
Effect of Ultrasonic Nanocrystal Surface Modification Treatment at Room and High Temperatures on the High-Frequency Fatigue Behavior of Inconel 718 Fabricated by Laser Metal Deposition




Abstract
:1. Introduction
2. Materials and Methods
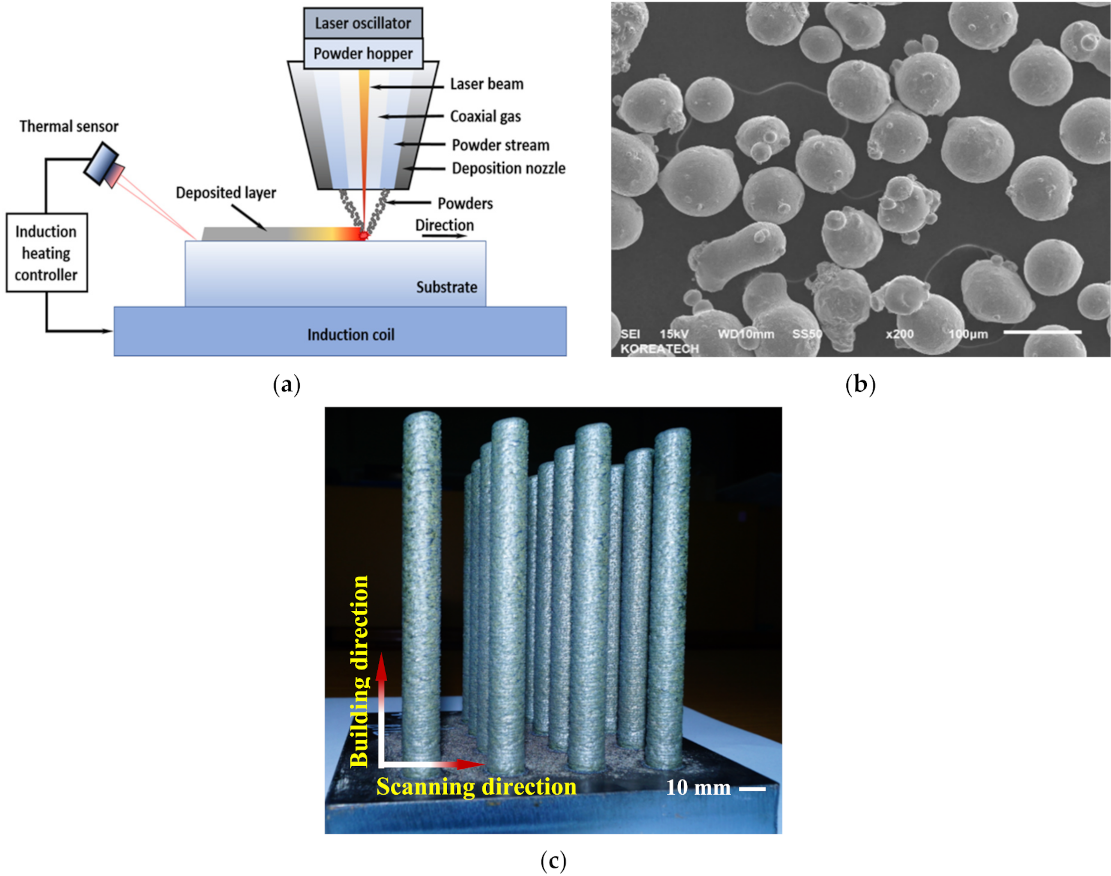
2.1. LMD Process and Sample Preparation
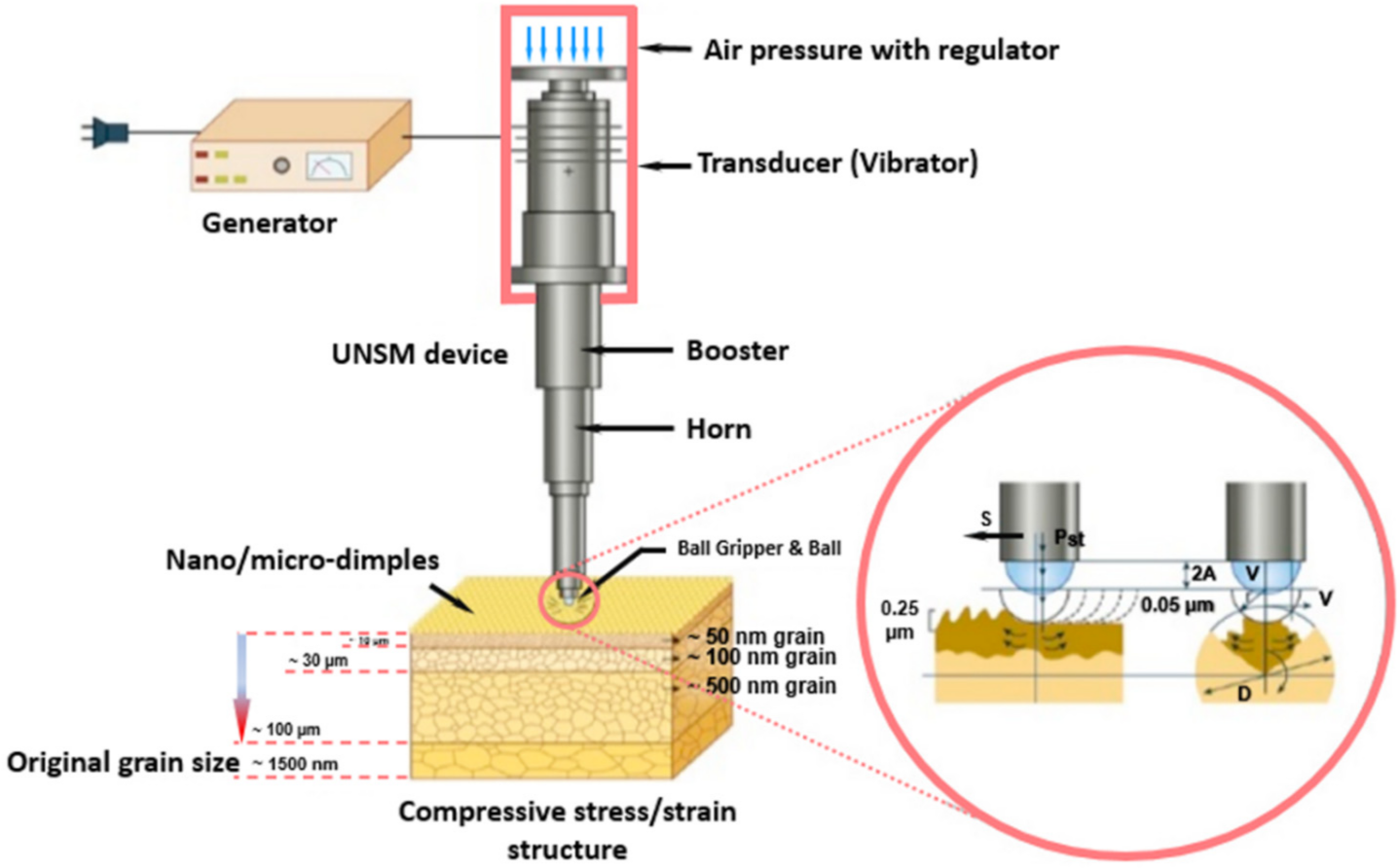
2.2. Surface Modification
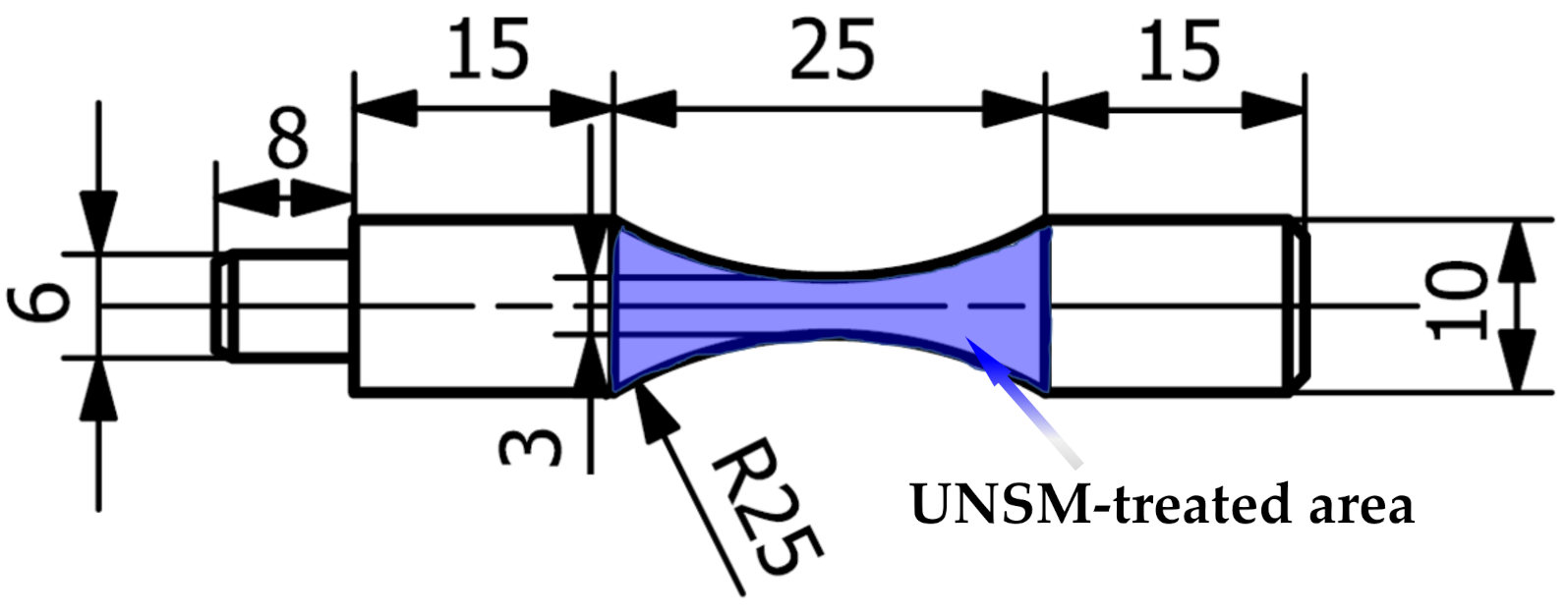
2.3. Fatigue Behavior
2.4. Sample Characterization
3. Results and Discussion
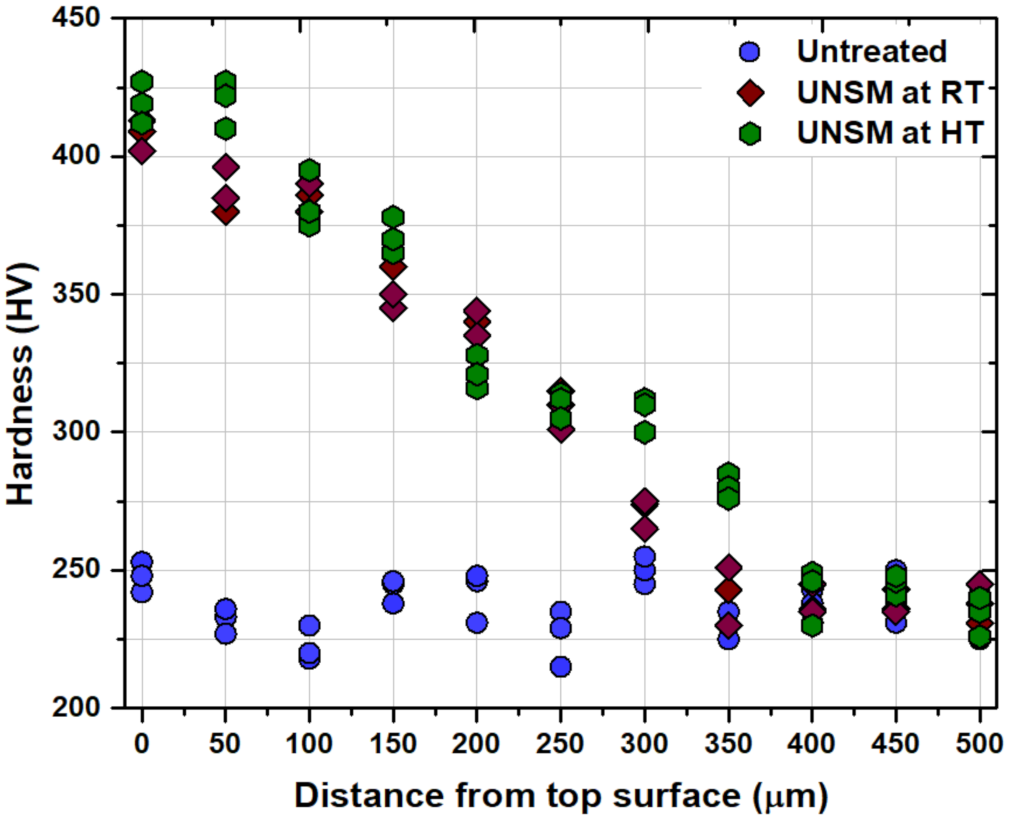
3.1. Surface Roughness and Hardness
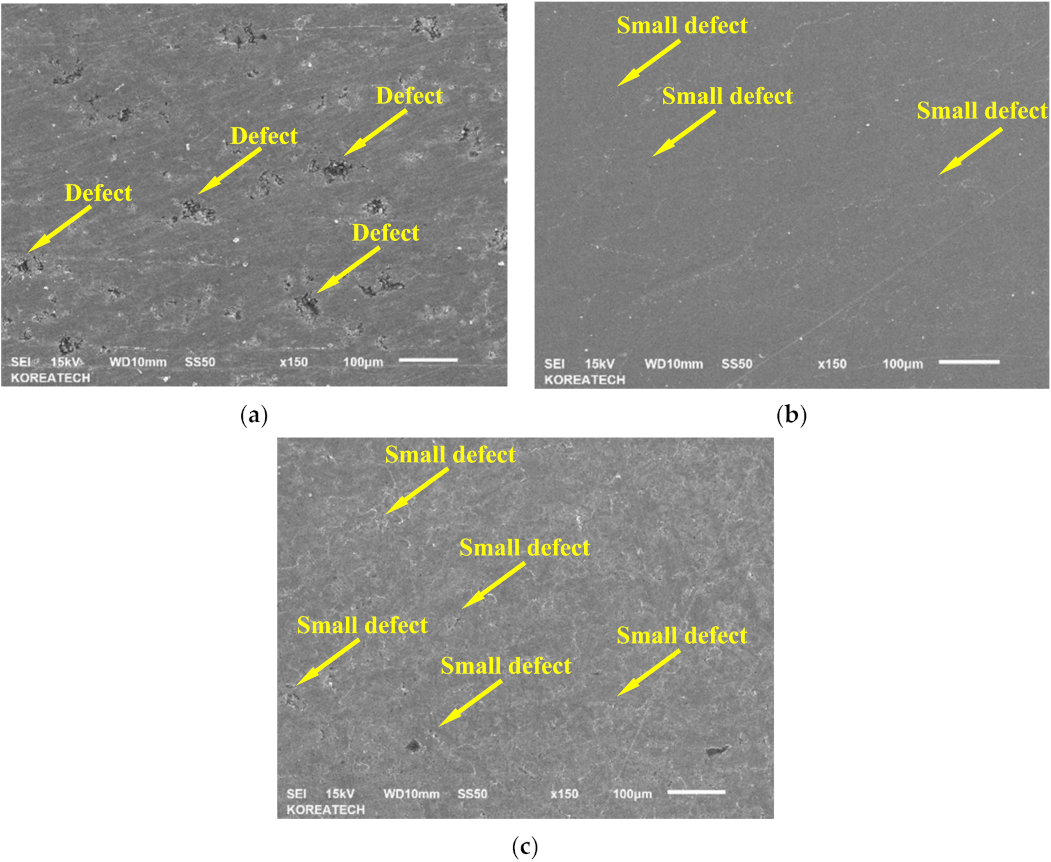
3.2. Surface Morphology
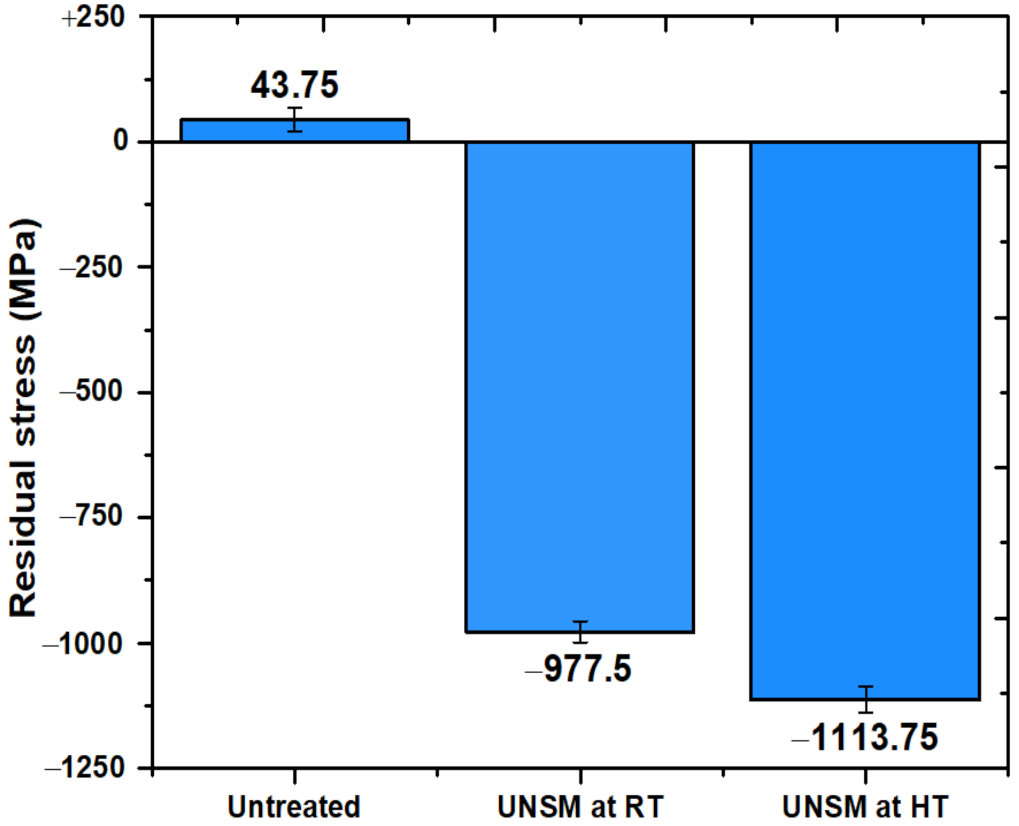
3.3. Residual Stress
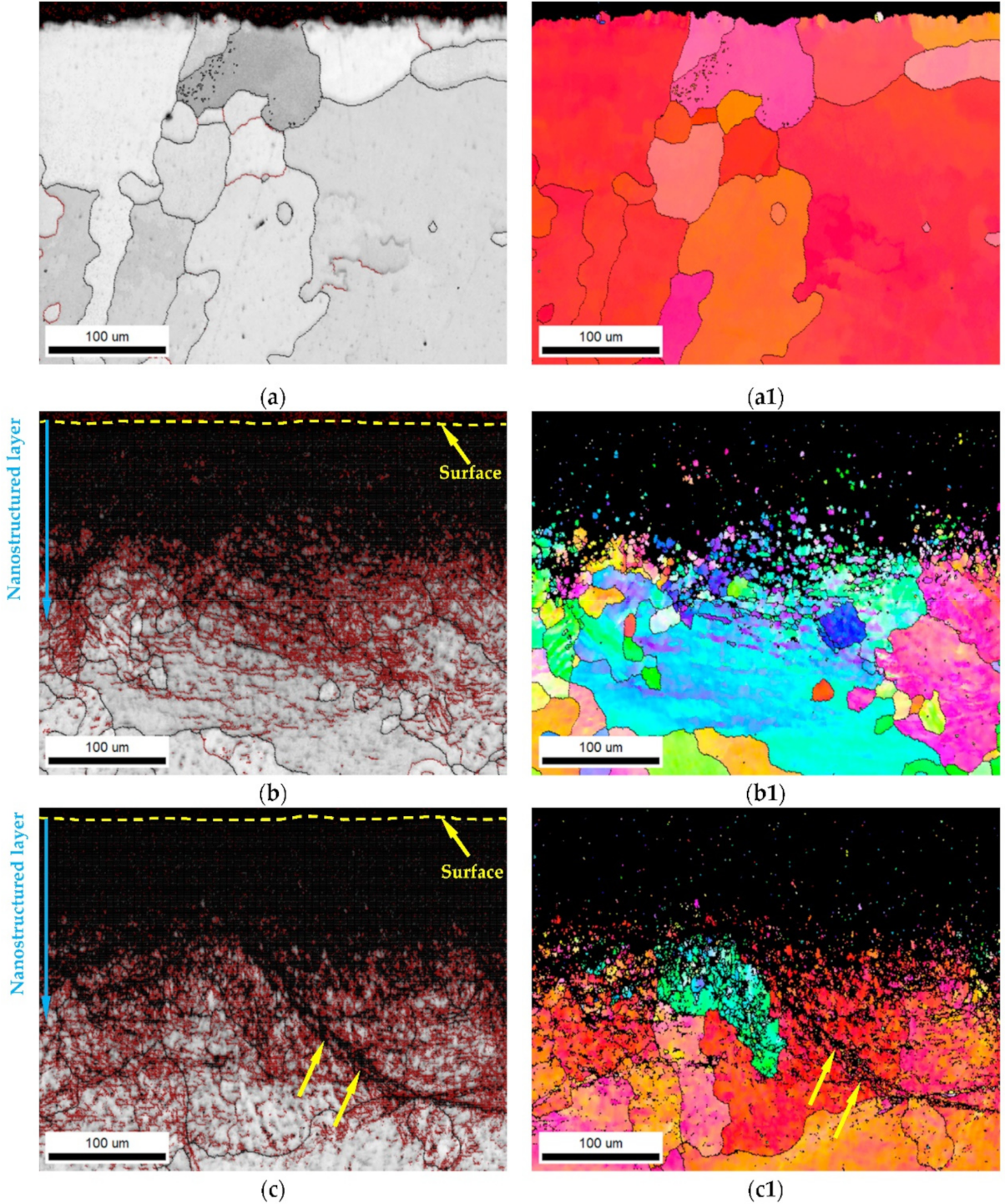
3.4. EBSD Analysis
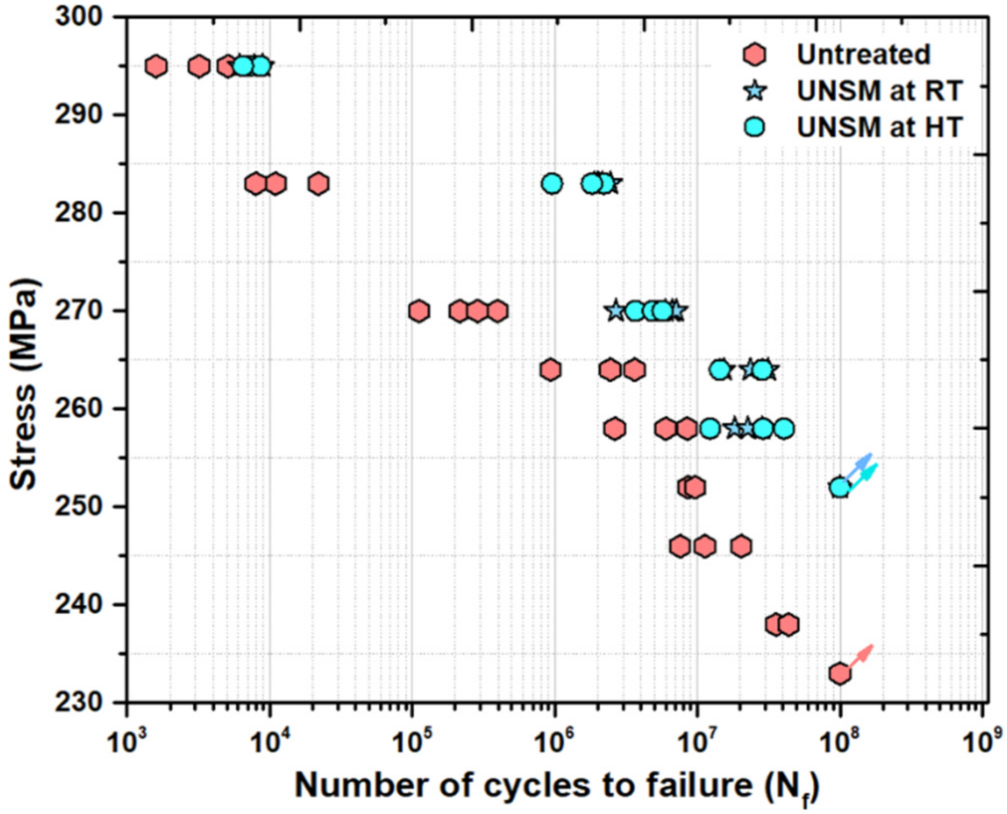
3.5. S-N Data
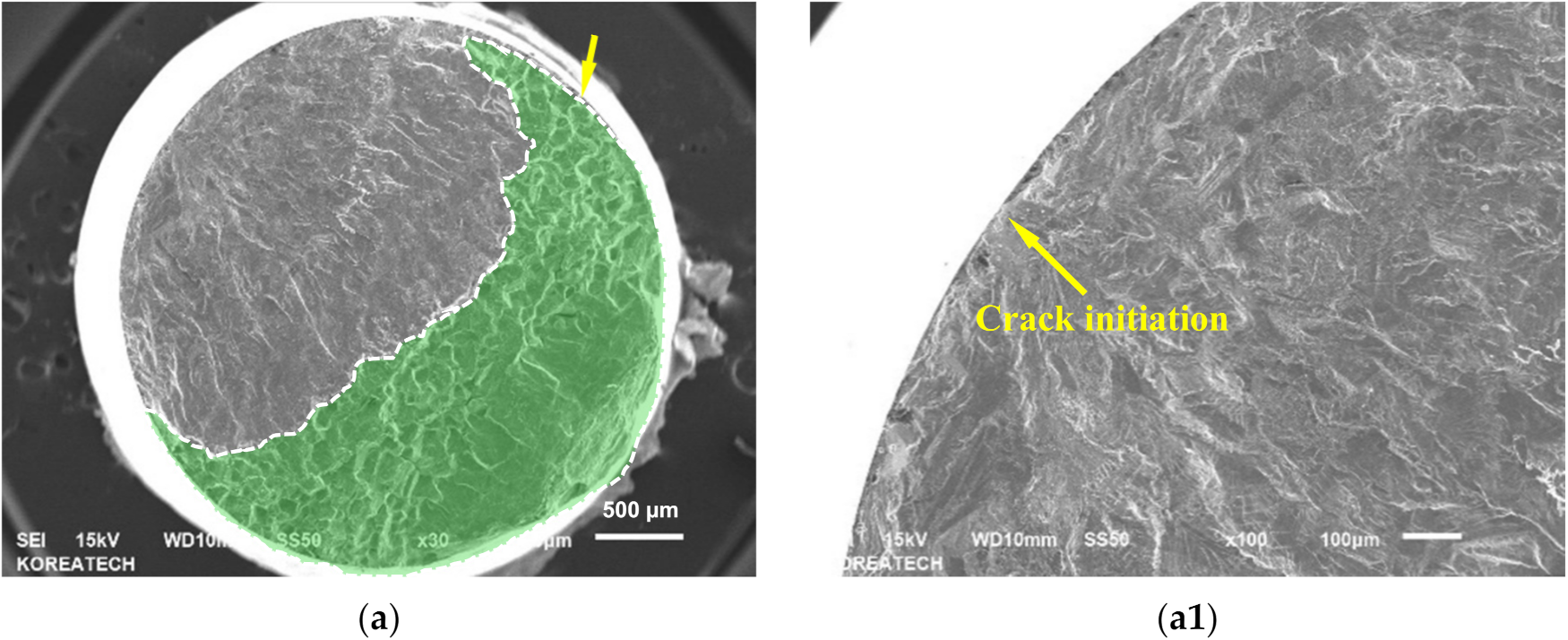
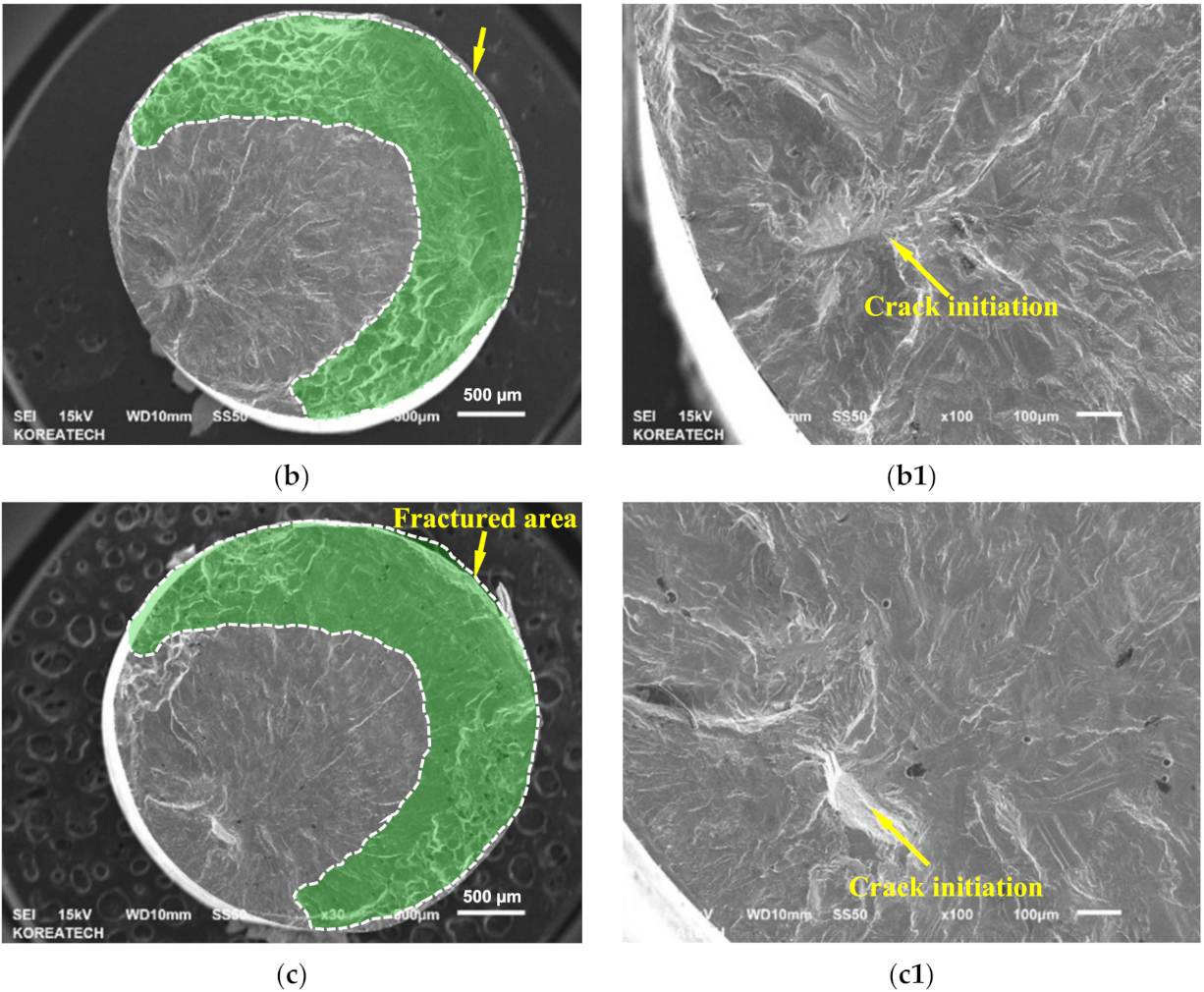
3.6. Fractured Surface
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Busachi, A.; Erkoyuncu, J.; Colegrove, P.; Martina, F.; Watts, C.; Drake, R. A review of additive manufacturing technology and cost estimation techniques for the defense sector. CIRP J. Manuf. Sci. Technol. 2017, 19, 117–128. [Google Scholar] [CrossRef] [Green Version]
- Yuan, D.; Sun, X.; Sun, L.; Zhang, Z.; Guo, C.; Wang, J.; Jiang, F. Improvement of the grain structure and mechanical proper-ties of austenitic stainless steel fabricated by laser and wire additive manufacturing assisted with ultrasonic vibration. Mater. Sci. Eng. A 2021, 813, 141177. [Google Scholar] [CrossRef]
- Gruber, K.; Stopyra, W.; Kobiela, K.; Madejski, B.; Malicki, M.; Kurzynowski, T. Mechanical properties of Inconel 718 additive manufactured by laser powder bed fusion after industrial high-temperature heat treatment. J. Manuf. Process. 2022, 73, 642–659. [Google Scholar] [CrossRef]
- Zhang, H.; Li, C.; Guo, Q.; Ma, Z.; Huang, Y.; Li, H.; Liu, Y. Hot tensile behavior of cold-rolled Inconel 718 alloy at 650 °C: The role of δ phase. Mater. Sci. Eng. A 2018, 722, 136–146. [Google Scholar] [CrossRef]
- Singamneni, S.; Lv, Y.; Hewitt, A.; Chalk, R.; Thomas, W.; Jordison, D. Additive Manufacturing for the Aircraft Industry: A Review. J. Aeronaut. Aerosp. Eng. 2019, 8, 214. [Google Scholar] [CrossRef] [Green Version]
- Yakui, Z.; Shuxiang, G. Research on the Fatigue Performance of TC6 Compressor Blade under the CCF Effect. Int. J. Aerosp. Eng. 2018, 2018, 7154784. [Google Scholar] [CrossRef]
- Grilli, M.; Valerini, D.; Slobozeanu, A.; Postolnyi, B.; Balos, S.; Rizzo, A.; Piticescu, R. Critical Raw Materials Saving by Protective Coatings under Extreme Conditions: A Review of Last Trends in Alloys and Coatings for Aerospace Engine Applications. Materials 2021, 14, 1656. [Google Scholar] [CrossRef] [PubMed]
- Hackel, L.; Rankin, J.R.; Rubenchik, A.; King, W.E.; Matthews, M. Laser peening: A tool for additive manufacturing post-processing. Addit. Manuf. 2018, 24, 67–75. [Google Scholar] [CrossRef]
- McMahon, M.E. Review of Residual Stress Impingement Methods to Mitigate Environmental Fracture Susceptibility. Corros. Mater. Degrad. 2021, 2, 582–602. [Google Scholar] [CrossRef]
- Zabeen, S.; Preuss, M.; Withers, P. Evolution of a laser shock peened residual stress field locally with foreign object damage and subsequent fatigue crack growth. Acta Mater. 2015, 83, 216–226. [Google Scholar] [CrossRef] [Green Version]
- Chamanfar, A.; Monajati, H.; Rosenbaum, A.; Jahazi, M.; Bonakdar, A.; Morin, E. Microstructure and mechanical properties of surface and subsurface layers in broached and shot-peened Inconel-718 gas turbine disc fir-trees. Mater. Charact. 2017, 132, 53–68. [Google Scholar] [CrossRef]
- Lesyk, D.; Martinez, S.; Mordyuk, B.; Dzhemelinskyi, V.; Lamikiz, A.; Prokopenko, G. Post-processing of the Inconel 718 alloy parts fabricated by selective laser melting: Effects of mechanical surface treatments on surface topography, porosity, hardness and residual stress. Surf. Coat. Technol. 2020, 381, 125136. [Google Scholar] [CrossRef]
- Mazzucato, F.; Forni, D.; Valente, A.; Cadoni, E. Laser metal deposition of Inconel 718 alloy and as-built mechanical proper-ties compared to casting. Materials 2021, 14, 437. [Google Scholar] [CrossRef] [PubMed]
- Tong, Z.; Liu, H.; Jiao, J.; Zhou, W.; Yang, Y.; Ren, X. Improving the strength and ductility of laser directed energy deposited CrMnFeCoNi high-entropy alloy by laser shock peening. Addit. Manuf. 2020, 35, 101417. [Google Scholar] [CrossRef]
- Wang, Y.; Shi, J. Recrystallization behavior and tensile properties of laser metal deposited Inconel 718 upon in-situ ultrasonic impact peening and heat treatment. Mater. Sci. Eng. A 2020, 786, 139434. [Google Scholar] [CrossRef]
- Amanov, A.; Karimbaev, R.; Maleki, E.; Unal, O.; Pyun, Y.-S.; Amanov, T. Effect of combined shot peening and ultrasonic nanocrystal surface modification processes on the fatigue performance of AISI 304. Surf. Coat. Technol. 2019, 358, 695–705. [Google Scholar] [CrossRef]
- Amanov, A.; Karimbaev, R. Improvement in frictional and fatigue performances of AISI 4150H steel by dual ultrasonic nanocrystal surface modification for ball screw applications. Tribol. Int. 2021, 161, 107092. [Google Scholar] [CrossRef]
- Karimbaev, R.; Pyun, Y.-S.; Maleki, E.; Unal, O.; Amanov, A. An improvement in fatigue behavior of AISI 4340 steel by shot peening and ultrasonic nanocrystal surface modification. Mater. Sci. Eng. A 2020, 791, 139752. [Google Scholar] [CrossRef]
- Amanov, A.; Karimbaev, R. Effect of ultrasonic nanocrystal surface modification temperature: Microstructural evolution, mechanical properties and tribological behavior of silicon carbide manufactured by additive manufacturing. Surf. Coat. Technol. 2021, 425, 127688. [Google Scholar] [CrossRef]
- Karimbaev, R.M.; Pyun, Y.-S.; Amanov, A. Fatigue life extension of additively manufactured Nickel-base 718 alloy by nanostructured surface. Mater. Sci. Eng. A 2021, 831, 142041. [Google Scholar] [CrossRef]
- Amanov, A. Improvement in mechanical properties and fretting wear of Inconel 718 superalloy by ultrasonic nanocrystal surface modification. Wear 2020, 446–447, 203208. [Google Scholar] [CrossRef]
- Amanov, A.; Karimbaev, R.; Berkebile, S.P. Effect of ultrasonic nanocrystal surface modification on wear mechanisms of thermally-sprayed WC-Co coating. Wear 2021, 477, 203873. [Google Scholar] [CrossRef]
- Zhang, Y.; Huang, W. Comparisons of 304 austenitic stainless steel manufactured by laser metal deposition and selective laser melting. J. Manuf. Process. 2020, 57, 324–333. [Google Scholar] [CrossRef]
- Wycisk, E.; Solbach, A.; Siddique, S.; Herzog, D.; Walther, F.; Emmelmann, C. Effects of Defects in Laser Additive Manufactured Ti-6Al-4V on Fatigue Properties. Phys. Procedia 2014, 56, 371–378. [Google Scholar] [CrossRef] [Green Version]
- Pegues, J.; Roach, M.; Williamson, R.S.; Shamsaei, N. Surface roughness effects on the fatigue strength of additively manufactured Ti-6Al-4V. Int. J. Fatigue 2018, 116, 543–552. [Google Scholar] [CrossRef]
- Karimbaev, R.; Choi, S.; Pyun, Y.-S.; Amanov, A. Mechanical and Tribological Characteristics of Cladded AISI 1045 Carbon Steel. Materials 2020, 13, 859. [Google Scholar] [CrossRef] [Green Version]
- Cherry, J.A.; Davies, H.M.; Mehmood, S.; Lavery, N.P.; Brown, S.G.R.; Sienz, J. Investigation into the effect of process parameters on microstructural and physical properties of 316L stainless steel parts by selective laser melting. Int. J. Adv. Manuf. Technol. 2015, 76, 869–879. [Google Scholar] [CrossRef] [Green Version]
- Schmiedel, A.; Burkhardt, C.; Henkel, S.; Weidner, A.; Biermann, H. Very High Cycle Fatigue Investigations on the Fatigue Strength of Additive Manufactured and Conventionally Wrought Inconel 718 at 873 K. Metals 2021, 11, 1682. [Google Scholar] [CrossRef]
- Singh, B.; Karimbaev, R.M.; Sharma, A.K.; Amanov, A.; Zafar, S. Effects of ultrasonic nanocrystal surface modification on dry tribological and slurry erosion performance of non-reinforced and reinforced Ni-based microwave clads. Surf. Coat. Technol. 2021, 428, 127893. [Google Scholar] [CrossRef]
- Hu, Y.; Wu, S.; Withers, P.; Zhang, J.; Bao, H.; Fu, Y.; Kang, G. The effect of manufacturing defects on the fatigue life of selective laser melted Ti-6Al-4V structures. Mater. Des. 2020, 192, 108708. [Google Scholar] [CrossRef]
- Nasab, M.H.; Giussani, A.; Gastaldi, D.; Tirelli, V.; Vedani, M. Effect of Surface and Subsurface Defects on Fatigue Behavior of AlSi10Mg Alloy Processed by Laser Powder Bed Fusion (L-PBF). Metals 2019, 9, 1063. [Google Scholar] [CrossRef] [Green Version]
- Berg, N.V.D.; Xin, H.; Veljkovic, M. Effects of residual stresses on fatigue crack propagation of an orthotropic steel bridge deck. Mater. Des. 2021, 198, 109294. [Google Scholar] [CrossRef]
- Beevers, E.; Brandão, A.D.; Gumpinger, J.; Gschweitl, M.; Seyfert, C.; Hofbauer, P.; Rohr, T.; Ghidini, T. Fatigue properties and material characteristics of additively manufactured AlSi10Mg—Effect of the contour parameter on the microstructure, density, residual stress, roughness and mechanical properties. Int. J. Fatigue 2018, 117, 148–162. [Google Scholar] [CrossRef]
- Sanz, C.; Navas, V.G. Structural integrity of direct metal laser sintered parts subjected to thermal and finishing treatments. J. Mater. Process. Technol. 2013, 213, 2126–2136. [Google Scholar] [CrossRef]
- Kemerling, B.; Lippold, J.C.; Fancher, C.; Bunn, J. Residual stress evaluation of components produced via direct metal laser sintering. Weld. World 2018, 62, 663–674. [Google Scholar] [CrossRef]
- Hua, D.; Xia, Q.; Wang, W.; Zhou, Q.; Li, S.; Qian, D.; Shi, J.; Wang, H. Atomistic insights into the deformation mechanism of a CoCrNi medium entropy alloy under nanoindentation. Int. J. Plast. 2021, 142, 102997. [Google Scholar] [CrossRef]
- Zhu, J.; Yuan, W. Effect of Pre-Stretching on Residual Stresses and Microstructures of Inconel 718 Superalloy. Metals 2021, 11, 614. [Google Scholar] [CrossRef]
- Guo, L.; Fujita, F. Influence of rolling parameters on dynamically recrystallized microstructures in AZ31 magnesium alloy sheets. J. Magnes. Alloys 2015, 3, 95–105. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Y.Y.; Duan, Z.; Shi, H. Comparison of the very high cycle fatigue behaviors of inconel 718 with different loading frequencies. Sci. China Phys. Mech. Astron. 2013, 3, 617–623. [Google Scholar] [CrossRef]
- Shrestha, R.; Simsiriwong, J.; Shamsaei, N. Fatigue behavior of additive manufactured 316L stainless steel under axial versus rotating-bending loading: Synergistic effects of stress gradient, surface roughness, and volumetric defects. Int. J. Fatigue 2020, 144, 106063. [Google Scholar] [CrossRef]
- Masuo, H.; Tanaka, Y.; Morokoshi, S.; Yagura, H.; Uchida, T.; Yamamoto, Y.; Murakami, Y. Influence of defects, surface roughness and HIP on the fatigue strength of Ti-6Al-4V manufactured by additive manufacturing. Int. J. Fatigue 2018, 117, 163–179. [Google Scholar] [CrossRef]
- Yang, K.; Huang, Q.; Wang, Q.; Chen, Q. Competing crack initiation behaviors of a laser additively manufactured nick-el-based superalloy in high and very high cycle fatigue regimes. Int. J. Fatigue 2020, 136, 105580. [Google Scholar] [CrossRef]
- Aguado-Montero, S.; Navarro, C.; Vázquez, J.; Lasagni, F.; Slawik, S.; Domínguez, J. Fatigue behaviour of PBF additive manufactured TI6AL4V alloy after shot and laser peening. Int. J. Fatigue 2021, 154, 106536. [Google Scholar] [CrossRef]
- Giertler, A.; Koschella, K.; Krupp, U. Investigation of changing failure mechanisms in the VHCF regime caused by different strengths of a martensitic steel. Procedia Struct. Integr. 2017, 7, 321–326. [Google Scholar] [CrossRef]
- Weidner, A.; Lippmann, T.; Biermann, H. Crack initiation in the very high cycle fatigue regime of nitrided 42CrMo4 steel. J. Mater. Res. 2017, 32, 4305–4316. [Google Scholar] [CrossRef]
- Jiang, Q.; Li, S.; Zhou, C.; Zhang, B.; Zhang, Y. Effects of laser shock peening on the ultra-high cycle fatigue performance of additively manufactured Ti6Al4V alloy. Opt. Laser Technol. 2021, 144, 107391. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Cr | Mo | Nb | Fe | Ti | Si | Mn | C | P | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| wt.% | 19.0 | 3.0 | 5.0 | 18.0 | 1.0 | 0.2 | 0.08 | 0.05 | 0.02 | Bal. |
| Frequency (kHz) | Amplitude (µm) | Feed-Rate (mm/rev) | Load (N) | Ball Material | Ball Diameter (mm) |
|---|---|---|---|---|---|
| 20 | 30 | 0.03 | 50 | WC | 2.38 |
| Samples | Surface Roughness (Ra and Rz) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1st Test | 2nd Test | 3rd Test | 4th Test | Average | ||||||
| Ra | Rz | Ra | Rz | Ra | Rz | Ra | Rz | Ra | Rz | |
| Untreated | 0.41 | 2.77 | 0.51 | 2.84 | 0.49 | 2.67 | 0.50 | 3.09 | 0.48 | 2.84 |
| UNSM at RT | 0.17 | 0.87 | 0.19 | 1.10 | 0.19 | 1.11 | 0.23 | 1.19 | 0.19 | 1.07 |
| UNSM at HT | 0.26 | 1.42 | 0.30 | 1.54 | 0.35 | 1.83 | 0.29 | 1.70 | 0.30 | 1.62 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karimbaev, R.M.; Cho, I.S.; Pyun, Y.S.; Amanov, A. Effect of Ultrasonic Nanocrystal Surface Modification Treatment at Room and High Temperatures on the High-Frequency Fatigue Behavior of Inconel 718 Fabricated by Laser Metal Deposition. Metals 2022, 12, 515. https://doi.org/10.3390/met12030515
Karimbaev RM, Cho IS, Pyun YS, Amanov A. Effect of Ultrasonic Nanocrystal Surface Modification Treatment at Room and High Temperatures on the High-Frequency Fatigue Behavior of Inconel 718 Fabricated by Laser Metal Deposition. Metals. 2022; 12(3):515. https://doi.org/10.3390/met12030515
Chicago/Turabian StyleKarimbaev, Ruslan M., In Sik Cho, Young Sik Pyun, and Auezhan Amanov. 2022. "Effect of Ultrasonic Nanocrystal Surface Modification Treatment at Room and High Temperatures on the High-Frequency Fatigue Behavior of Inconel 718 Fabricated by Laser Metal Deposition" Metals 12, no. 3: 515. https://doi.org/10.3390/met12030515
APA StyleKarimbaev, R. M., Cho, I. S., Pyun, Y. S., & Amanov, A. (2022). Effect of Ultrasonic Nanocrystal Surface Modification Treatment at Room and High Temperatures on the High-Frequency Fatigue Behavior of Inconel 718 Fabricated by Laser Metal Deposition. Metals, 12(3), 515. https://doi.org/10.3390/met12030515