acta Mater. 2019, 166, 100–112. [Google Scholar] [CrossRef]
- Wang, L.T.; Deng, C.H.; Dong, M.; Shi, L.F.; Zhang, J.P. Development of continuous casting technology of electrical steel and new products. J. Iron Steel Res. Int. 2012, 19, 1–6. [Google Scholar] [CrossRef]
- Maleki, A.; Taherizadeh, A.; Hosseini, N. Twin roll casting of steels: An overview. ISIJ Int. 2017, 57, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Sun, Y.; Zhao, Y.; Yu, X.-J.; Li, B. Effect of al content on magnetic properties of non-oriented electrical steel by simulated CSP process. J. Iron Steel Res. 2007, 14, 364–367. [Google Scholar] [CrossRef]
- Cong, J.; Guo, F.; Qiao, J.; Qiu, S.; Wang, H. Optimum magnetic properties of non-oriented electrical steel produced by compact strip production process. Metals 2022, 12, 64. [Google Scholar] [CrossRef]
- Liu, H.; Liu, Z.; Li, C.; Cao, G.; Wang, G.D. Solidification structure and crystallographic texture of strip casting 3 wt.% Si non-oriented silicon steel. Mater. Charact. 2011, 62, 463–468. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Y.X.; Lu, X.; Fang, F.; Xu, Y.B.; Cao, G.M.; Li, C.G.; Misra, R.D.K.; Wang, G.D. A novel ultra-low carbon grain oriented silicon steel produced by twin-roll strip casting. J. Magn. Magn. Mater. 2016, 419, 225–232. [Google Scholar] [CrossRef]
- Liu, Z.; Kobayashi, Y.; Yang, J.; Nagai, K.; Kuwabara, M. Effect of nano-scale copper sulfide precipitation on mechanical properties and microstructure of rapidly solidified steel with tramp copper element. Mater. Trans. 2006, 47, 2312–2320. [Google Scholar] [CrossRef] [Green Version]
- Xu, Y.B.; Zhang, Y.X.; Wang, Y.; Li, C.G.; Cao, G.M.; Liu, Z.Y.; Wang, G.D. Evolution of cube texture in strip-cast non-oriented silicon steels. Scr. Mater. 2014, 87, 17–20. [Google Scholar] [CrossRef]
- Jiao, H.T.; Xu, Y.B.; Zhang, Y.X.; Wang, Y.; Lu, X.; Fang, F.; Cao, G.M.; Li, C.G.; Wang, G.D. Effect of strip casting on magnetic anisotropy of non-oriented electrical steels. Sci. Adv. Mater. 2017, 9, 1822–1827. [Google Scholar] [CrossRef]
- Sha, Y.H.; Sun, C.; Zhang, F.; Patel, D.; Chen, X.; Kalidindi, S.R.; Zuo, L. Strong cube recrystallization texture in silicon steel by twin-roll casting process. Acta Mater. 2014, 76, 106–117. [Google Scholar] [CrossRef]
- Xu, Y.; Jiao, H.; Qiu, W.; Misra, R.D.K.; Li, J. Effect of cold rolling process on microstructure, texture and properties of strip cast Fe-2.6%Si steel. Materials 2018, 11, 1161. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.; Li, H.; Wang, H.; Liu, Y.; Gao, F.; An, L.; Zhao, S.; Liu, Z.; Wang, G. Effects of initial microstructure and texture on microstructure, texture evolution and magnetic properties of non-oriented electrical steel. J. Magn. Magn. Mater. 2016, 406, 149–158. [Google Scholar] [CrossRef]
- Jiao, H.; Xu, Y.; Qiu, W.; Xu, H.; Misra, R.D.K.; Du, Y.; Li, J.; Wang, G. Significant effect of as-cast microstructure on texture evolution and magnetic properties of strip cast non-oriented silicon steel. J. Mater. Sci. Technol. 2018, 34, 2472–2479. [Google Scholar] [CrossRef]
- Takatani, H.; Gandin, C.-A.; Rappaz, M. EBSD characterisation and modelling of columnar dendritic grains growing in the presence of fluid flow. Acta Mater. 2000, 48, 675–688. [Google Scholar] [CrossRef]
- Rodríguez-Calvillo, P.; Houbaert, Y.; Petrov, R.; Kestens, L.; Colás, R. High temperature deformation of silicon steel. Mater. Chem. Phys. 2012, 136, 710–719. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 3rd ed.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 427–431. [Google Scholar]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- Jiao, H.; Xu, Y.; Zhao, L.; Misra, R.D.K.; Tang, Y.; Liu, D.; Hu, Y.; Zhao, M.; Shen, M. Texture evolution in twin-roll strip cast non-oriented electrical steel with strong Cube and Goss texture. Acta Mater. 2020, 199, 311–325. [Google Scholar] [CrossRef]
- Nguyen-Minh, T.; Sidor, J.J.; Petrov, R.H.; Kestens, L.A.I. Occurrence of shear bands in rotated Goss ({110}<110>) orientations of metals with bcc crystal structure. Scr. Mater. 2012, 67, 935–938. [Google Scholar] [CrossRef]
- Jenkins, K.; Lindenmo, M. Precipitates in electrical steels. J. Magn. Magn. Mater. 2008, 320, 2423–2429. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
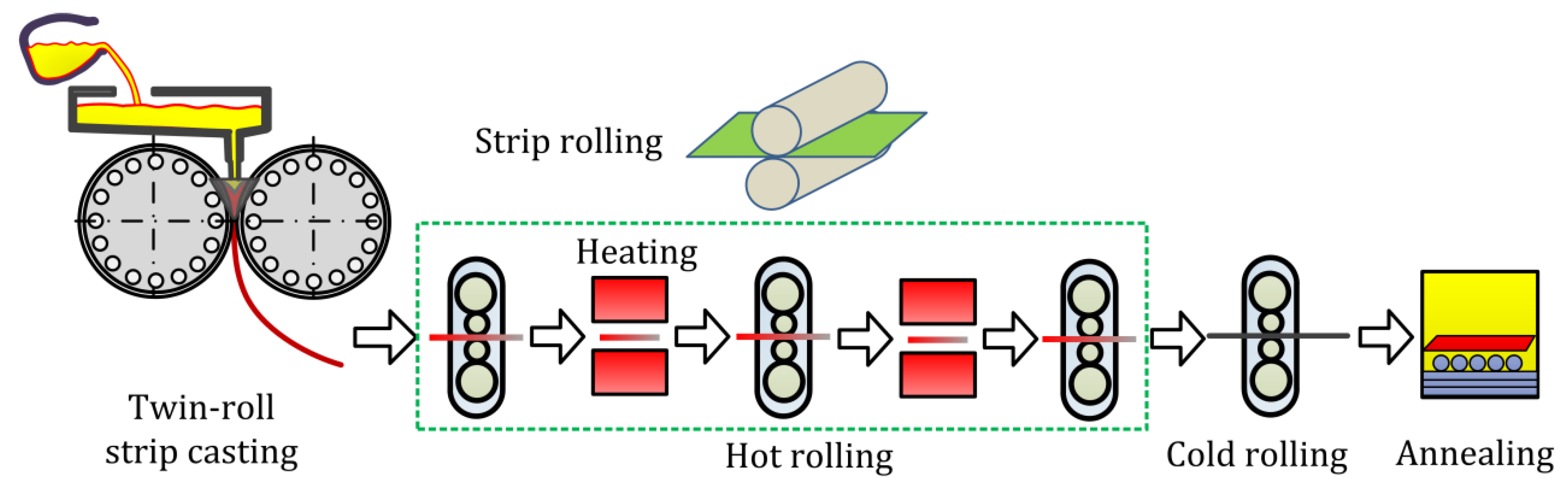
| Processing Route | Hot Rolling | Cold Rolling | Annealing |
|---|---|---|---|
| Route A | - | 77% reduction (2.2→1.85→1.50→1.10→0.75→0.55→0.50) | 1000 °C–6 min |
| Route B | 20% reduction (2.2→1.75) | 71% reduction (1.75→1.50→1.10→0.75→0.55→0.50) | 1000 °C–6 min |
| Route C | 36% reduction (2.2→1.75→1.40) | 64% reduction (1.40→1.10→0.75→0.55→0.50) | 1000 °C–6 min |
| Route D | 52% reduction (2.2→1.75→1.40→1.05) | 52% reduction (1.05→0.75→0.55→0.50) | 1000 °C–6 min |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiao, H.; Xie, X.; Hu, X.; Zhao, L.; Misra, R.D.K.; Liu, D.; Tang, Y.; Hu, Y. Role of Hot Rolling in Microstructure and Texture Development of Strip Cast Non-Oriented Electrical Steel. Metals 2022, 12, 354. https://doi.org/10.3390/met12020354
Jiao H, Xie X, Hu X, Zhao L, Misra RDK, Liu D, Tang Y, Hu Y. Role of Hot Rolling in Microstructure and Texture Development of Strip Cast Non-Oriented Electrical Steel. Metals. 2022; 12(2):354. https://doi.org/10.3390/met12020354
Chicago/Turabian StyleJiao, Haitao, Xinxiang Xie, Xinyi Hu, Longzhi Zhao, Raja Devesh Kuma Misra, Dejia Liu, Yanchuan Tang, and Yong Hu. 2022. "Role of Hot Rolling in Microstructure and Texture Development of Strip Cast Non-Oriented Electrical Steel" Metals 12, no. 2: 354. https://doi.org/10.3390/met12020354
APA StyleJiao, H., Xie, X., Hu, X., Zhao, L., Misra, R. D. K., Liu, D., Tang, Y., & Hu, Y. (2022). Role of Hot Rolling in Microstructure and Texture Development of Strip Cast Non-Oriented Electrical Steel. Metals, 12(2), 354. https://doi.org/10.3390/met12020354