
Dynamic Hardening of AISI 304 Steel at a Wide Range of Strain Rates and Its Application to Shot Peening Simulation



Abstract
:1. Introduction
2. Materials and Methods
2.1. Quasi-Static State Test
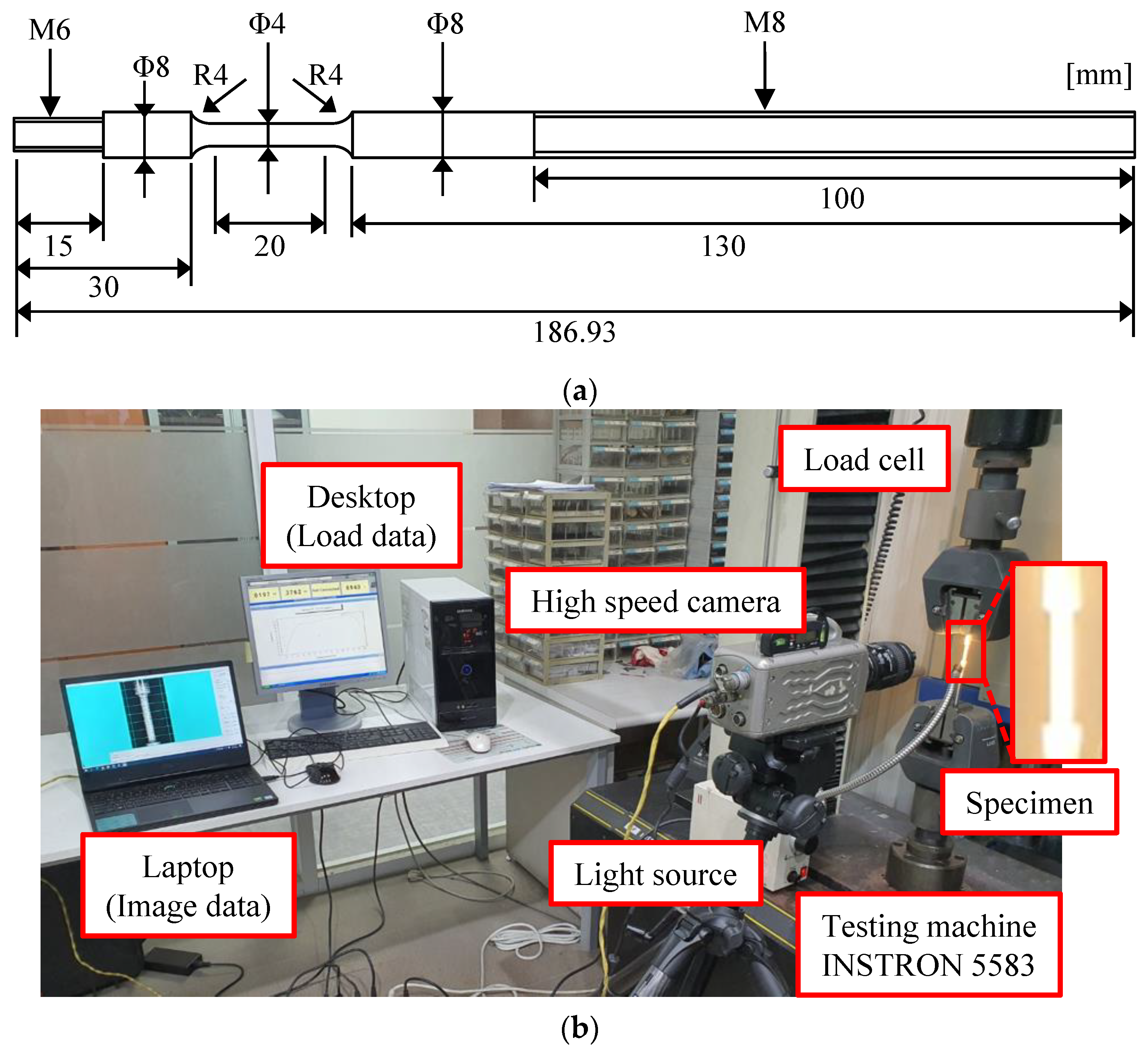
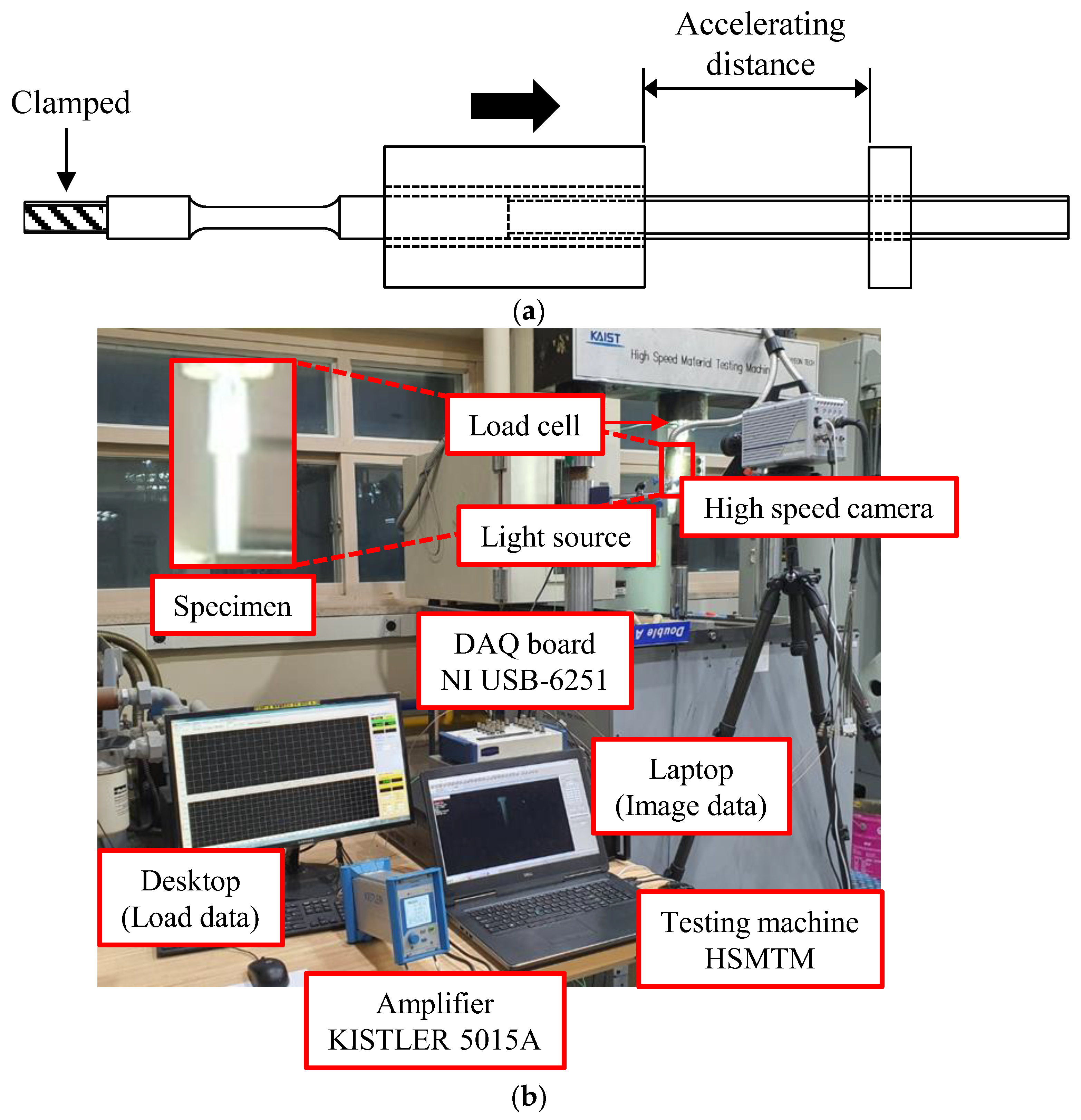
2.2. Intermediate Strain Rate Test
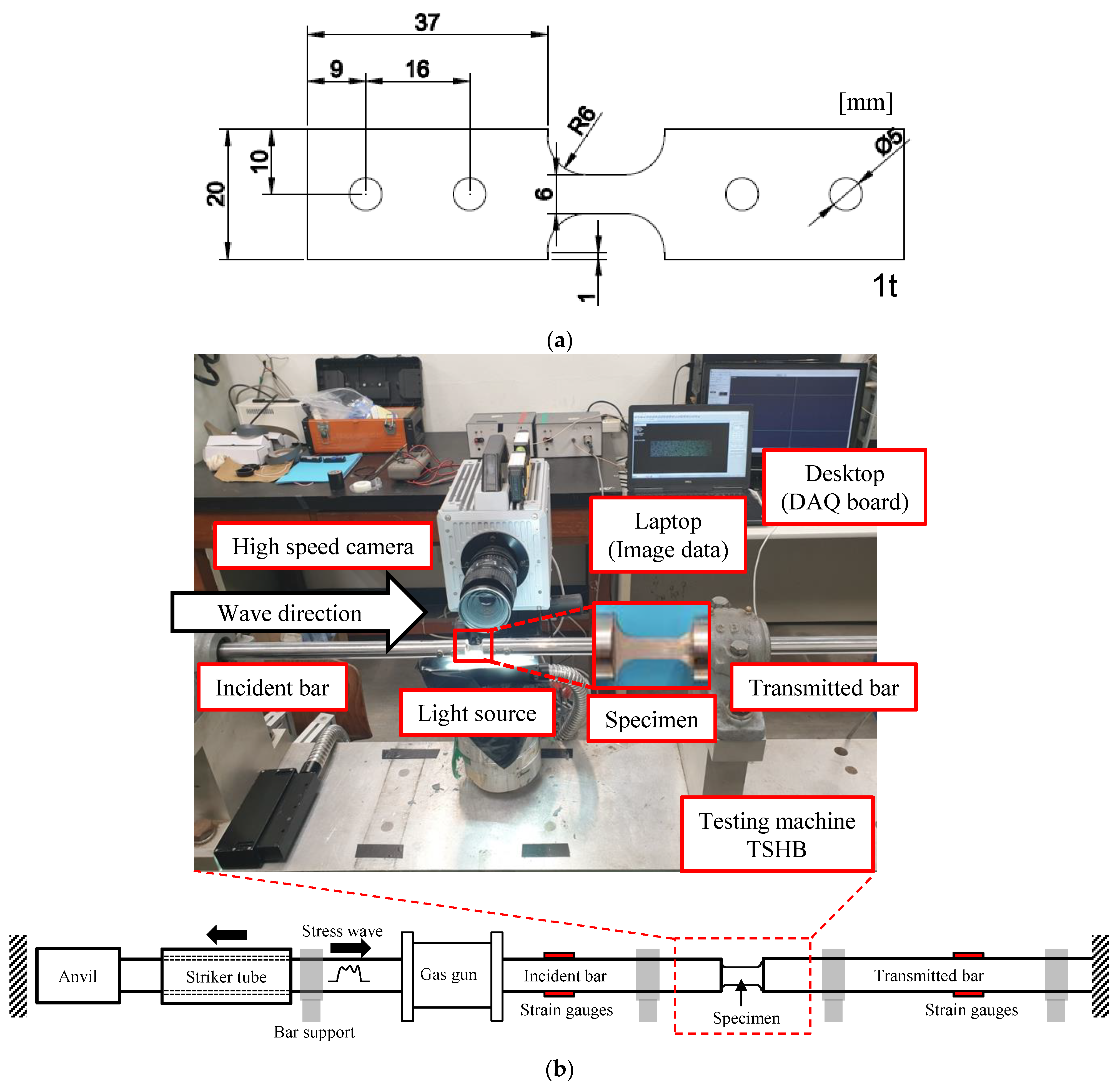
2.3. High Strain Rate Test
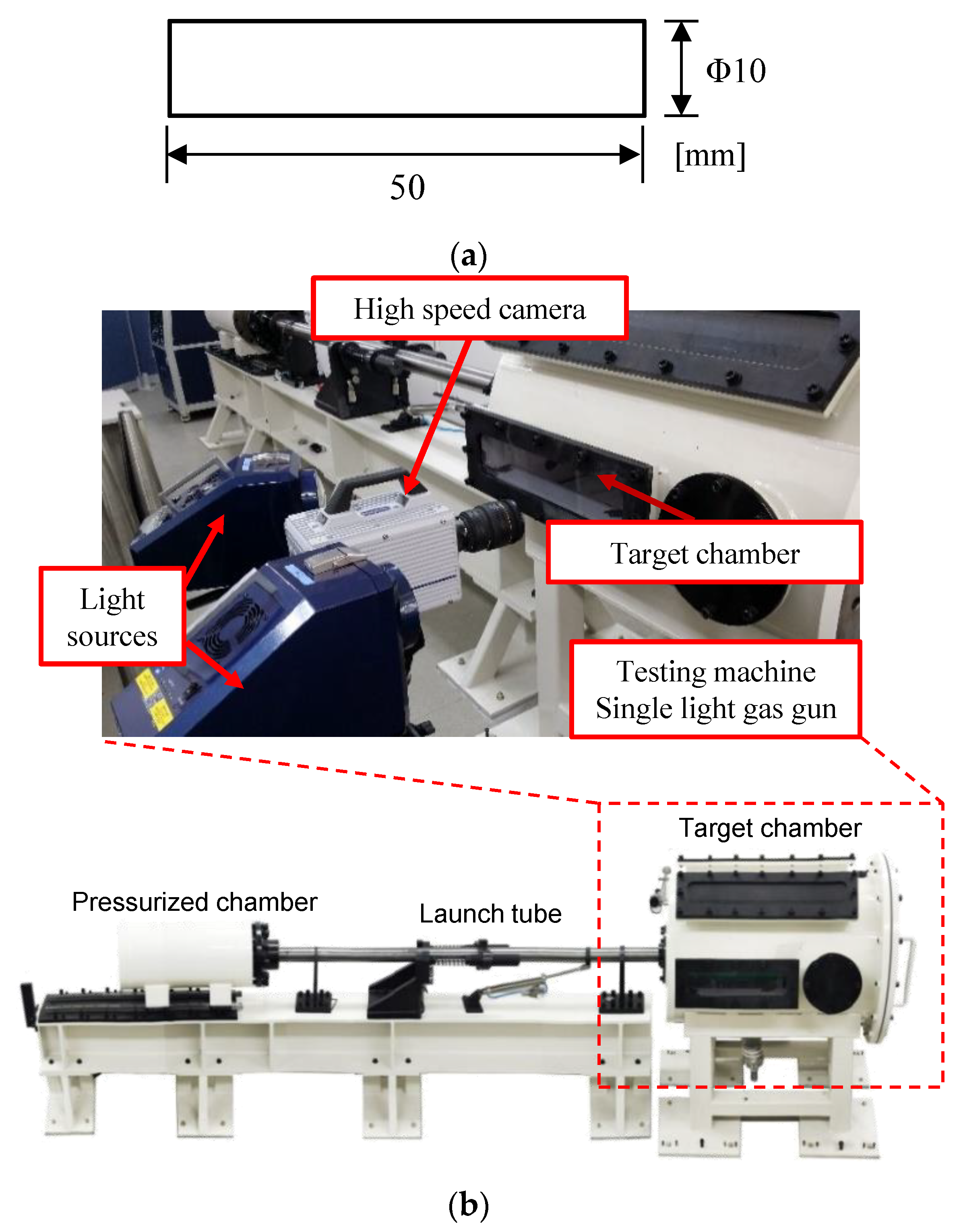
2.4. Ultra-High Strain Rate Test
3. Results and Discussion
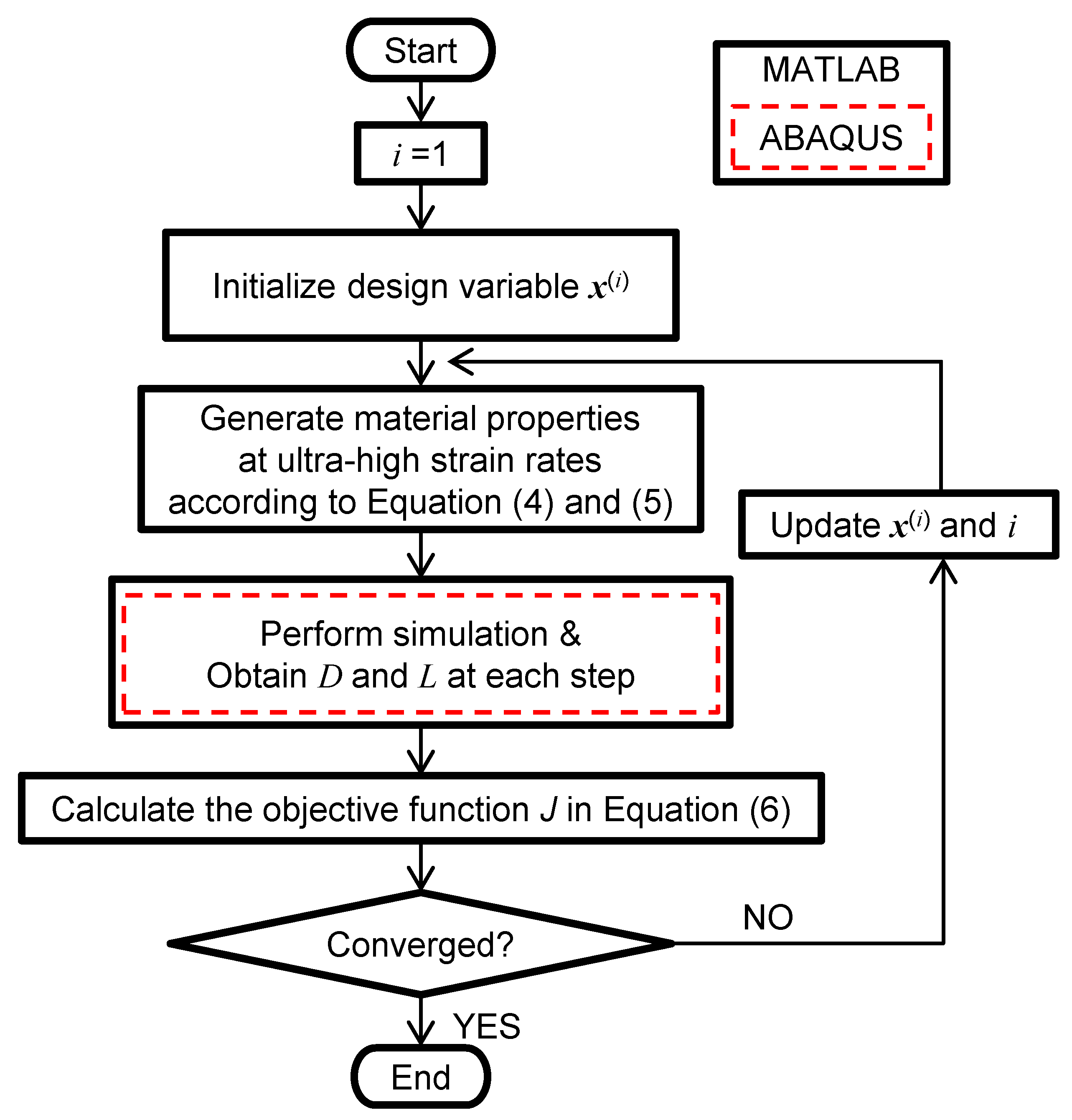
3.1. Experimental–Numerical Hybrid Inverse Optimization
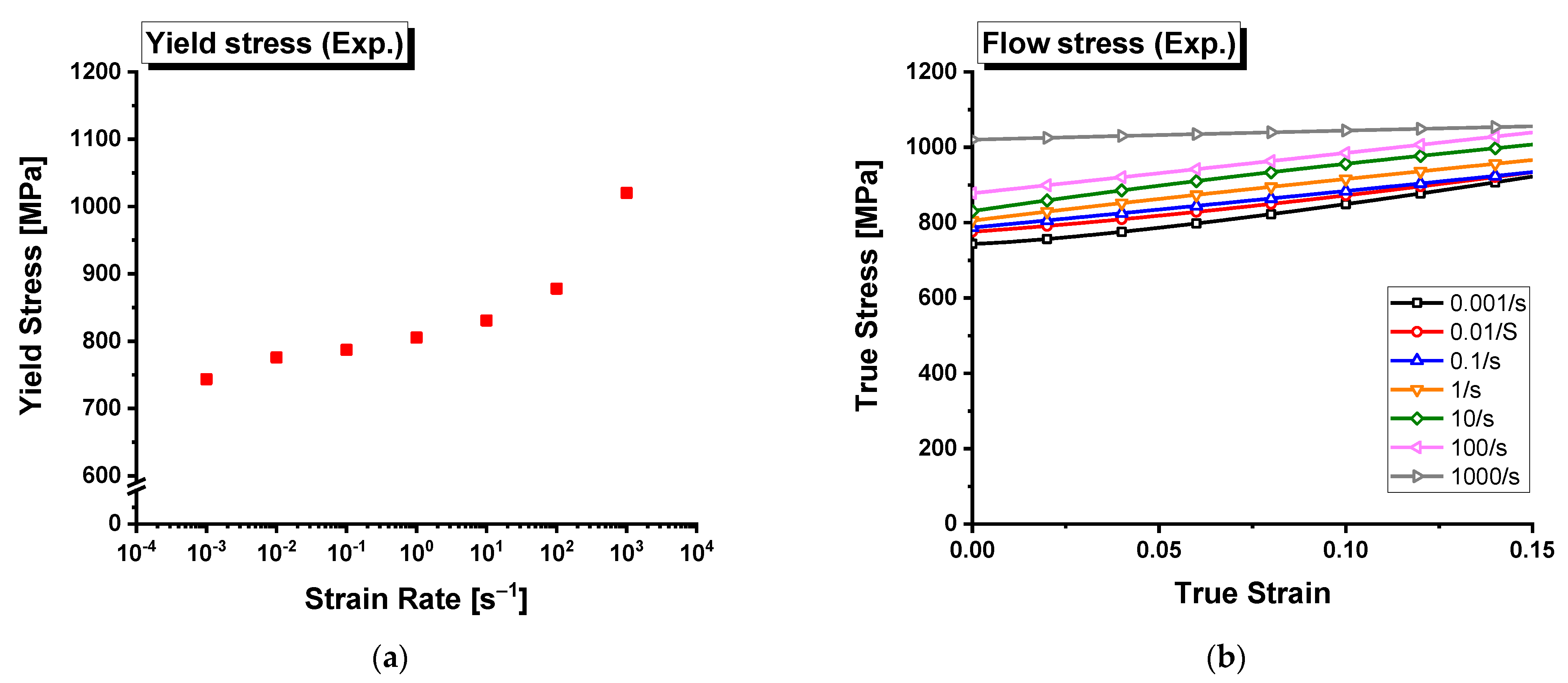
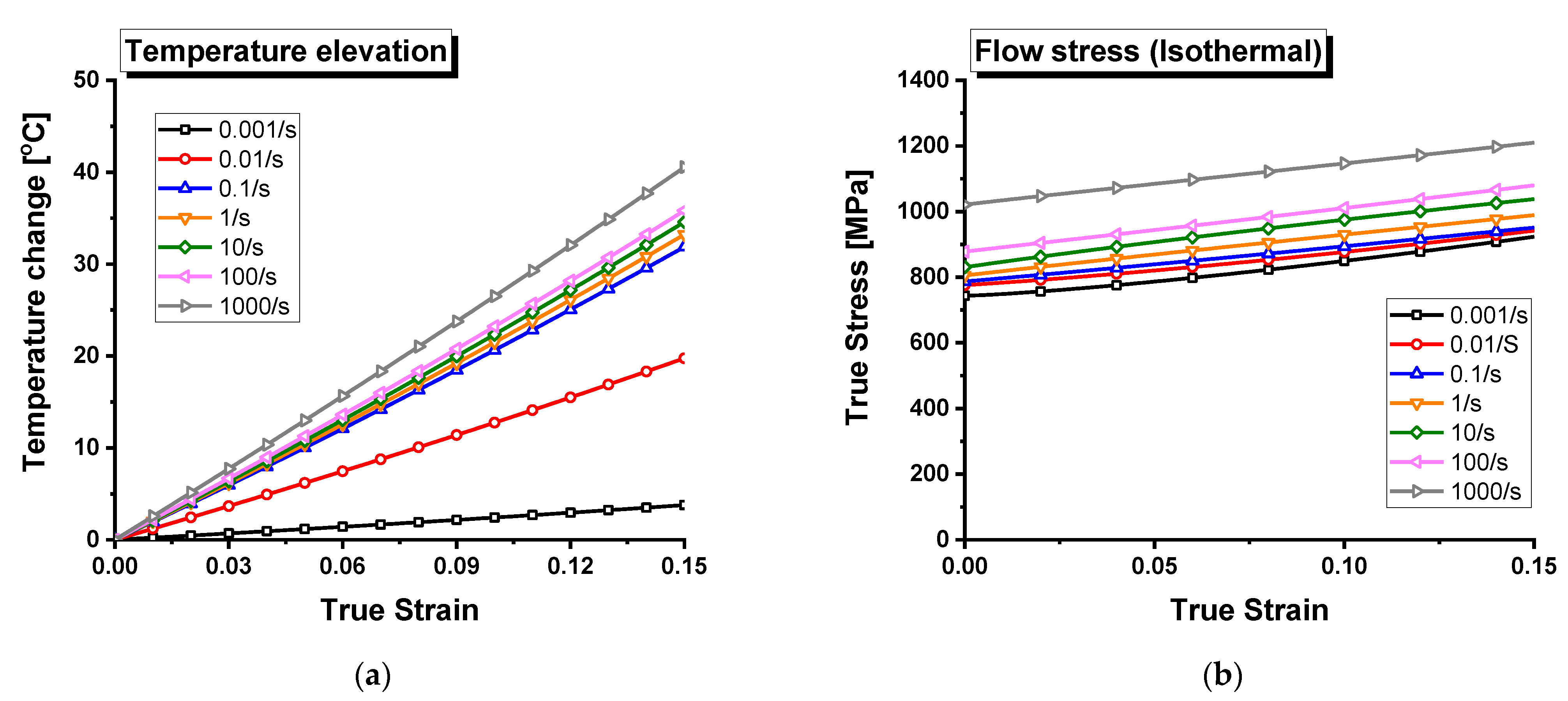
3.2. Hardening Curves at a Wide Range of Strain Rates
3.3. Application to Shot Peening Simulation
4. Conclusions
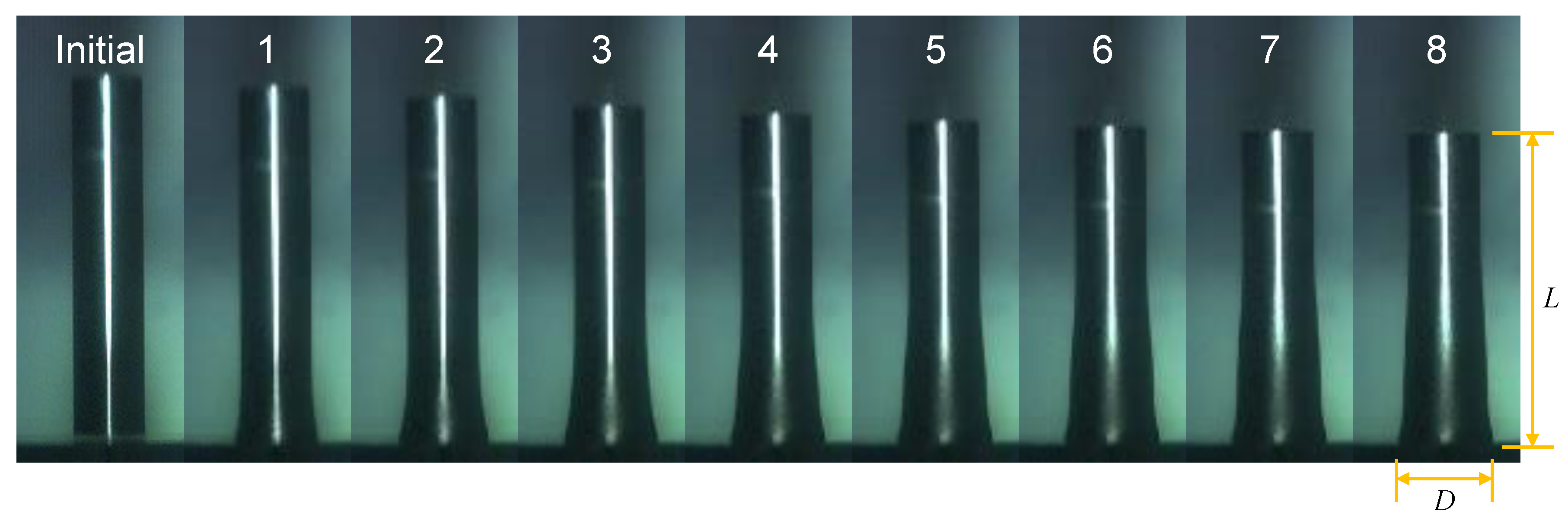
- Various experiments were carried out to investigate strain rate hardening behavior with various kinds of testing machines: The INSTORON 5583 for the quasi-static state; the HSMTM for intermediate strain rate tests; the TSHB for the high strain rate tests; and the Taylor impact test for ultra-high strain rate tests. To obtain proper stress–strain curves, the DIC (Digital Image Correlation method) was utilized to obtain the strain during the three tests, which was synchronized with the load. The results from the Taylor impact tests were used to calibrate the stress–strain curves properly at ultra-high strain rates.
- Hardening curves in the quasi-static state and at high strain rates are directly obtained from experiments and those in the ultra-high strain-rate region are evaluated with an experimental–numerical hybrid inverse optimization method by comparison of the simulation result with the experimental result. Hardening curves calibrated demonstrate that the strain rate hardening is lower than extrapolated ones with the extended Lim–Huh model. Thus, the strain rate sensitivity of the AISI 304 steel is less than that predicted from extrapolation of the model and this calibration process is necessary to obtain correct data.
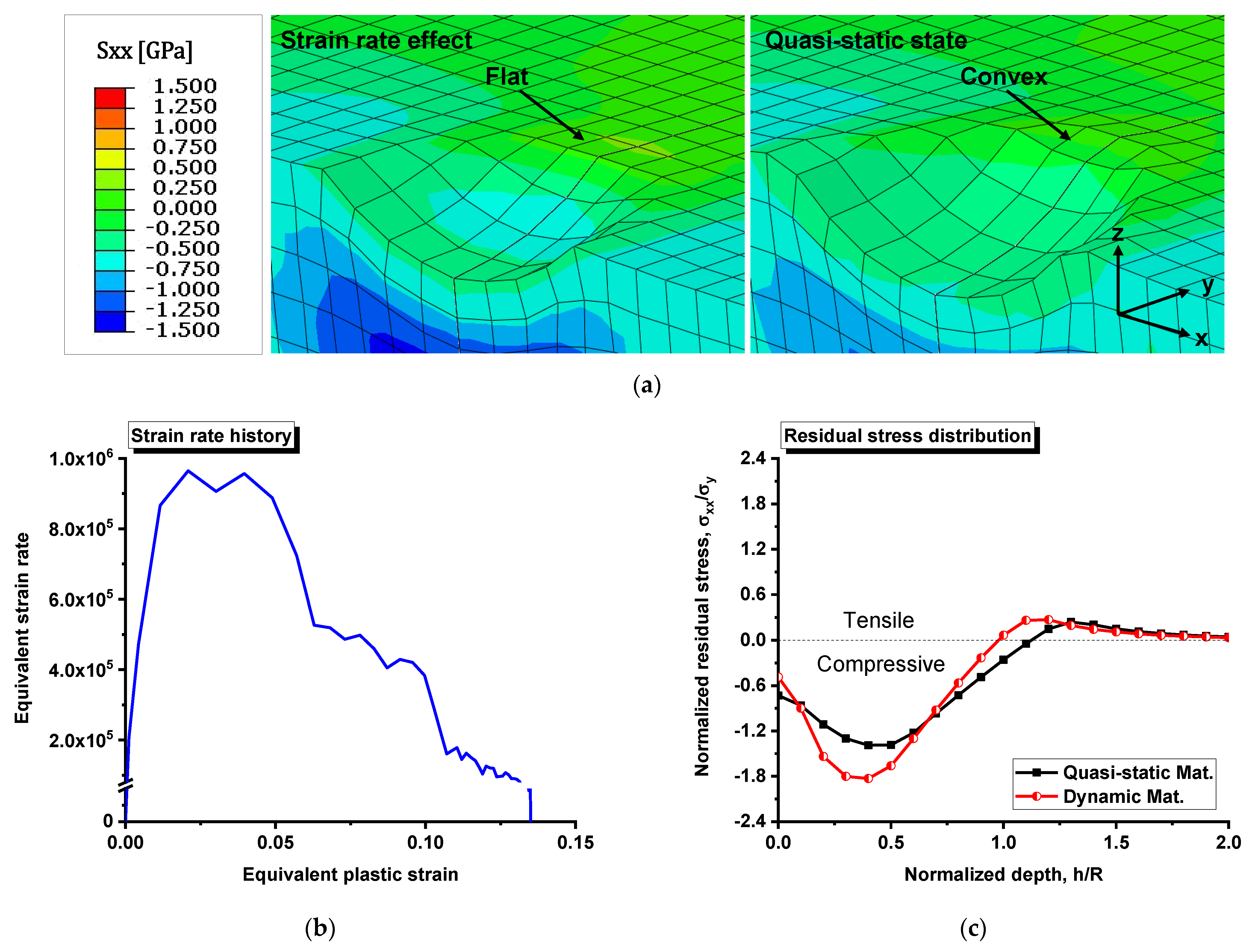
- The novel material properties of the AISI 304 steel at various strain rates are applied to shot peening simulation with a single shot impingement as a demonstration example. The simulation result is compared to the one considering the static properties only. Residual stress distribution shows the similarity in its distribution, but the maximum magnitude of the compressive residual stress shows the difference of 1.32 times higher than that with the static properties. It is concluded from the comparison that the material properties considering the strain rate effect are useful in simulation where high strain rate deformation is expected even for a material which has relatively low strain rate hardening.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Uniaxial stress, uniaxial strain, and uniaxial strain rate of a specimen in a SHB test | |
| Uniaxial strain of a transmitted bar and a reflected bar in a SHB test | |
| Longitudinal length and cross section area of a gauge region | |
| Elastic modulus, stress wave velocity, and cross section area of a split-Hopkinson bar | |
| Equivalent stress and equivalent strain | |
| Material constants of the Swift hardening model | |
| Material constants for strain rate effect of the Lim–Huh model | |
| Temperature, melting temperature, room temperature, andtemperature change of a specimen | |
| Material constants for thermal softening effect of the extended Lim–Huh model | |
| Stress obtained from experiments and stress in the isothermal state | |
| Material properties for temperature change calculation | |
| Yield stress at a wide range of strain rates and at the reference strain rate for inverse optimization | |
| Reference strain rate for inverse optimization | |
| Objective function for inverse optimization | |
| Deign variables for inverse optimization | |
| Diameter at the contact surface of the specimen in a Taylor impact test from finite element analysis and experiment | |
| Distance from the contact surface to the other end of the specimen in a Taylor impact test from finite element analysis and experiment | |
| HSMTM | High Speed Material Testing Machine, material tests for intermediate strain rates. |
| TSBH | Tensile Split-Hopkinson Bar, material tests for high strain rates. |
Appendix A
References
- Huh, H.; Kim, S.-B.; Song, J.-H.; Lim, J.-H. Dynamic tensile characteristics of TRIP-type and DP-type steel sheets for an auto-body. Int. J. Mech. Sci. 2008, 50, 918–931. [Google Scholar] [CrossRef]
- Huh, H.; Lim, J.; Park, S. High speed tensile test of steel sheets for the stress-strain curve at the intermediate strain rate. Int. J. Automot. Technol. 2009, 10, 195–204. [Google Scholar] [CrossRef]
- Zhao, H.; Gary, G. On the use of SHPB techniques to determine the dynamic behavior of materials in the range of small strains. Int. J. Solids Struct. 1996, 33, 3363–3375. [Google Scholar] [CrossRef]
- Piao, M.; Huh, H.; Lee, I.; Ahn, K.; Kim, H.; Park, L. Characterization of flow stress at ultra-high strain rates by proper extrapolation with Taylor impact tests. Int. J. Impact Eng. 2016, 91, 142–157. [Google Scholar] [CrossRef]
- Piao, M.; Huh, H.; Lee, I.; Park, L. Characterization of hardening behaviors of 4130 Steel, OFHC Copper, Ti6Al4V alloy considering ultra-high strain rates and high temperatures. Int. J. Mech. Sci. 2017, 131, 1117–1129. [Google Scholar] [CrossRef]
- Lee, S.; Huh, H. Shear Stress Hardening Curves of AISI 4130 Steel at Ultra-high Strain Rates with Taylor Impact Tests. Int. J. Impact Eng. 2021, 149, 103789. [Google Scholar] [CrossRef]
- Carbonniere, J.; Thuillier, S.; Sabourin, F.; Brunet, M.; Manach, P.-Y. Comparison of the work hardening of metallic sheets in bending–unbending and simple shear. Int. J. Mech. Sci. 2009, 51, 122–130. [Google Scholar] [CrossRef]
- Thuillier, S.; Manach, P.-Y. Comparison of the work-hardening of metallic sheets using tensile and shear strain paths. Int. J. Plast. 2009, 25, 733–751. [Google Scholar] [CrossRef]
- Lou, Y.; Yoon, J.W.; Huh, H. Modeling of shear ductile fracture considering a changeable cut-off value for stress triaxiality. Int. J. Plast. 2014, 54, 56–80. [Google Scholar] [CrossRef]
- Johnson, G.R. A constitutive model and data for materials subjected to large strains, high strain rates, and high temperatures. In Proceedings of the 7th International Symposium of Ballistics, The Hague, The Netherlands, 19–21 April 1983; pp. 541–547. [Google Scholar]
- Khan, A.S.; Huang, S. Experimental and theoretical study of mechanical behavior of 1100 aluminum in the strain rate range 10− 5− 104s− 1. Int. J. Plast. 1992, 8, 397–424. [Google Scholar] [CrossRef]
- Huh, H.; Ahn, K.; Lim, J.H.; Kim, H.W.; Park, L.J. Evaluation of dynamic hardening models for BCC, FCC, and HCP metals at a wide range of strain rates. J. Mater. Processing Technol. 2014, 214, 1326–1340. [Google Scholar] [CrossRef]
- Kang, W.; Cho, S.; Huh, H.; Chung, D. Modified Johnson-Cook model for vehicle body crashworthiness simulation. Int. J. Veh. Des. 1999, 21, 424–435. [Google Scholar] [CrossRef]
- Taylor, G.I. The use of flat-ended projectiles for determining dynamic yield stress I. Theoretical considerations. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1948, 194, 289–299. [Google Scholar]
- Sabioni, A.C.S.; Huntz, A.-M.; Luz, E.C.d.; Mantel, M.; Haut, C. Comparative study of high temperature oxidation behaviour in AISI 304 and AISI 439 stainless steels. Mater. Res. 2003, 6, 179–185. [Google Scholar] [CrossRef] [Green Version]
- Park, W.S.; Yoo, S.W.; Kim, M.H.; Lee, J.M. Strain-rate effects on the mechanical behavior of the AISI 300 series of austenitic stainless steel under cryogenic environments. Mater. Des. 2010, 31, 3630–3640. [Google Scholar] [CrossRef]
- Zheng, C.; Yu, W. Effect of low-temperature on mechanical behavior for an AISI 304 austenitic stainless steel. Mater. Sci. Eng. A 2018, 710, 359–365. [Google Scholar] [CrossRef]
- Wu, J.; Liu, H.; Wei, P.; Zhu, C.; Lin, Q. Effect of shot peening coverage on hardness, residual stress and surface morphology of carburized rollers. Surf. Coat. Technol. 2020, 384, 125273. [Google Scholar] [CrossRef]
- Webster, G.; Ezeilo, A. Residual stress distributions and their influence on fatigue lifetimes. Int. J. Fatigue 2001, 23, 375–383. [Google Scholar] [CrossRef]
- Wohlfahrt, H. The influence of peening conditions on the resulting distribution of residual stress. In Proceedings of the Second International Conference on Shot Peening, Chicago, IL, USA, 14–17 May 1984; pp. 316–331. [Google Scholar]
- Meguid, S.; Shagal, G.; Stranart, J.; Daly, J. Three-dimensional dynamic finite element analysis of shot-peening induced residual stresses. Finite Elem. Anal. Des. 1999, 31, 179–191. [Google Scholar] [CrossRef]
- Schiffner, K. Simulation of residual stresses by shot peening. Comput. Struct. 1999, 72, 329–340. [Google Scholar] [CrossRef]
- Guagliano, M. Relating Almen intensity to residual stresses induced by shot peening: A numerical approach. J. Mater. Processing Technol. 2001, 110, 277–286. [Google Scholar] [CrossRef]
- Pan, B.; Qian, K.; Xie, H.; Asundi, A. Two-dimensional digital image correlation for in-plane displacement and strain measurement: A review. Meas. Sci. Technol. 2009, 20, 062001. [Google Scholar] [CrossRef]
- Choi, M.; Huh, H.; Jeong, S.; Kim, C.; Chae, K. Measurement uncertainty evaluation with correlation for dynamic tensile properties of auto-body steel sheets. Int. J. Mech. Sci. 2017, 130, 174–187. [Google Scholar] [CrossRef]
- Huh, H.; Jeong, S.; Bahng, G.; Chae, K.; Kim, C. Standard uncertainty evaluation for dynamic tensile properties of auto-body steel-sheets. Exp. Mech. 2014, 54, 943–956. [Google Scholar] [CrossRef]
- Swift, H. Plastic instability under plane stress. J. Mech. Phys. Solids 1952, 1, 1–18. [Google Scholar] [CrossRef]
- Huh, H.; Yoon, J.-H.; Park, C.-G.; Kang, J.-S.; Huh, M.-Y.; Kang, H.-G. Correlation of microscopic structures to the strain rate hardening of SPCC steel. Int. J. Mech. Sci. 2010, 52, 745–753. [Google Scholar] [CrossRef]
- Gariépy, A.; Larose, S.; Perron, C.; Lévesque, M. Shot peening and peen forming finite element modelling–towards a quantitative method. Int. J. Solids Struct. 2011, 48, 2859–2877. [Google Scholar] [CrossRef]
- Gariépy, A.; Miao, H.; Lévesque, M. Simulation of the shot peening process with variable shot diameters and impacting velocities. Adv. Eng. Softw. 2017, 114, 121–133. [Google Scholar] [CrossRef]
- Voce, E. The relationship between stress and strain for homogeneous deformation. J. Inst. Met. 1948, 74, 537–562. [Google Scholar]
- Hockett, J.; Sherby, O. Large strain deformation of polycrystalline metals at low homologous temperatures. J. Mech. Phys. Solids 1975, 23, 87–98. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Constant | Value | Material Constant | Value |
|---|---|---|---|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, S.; Yu, K.; Huh, H.; Kolman, R.; Arnoult, X. Dynamic Hardening of AISI 304 Steel at a Wide Range of Strain Rates and Its Application to Shot Peening Simulation. Metals 2022, 12, 403. https://doi.org/10.3390/met12030403
Lee S, Yu K, Huh H, Kolman R, Arnoult X. Dynamic Hardening of AISI 304 Steel at a Wide Range of Strain Rates and Its Application to Shot Peening Simulation. Metals. 2022; 12(3):403. https://doi.org/10.3390/met12030403
Chicago/Turabian StyleLee, Sungbo, Kwanghyun Yu, Hoon Huh, Radek Kolman, and Xavier Arnoult. 2022. "Dynamic Hardening of AISI 304 Steel at a Wide Range of Strain Rates and Its Application to Shot Peening Simulation" Metals 12, no. 3: 403. https://doi.org/10.3390/met12030403
APA StyleLee, S., Yu, K., Huh, H., Kolman, R., & Arnoult, X. (2022). Dynamic Hardening of AISI 304 Steel at a Wide Range of Strain Rates and Its Application to Shot Peening Simulation. Metals, 12(3), 403. https://doi.org/10.3390/met12030403